Изобретение относится к производству волочением полосовых профилей из нихрома [11] и подобных ему труднодеформируемых малопластичных сплавов, а именно к форме волочильного канала твердосплавных волок, широко используемых в указанном производстве.
Известно, что профиль канала твердосплавных волок содержит, как правило, следующие зоны: входную, смазочную, рабочую, калибрующую и выходную [1-8 и др.]. Из уровня техники также известно, что практически каждый библиографический источник, относящийся к волочильному производству, содержит сведения как о форме волочильного канала, так и об углах конусности его рабочей зоны. При этом в отношении одного из самых важных параметров - угла конусности рабочей зоны 2α библиографические источники содержат во многом противоречивую информацию.
Так, в [4, с.170] для волочения проволоки из низкоуглеродистой стали рекомендуется 2α=12-16 градусов, а в том же источнике на с.170, табл.24 приведены значения 2α=8-14 градусов. Еще более широкий интервал 2α для волочения низкоуглеродистой стали приведен в [1, с.200, табл.21] - от 6 до 20 градусов. В работе [3] вопрос о назначении α не обсуждается, однако при расчете длины очага деформации [3, с.182] авторами принят угол α=8 градусов. Весьма широкий диапазон углов 2α предложен в [5]. В частности, для среднелегированных сталей рекомендован 2α=6-18 градусов [5, с.20, табл.3], для стали ЭИ903 - от 8 до 14 градусов [5, с.40], для проволоки из никелевых сплавов диам. ≤2 мм предложен 2α=8-10 градусов, а для диам. >2 мм - 10 градусов [5, с.20, табл.4]. В [2, с.236, табл.93] рекомендуются значения 2α=10-12 градусов. Согласно рекомендациям, приведенным в [7, с.305], для волочения прутков диам. до 40 мм применяют волоки с α=6-9 градусов. В соответствии с [8, с.76-77] угол 2α для волочения прутков диам. до 40 мм для различных металлов и сплавов должен находиться в следующих интервалах, град: алюминий, цинк 24-26; медь, серебро 16-20; бронзы 14-18; никель, никелевые сплавы 12-16; титан, вольфрам, молибден 8-10. Исследование волочения проволоки из труднодеформируемых вольфрама и молибдена [9] показало, что наиболее предпочтительные значения 2α в зависимости от относительного обжатия (в диапазоне 8-30%) находятся в интервале 10-15 градусов.
Наиболее полная и обоснованная лабораторными и промышленными опытами информация об углах рабочей зоны волочильного канала приведена в [6], однако и в этом источнике многие сведения носят противоречивый характер. Так, например, рекомендованы следующие значения α, град: 6-12 (с.110, табл.4); 4°10'-21°30' (с.118, табл.5); 3-15 (там же); 8°40'-13°30' (с.121, табл.7); 4-13 (с.144, табл.14); 6-18 (с.436, прил.3).
Подводя итог краткому анализу уровня техники, можно придти к заключению, что столь широкие интервалы значений угла порождены как особенностями получения изделий разных размеров из различных сплавов, так и специфическими условиями конкретного производства и возможностями инструментального участка волочильного цеха.
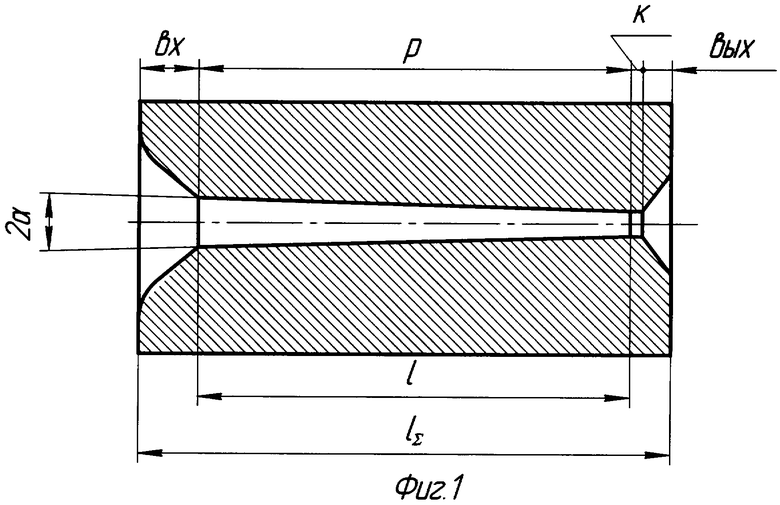
Наиболее близким аналогом заявляемого технического решения является профиль волочильного канала твердосплавной волоки, приведенный в [6, с.98, рис.72б]. В информации о наиболее близком аналоге, названном в [6] «удлиненной волокой», отмечено, что снижение угла α в 2-2,5 раза по сравнению с традиционной волокой (α=2-3° против 5-6°) и соответственное заметное удлинение рабочей зоны приближает режим трения к гидродинамическому. Далее в [6] указано, что при волочении канатной проволоки из сталей 50, 60 и 70 и проволоки из сталей ЭИ903 и Х18Н9Т стойкость волок повышена в 10-12 раз; кроме того, на основе производственного опыта показано, что при малых углах вследствие гидродинамического эффекта значительно снижен износ волок [6, с.118].
Волока с каналом, выполненным согласно наиболее близкому аналогу, приведена на фиг.1, на которой в соответствии с обозначениями, принятыми в [6], указаны зоны: вх - входная, к - калибрующая, вых - выходная, р - рабочая, объединенная со смазочной, l - длина рабочей зоны, lΣ - полная длина волочильного канала. Ниже рассмотрены недостатки наиболее близкого аналога, анализ которых, однако, затруднен из-за отсутствия его конкретных размерных параметров (не приведенных в [6]), кроме угла α, равного 2-3 градусам.
1. Из рис.72б следует, что при значительном удлинении рабочей зоны существенно возрастает общая длина волоки lΣ: по приближенной оценке, основанной на сравнении рис.72а и 72б, - примерно в 2 раза. Это влечет за собой увеличение расхода весьма дорогостоящего твердого сплава на ее изготовление. Предлагаемая заявителем волока лишена этого недостатка, поскольку удлинение рабочей зоны в заявляемом техническом решении достигнуто без изменения габаритных размеров инструмента, регламентированных нормативным документом.
2. Общую длину волоки наиболее близкого аналога дополнительно увеличивает наличие входной зоны, которая в заявляемом техническом решении отсутствует, следовательно, при изготовлении известной волоки дополнительно повышается расход твердого сплава.
3. Применение удлиненного волочильного канала привело к повышению стойкости волок для проволоки из труднодеформируемых сталей в 10-12 раз. Практически такое же повышение стойкости достигнуто согласно заявляемому техническому решению при волочении полос из не менее труднодеформируемого сплава на никелевой основе - нихрома Х20Н80-Н с использованием волоки стандартной длины.
4. Удлиненная волока порождает необходимость увеличения габаритов стальной обоймы, в которой она должна быть надежно закреплена. Это повышает расход стали, предназначенной для изготовления обоймы; кроме того, становится сложнее обеспечить плотный контакт возросших поверхностей волоки и обоймы.
5. При переходе от рабочей зоны к калибрующей и от калибрующей к выходной зоне в волочильном канале волоки - наиболее близкого аналога не предусмотрены скругления либо фаски, что в условиях высокой адгезионной способности никелевых сплавов и больших нормальных напряжений на контакте [6, табл.14] порождает интенсивный износ калибрующей зоны, снижающий стойкость волоки и ухудшающий качество поверхности протянутого металла в случае волочения полосового профиля.
Задачами предлагаемого технического решения являются улучшение условий подачи смазки в очаг деформации при неизменных габаритных размерах инструмента, повышение стойкости волок за счет уменьшения износа волочильного канала, ликвидация обрывности при волочении полос и повышение качества их поверхности.
Поставленные задачи решаются тем, что у твердосплавной волоки для волочения полос из нихрома и подобных ему сплавов, имеющей волочильный канал с входной, рабочей, калибрующей и выходной зонами и угол наклона рабочей зоны к оси волочильного канала 2-3 градуса, входная и рабочая зоны объединены в единую рабочую зону, рабочая зона выполнена под углом наклона к оси волочильного канала α, тангенс которого рассчитывают по формуле tgα=(Δh/2)/(0,6…0,7)lpз, где Δh - абсолютное обжатие, мм; lрз - длина рабочей зоны, мм, и значения tgα находятся в интервале 0,05-0,1. Кроме того, в местах перехода от рабочей зоны к калибрующей зоне и от калибрующей зоны к выходной зоне волочильный канал имеет фаски длиной 0,075-0,15 длины калибрующей зоны.
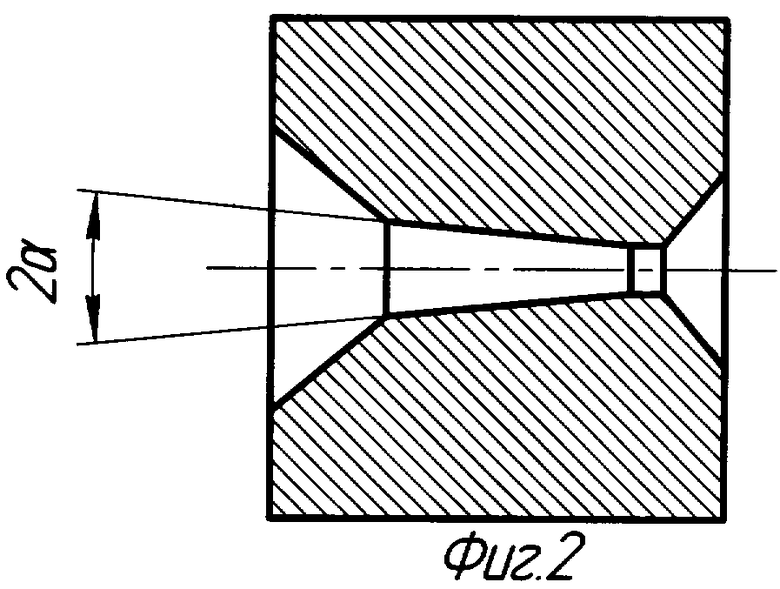
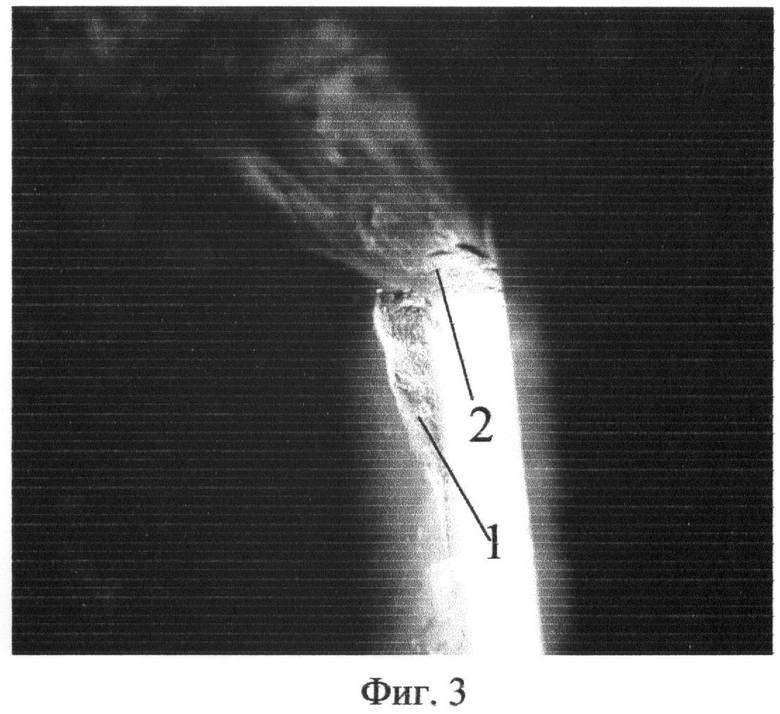
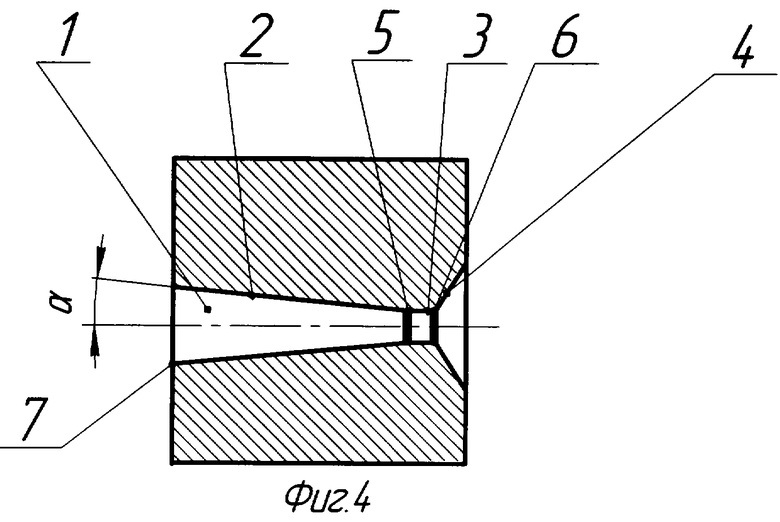
На фиг.2 приведена известная стандартная (не удлиненная) твердосплавная волока с каналом традиционного профиля; на фиг.3 (с увеличением х5) - фотография, иллюстрирующая характер износа поверхности канала известной волоки (фиг.2) по большим и малым граням профиля в районе рабочей и калибрующей зон. На фиг.3 введены следующие обозначения: 1 - характерный вид износа большой грани рабочей зоны волочильного канала; 2 - характерный вид износа малой грани рабочей зоны волочильного канала. На фиг.4 - заявляемая твердосплавная волока с предлагаемым в настоящей заявке профилем волочильного канала. На фиг.4 введены следующие обозначения: 1 - волочильный канал предлагаемой конфигурации; 2 - рабочая зона канала с углом ее наклона к оси канала α=3-6 градусов, объединенная с входной зоной; 3 - калибрующая зона канала; 4 - выходная зона канала; 5 - фаска в месте перехода рабочей зоны в калибрующую; 6 - фаска в месте перехода калибрующей зоны в выходную; 7 - угловая кромка рабочей зоны.
Выполнение волочильного канала предлагаемой формы с параметрами, указанными в формуле изобретения, обеспечивает стабильный процесс волочения полос из нихрома и подобных ему труднодеформируемых малопластичных сплавов за счет значительного улучшения условий подачи смазки в очаг деформации. Известно, что холодная деформация (в том числе волочение) нихрома отличается определенными сложностями, порожденными низкой пластичностью сплава и высокими контактными давлениями металла на волоку. Это подтверждается приведенным ниже расчетом.
Максимальное и минимальное абсолютные обжатия по большим граням профиля Δhmax и Δhmin при получении полос в производстве заявителя для разных проходов волочения составляют 1,0 и 0,5 мм соответственно. Следовательно, при αmin=6° для известных волок и tgαmin=0,1051 максимальная длина очага деформации lод max, рассчитанная по формуле (Δh/2)/tgαmin, составляет в зависимости от Δh:
lод max=(1,0/2)/0,1051=4,76 мм; lод max=(0,5/2)/0,1051=2,38 мм.
Та же минимальная длина lод min при αmax=20° и tgαmax=0,3640:
lод min=(1,0/2)/0,3640=1,37 мм; lод min=(0,5/2)/0,3640=0,69 мм.
Согласно [6, с.143, формула V1-8а] среднее значение нормального напряжения на контактной поверхности рассчитывается по формуле
где σlуп - продольное напряжение в упругой зоне, МПа;
Е - модуль нормальной упругости, МПа;
ν - коэффициент Пуассона;
α - угол наклона рабочей зоны к оси канала;
µ - коэффициент трения.
Выбор заявителем значений параметров в формуле для расчета σп ориентирован на титан ВТ1 из [6, табл.14] как наиболее близкий по механическим свойствам к нихрому. Конкретно параметры составляют: σlуп=64 МПа; Е=1,1·105 МПа; ν=0,22; µ=0,07 [6, с.439-440, прил.6]; угол α для известной волоки принят 6 градусов. В результате получено расчетное значение σп=1650 МПа, которое вполне коррелирует с приведенным в [6, табл.14].
На основании дополнительного расчета среднего контактного давления в очаге деформации рн, проведенного по [10, с.298] с использованием данных [10, табл.22, с.299] получено значение рн=1480 МПа, удовлетворительно согласующееся с результатами расчета по [6, табл.14].
Половина площади поверхности (в форме трапеции) очага деформации при волочении заготовки, например, поперечным сечением 3×33 мм на полосу 2×32,5 мм составит  где b0 и b1 - ширина заготовки и протянутой полосы соответственно; lод - длина очага деформации, принятая для данного случая согласно приведенному выше расчету lод max=4,76 мм. Тогда
где b0 и b1 - ширина заготовки и протянутой полосы соответственно; lод - длина очага деформации, принятая для данного случая согласно приведенному выше расчету lод max=4,76 мм. Тогда
 Радиальная нормальная сила Р=σпF=1650·155,9·10-6=0,257 МН=257 кН.
Радиальная нормальная сила Р=σпF=1650·155,9·10-6=0,257 МН=257 кН.
Именно столь высокие значения удельного рн и полного Р давления металла на стенки канала волоки и склонность никелевых сплавов к адгезии приводят к интенсивному износу поверхности канала; в частности в производстве заявителя наблюдали следующее: сначала появляется налипание металла на поверхность канала, а в последующем - выкрашивание твердого сплава в районе калибрующей и рабочей зон (фиг.3). Ситуация может быть существенно улучшена, если процесс волочения построить таким образом, чтобы была организована бесперебойная подача смазки в очаг деформации, обеспечено наличие слоя смазки между деформируемым металлом и поверхностью канала, т.е. чтобы был создан устойчивый режим граничного трения. Естественно, рассуждать здесь о создании режима гидродинамического трения неуместно вследствие невысокой скорости волочения полос, составляющей 70-160 м/мин.
Однако достижению, как минимум, граничного трения препятствуют, кроме больших удельных давлений, высокие значения угла наклона рабочей зоны волочильного канала, выполненного согласно известным техническим решениям, - от 6 градусов [1, 5, 6] до 20 градусов [1, 6, 8]. Последнее уверенно подтверждается накопленным негативным производственным опытом заявителя, использовавшего ранее при выпуске промышленных партий полос из нихрома волоки с каналом известной формы и углами α=8-12°. Путем фиксации обрывности при волочении и контроля за состоянием поверхности полос после волочения (наличие или отсутствие смазки - порошка натриевого мыла с добавками, качество поверхности), а также наблюдениями за процессом втягивания смазки в волочильный канал заявитель может констатировать следующее. При использовании известных из уровня техники и рекомендованных углов наклона рабочей зоны к оси канала и при значениях этого угла в производстве заявителя в интервале от 8 до 12 градусов преобладающее количество смазки выдавливается в направлении, обратном направлению волочения, и не поступает в волочильный канал. Результатом этого являются:
- низкая стойкость твердосплавных волок, конкретно: в худшем случае волоку вынуждены были выводить из эксплуатации вследствие грубого ее износа уже после волочения одного-двух бунтов заготовки при массе бунта ~50 кг; в лучшем случае максимальная стойкость достигала 300-350 кг протянутого металла;
- недопустимое ухудшение качества поверхности готовых полос после чистового прохода волочения.
Далее приведен расчет длины очага деформации и значений удельного давления металла на волоку, имеющие место при использовании предлагаемого технического решения.
Максимальное и минимальное абсолютные обжатия Δhmin и Δhmax при волочении полос в производстве заявителя, как указано выше, равны для разных проходов волочения 1,0 и 0,5 мм соответственно. Следовательно, при tgαmin=0,05 длина очага деформации lод max, рассчитанная по формуле (Δh/2)/(0,6…0,7)tgαmin, составит
lод max=(1,0/2)/(0,6…0,7)·0,05=14,29…16,67 мм;
lод max=(0,5/2)/(0,6…0,7)·0,05=7,14…8,33 мм.
Та же длина при tgαmax=0,1 составит
lод min=(1,0)/(0,6…0,7)·0,1=7,14…8,33 мм;
lод min=(0,5/2)/(0,6…0,7)·0,1=3,57…4,17 мм.
Таким образом, увеличение lод в сравнении с известными техническими решениями составляет:
- при αmin и Δhmax 14,29…16,67/4,76=3,0…3,5 раза;
- при αmin и Δhmin 7,14…8,33/2,38=3,0…3,5 раза;
- при αmax и Δhmax 7,14…8,33/1,37=5,2…6,1 раза;
- при αmax и Δhmin 3,57…4,17/0,69=5,17…6,04 раза.
В итоге, увеличение длины очага деформации при использовании предлагаемого технического решения по сравнению с известными составляет от 3,0 до 6,1 раза.
Половина площади поверхности очага деформации при волочении заготовки упомянутого выше сечения через волоку с углом наклона рабочей зоны к оси канала α=3°(tg3°=0,0524), рассчитанная по формуле:
где lод=(1,0/2)/0,6·0,0524=15,9 мм, равна F=520,1 мм2=520·10-6 м2.
Значение 
Таким образом, при использовании предлагаемого волочильного канала достигнуто 1650/494=3,34-кратное снижение уровня нормальных напряжений на контактной поверхности, что стимулирует значительное улучшение условий подачи смазки в очаг деформации и обеспечивает разделение трущихся поверхностей полосы и инструмента.
Известно [5, 6 и др.], что интенсивность износа волочильного канала, помимо других факторов, значимо зависит от среднего удельного давления металла на волоку рн, поскольку между контактным напряжением трения τ, ответственным за износ, и рн существует прямопропорциональная зависимость, выражаемая обычно законом Амонтона τ=µрн, где µ - коэффициент трения между трущимися поверхностями. Отсюда следует однозначный вывод: и снижение µ, и снижение Рн приводят к снижению τ. При неизменной радиальной силе давления металла на волоку P=const рн, во-первых, будет тем меньше, чем меньше τ. Снижения τ в предлагаемом техническом решении достигли путем снижения µ за счет улучшения условий подачи смазки в волочильный канал, существенно уменьшив угол наклона рабочей зоны к оси канала. Во-вторых, рн снижено за счет удлинения очага деформации, т.к. очевидно, что при Р=const сила, воздействующая на увеличенную за счет снижения α контактную площадь, порождает уменьшение рн - согласно предлагаемому техническому решению. Подтверждением вышесказанного является резкое (в десятки раз) повышение стойкости твердосплавных волок в производстве заявителя, достигшей 3000 кг протянутого металла.
Далее приведено обоснование интервалов параметров, назначенных в заявленном техническом решении.
1. Значения тангенса угла наклона рабочей зоны к оси волочильного канала, равные 0,05-0,1, соответствуют интервалу углов α от 3 до 6 градусов, т.е. интервал полного угла волочильного канала 2α составляет 6-12 градусов. Перед формулировкой задач предлагаемого технического решения заявителем акцентировано, что улучшение условий подачи смазки в очаг деформации осуществлено при неизменных габаритных размерах инструмента, т.е. общая длина волоки оставлена прежней и, как отмечалось выше, равной, например в производстве заявителя, 25 мм. С учетом длины рабочей зоны lрз, равной 18 мм, при общей длине волочильного канала 25 мм и при назначении (проверенной практикой производства промышленных партий полос) величины абсолютного обжатия Δh=0,5-1,0 мм, такие углы наклона гарантируют надежное поступление смазки в рабочую зону. Выполнение угла α меньше 3 градусов приводит даже при несущественной, но практически неизбежной вибрации задаваемой в волоку заготовки к травмированию ее поверхности об угловую кромку 7 (фиг.4) рабочей зоны. Здесь полезно отметить, что во избежание опасности повреждения поверхности заготовки об угловую кромку 7 рабочей зоны в момент ввода ее в волочильный канал, имеющий минимальный угол α=3° при максимальном абсолютном обжатии Δhmax=1,0 мм, в действующем производстве заявителя при использовании волочильного стана ВСГ1/650 на его волокодержателе перед входом в волоку установили два направляющих ролика, обеспечивающих центрирование заготовки относительно оси канала с необходимой точностью.
При выполнении угла α больше 6 градусов не реализуется достаточно полное втягивание смазки в рабочую зону, т.е. возникает ее ощутимый отгон в направлении, обратном направлению волочения.
2. 3начения числового коэффициента 0,6…0,7, используемые в расчетной формуле тангенса угла α, продиктованы, с одной стороны, упомянутой выше величиной абсолютного обжатия Δh=0,5-1,0 мм и значениями угла α, и с другой стороны, ограничены длиной рабочей зоны lрз=18 мм, которую, при всех значениях рассматриваемых параметров, длина очага деформации превышать не должна. По существу числовой коэффициент 0,6…0,7 выполняет роль коэффициента запаса - во избежание нарушения условия lод<lрз. Поскольку все три названных параметра (α, Δh и lрз), а также числовой коэффициент 0,6…0,7 связаны между собой выражением tgα=(Δh/2)/(0,6…0,7) lрз, приведенным в формуле заявляемого технического решения, то рассчитанная на основании этого выражения длина очага деформации lод находится в интервале 3,57…16,67 мм, т.е. не превышает lрз, равной 18 мм; таким образом, условие lод<lрз соблюдено.
3. Минимальная длина фасок 5 и 6 (фиг.4), равная 0,075 длины калибрующей зоны
lкз и составляющая (при принятой на производстве длине калибрующей зоны lкз, равной 4 мм) в абсолютном выражении 0,075×4=0,3 мм, назначена с целью соблюдения двух условий: стабильности размеров калибрующей зоны, что особенно важно в чистовом проходе волочения при получении готового профиля полосы, а также во избежание появления сколов кромки калибрующей зоны в месте перехода от калибрующей зоны к выходной с учетом высокой адгезионной способности сплава. Максимальная длина фасок 5 и 6, равная 0,15 длины калибрующей зоны и составляющая в абсолютном выражении 0,15×4=0,6 мм, также назначена с целью соблюдения двух упомянутых выше условий; кроме того, максимальная длина фасок ограничена необходимостью соблюдения широко известного в волочильном производстве принципа - чем протяженнее lкз, тем калибрующая зона меньше подвержена износу и тем выше стойкость волоки. При превышении максимальной длины фаски, равной 0,6 мм, заметно сокращается длина калибрующей зоны, что крайне нежелательно с учетом вышеизложенного.
Таким образом, интервалы параметров, обусловленные необходимостью решения поставленной технической задачи, представляются обоснованными.
Все вышеуказанное относится в равной мере как к большим граням волочильного канала прямоугольного поперечного сечения, так и к малым, которые ответственны за формирование малых граней полосового профиля и от которых в существенной степени зависят стойкость волоки в целом и качество получаемых полос. Поэтому в производстве заявителя, с использованием принципа рационального распределения деформаций по сечению профиля, абсолютное обжатие по малым граням в первых 2-3 проходах, с учетом допусков на ширину горячекатаной заготовки, находится в пределах 0,5-0,6 мм, а в предчистовом и чистовом проходах составляет 0,2-0,3 мм.
В качестве примера конкретной реализации заявляемого технического решения далее кратко изложен процесс получения полосового профиля прямоугольного поперечного сечения с размерами 2,0×20 мм из нихрома Х20Н80-Н в производственных условиях заявителя. Слиток наполнительного литья конической формы диам. 85/120 и высотой 650 мм прокатывают вгорячую на мелкосортно-проволочном стане в составе обжимной клети 440 и 9-клетевой линейной группы 300 на полосовую заготовку с размерами сечения 5×22,5 мм; уборку проводят бунтовым способом. После удаления с бунтов заготовки окалины путем щелочно-кислотного травления заготовку протягивают через волоки с заявляемым профилем волочильного канала за 5 проходов на однократной волочильной машине ВСГ 1/650, применяя смягчающие промежуточные отжиги в шахтной печи после каждого прохода волочения с последующими травлениями. Смазка при волочении - сухой порошок натриевого мыла с добавками. Для готовой полосы, поставляемой, как правило, в мягком состоянии, проводят отделочный отжиг, чистовое травление и после приемки ОТК и упаковки отправляют потребителю. Готовая продукция полностью соответствует требованиям стандарта [11] как по удельному электрическому сопротивлению, так и по механическим свойствам - пределу прочности и относительному удлинению. Стойкость волок с волочильным каналом предлагаемой конфигурации по сравнению со стойкостью волок со стандартным профилем увеличена, как минимум, в 9-10 раз, практически прекратилась обрывность полос в процессе волочения, заметно повысилось качество поверхности готовых полос.
Список использованных источников
1. Красильников Л.А., Лысенко А.Г. Волочильщик проволоки. Изд. 3-е. М.: Металлургия, 1987, 320 с.
2. Брабец В.И. Проволока из тяжелых цветных металлов и сплавов. Справочник. М.: Металлургия, 1984, 296 с.
3. Ерманок М.З., Ватрушин Л.С. Волочение цветных металлов и сплавов. Изд. 2-е. М.: Металлургия, 1988, 288 с.
4. Красильников Л.А., Красильников С.А. Волочильщик проволоки. Изд. 2-е. М.: Металлургия, 1977, 240 с.
5. Хаяк Г.С. Инструмент для волочения проволоки. М.: Металлургия, 1974, 128 с.
6. Перлин И.Л., Ерманок М.З. Теория волочения. Изд. 2-е. М.: Металлургия, 1971, 448 с.
7. Хаяк Г.С. Волочение проволоки из цветных металлов и сплавов. М.: Металлургия, 1967, 151 с.
8. Ландихов А.Д. Производство труб, прутков и профилей из цветных металлов и сплавов. М.: Металлургия, 1971, 448 с.
9. Брыскин Б.Д., Несговоров В.В., Шегай А.А. и др. Цветные металлы №5, 1970. С.78-79.
10. Контактное трение в процессах обработки металлов давлением / А.Н.Леванов, В.Л.Колмогоров, С.П.Буркин и др. М.: Металлургия, 1976, 416 с.
11. ГОСТ 12766.2-96 Лента из прецизионных сплавов с высоким электрическим сопротивлением. М.: Изд-во стандартов. ОКП123500, 12 3600. Группа В73.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ПОЛУЧЕНИЯ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2008 |
|
RU2383404C1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2400320C1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ПОЛОСОВЫХ ПРОФИЛЕЙ ИЗ НИХРОМА | 2008 |
|
RU2371267C1 |
| СБОРНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ В РЕЖИМЕ ГИДРОДИНАМИЧЕСКОГО ТРЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2434700C2 |
| СПОСОБ ПРОИЗВОДСТВА ПРОФИЛЕЙ ИЗ ЭЛЕКТРОТЕХНИЧЕСКИХ БРОНЗ | 2011 |
|
RU2468877C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОСЫ ИЗ НИХРОМА И ПОДОБНЫХ СПЛАВОВ | 2008 |
|
RU2385778C2 |
| Волока | 1987 |
|
SU1454533A1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ЗАГОТОВКИ ПОД ВОЛОЧЕНИЕ | 2003 |
|
RU2238160C1 |
| Способ обработки канала волоки | 1991 |
|
SU1811932A1 |
| Волока | 1989 |
|
SU1650306A1 |
Изобретение предназначено для улучшения условий подачи смазки в канал волоки, повышения стойкости волок путем изменения износа канала, ликвидации обрывности и повышения качества поверхности полос из нихрома и подобных ему малопластичных труднодеформируемых сплавов. Волока имеет волочильный канал, состоящий из входной, рабочей, калибрующей и выходной зон. Благоприятные условия поступления смазки в очаг деформации без нарушения устойчивости процесса волочения, более чем 3-кратное снижение уровня нормальных напряжений на контактной поверхности обеспечивается за счет того, что входная и рабочая зоны объединены в единую рабочую зону, рабочая зона выполнена под углом наклона к оси канала α, тангенс которого рассчитывают по формуле tgα=(Δh/2)/(0,6…0,7)lрз, где Δh - абсолютное обжатие; lрз - длина рабочей зоны, и значения tgα находятся в интервале 0,05-0,1. В местах перехода от рабочей зоны к калибрующей и от калибрующей к выходной канал имеет фаски длиной 0,075-0,15 длины калибрующей зоны, 1 з.п. ф-лы, 4 ил.
1. Твердосплавная волока для волочения полос из нихрома и подобных труднодеформируемых сплавов, имеющая волочильный канал с входной, рабочей, калибрующей и выходной зонами, отличающаяся тем, что входная и рабочая зоны объединены в единую рабочую зону, наклоненную к оси волочильного канала под углом α, тангенс которого tgα=(Δh/2)/(0,6…0,7)lрз, где Δh - абсолютное обжатие полосы, мм; lрз - длина единой рабочей зоны, мм, при этом значения tgα находятся в интервале 0,05-0,1.
2. Волока по п.1, отличающаяся тем, что на участках перехода от рабочей единой зоны к калибрующей зоне и от калибрующей зоны - к выходной волочильный канал имеет фаски длиной 0,075-0,15 длины калибрующей зоны.
| ПЕРЛИН И.Л | |||
| и др | |||
| Теория волочения, изд | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| - М.: Металлургия, 1971, с.98, рис.726 | |||
| ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ПРУТКОВ И ПРОВОЛОКИ сопод ДАВЛЕНИЕМСМАЗКОЙ | 0 |
|
SU176553A1 |
| Волока для безоправочного волочения труб | 1984 |
|
SU1207545A1 |
| US 4726211 A, 23.02.1988. | |||

