Заявляемый способ относится к области компактирования сыпучих составов и может быть использован при изготовлении разрывных зарядов боеприпасов методом прессования.
Известно прессование в замкнутой матрице, при котором порция порошка, величина которой определяется заданными размерами прессовки и ее конечной плотностью, засыпается в матрицу, установленную на поддон. Затем в матрицу вставляется пуансон, к верхнему торцу которого прикладывается определенное усилие. После снятия усилия спрессованные изделия удаляются из матрицы (Генералов М.Б. Механика твердых дисперсных сред в процессах химической технологии. Калуга. Издательство Н.Бочкаревой, 2002 г., с.203, 204) [1]. Таким образом, прессуются заряды из взрывчатых веществ - порошка пикриновой кислоты и чешуированного тротила (см. там же с.208).
Этот способ широко используется в снаряжательной отрасли для получения разрывных зарядов из бризантных взрывчатых веществ на гидравлических прессах. Процесс прессования ведется с постепенным увеличением давления и доведением его до максимального значения. Затем производится выдержка прессовки при этом давлении (Кунин Н.Ф., Юрченко Б.Д. Прессование взрывчатых веществ. Москва. Дом техники Министерства общего машиностроения, 1957 г., с.7, 8)[2]. Получение зарядов определенной плотности и высоты обеспечивается контролем величины давления в гидравлической системе пресса или ограничением хода пресса (прессование «на упор»).
Недостатком метода прессования по давлению является тот факт, что следствием погрешности массы навески взрывчатого состава является различная высота получаемых прессовок. При прессовании «на упор» имеет место разброс по величине средней плотности прессовок. Средняя плотность получаемого заряда определяется при этом путем взвешивания прессовки сначала на воздухе (определение ее массы), затем в воде (определение ее объема), и лишь после этого рассчитывается плотность.
Наиболее близким к заявляемому является способ формирования разрывных зарядов боеприпасов посредством прессования (Краткий энциклопедический словарь, «Энергетические конденсированные системы», под ред. Б.П.Жукова, М., Янус-К, 2000 г., стр.107-109) [3], (прототип). Согласно данному способу уплотняют сыпучее взрывчатое вещество в матрице посредством нагружаемого пуансона на гидравлическом прессе.
Однако при этом не осуществляют одновременно контроль давления прессования и высоты формируемого заряда в направлении прикладываемого усилия уплотнения, что не позволяет получать качественные заряды с заданными геометрическими размерами.
Прессование разрывных зарядов в отрасли снаряжения боеприпасов обусловлено требованиями, связанными, в частности, с обеспечением безопасности. В связи с этим технологический процесс производится в изолированной бронекабине в автоматическом режиме с необходимыми мерами предосторожности. Способ изготовления разрывного заряда боеприпаса с одновременным контролем параметров имеет ряд отличительных особенностей.
Задачей заявляемого изобретения является:
- получение качественного разрывного заряда, отвечающего требованию как по плотности заряда, так и по его геометрическим размерам и, как следствие, повышение эффективности действия разрывных зарядов, в частности, кумулятивных боеприпасов;
- измерение высоты заряда способом, позволяющим настраивать систему контроля высоты заряда в автоматическом режиме, обеспечивающим безопасность ведения процесса без снижения производительности;
- определение средней плотности заряда в ходе его прессования.
Поставленная задача решается заявляемым способом, отличительными признаками которого являются:
- прессование осуществляют на гидравлическом прессе, содержащем верхнюю неподвижную и нижнюю подвижную плиты, при прессовании контролируют давление прессования и перемещение подвижной плиты пресса посредством установленного на ней бесконтактного датчика контроля перемещения и определяют текущую высоту заряда в направлении прикладываемого усилия прессования по формуле Н=Hmin+(Lпред.-L), где: Hmin - минимально допустимая высота заряда, равная рабочему зазору между пуансоном и матрицей, мм, Lпред. - величина перемещения при подъеме подвижной плиты пресса в предельное положение, определяемая на холостом ходу пресса без навески взрывчатого состава в момент смыкания пуансона и матрицы и достижения заданного давления прессования, мм, L - текущая величина перемещения подвижной плиты пресса при прессовании навески взрывчатого состава, мм, при достижении заданных значений давления прессования и текущей высоты заряда прекращают дальнейшее увеличение давления прессования и выдерживают заряд в нагруженном состоянии;
- при определении текущей высоты заряда определяют среднюю плотность заряда исходя из величины навески взрывчатого состава и его объема.
Заявляемый способ формирования разрывных зарядов обладает следующими преимуществами:
- одновременный контроль в процессе прессования основных технологических параметров: давления прессования и высоты получаемого заряда, позволяет решить задачу получения качественного разрывного заряда, отвечающего требованию, как по плотности, так и по геометрическим размерам, а также определять (с помощью программного управляющего устройства) в ходе процесса текущее значение средней плотности заряда. В тех случаях, когда по каким-либо причинам один из технологических параметров: давление прессования или высота заряда, достиг своего предельного значения, а второй, наоборот, не набрал к этому времени расчетных показателей, программное управляющее устройство должным образом сигнализирует об этой ситуации;
- использование для определения высоты заряда бесконтактного датчика контроля перемещения позволяет повысить безопасность и производительность за счет отсутствия необходимости переустановки датчика и настройки системы контроля высоты в бронекабине при переходе на прессование следующего заряда, а высоту заряда определять по формуле Н=Hmin+(Lпред.-L). При этом точность определения высоты заряда Н не зависит от того, соответствует ли «ноль» датчика точке начала прессования (соприкосновению пуансона и порции порошка) или исходному положению подвижной плиты пресса, т.е. насколько точно он выставлен, а также от исходной высоты порции порошка, которая может меняться в зависимости от погрешности взятия навески или насыпной плотности прессуемого взрывчатого вещества;
- настройка системы контроля высоты заряда Н, заключающаяся в определении предельного положения подвижной плиты пресса Lпред., производится в автоматическом режиме путем осуществления одного холостого хода пресса в начале прессования партии изделий нового типоразмера, для чего плиту пресса поднимают до смыкания пуансона и матрицы при отсутствии сыпучего взрывчатого вещества в пресс-инструменте (пуансон своими плечиками садится на матрицу), а момент смыкания пресс-инструмента определяют по стабилизации показаний датчика контроля перемещения L в диапазоне увеличения давления до расчетного заданного значения и фиксируют предельную величину показаний Lпред, причем рабочий (внутренний) зазор между прессующей частью пуансона и матрицей выбирают равным минимально допустимой высоте заряда Hmin. Система контроля высоты заряда включает в себя бесконтактный датчик контроля перемещения, а также программное управляющее устройство, в котором запоминаются величина предельного положения подвижной плиты пресса и минимально допустимая высота заряда, определяемая конструктивными размерами пресс-инструмента, а также рассчитывается текущая высота заряда и его средняя плотность.
Других технических решений, кроме прототипа, с признаками, частично совпадающими с отличительными признаками заявляемого изобретения, не выявлено.
Сущность предлагаемого способа поясняется чертежами, где изображено:
на фиг.1 - размещение прессовой оснастки на рабочей позиции гидравлического пресса для формирования разрывного заряда на этапе его настройки;
на фиг.2 - графики текущего показания датчика перемещения L=f(p) и положения пуансона относительно матрицы Н=f (p) на этом этапе;
на фиг.3 - размещение прессовой оснастки на рабочей позиции гидравлического пресса для формирования разрывного заряда на этапе прессования;
на фиг.4 - графики, показывающие изменение плотности заряда р=f(p) (кривая прессования) и высоты заряда Н=f (p) в зависимости от величины давления прессования р.
Позиции устройства фиг.1 и фиг.3 следующие: 1 - пуансон, 2 - матрица, 3 - объем, образуемый пресс-инструментом при смыкании и заполняемый взрывчатым веществом при наличии навески, 4 - поддон, 5 - подвижная плита плунжера пресса, 6 - маркирующий элемент датчика контроля перемещения, 7 - неподвижная измерительная линейка (измерительная часть датчика), 8 - датчик давления в гидросистеме пресса, 9 - неподвижная плита пресса. Информация с датчиков 7 и 8 поступает в программное управляющее устройство (не показано).
Настройка системы контроля высоты заряда (фиг.1, 2) производится в автоматическом режиме при совершении холостого хода пресса. При этом плита 5 пресса поднимается до смыкания пуансона 1 и матрицы 2 («на упор») при отсутствии сыпучего взрывчатого вещества в пресс-инструменте. Перемещение плиты 5 пресса измеряется с помощью бесконтактного датчика контроля перемещения, маркирующий элемент 6 которого установлен на подвижной плите и перемещается вместе с ней бесконтактно относительно неподвижной измерительной линейки 7. Момент смыкания пресс-инструмента определяется по стабилизации показаний датчика контроля перемещения L в диапазоне увеличения давления до расчетного заданного значения, а итоговая предельная величина перемещения L пред. запоминается в программном управляющем устройстве. При этом величина рабочего зазора между прессующей частью пуансона и матрицей равна минимально допустимой высоте будущего заряда Hmin, определяется конструктивным размером пресс-инструмента и заводится в программное управляющее устройство.
Собственно прессование (см. фиг.3, 4) ведется с навеской сыпучего взрывчатого вещества на том же пресс-инструменте, «по давлению», т.е. при увеличиваемом до заданного значения давлении прессования и одновременном контроле высоты заряда Н. Причем она определяется исходя из текущего перемещения плиты пресса L и из зафиксированного на первом этапе показания датчика контроля перемещения при ее конечном положении L пред. Очевидно, что если высота заряда в процессе прессования: 
то показания датчика: 
где Δ - текущее превышение минимального значения высоты разрывного заряда.
Следовательно - текущая высота заряда определяется как:

Величина давления прессования р min, необходимого для получения данного заряда, определяется исходя из удельного давления прессования - р уд., значение которого соответствует типу прессуемого взрывчатого вещества (см. [2], стр.17) и определяется технологическим регламентом для данного вида изделий, причем:

и 
т.е. 
где: Р - расчетное усилие прессования, f - площадь прессующей части пуансона, F - площадь плунжера пресса.
Удельное давление прессования - р уд. определяет требуемую величину плотности прессовки р. При этом расчетная величина требуемой массы навески М определяется как:

а минимальный объем заряда, например, цилиндрической формы:

Расчет для изделий сложной геометрической формы требует дополнительных математических выкладок и поэтому не приводится.
Процесс прессования можно считать законченным, когда одновременно будут выполняться условия:

и 
где: 
Hmax - значение максимально допустимой высоты заряда, ΔН - допустимое отклонение высоты заряда. Максимальная величина давления прессования pmax определяется значением, превышение которого может привести к необратимым и непредсказуемым технологическим последствиям.
В случае когда датчики давления и перемещения зафиксируют аномальную ситуацию, программное управляющее устройство выдает соответствующий сигнал оператору о нарушении технологического процесса и необходимости отбраковки, например:
случай 1: р<pmin и одновременно Н=Hmin,
т.е заряд достиг минимально допустимого размера при давлении меньше заданного, что возможно при браке навески взрывчатого вещества в «минус» (недосып),
случай 2: р=pmax и одновременно Hmax<Н,
т.е. заряд превышает максимально допустимый размер при максимально допустимом давлении, что возможно при браке навески взрывчатого вещества в «плюс» (пересып).
Текущая величина средней плотности получаемого заряда определяется расчетным путем программным управляющим устройством исходя из массы навески взрывчатого состава и объема прессовки, который также рассчитывается в момент определения величины Н.
Работоспособность данного способа может быть проиллюстрирована следующим образом. Пусть прессуется тротиловая шашка цилиндрической формы с размерами: диаметр 120 мм, высота Н=150+1,5 мм. Требуемая плотность р=1,5831 г/см3 может быть получена при удельном давлении прессования р уд.=1401 кг/см2, см. (стр.111) [2]. Пусть допуск на удельное давление составляет +2%, что не приводит к существенному изменению плотности прессовки.
С учетом гравиметрической плотности тротила 0,860 г/см3 (стр.12) [2], исходная высота прессовки (сыпучего ВВ) будет составлять примерно 280 мм. Для удобства установки пресс-инструмента на позицию прессования верхняя (неподвижная) плита пресса выставляется с гарантированным зазором относительно верхнего положения пресс-инструмента около 30 мм.
Таким образом, для контроля всего диапазона перемещения плиты в процессе прессования выбираем датчик-измеритель пути, например, фирмы Balluff (Германия) типа BTL5 с измерительной линейкой длиной 175 мм из стандартного ряда (280 мм-150 мм+30 мм=160 мм - действительный ход плиты). Применение короткой линейки позволяет уменьшить погрешность измерения (±0,02% от номинальной длины) и сократить ее стоимость. При этом нижнее (исходное) положение подвижной плиты пресса не обязательно должно строго соответствовать «нолю» линейки.
Закрепленный на подвижной плите маркирующий элемент датчика представляет собой постоянный магнит, который движется относительно неподвижной измерительной линейки бесконтактно с зазором около 10 мм, что исключает защемление и способствует повышению безопасности процесса, который ведется в присутствии ВВ. Наводящийся при этом в линейке электромагнитный сигнал усиливается, соответствующим образом обрабатывается и передается в программное управляющее устройство.
Диаметру шашки 120 мм соответствует пуансон с площадью прессующей части f=113 см2. Площадь плунжера пресса усилием 400 т, например, Оренбургского завода гидравлических прессов составляет F=1250 см2. Тогда давление в гидросистеме пресса должно быть, согласно (6):
pmin=1401·113:1250=113 (кг/см2), а, с учетом допуска +2%, pmax=116 кг/см2.
На этапе настройки системы плита пресса поднимается, зажимая пустой пресс -инструмент. При этом давление в гидросистеме возрастает, начиная с минимально необходимого для подъема плиты (давление механизации, примерно 5 кг/см2) до рабочего 113 кг/см2. Причем, начиная с момента увеличения давления выше давления механизации, показания датчика перемещения достигают Lпред. и далее практически не меняются, т.к. пресс работает на упор, сжимая пресс-инструмент (деформацией пресс-инструмента пренебрегаем).
Предположим, что датчик перемещения зафиксировал величину Lпред.=170 мм. Это означает, что «ноль» линейки смещен относительно нижнего (исходного) положения подвижной плиты пресса на 10 мм, что для данного способа не имеет существенного значения. Величина Lпред.=170 мм запоминается в программном управляющем устройстве, куда также вводится Hmin=150 мм, которая известна заранее, т.к. определяется конструктивным размером пресс-инструмента для данной шашки.
Следующим действием является наполнение пресс-формы сыпучим ВВ и установка ее на подвижную плиту пресса. Далее в процессе прессования контролируется давление, которое изменяется от 5 кг/см2 до рабочего 113 кг/см2, а также текущая высота заряда, которая определяется согласно (3) в программном управляющем устройстве как:
Н=150 мм+(170 мм-L), где L - текущие показания датчика перемещения.
Процесс прессования можно считать законченным, когда одновременно будут выполняться условия (9) и (10):
113 кг/см2≤р≤116 кг/см2
и 150 мм≤Н≤151,5 мм,
а в противном случае заряд будет отбракован.
При прессовании следующей шашки из этой партии настройки системы уже не требуется. Перед прессованием партии шашек другого типоразмера настройка производится аналогичным образом.
Таким образом, использование предлагаемого способа прессования позволяет обеспечить получение качественного разрывного заряда, отвечающего требованию как по плотности, так и по его геометрическим размерам и, как следствие, повышение эффективности действия разрывных зарядов, в частности кумулятивных боеприпасов, причем метод измерения высоты заряда позволяет настраивать систему контроля в автоматическом режиме, что обеспечивает безопасность ведения процесса без снижения производительности.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2007 |
|
RU2356738C2 |
| Способ формирования разрывного заряда | 2015 |
|
RU2627862C2 |
| СПОСОБ ФОРМИРОВАНИЯ РАЗРЫВНОГО ЗАРЯДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2446378C1 |
| УСТРОЙСТВО ДЛЯ СНАРЯЖЕНИЯ АРТИЛЛЕРИЙСКИХ БОЕПРИПАСОВ | 2016 |
|
RU2651712C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАРЯДА БОЕПРИПАСА | 2009 |
|
RU2405761C1 |
| СПОСОБ ПРЕССОВАНИЯ МАЛОЧУВСТВИТЕЛЬНОГО ВЗРЫВЧАТОГО МАТЕРИАЛА В КОРПУС | 2019 |
|
RU2732493C1 |
| УСТРОЙСТВО ДЛЯ СНАРЯЖЕНИЯ АРТИЛЛЕРИЙСКИХ БОЕПРИПАСОВ | 2017 |
|
RU2657034C1 |
| УСТРОЙСТВО ДЛЯ СНАРЯЖЕНИЯ БОЕПРИПАСОВ ПОРОШКООБРАЗНЫМИ ВЗРЫВЧАТЫМИ СОСТАВАМИ | 2010 |
|
RU2520585C1 |
| ЛАБОРАТОРНЫЙ ПРЕСС ДЛЯ ПРЕССОВАНИЯ И ИССЛЕДОВАНИЙ ВЗРЫВЧАТЫХ ВЕЩЕСТВ | 1966 |
|
SU1841136A1 |
| Установка для прессования шашек из взрывчатого вещества групповым способом | 1970 |
|
SU1841255A1 |
Изобретение относится к области компактирования сыпучих взрывчатых составов. Способ изготовления разрывного заряда боеприпаса включает формирование разрывного заряда боеприпаса прессованием навески сыпучего взрывчатого состава. Прессование осуществляют в матрице на гидравлическом прессе, содержащем верхнюю неподвижную и нижнюю подвижную плиты. При прессовании контролируют давление прессования и перемещение подвижной плиты пресса посредством установленного на ней бесконтактного датчика контроля перемещения. Определяют текущую высоту заряда в направлении прикладываемого усилия прессования по определенной формуле. При достижении заданных значений давления прессования и текущей высоты заряда прекращают дальнейшее увеличение давления прессования и выдерживают заряд в нагруженном состоянии. Изобретение позволяет повысить качество и эффективность действия разрывных зарядов за счет обеспечения равномерной плотности и точности геометрических размеров получаемых прессовок. 1 з.п. ф-лы, 4 ил.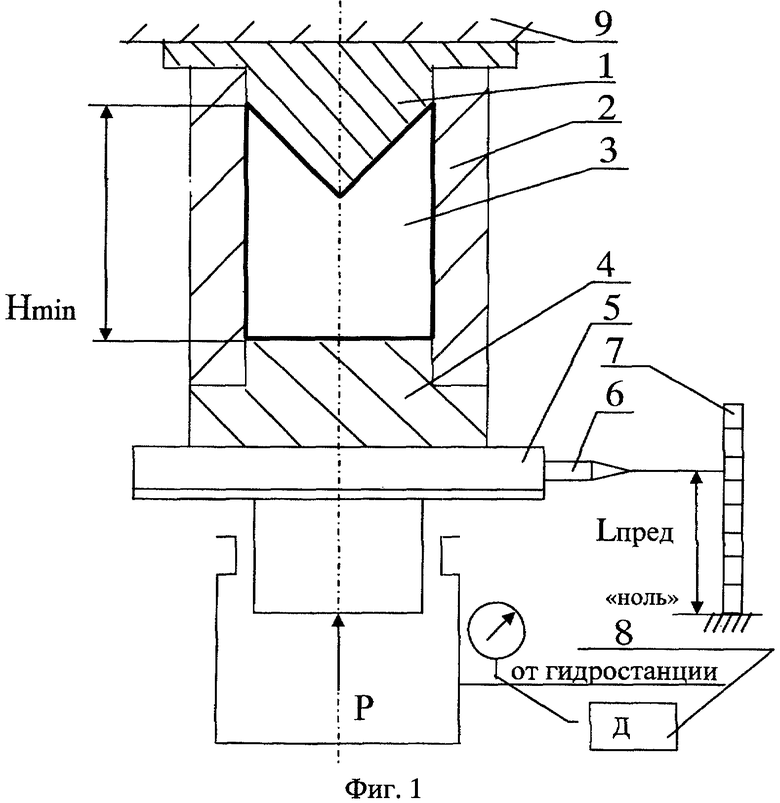
1. Способ изготовления разрывного заряда боеприпаса, включающий формирование разрывного заряда боеприпаса прессованием навески сыпучего взрывчатого состава в матрице на гидравлическом прессе, отличающийся тем, что прессование осуществляют на гидравлическом прессе, содержащем верхнюю неподвижную и нижнюю подвижную плиты, при прессовании контролируют давление прессования и перемещение подвижной плиты пресса посредством установленного на ней бесконтактного датчика контроля перемещения и определяют текущую высоту заряда в направлении прикладываемого усилия прессования по формуле H=Hmin+(Lпред-L), где Нmin - минимально допустимая высота заряда, равная рабочему зазору между пуансоном и матрицей, мм, Lпред - величина перемещения при подъеме подвижной плиты пресса в предельное положение, определяемая на холостом ходу пресса без навески взрывчатого состава в момент смыкания пуансона и матрицы и достижения заданного давления прессования, мм, L - текущая величина перемещения подвижной плиты пресса при прессовании навески взрывчатого состава, мм, при достижении заданных значений давления прессования и текущей высоты заряда прекращают дальнейшее увеличение давления прессования и выдерживают заряд в нагруженном состоянии.
2. Способ по п.1, отличающийся тем, что при определении текущей высоты заряда определяют среднюю плотность заряда, исходя из величины навески взрывчатого состава и его объема.
| Краткий энциклопедический словарь | |||
| Энергетические конденсированные системы./Под ред | |||
| Б.П.ЖУКОВА | |||
| - М.: ЯНУС-К, 2000, с.107-109 | |||
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ | 2003 |
|
RU2242365C2 |
| US 4920079 A, 24.04.1990 | |||
| Способ обустройства вертикальных ламелей | 2023 |
|
RU2813179C1 |

