Изобретение относится к технологии машиностроения, а именно к обработке деталей, имеющих криволинейные участки поверхности, расположенные в труднодоступных, полузакрытых местах (детали с каналами, пазами и т.д.) и требующие для их обработки применения многокоординатных фрезерных станков или обрабатывающих центров (четыре, пять или шесть и более одновременно управляемых осей), например, пера лопаток моноколес газотурбинных двигателей и установок, прессформ и т.д.
Известен режущий инструмент для реализации способа формообразования сложнопрофильных межлопаточных каналов моноколеса газотурбинного двигателя (ГТД) (патент РФ №2264891, МПК7: В23С 3/18, В23С 5/14, опубл. 27.11.2005 г.) - аналог.
Недостатком данного решения является невозможность его применения для обработки деталей с узкими каналами и с лопатками знакопеременной кривизны.
Известен инструмент для обработки детали (А.С. СССР №127680, МПК4: В23С 5/10, БИ №43 за 1986 г.) - прототип.
Недостатком известного инструмента является невозможность его применения для обработки деталей с узкими каналами и лопатками знакопеременной кривизны.
Техническим результатом, на достижение которого направлено заявляемое изобретение, является улучшение показателей качества поверхности (шероховатости, волнистости) и сокращение времени обработки деталей, имеющих криволинейные участки поверхности, расположенные в труднодоступных, полузакрытых местах (детали с каналами, пазами и т.д.) и требующие для их обработки применения многокоординатных фрезерных станков или обрабатывающих центров (четыре, пять или шесть и более одновременно управляемых осей).
Указанный технический результат достигается в инструменте для обработки детали в виде цилиндрической или конической фрезы, по меньшей мере, часть поверхности которой выполнена криволинейной, содержащей рабочую часть, для которой выполняются условия 0≤φ<γmax<90° и Rи>Rвращ, причем Rи определяется из условия
где Rи - радиус кривизны криволинейного участка поверхности фрезы, Ro - радиус кривизны нормального сечения обрабатываемой поверхности, проходящего через ось фрезы, Δор - допуск на оребрение, Sстр - подача на строку, φ - угол конусности конической концевой фрезы, γmax - максимальный из всех угол отклонения между осью фрезы и касательной плоскостью к криволинейной поверхности рабочей части фрезы, Rвращ - максимальный радиус вращения криволинейного участка поверхности фрезы.
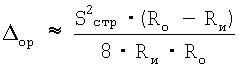
Например, γmax - максимальный из всех для данной криволинейной поверхности угол отклонения (как показано на фиг.1), в данном случае соответствующий нижней точке дуги, с радиусом R, однако расположение угла γmax зависит от формы криволинейной поверхности и его величины и может меняться для различных случаев.
Для обычных концевых фрез со скругленной сферической рабочей частью Rвращ является радиусом сферы Rсф (Rвращ=Rсф × cosφ), а для обычных концевых фрез со скругленной торовой рабочей частью - радиусом вращаемой окружности тора Rт (Rвращ=Ro+Rт × cosφ, где Ro - расстояние от оси вращения до центра вращаемой окружности).
Сущность изобретений поясняется на фиг.1 и 2, где на фиг.1 - схема расположения обрабатываемой поверхности и концевой фрезы с рабочей частью, состоящей из одного криволинейного участка, на фиг.2 - схема расположения фрезы при выполнении соседних проходов объемной обработки при использовании обычных концевых цилиндрических или конических фрез со скругленной сферической или торовой рабочей частью.
Rи - радиус кривизны нормального сечения рабочей части обычной радиусной фрезы, проходящего через ее ось; для обычных концевых фрез со скругленной сферической рабочей частью Rи является радиусом сферы Rсф., для обычных концевых фрез со скругленной торовой рабочей частью Rи является радиусом вращаемой окружности тора Rт., а для заявляемого инструмента Rи является радиусом R - радиусом кривизны криволинейного участка поверхности рабочей части фрезы.
Ro - радиус кривизны нормального сечения обрабатываемой поверхности, проходящего через ось фрезы;
Δор - допуск на оребрение (максимально допустимая из технических условий высота гребешка, остающегося на обрабатываемой поверхности между последовательными проходами).
φ - угол конусности конической концевой фрезы; для цилиндрической фрезы φ=0.
Sстр - подача на строку (расстояние между соседними проходами фрезы).
Заявляемое изобретение основывается на следующих предпосылках.
При использовании цилиндрических или конических фрез с концевой частью для многокоординатного фрезерования деталей, например пера лопаток моноколес, расстояние между соседними проходами фрезы Sстр - подача на строку (расстояние между соседними проходами фрезы) зависит от Rи и Ro.
Для соответствующих практике случаев, когда Δор на несколько порядков меньше чем Rи и Ro, величина Sстр определяется следующей формулой:

Анализ формулы (1) показывает, что увеличение Rh приводит к увеличению Sстр, что в свою очередь сокращает количество проходов (строк), длину траектории и время обработки. Как следует из (1),
Анализ (2) показывает, что увеличение Rи при фиксированном значении Sстр уменьшает высоту гребешка, остающегося на обрабатываемой поверхности между проходами, т.е. результатом является повышение качества обработки деталей, например, пера лопаток моноколес при одновременном сокращении времени обработки.
На основании проведенных заявителем исследований был сконструирован и экспериментально проверен новый профиль обрабатывающего инструмента, а именно фрезы, для обработки, в частности, пера лопаток моноколес.
Параметр фрезы φ зависит от параметров поверхности обрабатываемой детали и определяется для каждого отдельного случая, однако для достижения заявляемого технического результата должны выполняться условия, изложенные в независимом пункте формулы заявляемого изобретения.
Кроме того, для обеспечения заявленного технического результата при обработке детали заявляемой фрезой в каждой i-й точке траектории движения ее ось должна быть расположена к обрабатываемой поверхности таким образом, чтобы выполнялось условие 0≤φ≤γi≤γmax≤90°.
В случае если R<Rвращ, то технический результат достигаться не будет, так как Sстр<Sстр_вращ, где
 ,
,
а  , где
, где
 .
.
В случае если φ>γmax, то фрезерование осуществляется прямолинейным участком фрезы (цилиндрическим или коническим), что неприемлемо для обработки деталей, по меньшей мере, часть поверхности которых выполнена криволинейной.
Обработку осуществляют следующим образом.
Предварительно спроектированную, в соответствии с заявляемыми условиями, изготовленную и настроенную на размер концевую фрезу устанавливают в шпинделе, например, с использованием устройства автоматической смены инструмента, включают вращение шпинделя и на ускоренной подаче перемещают в точку подвода, расположенную, как правило, вблизи первой точки первого рабочего хода. В точке подвода ось фрезы, как правило, ориентируют вертикально для станков с вертикальным расположением шпинделя и горизонтально для станков с горизонтальным расположением шпинделя. Из точки подвода фрезу на подаче врезания перемещают в точку врезания, в которой ее ось ориентируют с учетом необходимого угла отклонения и включают охлаждение. После этого фрезу перемещают в первую точку рабочего хода (стартовую точку), причем ориентация фрезы при выполнении этой операции остается неизменной. Первый рабочий ход производят строчным методом, для чего концевую фрезу перемещают по строчке вдоль поверхности обрабатываемой детали. В процессе обработки контролируют положение не только расчетной точки фрезы, но и положение ее оси.
Причем ось фрезы располагают в пространстве по отношению к обрабатываемой детали таким образом, чтобы выполнялись заявляемые соотношения параметров.
После завершения рабочего хода по текущей строчке выполняют перемещение на следующую строчку, осуществляя подачу на строку. При выполнении этого движения осуществляют ориентацию фрезы с учетом необходимого угла отклонения, который соответствует заявляемому интервалу значений.
Затем аналогично первому рабочему ходу производят следующий рабочий ход строчным методом. Рабочие ходы повторяют до тех пор, пока не будет полностью обработана определенная для данного технологического перехода часть поверхности детали.
Из последней точки последнего рабочего хода на подаче отвода фрезу перемещают в точку отвода, причем ориентация оси фрезы при выполнении этого движения остается неизменной, и в точке отвода отключают охлаждение.
Из точки отвода фрезу на ускоренной подаче перемещают в начальную точку следующего технологического перехода или в конечную точку траектории данной технологической операции. В конечной точке этого перемещения ось фрезы ориентируют или вертикально (для станков с вертикальным расположением шпинделя) или горизонтально (для станков с горизонтальным расположением шпинделя). Процесс обработки детали закончен.
Рассмотрим примеры конкретного выполнения.
Необходимо осуществить чистовую обработку пера лопатки моноколеса ГТД со следующими параметрами: наружный диаметр моноколеса 614,3 мм, ширина решетки профилей пера 119 мм, высота пера 180 мм, горло решетки профилей (диаметр минимальной окружности, вписанной в межлопаточный канал 22 мм).
Для осуществления такой обработки используют коническую концевую фрезу с одним участком криволинейной поверхности со следующими параметрами: φ=1°, R=25 мм. Обработку осуществляют, выдерживая угол отклонения между осью инструмента и касательной плоскостью к обрабатываемой поверхности в каждой точке касания инструмента и поверхности меньшим или равным 33°. Высота гребешка между проходами составляет 82 мкм, а время обработки 46 мин.
Для обработки заданной поверхности обычной концевой конической фрезой со скругленной сферической рабочей частью с параметрами φ=1°, Rсф=9 мм, высота гребешка между проходами составляет 86 мкм, а время обработки 75 мин. Т.е. при использовании заявляемого инструмента время обработки сокращается в 1,7 раза, при уменьшении шероховатости поверхности обрабатываемой детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ДЕТАЛИ | 2006 |
|
RU2351441C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ МЕЖЛОПАТОЧНЫХ КАНАЛОВ МОНОКОЛЕСА ГТД И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2264891C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВКИ ДЕТАЛИ С ПАЗАМИ | 2010 |
|
RU2476296C2 |
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕС | 2010 |
|
RU2429949C1 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1999 |
|
RU2167746C2 |
| Способ обработки плоских и криволинейных поверхностей штамповой оснастки с коррекцией износа инструмента и станочных погрешностей | 2023 |
|
RU2822491C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХВЕНЦОВОЙ ЗВЕЗДОЧКИ | 2014 |
|
RU2571983C1 |
| Способ обработки лопаток блиска газотурбинного двигателя | 2018 |
|
RU2689476C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОФРЕЗЕРОВАННОГО РАБОЧЕГО КОЛЕСА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2016 |
|
RU2625860C1 |
| Способ фрезерования поверхностей заготовок и обрабатывающий центр для его осуществления | 2014 |
|
RU2615387C2 |
Инструмент выполнен в виде цилиндрической или конической фрезы, по меньшей мере, часть его поверхности сформирована криволинейной с радиусом кривизны, большим максимального радиуса вращения криволинейного участка поверхности фрезы и выбранным по приведенной формуле в зависимости от радиуса кривизны нормального сечения обрабатываемой поверхности, проходящего через ось фрезы, допуска на оребрение и подачи на строку. Технический результат: повышение качества обработанной поверхности и сокращение времени обработки деталей, имеющих криволинейные участки поверхности в труднодоступных местах и требующих для их обработки применения многокоординатных фрезерных станков. 2 ил.
Инструмент для обработки детали в виде цилиндрической или конической фрезы, по меньшей мере, часть поверхности которого выполнена криволинейной, содержащий рабочую часть, для которой выполняются условия 0≤φ<γmax≤90° и Rи>Rвращ, причем Rи определен из соотношения:
 ,
,
где Rи - радиус кривизны криволинейного участка поверхности фрезы;
Rо - радиус кривизны нормального сечения обрабатываемой поверхности, проходящего через ось фрезы;
Δор - допуск на оребрение;
Sстр - подача на строку;
φ - угол конусности конической концевой фрезы;
γmax - максимальный из всех угол отклонения, между осью фрезы и касательной плоскостью к криволинейной поверхности рабочей части фрезы;
Rвращ - максимальный радиус вращения криволинейного участка поверхности фрезы.
| US 5087159 А, 11.02.1992 | |||
| Инструмент для обработки криволинейных поверхностей | 1984 |
|
SU1271680A1 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1990 |
|
RU2050228C1 |
| GB 1248246 А, 29.09.1971 | |||
| JP 11156621 А, 15.06.1999 | |||
| JP 2002283121 А, 03.10.2002. | |||

