AJ
о ел
(X)
ел |
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ волочения микропроволоки и устройство для его осуществления | 1979 |
|
SU1058658A1 |
| Устройство для волочения микропроволоки | 1980 |
|
SU1058660A1 |
| СПОСОБ ОБРАБОТКИ МИКРОВОЛОКНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2081717C1 |
| Устройство для волочения микропроволоки | 1980 |
|
SU1058663A1 |
| Способ волочения микропроволоки и устройство для его осуществления | 1978 |
|
SU1061875A1 |
| Устройство для волочения микропроволоки | 1980 |
|
SU1066691A2 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РЕЗЬБОВОГО ПРОФИЛЯ | 2003 |
|
RU2244616C1 |
| Подающе-тянущий механизм непрерывного волочильного стана | 1984 |
|
SU1286311A1 |
| Резьбонакатной инструмент | 1980 |
|
SU919796A1 |
| ВОЛОЧИЛЬНЫЙ СТАН | 1994 |
|
RU2090280C1 |
1. СПОСОБ ВОЛОЧЕНИЯ МИКРОПРОВОЛОКИ, включающий возвратно-поступательное перекатывание заготовки при ее перемещеднии.(через составную проволоку, отличающийся тем, что, с целью уменьшения напряжения растяжения в материале заготовки за счет самоподачи заготовки и получения микропроволоки диаметром менее 20 мкм с ВЫСОКИЮ1 механическими свойствами, элементы волоки при перекатывании перемещают под углом к оси волочения, причем ход возвратно-поступательного движения превышает W , где d - диаметр исходной заго2 товки. 2. Устройство для волочения микропроволоки, включающее волоку, состоящую из двух частей, установленных с зазором и с возможностью возвратнопоступательного движения, о т л и -. чающееся тем, что, с целью i обеспечения самоподачи заготовки, части волоки перекрещивгиотся на оси |w волочения и установлены под углом 82-89 к этой оси.
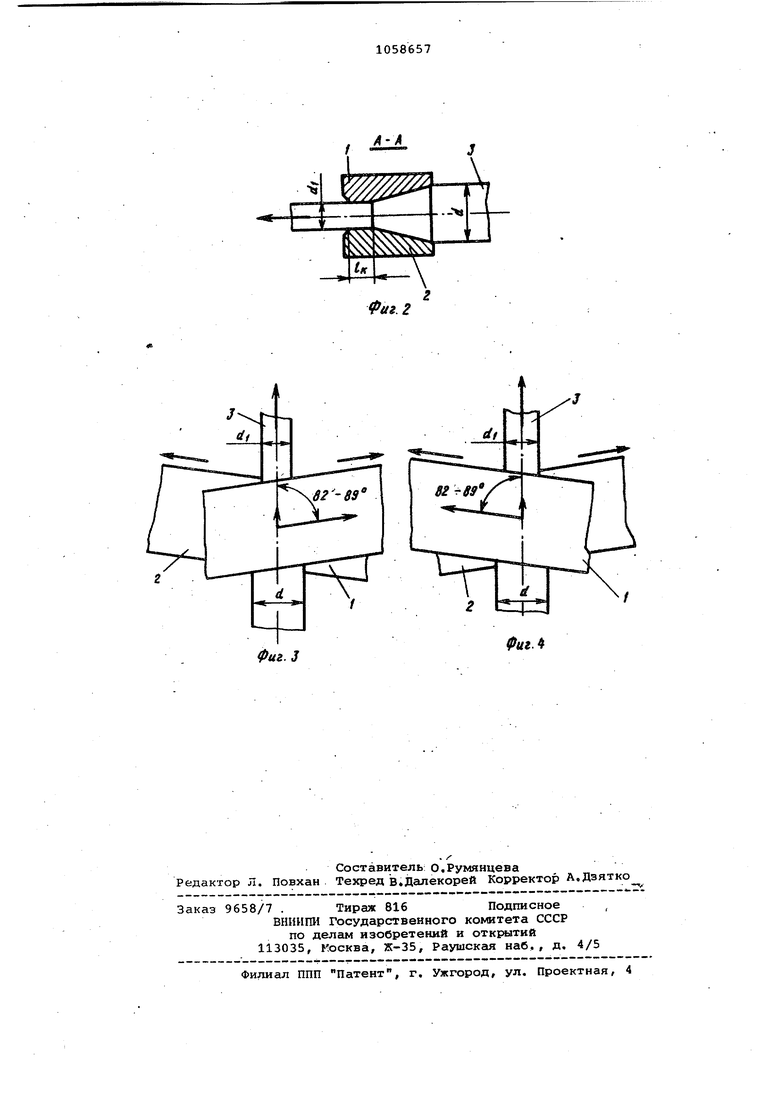
0аг. / Изобретение огиосится к волочильному производству и может быть испол зовано для получения икpoпpoвoлoки из различных металлов и сплавов. Известен способ волочения микропроволоки через волоки с закручиванием lикpoпpoвoлoки при ее протягивании l . Однако предлагаеглый способ не позволяет получать качественную микропроволоку диаметром менее 20 мкм из-за малых степеней деформации за проход .вследствие увеличенных потерь на трение в волоке, сложности изготовления рабочего инструмента. Наиболее близким по технической сущности к предлагаемому является способ волочения микропроволоки, включающий возвратно-поступательное перекатывание заготовки при ее перемещении, через волоку. Известно также устройство для существления способ включающее волоку, состоящую из двух частей, установленных с постоянным или регулируемым зазором и с возможностью возвратно-поступательного движения 2 , Недостаток известного техническог решения заключается в том,что при ег осуществлении в материале заготовки возникают напряжения растяжения и требуется принудительное протягиванием заготовки через волоку,, что пр малых сеченьях может привести к обры ву микропроволоки.. Целью изобретения является умень(иениб напряжения растяжения в материале заготовки при обеспечении ее самоподачи и получение микропроволо 1ки диаметром менее 20 мкм с высоким механическими свойствами. Цель достигается тем, что соглас но способу волочения, включающему воз вратно-поступательное перекатывание заготовки при ее.перемещенииче рез составную волоку, элементы воло ки при перекатывании перемещают под углом к оси волочения, причем ход возвратно-посуупательного движения превьаиает - LO . , где d - диаметр 2 :исходной заготовки, Кроме того, в устройстве, включакнцем волоку, состоящую из двух час тей, установленных с зазором и с возможностью воз вратно-поступательного движения, части волоки перекре щиваются на оси волочения и установлены под углом 82-89° к этой оси. На фиг. 1 представлены рабочие элементы устройства для волочения микропроволоки; на фиг. 2 - разрез А-А на фиг„1; на фиг. 3 и 4 - устройство, вид сверху. Предлагаемое устройство состоит из двух плёаиек 1 и 2, имеющих эаходную, калибруквдую и выходную части. Такая конструкция волоки обеспечивает близкий к линейному контакт волоки и проволоки, что позволяет снизить усилие волочения и увеличить степень деформации за проход. Плашки 1 и 2 имеют в сечении вид полуволоки и перекрещиваются на оси волочения под углом 82-89° к этой оси. В процессе работы плашки 1 и 2 совершают возвратно-поступательное движение .друг относительно друга в двух параллельных плоскостях. Ход возвратно-поступательного движения npeBbmiaeTfld /2 , где d диаметр заготовки. Д.пя обеспечения самоподачи заготовки 3 при смене направления: воз вратно-поступательного движения части плашек изменяют свое расположение друг относительно друга таким образом, что УГОЛ между направлением движения этих плашек и осью волочения составляет 82-89° . Это обеспечивает безобрывность процесса в связи с уменьшением растягивающих напряжений. П р и м е р. Г31кропррволоку получают из заготовки диаметром d 20 мкм, перемещая ее между плашка Iи на расстояние хода возвратно-поступательного движения, .превышающегоW/2 , где d - диаметр исходной заготовкой. После завершенияхода движениеплашек меняется на противоположное одновременно с изменением расположения плашек друг относительно друга таким образом, что угол между направлением движения плашек и осью волочения остается неизменным, т.е. 82. Вследствие этого возникает составляющая, действующая по оси волочения и направленная в сторону выхода микропроволокй из воЛоки.Это обеспечивает самоподачу заготовки и получение микропроволоки диаметром 25 мкм, равным расстоянию между плашками. Фиг.З
-
Фиг. г ФигЛ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент QlA № 3955390, кл | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ СОДЕРЖАНИЯ ДОМАШНИХ СЕВЕРНЫХ ОЛЕНЕЙ | 2016 |
|
RU2641072C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
