Изобретение относится к способу изготовления деталей средств передвижения из пластмассы в литьевой форме.
Пластмассовые детали средств передвижения обычно изготавливают литьем давлением. Так как эти детали обычно являются сравнительно большими относительно толщины их стенки, то требуются большие, мощные литьевые машины, на приобретение и эксплуатацию которых необходимы большие расходы. Увеличение толщины стенок, которое связано с более легким течением, влечет за собой длительный цикл литья под давлением, повышенный расход материала, увеличенный вес и возможность возникновения нежелательных напряжений. Следовательно, это является нежелательным решением.
Ранее предлагалось использовать каскадные способы литья под давлением, при которых достигается фронт потока, проходящий через форму. Однако это требует использования специальных литьевых машин и периферийного оборудования для них и затрудняет размещение вкладышей, таких как обкладки и т.п., крепежных элементов и упрочняющих элементов.
Задачей изобретения является создание способа изготовления деталей средств передвижения, посредством которого устраняют, по меньшей мере, ряд недостатков, известных из предшествующего уровня техники. Способ согласно изобретению отличается признаками по пункту 1 формулы изобретения.
Как было обнаружено, пластмасса может быть введена в полость литьевой формы при сравнительно низкой температуре, после чего пластмасса благодаря перемещению по меньшей мере одной стенки полости формы принимает желаемую конфигурацию. Это требует сравнительно небольшого усилия и, следовательно, сравнительно небольшого давления. Не желая быть связанным с какой-либо теорией, полагают, что это является по меньшей мере результатом того факта, что, поскольку можно временно увеличить полость формы, пластмасса может проходить в полость формы с меньшим противодавлением, при этом, кроме того, пластмасса, необходимая для детали, будет распределяться по меньшей поверхности. Кроме того, полость формы предпочтительно уменьшается так быстро, что это приводит к адиабатическому выделению тепла в пластмассе, и это еще более улучшает режим потока пластмассы. При уменьшении объема полости формы пластмасса выдавливается в направлении к концам полости формы, посредством чего может всегда достигаться оптимальное соотношение между индексом расплава и соответствующим путем потока. В результате этого форму удерживают закрытой при сравнительно небольшом усилии смыкания по сравнению с усилиями смыкания, требующимися при обычном способе литья под давлением для изготовления подобного изделия.
Дополнительное преимущество способа согласно изобретению заключается в том, что он обеспечивает возможность без возникновения нежелательных концентраций напряжений уменьшать местами толщину стенки даже до величины ниже той, которая может быть достигнута обычным способом литья под давлением изделия сравнимых размеров.
Кроме того, при способе согласно изобретению в полость формы укладывают вкладыши для закрепления в пластмассе или прикрепления к ней. Так как достигают низких давлений и небольших скоростей потока, то эти вкладыши не будут повреждаться по меньшей мере меньше, чем при обычном способе. Таким образом, для получения необходимого покрытия помещают, например, обкладки, в частности внутриформовые обкладки. Например, для придания цвета или рисунка, как, например, для отделки под дерево используют декоративные обкладки. Кроме того, используют природные материалы, как, например, дерево. Более того, используют вкладыши на основе текстильных материалов, как, например, тканых или нетканых текстильных материалов. При использовании таких вкладышей изготавливают облицовочные панели целиком и за одну технологическую операцию и, кроме того, обеспечивают быстро и достаточно просто переход от одного облицовочного материала к другому.
Таким образом, изготавливают, например, внутреннюю облицовочную панель для двери, сиденья, стены, крыши и т.п., имеющую с одной стороны тканевое покрытие, соответствующее внутреннему пространству средства передвижения. В данном случае термины «ткань» или «текстильный материал», как понимается, обозначают по меньшей мере природные или синтетические тканые или нетканые материалы. Кроме того, текстильный материал, по меньшей мере ткань, предпочитают использовать с пластмассовой подкладкой и/или пластмассовыми нитями или нитями, которые покрыты пластмассой, например, нитями основы и/или утка, так чтобы можно было получить надлежащее соединение с пластмассой, из которой изготавливают деталь.
Кроме того, изготавливают листовые части, например, для наружной стороны средства передвижения, как, например, кузовные части для автомобиля или корпусные части для лодки либо облицовочные панели для самолетов или судов. С помощью обкладок и т.п. непосредственно получают желаемое профилирование или другую поверхностную отделку, например, углубленные или ребристые элементы для влияния на сопротивление воздуха, на поток, грязеотталкивание и т.п.
В альтернативном варианте осуществления изобретения деталь получают в форме посредством литья под давлением разных слоев один на другом, раскрыто в пункте 8 формулы изобретения.
При таком способе каждый раз после операции литья под давлением увеличивают объем полости формы, после чего в образовавшееся таким образом пространство вводят пластмассу для нового слоя. Таким образом, при изготовлении фары вначале отливают под давлением светоотражающий внутренний слой для отражателя, а после этого выполняют опору из подходящей пластмассы на его «наружной стороне», или наоборот. Кроме того, при этом способе изготавливают многослойные конструкции. Таким образом, можно значительно уменьшить производственные расходы и повысить точность, при этом можно значительно улучшить механическую прочность.
При впрыскивании пластмассы через место впрыскивания, как, например, обогреваемый литник, предпочтительно увеличивать и затем уменьшать объем полости формы до конфигурации желаемого изделия. С другой стороны, отжимают подвижную стенку посредством впрыскиваемой пластмассы так, чтобы всегда поддерживать постоянное противодавление и подходящее соотношение между проходом потока и индексом расплава. Такой способ особенно подходит для, например, ПЭТФ.
Способ и форму согласно изобретению особенно успешно используют для различных облицовочных элементов, как, например, для частей внутренней отделки автомобиля и т.п., листовой обшивки, кузовных деталей и т.п.
Скорость передвижения подвижной стенки или каждой подвижной стенки предпочтительно выбирают более высокой, чем скорость, с которой открывают и/или закрывают форму. Давление закрывания поддерживают сравнительно низким, например, ниже, чем давление впрыска пластмассы, по меньшей мере, ниже, чем давление впрыска при обычном литье под давлением подобного изделия.
Кроме того, изобретение относится к детали средства передвижения по пункту 14, а также к форме по пункту 19 формулы изобретения.
В других пунктах формулы изобретения показаны и описаны преимущественные варианты осуществления изобретения.
Для пояснения изобретения теперь будут описаны предпочтительные варианты осуществления способа и устройства согласно изобретению, а также полученные в связи с этим изделия со ссылкой на прилагаемые чертежи, на которых:
на фиг.1 изображен схематический вид сбоку в разрезе формы для изготовления детали средства передвижения согласно изобретению в первой стадии изготовления,
на фиг.2 изображена форма согласно фиг.1 во время второй стадии изготовления,
на фиг.3А-С изображен альтернативный вариант выполнения формы согласно изобретению,
на фиг.4 изображен схематический вид сбоку в разрезе детали средства передвижения, изготовленной с использованием формы согласно фиг.3,
на фиг.5 изображен вид сбоку в разрезе облицовочной панели согласно изобретению,
на фиг.6 изображена увеличенная часть панели согласно фиг.5, и
на фиг.7 изображен вид сбоку в разрезе альтернативного варианта выполнения облицовочной панели согласно изобретению.
В этом описании одинаковые или соответствующие детали обозначены одинаковыми или соответствующими позициями.
Предпочтительные варианты осуществления изобретения, изображенные на чертежах, показаны только в качестве иллюстрации и не должны истолковываться как ограничивающие каким-либо образом.
На фиг.1 показана форма 50, содержащая первую часть 51 и вторую часть 52, при этом во второй части 52 расположена подвижная стенка 53, управляемая снаружи формы 50 рычагами 54, схематически показанными на фиг.1 и 2. Внутри формы 50 выполнена полость 55, часть которой ограничена подвижной стенкой 53. В полости 55 формы выполняют деталь 1 средства передвижения, как, например, облицовочный элемент. Когда начинается процесс литья под давлением, пластмассу вводят в полость 55 формы, при этом подвижную стенку 53 отводят назад в первое положение, то есть пространство полости 55 формы является сравнительно большим.
Далее, когда полость 55 формы по существу полностью заполняют пластмассой, например до 80%, подвижную стенку 53 передвигают в направлении к первой части 51 во второе положение, так что объем полости формы уменьшают до желаемого конечного объема, в то время как или после этого обычным образом прилагают удерживающее давление для полного заполнения полости формы и получения изделия, по существу свободного от напряжений. В положении, показанном на фиг.2, формуют деталь 1 средства передвижения, полностью стабильную по размерам. Ясно, что во время литья под давлением форму 50 удерживают закрытой посредством схематически показанных закрывающих элементов 56. При таком способе особенно простым образом изготавливают деталь 1, которая является сравнительно стабильной по размерам, используя при этом сравнительно легкие инструменты, и, кроме того, достигают высокой степени свободы в выборе пластмассы. Это объясняется использованием подвижной стенки во время основной части стадии заполнения формы и получением больших проходов потока, так что используют пластмассу, имеющую как высокий, так и очень низкий индекс расплава.
На фиг.3 показан схематический вид сбоку в разрезе альтернативного варианта выполнения формы 50 согласно изобретению, которая также имеет две части 51, 52 формы и полость 55 формы. В этом варианте полость 55 формы с одной стороны ограничивают подвижной стенкой 53, регулируемо передвигаемой приводными средствами 60, как, например, штоками 61 поршней, перемещаемыми поршнями 62. Конечно, могут быть использованы другие управляющие средства, например, винтовое средство, электрически управляемое средство, пневматическое средство и т.п. Посредством таких средств подвижную стенку 53 передвигают в первое положение, показанное на фиг.3А, во второе положение, показанное на фиг.3В, в котором уменьшают объем полости 55 формы, или в третье положение, показанное на фиг.3С, в котором еще больше увеличивают объем полости формы.
С такой формой 50 изготавливают, например, изделие, показанное на фиг.4. В этом случае укладывают обкладку 63, например, на стенку 53 или на противоположную часть 51. Затем впрыскивают пластмассу на обкладку для образования первого пластмассового слоя 64. Затем подвижную стенку 53 отводят назад в третье положение, показанное на фиг.3С, после чего на ней под давлением отливают второй пластмассовый слой 65. Таким образом, получают многослойную конструкцию. Обкладка 63 и/или первый слой 64 могут быть, например, светоотражающими и стойкими, например, к нагреву лампами, в то время как второй пластмассовый слой 65 может служить в качестве несущего слоя.
Ясно, что со сравнимой формой можно также получить многочисленные слои и что можно также изготавливать разные по форме изделия, например, многослойные панели и т.п.
На фиг.5 показан схематический вид сбоку в разрезе облицовочной панели, например, для двери, сиденья, стены и подобных деталей средства передвижения. Эта деталь средства передвижения содержит листообразный несущий элемент 2, который может быть установлен, например, на двери посредством монтажных выступов 3, которые отлиты под давлением за одно целое или выполнены как вкладыши. На противоположной стороне выполняют облицовку 4, которая в показанном варианте осуществления изобретения по существу изготовлена из текстильного материала. Это может быть тканый или нетканый текстильный материал, предпочтительно соответствующий внутренней отделке средства передвижения. Текстильный материал может быть изготовлен из синтетического или природного материалов. Эту облицовку 4 помещают в полость 55 формы способом, сходным со способом укладки обкладки в форме, после чего на ней формуют панель 2 ранее описанным способом. В результате сравнительно низких давлений, которые имеют место в полости формы, и сравнительно низких температур, по меньшей мере, на стороне текстильного материала, облицовочная панель при этом способе может быть получена как одно целое.
На фиг.6 показана увеличенная часть панели 1 согласно фиг.5, содержащая несущий лист 2 и облицовку 4. Как показано, облицовка 4 снабжена несущим слоем 5, изготовленным из пластмассы, совместимой с пластмассой несущего листа 2 так, чтобы обеспечить их соединение сплавлением и/или химической связью. В результате этого получают надлежащее соединение. Кроме того, текстильный материал облицовки 4 защищен слоем 5. С другой стороны, может быть использован тканый текстильный материал, у которого, по меньшей мере, часть нитей основы и/или утка имеет пластмассовое покрытие или изготовлена из пластмассы, сравнительно совместимой с пластмассовым несущим листом 2. Таким образом, получают надлежащее соединение.
На фиг.7 схематически показан альтернативный вариант выполнения панели 1 согласно изобретению, также содержащей несущий лист 2 с облицовкой 4, которая в этом варианта осуществления изобретения выполнена как обкладка, например, для декоративных целей. Обкладка 4 может быть профилирована, например, имеет ребра, впадины и т.п. для возможности влияния на поток, изменения сопротивления, улучшения внешнего вида и т.д.
Способом согласно настоящему изобретению изготавливают детали средства передвижения, например, для автомобилей, самолетов и судов, в частности, детали внутренней отделки, как, например, внутренние облицовочные элементы, приборные щитки, панели крыши и облицовочные элементы дверей либо наружные облицовочные элементы, как, например, детали листовой обшивки, бамперы, закрывающие и защитные детали двигателей, детали сидений, скамьи, кузовные детали и т.п. Кроме того, этим способом изготавливают цельные двери, капоты, крышки багажников и т.п., а также сдвигающиеся крыши и т.п.
В альтернативном варианте осуществления изобретения подвижную стенку 53 во время впрыска пластмассы удерживают во втором положении, будучи передвинутой вперед, так что она отжимается пластмассой в первое положение. Это особенно полезно при использовании, например, пластмассы с низким индексом расплава или пластмассы типа ПЭТФ, особенно если они должны быть прозрачными.
Изобретение никоим образом не ограничено показанными и описанными вариантами его осуществления. В пределах изобретения, раскрытых в формуле изобретения, возможны его многочисленные изменения.
Таким образом, способом согласно изобретению, в частности, по пункту 8 формулы изобретения могут быть также изготовлены другие детали. Кроме того, в полости формы могут быть объединены многочисленные подвижные стенки, которые передвигают одновременно или последовательно. Подвижные стенки передвигают как прямолинейно, так и по кривым, например, для регулируемого перемещения пластмассы. Пластмассу вводят в расплавленном состоянии, но также вводят в виде гранул и т.п. непосредственно в полость формы.
Детали, изготовленные способом согласно изобретению, с одной или нескольких сторон снабжают отделочным слоем или облицовкой, как, например, текстильным материалом или обкладкой, например, из пластмассы.
Изобретение относится к способу изготовления по меньшей мере частично пластмассовых деталей средств передвижения в форме с по меньшей мере одной полостью формы. Способ включает стадии: по меньшей мере частично закрывают форму, при этом по меньшей мере одну полость формы приводят в первое положение посредством по меньшей мере одной подвижной стенки по меньшей мере одной полости формы. Затем вводят пластмассу в по меньшей мере одну полость формы, после полного закрывания формы и/или передвижения по меньшей мере одной подвижной стенки приводят по меньшей мере одну полость формы во второе положение. При этом по меньшей мере одна полость формы во втором положении имеет другой объем, чем в первом положении, и затем полностью заполняют пластмассой полость посредством приведения по меньшей мере одной полости формы из первого во второе положение. Причем используют форму, имеющую по меньшей мере одну полость формы с по меньшей мере одной подвижной стенкой. При этом используют управляющее средство для регулируемого перемещения стенки между по меньшей мере первым и вторым положениями с возможностью регулирования перемещения стенки так, что во время использования происходит адиабатическое выделение тепла в пластмассе в полости формы из-за изменения давления в пластмассе и/или перемещения. Деталь средства передвижения может быть выполнена любым способом по изобретению. Пресс-форма для использования в способе по изобретению имеет по меньшей мере одну полость с подвижной стенкой, которая регулируется для сжатия пластмассы в полости формы, когда форма закрыта, посредством чего создается адиабатическое выделение тепла в пластмассе. Технический результат, который достигается при использовании способа и формы по изобретениям, заключается в уменьшении длительности цикла литья под давлением, уменьшении расхода материала и уменьшении нежелательных напряжений. 3 н. и 16 з.п. ф-лы, 7 ил.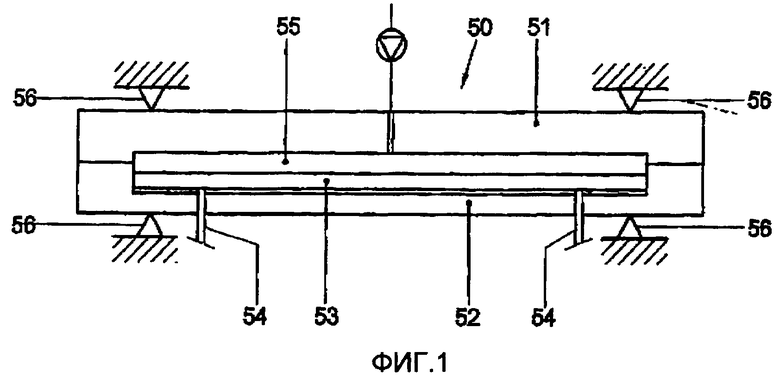
1. Способ изготовления по меньшей мере частично пластмассовых деталей средств передвижения в форме с по меньшей мере одной полостью формы, включающий стадии, при которых:
по меньшей мере частично закрывают форму, при этом по меньшей мере одну полость формы приводят в первое положение посредством по меньшей мере одной подвижной стенки по меньшей мере одной полости формы,
вводят пластмассу в по меньшей мере одну полость формы,
после полного закрывания формы и/или перемещения по меньшей мере одной подвижной стенки приводят по меньшей мере одну полость формы во второе положение, причем по меньшей мере одна полость формы во втором положении имеет другой объем, чем в первом положении, при этом полностью заполняют полость формы пластмассой посредством приведения по меньшей мере одной полости формы из первого во второе положение,
отличающийся тем, что используют форму, имеющую по меньшей мере одну полость формы с по меньшей мере одной подвижной стенкой, при этом используют управляющее средство для регулируемого перемещения стенки между по меньшей мере первым и вторым положениями с возможностью регулирования перемещением стенки так, что во время использования происходит адиабатическое выделение тепла в пластмассе в полости формы из-за изменения давления в пластмассе и/или перемещения.
2. Способ по п.1, при котором в по меньшей мере одной полости формы укладывают или формуют по меньшей мере один вкладыш, в частности, облицовочный элемент, как, например, обкладку, при этом вкладыш соединяют с пластмассой в форме.
3. Способ по п.2, при котором облицовочный элемент по меньшей мере частично изготавливают из текстильного материала.
4. Способ по п.2 или 3, при котором облицовочный элемент по меньшей мере частично изготавливают из пластмассы, в частности, из термопласта.
5. Способ по п.4, при котором пластмасса в облицовочном элементе является совместимой с пластмассой, которую вводят в полость формы.
6. Способ по п.1 или 2, при котором по меньшей мере одна полость формы во втором положении имеет объем меньше, чем в первом положении.
7. Способ по п.1 или 2, при котором по меньшей мере одна полость формы в первом положении имеет объем меньше, чем во втором положении, при этом стенку предпочтительно перемещают по меньшей мере пластмассой, которую вводят в соответствующую полость формы.
8. Способ по п.1, при котором после введения пластмассы в по меньшей мере одну полость формы увеличивают в объеме по меньшей мере одну полость формы, после чего вводят вторую пластмассу в полученное таким образом пространство в полости формы.
9. Способ по п.8, при котором по меньшей мере одна полость формы имеет первый объем в первом положении и второй объем во втором положении, при этом после ввода пластмассы объем по меньшей мере одной полости формы увеличивают до третьего объема, который больше, чем первый и второй объемы, после чего после ввода второй пластмассы объем по меньшей мере одной полости формы уменьшают до приблизительно второго объема.
10. Способ по п.1 или 2, при котором изготавливают детали средств передвижения, выбранные из группы, состоящей из облицовочных элементов, в частности, элементов внутренней отделки, как, например, внутренних облицовочных элементов, приборных щитков, панелей крыши и облицовочных элементов дверей либо наружных облицовочных элементов, как например, деталей листовой обшивки, бамперов, закрывающих и защитных деталей двигателей, деталей сидений, скамей и т.п.
11. Способ по п.1 или 2, при котором вводят пластмассу через по меньшей мере одну точку впрыска в по меньшей мере одну полость формы, при этом в по меньшей мере положении, в котором вводят пластмассу в по меньшей мере одну полость формы, создают проходы потока, которые соответствуют индексу расплава соответствующей пластмассы по меньшей мере вблизи точки впрыска или каждой точки впрыска.
12. Способ по п.1 или 2, при котором скорость, с которой перемещают по меньшей мере одну подвижную стенку, выше скорости, с которой закрывают и/или открывают форму.
13. Способ по п.1 или 2, при котором давление закрывания, при котором форму удерживают закрытой во время перемещения по меньшей мере одной подвижной стенки, меньше давления впрыска для сравнимого изделия при обычном литье под давлением.
14. Деталь средства передвижения, изготовленная способом по любому из пп.1-13.
15. Деталь средства передвижения по п.14, в которой на по меньшей мере части ее наружной поверхности выполнена облицовка, в частности, декоративное покрытие, которое неподвижно соединено с деталью во время изготовления детали.
16. Деталь средства передвижения по п.15, в которой облицовка содержит текстильный материал, например, тканый или нетканый материал, изготовленный из природных и/или синтетических материалов.
17. Деталь средства передвижения по п.14 или 15, которая выполнена, по существу, тонкостенной, с, по существу, двухмерной конфигурацией.
18. Деталь средства передвижения по п.17, в которой текстильный материал снабжен либо частично пластмассовой подкладкой, либо полностью либо частично пластмассовыми нитями или нитями с отделочным слоем, используемыми в качестве основы и/или утка.
19. Форма для использования в способе по любому из пп.1-14 или для изготовления детали по любому из пп.15-18, при этом форма имеет по меньшей мере одну полость формы с подвижной стенкой, которая регулируется для сжатия пластмассы в полости формы, когда форма закрыта, посредством чего создается адиабатическое выделение тепла в пластмассе.
| Устройство для управления процессом очистки углекислого газа | 1980 |
|
SU999023A1 |
| СПОСОБ ПРОИЗВОДСТВА ПЛАВЛЕНОГО СЫРА | 0 |
|
SU200413A1 |
| Способ масс-спектрометрического анализа | 1977 |
|
SU692362A1 |
| Лазер на растворах органических соединений с распределенной обратной связью | 1979 |
|
SU795386A1 |
| US 6500376 B1, 31.12.2002 | |||
| DE 19531143 А1, 27.02.1997 | |||
| US 4522778 A, 11.06.1985 | |||
| Способ изготовления двухслойных пластмассовых изделий | 1968 |
|
SU607538A3 |
| СОСТАВНОЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2072922C1 |

