Настоящее изобретение относится к литью под давлением пластмассового изделия, состоящего, по меньшей мере, из двух смежных частей из двух пластмасс разного типа и/или цвета.
Некоторые пластмассовые изделия, в частности элементы внутренней отделки автомобиля, состоят из нескольких смежных частей разного цвета и внешнего вида. Эти элементы получают, например, литьем под давлением в форме, в которую предварительно помещают облицовочный материал разного цвета и разной текстуры. Такой способ имеет тот недостаток, что он содержит множество операций, в частности подготовку отделочного материала, соответствующего элементам разного типа и/или цвета.
Для изготовления таких изделий можно также применять формы, формующая полость которых разделена на несколько частей подвижной перегородкой или пластиной, которую можно раздвигать. В таких формах сначала устанавливают подвижную перегородку в раздвинутое положение, в котором она разделяет формующую полость на две части, и затем подают под давлением пластмассу первого типа в первую часть формующей полости. После отверждения поданной под давлением пластмассы подвижную перегородку перемещают для приведения в сдвинутое положение, в котором вторая часть формующей полости сообщается с той частью, которая была заполнена пластмассой под давлением. Теперь подают под давлением пластмассу второго типа во вторую часть формующей полости. Эта пластмасса второго типа приходит в соприкосновение с уже отвердевшей пластмассой и соединяется с ней в результате сварки. Этому способу присущ недостаток, проявляющийся в том, что он пригоден только для изделий с ровными стенками. Действительно, для достижения надежной герметичности между двумя частями формующей полости, образованными подвижной перегородкой, необходимо применить такую подвижную перегородку, одно из ребер которой плотно соприкасалось бы с поверхностью формующей полости в раздвинутом положении, а в сдвинутом положении оно безупречно соответствовало бы второй поверхности формующей полости. При такой компоновке необходимо, в частности, чтобы формующая полость была ровной, по меньшей мере, в зоне соприкосновения с ребром подвижной перегородки. Это условие приводит к ограничению и недостатку, так как часто требуется изготавливать пластмассовые изделия, состоящие из нескольких сопряженных частей разного типа и/или цвета с неровными поверхностями.
Целью данного изобретения является устранение указанного недостатка созданием средства для литья под давлением пластмассового изделия, состоящего, по меньшей мере, из двух сопряженных частей из двух пластмасс разного типа и/или цвета, для получения изделия с неровными стенками.
Поэтому объектом изобретения является форма для литья под давлением пластмассового изделия, состоящего, по меньшей мере, из двух смежных частей из двух пластмасс разного типа и/или цвета, являющихся совместимыми и соединяемыми между собой сваркой или склеиванием, причем форма содержит формующую полость, ограниченную, по меньшей мере, двумя неровными стенками и, по меньшей мере, одной раздвижной перегородкой, выполненной подвижной между раздвинутым и сдвинутым положениями и позволяющей разделить формующую полость, по меньшей мере, на два отделения с раздельной подачей в них пластмассы. В раздвинутом положении раздвижная перегородка содержит нелинейное ребро, взаимодействующее без зазора со стенкой формующей полости, при этом раздвижная перегородка содержит множество панелей, соединенных встык, по меньшей мере, в раздвинутом или сдвинутом положении, причем эти панели выполнены подвижными по отношению друг к другу, в результате чего может изменяться форма нелинейного ребра раздвижной перегородки и приводиться в соответствие с формой второй стенки полости в сдвинутом положении.
Предпочтительно, чтобы раздвижная перегородка содержала, по меньшей мере, три неколлинеарных участка, а также, по меньшей мере, одну панель, способную перемещаться между раздвинутым и сдвинутым положениями в результате двух последовательных движений в двух разных направлениях.
Ребро раздвижной перегородки содержит, например, центральный участок в виде сегмента, продолженного на обоих своих концах концевыми дугами, являющимися неколлинеарными по отношению к центральному сегменту, причем в раздвинутом положении раздвижная перегородка содержит две боковых панели, разделенных центральной убирающейся панелью, при этом боковые панели являются подвижными в двух перпендикулярных направлениях, вследствие чего они могут занимать сдвинутое положение в результате двух последовательных движений в двух разных направлениях.
Форма может содержать множество раздвижных перегородок.
Изобретение относится также к способу изготовления пластмассового изделия, состоящего, по меньшей мере, из двух сопряженных частей из пластмасс разного типа и/или цвета, литьем в форму согласно изобретению.
Согласно способу можно:
- установить в раздвинутое положение, по меньшей мере, одну раздвижную перегородку в литьевой форме таким образом, чтобы образовалось, по меньшей мере, два смежных формующих отделения,
- заполнить, по меньшей мере, первое отделение пластмассой первого типа и охладить,
- последовательными перемещениями панелей, по меньшей мере, одной раздвижной перегородки последнюю сдвинуть вместе, приведя ее в сдвинутое положение,
- заполнить, по меньшей мере, второе отделение, смежное с первым, пластмассой второго типа, охладить и затем извлечь отливку из формы.
Наконец, изобретение относится к пластмассовому изделию неровной формы, состоящему, по меньшей мере, из двух смежных частей из пластмассы разного типа и/или цвета и содержащему зону соединения, ограниченную двумя непрямолинейными линиями в проекции на плоскость поперечного сечения, не образующими одна другую параллельным смещением, причем указанное изделие получают способом согласно изобретению.
Пластмассовое изделие может служить, например, элементом внутренней отделки автомобиля.
Ниже изобретение поясняется подробнее, но без ограничения, со ссылкой на приложенные чертежи, на которых:
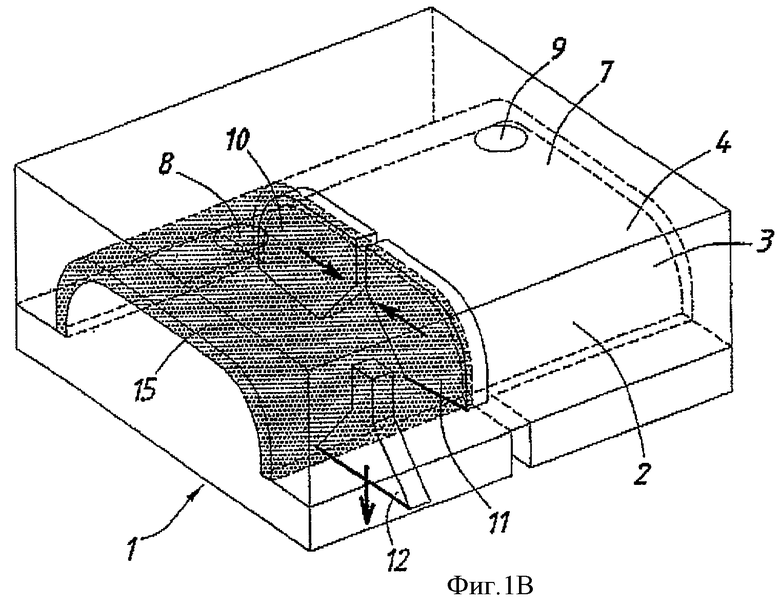
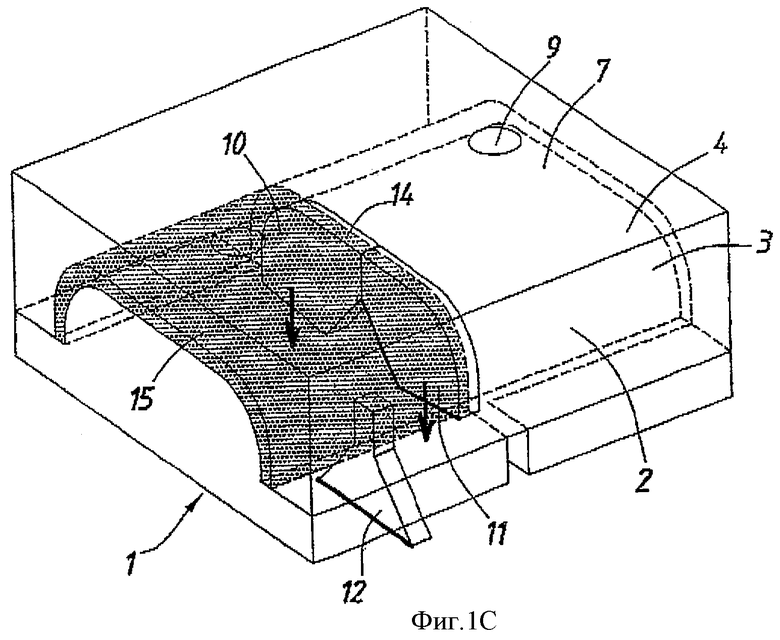
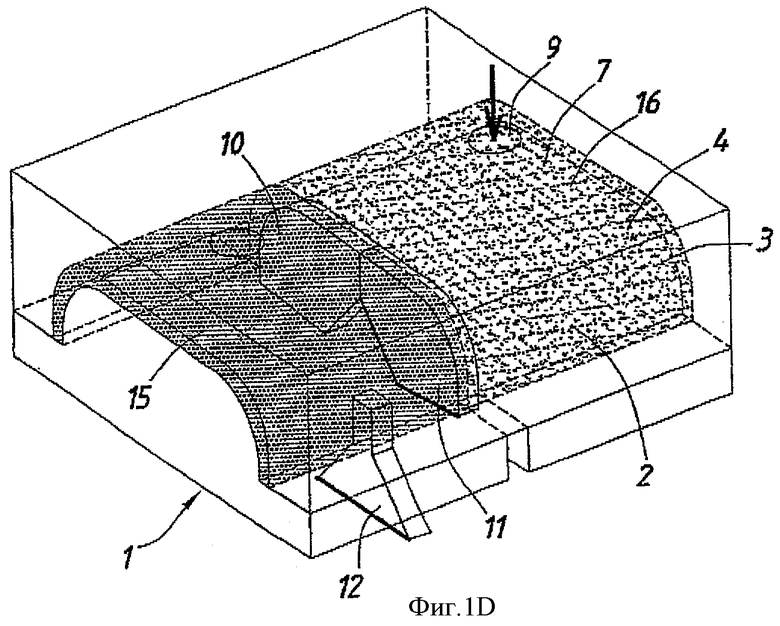
фиг.1А, 1В, 1C, 1D - виды в перспективе на форму для литья под давлением изделия, состоящего, по меньшей мере, из двух смежных частей из пластмассы разного типа и/или цвета, причем форма содержит раздвижную перегородку из нескольких подвижных панелей; раздвижная перегородка показана в разных положениях;
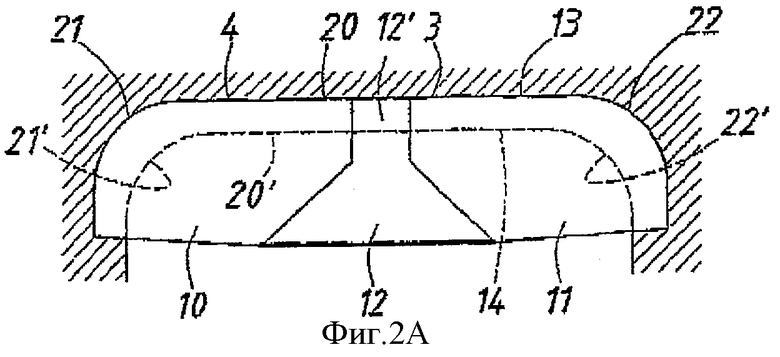
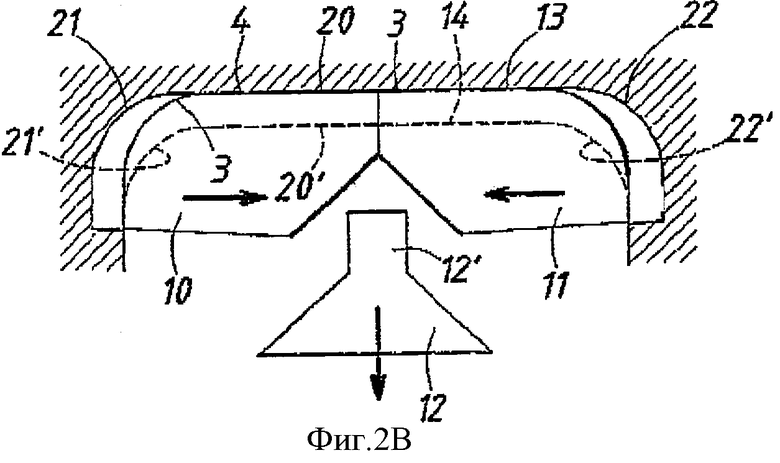
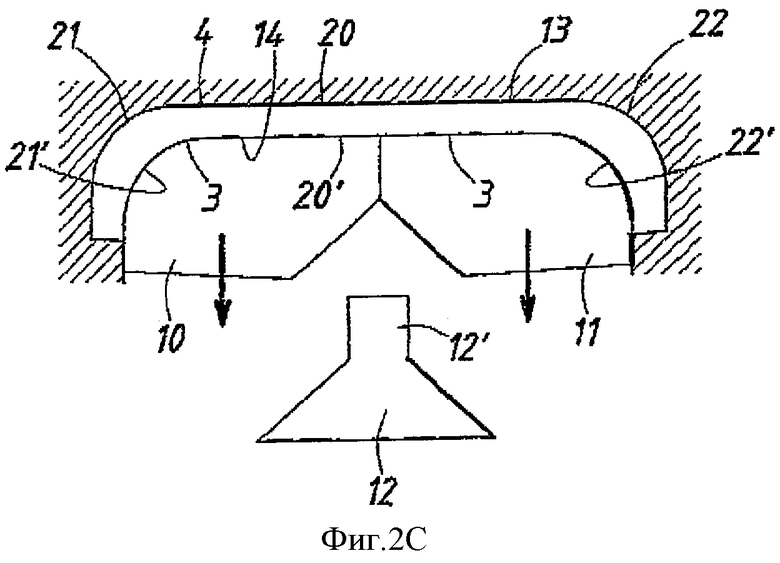
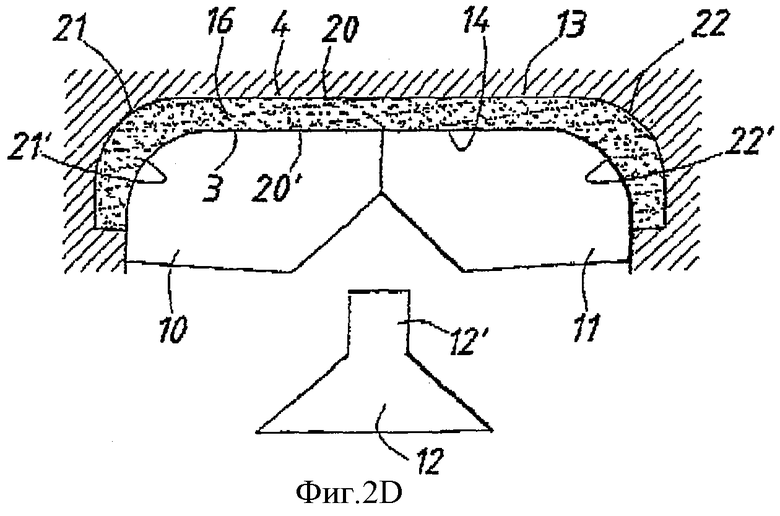
фиг.2А, 2В, 2С и 2D - виды в сечении на форму на фиг.1А, 1В, 1C и 1D, сечение выполнено плоскостью, проходящей по подвижной перегородке литьевой формы;
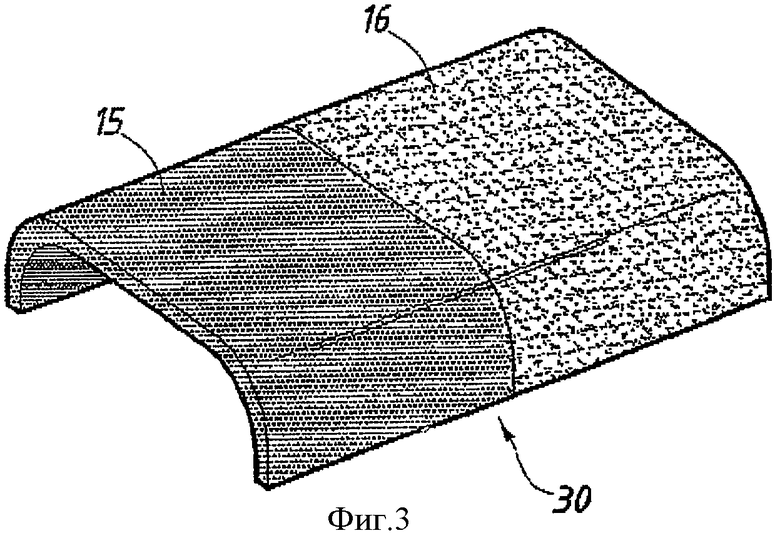
фиг.3 - вид в перспективе на изделие, полученное литьем в форму на фиг.1А, 1В, 1С, 1D.
Форма, обозначенная в целом позицией 1 на фиг.1А, содержит формующую полость 2, ограниченную нижней неровной стенкой 3 и верхней неровной стенкой 4, являющимися, как правило, параллельными между собой.
Формующая полость 2 разделена раздвижной перегородкой 5 на первое формующее отделение 6 и второе формующее отделение 7, которые питаются: отделение 6 через литьевое отверстие 8, отделение 7 через литьевое отверстие 9.
Раздвижная перегородка 5 в раздвинутом положении, показанном на фиг.1А и фиг.2А, состоит из трех смежных панелей: двух концевых 10 и 11, разделенных центральной панелью 12. Три панели 10, 11 и 12, смежные между собой, образуют верхнее ребро 13, соприкасающееся с верхней стенкой 4 литьевой формы. При такой компоновке оба формующих отделения 6, 7 являются полностью разделенными между собой. Следовательно, можно подавать под давлением пластмассу первого типа, например, через первое литьевое отверстие 8, как показано стрелкой на фиг.1А, для формования первой части 15 пластмассового изделия.
Как изображено на фиг.1В и фиг.2В, центральная панель 12 раздвижной перегородки 5 может смещаться вниз, как показано вертикальной стрелкой, в результате чего высвобождается пространство между боковыми панелями 10 и 11 и обеспечивается возможность их бокового смещения по горизонтальным стрелкам на фиг.1В и 2В для сближения между собой.
Центральная подвижная панель 12 имеет верхнюю часть 12', ширина которой превышает в два раза глубину формующей полости 2 на участках бокового конца, вследствие чего после отвода центральной панели 12 и сближения боковых панелей 10, 11 для соприкосновения в центральной части весь комплекс панелей 10, 11 может вертикально сместиться, как показано на фиг.1C и 2С, совершая движение, показанное двумя вертикальными стрелками. В результате этого движения, показанного на фиг.1D и 2D, боковые панели 10, 11 образуют раздвижную перегородку, верхнее ребро 14 которой в точности повторяет форму внутренней неровной стенки 3 формующей полости 2. При такой компоновке, соответствующей сдвинутому положению раздвижной перегородки 5, верхнее ребро 14 раздвижной перегородки в сдвинутом положении будет дополнять неровную нижнюю стенку 3 формы.
После того как раздвижная перегородка будет сдвинута вместе, второе формующее отделение 7 будет ограничено двумя неровными стенками 3, 4 формы, верхним ребром 14 раздвижной перегородки в сдвинутом положении и первой частью 15 изделия, которая продолжается далее в первое отделение 6, в которое под давлением подавалась пластмасса. Теперь через второе литьевое отверстие 9 может заливаться вторая пластмасса, тип и цвет которой отличаются от первой пластмассы, для образования второй части пластмассового изделия, состоящего из двух частей разного вида или цвета. Вторую часть 16 приваривают к первой части 15 изделия.
Изготовление пластмассового изделия 30, состоящего из двух частей разного типа и цвета с неровными поверхностями, как показано на фиг.3, начинают с разделения формующей полости 2 на два формующих отделения 6 и 7 установкой раздвижной перегородки 5 в раздвинутое положение. В этом раздвинутом положении раздвижную перегородку 5 образуют три смежных панели, при этом ее верхнее ребро 13 приходит в соприкосновение с верхней неровной стенкой 4 формующей полости 2. Под давлением подают первый тип пластмассы через литьевое отверстие 8 в первое отделение 6, пластмассу охлаждают или отверждают для образования первой части 15 пластмассового изделия. Затем перегородку 5 сдвигают вместе, переводя ее в сдвинутое положение, в котором ее верхнее ребро 14 служит дополнением к неровной нижней стенке 3 формующей полости 2. Для этого изменяют форму верхнего ребра раздвижной перегородки удалением центральной панели 12, которое позволяет сблизить обе боковых панели 10 и 11 между собой в результате первого горизонтального смещения с последующим их движением вниз в виде второго вертикального смещения. В результате этих операций образуется верхнее ребро 14 раздвижной перегородки, которое дополняет и одновременно безупречно согласуется с нижней неровной стенкой 3 формующей полости 2. При такой компоновке второе формующее отделение 7 ограничивается на одном из своих концов первой частью 15 пластмассового изделия. Затем через второе литьевое отверстие 9 подают под давлением пластмассу второго типа, которую выбирают с возможностью ее совместимости и свариваемости с пластмассой первого типа, но которая может обладать иными свойствами, так как в нее были введены специальные добавки, и иметь другой цвет или одновременно другой цвет и другие добавки. Эта поданная под давлением во второе отделение пластмасса формирует вторую часть 16 пластмассового изделия. После полной подачи второго типа пластмассы под давлением во второе формующее отделение 7 изделие охлаждают, затем его удаляют из формы и таким образом получают изделие, состоящее из двух смежных частей из пластмассы разного типа и/или цвета.
Предпочтительно, чтобы охлаждение или отверждение поданной под давлением пластмассы первого типа происходило частично так, чтобы она оставалась достаточно вязкой в серединной части для того, чтобы при подаче пластмассы второго типа происходило более или менее значительное взаимное проникновение пластмасс обоих типов.
В зависимости от степени охлаждения происходит сварка, т.е. взаимное проникновение пластмасс обоих типов или их склеивание, т.е. сцепление по поверхности между обоими типами пластмасс вследствие частичного расплавления.
Другой параметр, ответственный за сварку или склеивание, определяется типом используемых пластмасс и их вязкостью при соответствующих температурах. Так, например, полипропилен (РР) является более текучим, чем сополимер акрилонитрила, бутадиена и стирола (ABS), и при одинаковой температуре полипропилен обеспечивает сварку, а сополимер акрилонитрила, бутадиена и стирола - склеивание.
Необходимо отметить, что стенки 3 и 4 первого и второго формующих отделений могут представлять собой, например, поверхность разного внешнего вида, которая придает обеим частям пластмассового изделия разный внешний вид: полированный или декапированный.
Также следует отметить, что верхнее ребро 13 раздвижной перегородки 5 в том случае, когда она находится в раздвинутом положении, содержит три неколлинеарных участка, которыми являются, с одной стороны, центральный сегмент 20 и, с другой стороны, две боковые концевые дуги 21, 22, расположенные перпендикулярно центральному сегменту 20. Нижнее ребро 14 раздвижной перегородки 5 при нахождении последней в сдвинутом положении также содержит три неколлинеарных участка, которыми являются, с одной стороны, центральный сегмент 20' и, с другой стороны, две боковые концевые дуги 21', 22', которые выполнены неколлинеарными по отношению к центральному сегменту 20'. Следует, в частности, отметить, что сегменты 20 и 20' расположены параллельно между собой, однако сегмент 20' короче сегмента 20, и что концевые дуги 21', 22' могут быть получены параллельным смещением концевых дуг 21, 22. Именно благодаря такой компоновке становится возможным безупречное разделение формующей полости 2 раздвижной перегородкой 5 с меняющейся геометрией, описанной выше.
Описанная литьевая форма содержит два смежных формующих отделения для получения изделия, состоящего из двух смежных частей разного типа и/или цвета. Однако очевидно, что можно применять форму с более чем двумя формующими отделениями, являющимися смежными и разделенными попарно раздвижными перегородками. Следовательно, можно получать пластмассовые изделия, состоящие более чем из двух смежных частей разного типа и/или цвета, например трех или четырех смежных частей и даже более.
Также изделие 30, имеющее показанную на фиг.3 форму, представляет собой изделие, содержащее стенку в виде ровной панели, оканчивающейся боковыми закругленными краями, расположенными перпендикулярно линии, связывающей в изделии обе ее части разного типа и цвета. Однако возможно изготовление изделий разной формы, состоящих, например, из нескольких смежных ровных панелей, каждая из которых ориентирована в отдельном направлении. Такое изделие из нескольких ровных, но не параллельных между собой панелей представляет собой неровное изделие, для отливки которого в форме с формующей полостью, разделенной на несколько отделений, по меньшей мере, одной раздвижной перегородкой, также требуются раздвижные перегородки из нескольких панелей, выполненных подвижными между собой и способных перемещаться таким образом, чтобы образовывались стенки, имеющие одну форму в раздвинутом положении и другую форму в сдвинутом положении. В каждом отдельном случае специалист в состоянии выбрать раздвижные перегородки из панелей, способных обеспечить необходимое изменение геометрии между раздвинутым и сдвинутым положениями.
Описанный выше способ пригоден для изготовления пластмассовых изделий большого разнообразия, состоящих из нескольких смежных частей из пластмасс, совместимых между собой и соединяемых сваркой или склеиванием, но различающихся типом и цветом. Этими изделиями являются, например, панели приборов для автомобилей, или элементы внутренней отделки автомобильных дверей, или любое другое пластмассовое изделие для наружного или внутреннего применения в автомобилях.
Описанные выше способ и литьевая форма представляют наибольший интерес для производства изделий, состоящих, по меньшей мере, из двух частей разного типа или цвета с неровными поверхностями, кроме того, в этих изделиях обе упомянутые части содержат соединительную зону, ограниченную линиями на верхней и нижней стенках изделия, являющимися непрямолинейными в ортогональной проекции на плоскость поперечного сечения (плоскость на фиг.3) и неспособными образовывать одна другую смещением, параллельным плоскости перемещения соединенных встык панелей раздвижной перегородки литьевой формы. В частности, такой непрямолинейной (или нелинейной) линией соединения может служить в проекции, по меньшей мере, частично кривая или ломаная линия.
Плоскость поперечного сечения представляет собой плоскость, проходящую по толще изделия и включающую в себя, по меньшей мере, частично поверхность стыкового соединения.
Такое изделие с зоной непрямолинейного стыкового соединения изображено на фиг.3.
В ортогональной проекции на плоскость, перпендикулярную упомянутой выше плоскости поперечного сечения, зона стыкового соединения может иметь любую форму, при этом она должна быть совместима с движениями раздвижной перегородки. Специалист в состоянии определить эти условия совместимости.
Форма для литья под давлением пластмассового изделия, состоящего, по меньшей мере, из двух смежных частей (15, 16) из двух пластмасс разного типа и/или цвета, соединенных между собой сваркой или склеиванием, содержит формующую полость (1), ограниченную, по меньшей мере, двумя неровными стенками (3, 4) и, по меньшей мере, одной раздвижной перегородкой (5). Последняя подвижна между раздвинутым и сдвинутым положениями и позволяет разделять формующую полость (2), по меньшей мере, на два отделения (6, 7) с раздельной подачей в них пластмассы. В раздвинутом положении раздвижная перегородка (5) содержит нелинейное ребро (13), взаимодействующее без зазора со стенкой (4) формующей полости (2). Раздвижная перегородка содержит множество соединенных встык панелей (10, 11, 12), по меньшей мере, в раздвинутом или сдвинутом положении. Эти панели выполнены подвижными между собой таким образом, что они способны изменять форму нелинейного ребра раздвижной перегородки для приведения ее в соответствие с формой второй стенки (3) формующей полости (2) в сдвинутом положении. Способ изготовления пластмассового изделия, состоящего, по меньшей мере, из двух смежных частей (15, 16) из пластмасс разного типа и/или цвета, литьем под давлением в форме, выполненной в соответствии с различными конструкциями формы по изобретению, отличается тем, что в раздвинутое положение приводится, по меньшей мере, одна раздвижная перегородка (5) формы (1) так, что образуются, по меньшей мере, два формующих отделения. Затем заполняют, по меньшей мере, первое отделение (6) пластмассой первого типа и охлаждают ее. В результате последовательных движений панелей (10, 11, 12), по меньшей мере, одной раздвижной перегородки (5) последнюю сдвигают вместе для приведения в сдвинутое положение. Заполняют, по меньшей мере, второе отделение (7), смежное с первым (6), пластмассой второго типа и охлаждают ее, после чего изделие удаляют из формы. Используя способ и форму по изобретениям, получают пластмассовое изделие неровной формы, содержащее, по меньшей мере, две смежные части (15, 16) из пластмасс разного типа и/или цвета и зону соединения, ограниченную двумя непрямолинейными линиями в проекции на плоскость поперечного сечения. Технический результат, который достигается при использовании способа и формы по изобретению, заключается в том, что для получения пластмассового изделия с неровными стенками используют форму для литья под давлением пластмассового изделия, состоящего, по меньшей мере, из двух сопряженных частей из пластмасс разного типа и/или цвета. 3 н. и 5 з.п. ф-лы, 9 ил.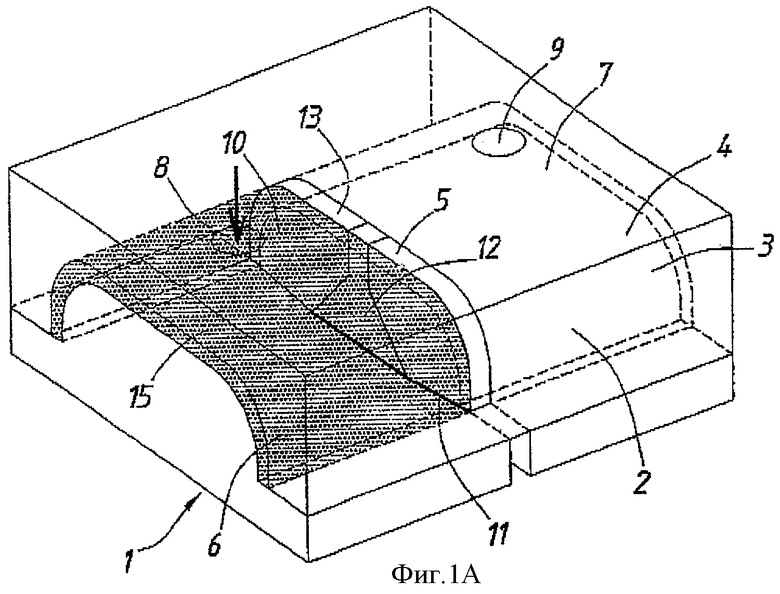
1. Форма для литья под давлением пластмассового изделия (30), состоящего, по меньшей мере, из двух смежных частей (15, 16) из двух пластмасс разного типа и/или цвета, соединенных между собой сваркой или склеиванием, причем форма (1) содержит формующую полость (2), ограниченную, по меньшей мере, двумя неровными стенками (3, 4) и, по меньшей мере, одной раздвижной перегородкой (5), подвижной между раздвинутым и сдвинутым положениями, позволяющей разделять формующую полость (2), по меньшей мере, на два отделения (6, 7) с раздельной подачей в них пластмассы, отличающаяся тем, что в раздвинутом положении раздвижная перегородка (5) содержит нелинейное ребро (13), взаимодействующее без зазора со стенкой (4) формующей полости, и что раздвижная перегородка содержит множество соединенных встык панелей (10, 11, 12), по меньшей мере, в раздвинутом или сдвинутом положении, при этом панели (10, 11, 12) выполнены подвижными между собой таким образом, что они могут изменять форму нелинейного ребра раздвижной перегородки для приведения ее в соответствие с формой второй стенки (3) формующей полости (2) в сдвинутом положении.
2. Форма по п.1, отличающаяся тем, что ребро (13) раздвижной перегородки (5) содержит, по меньшей мере, три не коллинеарных участка (20, 21, 22) и что раздвижная перегородка содержит, по меньшей мере, одну панель (10, 11), способную перемещаться между раздвинутым и сдвинутым положениями в результате двух последовательных движений в двух разных направлениях.
3. Форма по п.2, отличающаяся тем, что ребро (13) раздвижной перегородки (5) содержит центральный участок (20) в виде сегмента, удлиненного на своих обоих концах концевыми дугами (21, 22), не являющимися коллинеарными по отношению к центральному сегменту, и что в раздвинутом положении раздвижная перегородка содержит две боковые панели (10, 11), разделенные центральной убирающейся панелью (12), причем боковые панели (10, 11) выполнены подвижными в двух перпендикулярных направлениях с возможностью смещения в сдвинутое положение в результате двух последовательных движений в двух разных направлениях.
4. Форма по любому из пп.1-3, отличающаяся тем, что она содержит множество раздвижных перегородок.
5. Способ изготовления пластмассового изделия (30), состоящего, по меньшей мере, из двух смежных частей (15, 16) из пластмасс разного типа и/или цвета, литьем под давлением в форме (1) по любому из пп.1-4, отличающийся тем, что
в раздвинутое положение приводится, по меньшей мере, одна раздвижная перегородка (5) формы (1) так, что образуется, по меньшей мере, два формующих смежных отделения (6, 7),
заполняют, по меньшей мере, первое отделение (6) пластмассой первого типа и охлаждают ее,
в результате последовательных движений панелей (10, 11, 12), по меньшей мере, одной раздвижной перегородки (5) последнюю сдвигают вместе для приведения в сдвинутое положение,
заполняют, по меньшей мере, второе отделение (7), смежное с первым (6), пластмассой второго типа и охлаждают ее, после чего изделие удаляют из формы.
6. Способ по п.5, отличающийся тем, что пластмассу первого типа охлаждают частично до заполнения, по меньшей мере, второго отделения пластмассой второго типа.
7. Пластмассовое изделие (3) неровной формы, содержащее, по меньшей мере, две смежных части (15, 16) из пластмасс разного типа и/или цвета и зону соединения, ограниченную двумя непрямолинейными линиями в проекции на плоскость поперечного сечения, не образуемыми одна другой параллельным смещением, причем указанное изделие получают способом по п.5 или 6.
8. Пластмассовое изделие по п.7, отличающееся тем, что оно служит элементом украшения внутри или снаружи автомобиля.
| US 2003205915 A1, 06.11.2003 | |||
| US 2002167816 A1, 14.11.2002 | |||
| JP 61076333 A, 18.04.1986 | |||
| Способ получения хлорида калия | 1986 |
|
SU1370075A1 |
| JP 07186186 A, 25.07.1995 | |||
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЬЕМ ПОД ДАВЛЕНИЕМ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ ДИСКОВОЙ ФОРМЫ С ЦЕНТРАЛЬНЫМ ОТВЕРСТИЕМ | 1991 |
|
RU2072918C1 |

