Область техники
Изобретение касается системы управления смазкой для использования либо с металлической литейной формой, либо с системой разливки. Более конкретно, это изобретение относится к системе управления смазкой, регулирующей подачу текучей среды, предпочтительно смазки, к литейной форме и литой детали во время процесса разливки, особенно до и/или после разливки металла.
Уровень техники
Металлические слитки, заготовки и другие литые детали обычно формуют посредством процесса разливки, при котором используют вертикально ориентированную литейную форму, расположенную над большой литейной ямой ниже уровня пола установки для разливки металла, хотя это изобретение можно использовать и в горизонтальных литейных формах. Нижний компонент вертикальной литейной формы образован затравкой. Когда начинается процесс разливки, затравки находятся в наиболее верхнем положении в литейных формах. В то время как расплавленный металл заливают через отверстие или полость в литейную форму и охлаждают (обычно водой), затравку медленно опускают с предварительно определенной скоростью с помощью гидравлического цилиндра или другого устройства. Когда затравка опускается, затвердевающий металл или алюминий выходит через нижнюю часть литейной формы и образует слитки, круглые заготовки или заготовки различных конфигураций, которые здесь также упоминаются как литые детали.
Хотя изобретение применяется в общем к разливке металлов, включающих в себя без ограничения алюминий, латунь, свинец, цинк, магний, медь, сталь и т.д., приведенные примеры и раскрытые предпочтительные варианты осуществления могут быть направлены на алюминий, и поэтому далее используется термин "алюминий" даже при том, что изобретение применяется к металлам более широко.
Существует множество вариантов и конструкций устройства для вертикальной разливки, на фиг.1 изображен один такой пример. На фиг.1 вертикальная разливка алюминия происходит ниже уровня высотной отметки заводского цеха в литейной яме. Непосредственно ниже пола 101а литейной ямы находится кессон 103, в котором размещена гильза 102 гидравлического цилиндра.
Как показано на фиг.1, компоненты нижнего участка обычного устройства для вертикальной разливки алюминия, показанные внутри литейной ямы 101 и кессона 103, представляют собой гильзу 102 гидравлического цилиндра, плунжер 106, корпус 105 основания, опорную пластину 107 и затравку 108 (также называемую стартовой головной частью или нижним бруском), все детали показаны на высотной отметке ниже пола 104 установки для разливки.
Корпус 105 основания прикреплен к полу 101a литейной ямы 101, ниже которого находится кессон 103. Кессон 103 ограничен боковыми стенками 103b и полом 103a.
На фиг.1 также показан обычный комплект 110 заливочного стола, и этот комплект может перемещаться, как показано, гидравлическим цилиндром 111, нажимающим на отклоняющий рычаг 110a заливочного стола так, что он поворачивается относительно точки 112 и таким образом поднимает и поворачивает основную опорную раму, как показано на фиг.1. Имеются также каретки заливочного стола, которые предоставляют возможность перемещения комплекта заливочного стола к положению разливки над литейной ямой и от нее.
На фиг.1 изображена опорная пластина 107 и затравка 108, частично опущенная в литейную яму 101 с литой деталью или слитком 113, являющимся частично сформированным. Слиток 113 находится на затравке 108, которая может содержать стартовую головную часть или нижний брусок, который обычно (но не всегда) находится на затравке 108, и это известно в технике, и поэтому нет необходимости более подробного описания или изображения. Хотя термин "затравка" используется для позиции 108, следует отметить, что по отношению к данным изделиям 108 в промышленности также используют термины "нижний брусок" и "стартовая головная часть", причем термин "нижний брусок" обычно используют, когда заливают слиток, а термин "стартовая головная часть" - когда заливают заготовку.
Хотя на фиг.1 показана только одна затравка 108 и опорная плита 107, обычно имеется несколько установленных на каждом основании затравок, которые становятся литейными заготовками, специальными литейными формами или слитками, когда затравку опускают во время процесса разливки.
Когда гидравлическую жидкость подают в гидравлический цилиндр под достаточным давлением, плунжер 106 и, следовательно, затравка 108 поднимаются до требуемого начального уровня высотной отметки для процесса разливки, который начинается, когда затравка 108 находится внутри комплекта 110 заливочного стола.
Опускание затравки 108 выполняют посредством дозированного отвода гидравлической текучей среды от цилиндра с предварительно определенной скоростью, что обеспечивает опускание плунжера 106 и, следовательно, куска основного металла с предварительно определенной и контролируемой скоростью. Литейная форма регулируемо охлаждается в течение процесса разливки, чтобы способствовать затвердеванию слитков или заготовок, причем обычно используют средство водяного охлаждения.
Известно множество литейных форм и технологий разливки, которые приспособлены к заливочным столам, и никому, в частности, не требуется сведений о практических вариантах осуществления этого изобретения, так как они известны специалистам в данной области техники.
Заливочные столы имеют любые размеры и конфигурации, потому что имеется множество литейных ям с различными установленными размерами и конфигурациями, на которых размещают заливочные столы. Поэтому потребности и технические требования для того, чтобы заливочный стол соответствовал конкретному применению, зависят от множества факторов, некоторые из которых включают в себя размеры литейной ямы, местоположение (местоположения) источников воды и практику эксплуатации ямы.
Верхняя сторона обычного заливочного стола соединена или взаимодействует с системой распределения металла. Обычный заливочный стол также соединен с литейными формами, которые он содержит.
Когда заливают металл в вертикальную литейную форму, расплавленный металл охлаждается в литейной форме и непрерывно выходит через нижний конец литейной формы по мере опускания основания куска основного металла. Выходящая заготовка, слиток или другая конфигурация должна быть достаточно затвердевшей, чтобы она поддерживала требуемую форму. Между выходящим затвердевающим металлом и проницаемой кольцевой стенкой имеется воздушный зазор. Ниже его также имеется воздушная полость между твердым металлом и нижним участком литейной формы и связанным оборудованием.
Поскольку в процессе разливки в общем используются текучие среды, содержащие смазки, обязательно имеются трубопроводы и/или сеть трубопроводов, предназначенных для подачи текучей среды в требуемые позиции вокруг полости литейной формы. Хотя термин "смазка" будет использоваться по всему этому описанию, следует понимать, что он также означает текучие среды всех типов, являются ли они смазкой или нет.
После того, как конкретная разливка завершена, как описано выше, заливочный стол обычно отклоняют вверх и удаляют от верхней части литейной ямы, как показано на фиг.1. Когда заливочный стол отклонен или повернут при отсутствии системы управления смазкой, смазка имеет тенденцию выливаться из трубопроводов и просачиваться либо в литейную яму, либо на пол оборудования разливки.
Слив смазки после выполнения разливки и перед ней в общем нежелателен из-за необходимости очистки и перспективы запуска. Необходимость очистки очевидна, а для процесса запуска затем может потребоваться снова наполнить трубопроводы смазкой или текучей средой прежде, чем могут быть отлиты следующий слиток или заготовка.
В некоторых системах известного уровня техники признается нежелательность этого слива смазки и сделана попытка решить проблему, обеспечивая каналы или другие контейнеры, чтобы захватить стекающую смазку. Это может уменьшить проблему очистки, но не относится к проблеме запуска.
Поэтому целью изобретения является предложение улучшенной системы управления смазкой/текучей средой для использования в системах разливки металла.
Краткое описание чертежей
Ниже описаны предпочтительные варианты осуществления изобретения со ссылкой на следующие чертежи.
Фиг.1 представляет вид в вертикальном разрезе обычной вертикальной литейной ямы, кессона и системы разливки металла;
фиг.2 представляет вид в перспективе одного из множества каркасов литейной формы, с которым можно использовать варианты осуществления этого изобретения;
фиг.3 представляет вид снизу каркаса литейной формы, показанного на фиг.2;
фиг.4 представляет вид снизу крышки для смазки, которую можно использовать с каркасом литейной формы, показанной на фиг.2;
фиг.5 представляет вид сверху варианта осуществления коллектора эластичного баллона, который можно использовать в комбинации с эластичным баллоном, показанным на фиг.8 и 9;
фиг.6 представляет вид в перспективе варианта осуществления коллектора эластичного баллона, показанного на фиг.5;
фиг.7 представляет узел 7 по фиг.4;
фиг.8 представляет вид сверху варианта осуществления эластичного баллона, который можно использовать в вариантах осуществления этого изобретения;
фиг.9 представляет сечение по линии 9-9 эластичного баллона, показанного на фиг.8;
фиг.10 представляет частичный вид в поперечном разрезе варианта выполнения крышки для масла на крышке каркаса литейной формы, которую можно использовать в каркасе литейной формы, с показанным здесь одним вариантом осуществления системы управления смазкой, рассмотренной в соответствии с этим изобретением;
фиг.11 представляет вид в поперечном разрезе узла альтернативного варианта осуществления системы управления смазкой, который можно использовать в выполнении на практике этого изобретения;
фиг.12 представляет вид в поперечном разрезе узла варианта осуществления системы управления смазкой, показанного на фиг.11, только в которой эластичный баллон сжат внутри смазки;
фиг.13 представляет вид в поперечном разрезе узла альтернативного варианта осуществления системы управления смазкой, который можно использовать в выполнении на практике этого изобретения, изображающий пористую пробку поперек отверстия для подачи смазки;
фиг.14 представляет вид в поперечном разрезе узла альтернативного варианта осуществления системы управления смазкой, который можно использовать в выполнении на практике этого изобретения, изображающий отдельный запорный клапан или проточный стопорный клапан в отверстии подачи смазки, который можно расположить на входе или выходе отверстия;
фиг.15 представляет вид в поперечном разрезе узла альтернативного варианта осуществления системы управления смазкой, который можно использовать в выполнении на практике этого изобретения, изображающий поворотным образом установленную пробку отверстия подачи смазки, прикрепленную к крышке для смазки или внутри ее;
фиг.16 представляет вид в поперечном разрезе узла альтернативного варианта осуществления системы управления смазкой, который можно использовать в выполнении на практике этого изобретения, изображающий эластичный баллон, объединенный с пробкой, которая предотвращает протекание смазки, когда эластичный баллон расширен; и
фиг.17 представляет вид в поперечном разрезе узла альтернативного варианта осуществления системы управления смазкой, который можно использовать в выполнении на практике этого изобретения.
Лучшие варианты выполнения изобретения и раскрытие сущности изобретения
Многие из креплений, соединений, сборок и других средств и компонентов, используемых в этом изобретении, широко известны и используются в области описанного изобретения, и их точный характер или тип не является необходимым для понимания и использования изобретения специалистами в данной области техники или науки; поэтому они не будут обсуждаться с существенными подробностями. Кроме того, различные показанные или описанные здесь компоненты для любого определенного применения этого изобретения могут варьироваться или изменяться, как допускается этим изобретением, и выполнение на практике определенного применения или варианта осуществления любого элемента уже может быть широко известно или использоваться в технике или специалистами в данной области техники или науки; поэтому они не будут описаны с существенными подробностями.
Количество элементов в формуле изобретения указано в соответствии с продолжительной практикой составления формул изобретений, а не для ограничения. Если специально не оговорено, количество не ограничено одним из таких элементов, и следует читать "по меньшей мере один".
Следует понимать, что это изобретение можно применять и использовать в связи с различными типами технологий и схем литья металла. Дополнительно следует понимать, что это изобретение можно использовать на горизонтальных или вертикальных устройствах разливки.
Литейная форма должна быть способна принимать расплавленный металл из источника расплавленного металла независимо от того, является ли он источником конкретного типа. Поэтому полости литейной формы должны быть ориентированы в текучей среде или расплавленном металле, принимая необходимое положение относительно источника расплавленного металла.
Специалистам в данной области техники очевидно, что может быть много примеров и вариантов осуществления в пределах рассмотрения этого изобретения для достижения смещающих сил и уравновешивающих сил, и для того, чтобы заставить стопорные устройства в трубопроводе смазки блокировать протекание смазки через трубопровод смазки или из него, некоторые из них приведены ниже.
Специалистам в данной области техники также очевидно, что варианты осуществления системы управления смазкой могут быть объединены с существующими системами и/или модифицированы для существующих действующих систем литья без выхода за пределы этого изобретения.
Специалистам в данной области техники также понятно, что варианты осуществления этой системы управления смазкой могут содержать пробку для смазки, помещенную внутри одного или более трубопроводов для смазки и/или рядом с одним или более трубопроводами для смазки.
В некоторых вариантах осуществления этого изобретения в один или более трубопроводов для смазки или около них можно поместить растягиваемый эластичный баллон, а в других вариантах осуществления может быть промежуточная пробка или стопор, которые прямо или косвенно перемещают или располагают так, чтобы заставить поток смазки течь или прекратить течение в зависимости от применения и смещения системы.
Специалистам в данной области техники также следует понимать, что пробка или стопорное средство для потока смазки не должно полностью перегораживать один или более трубопроводов для смазки, но вместо этого оно может быть частичной перегородкой, мембраной или конфигурацией трубопровода или пробки, которая создает капиллярное действие согласно закону Дарби, и эти способы известны специалистам в данной области техники.
Фиг.1 представляет вид в вертикальном разрезе обычной вертикальной литейной ямы, кессона и системы разливки металла и описана более подробно выше.
Фиг.2 представляет вид в перспективе одного из множества каркасов литейной формы, с которыми можно использовать варианты осуществления этого изобретения, изображающий литейную форму 130 с каркасом 132 литейной формы, полость или отверстие 131 литейной формы, крышку 134 для смазки с отверстиями 135 и боковую стенку 133.
Фиг.3 представляет вид снизу каркаса литейной формы, показанного на фиг.2, изображающий литейную форму 130, каркас 132 литейной формы, вариант размещения эластичного баллона 137 вокруг внутреннего периметра отверстия 131 литейной формы.
Фиг.4 представляет вид снизу крышки 134 для смазки, которую можно использовать с каркасом литейной формы, показанным на фиг.2, при этом показаны отверстие 131 литейной формы, каркас 138 крышки для смазки и отверстие 137 эластичного баллона для размещения эластичного баллона, показанного ниже на фиг.8 и 9. Следует отметить, что отверстие эластичного баллона в общем проходит по внутреннему периметру крышки 138 для смазки и соответственно каркаса литейной формы.
Фиг.5 представляет вид сверху варианта осуществления коллектора 160 эластичного баллона, который можно использовать в комбинации с эластичным баллоном, показанным на фиг.8 и 9, причем изображены корпус 159 коллектора, отверстие 161 для смазки, уплотнительное кольцо 162 и вкладыш 164 эластичного баллона, который вставлен в гибкий или частично гибкий эластичный баллон, подобный показанному на фиг.8 и 9, и также помогает в удерживании эластичного баллона на коллекторе 160.
Фиг.6 представляет вид в перспективе варианта осуществления коллектора эластичного баллона, показанного на фиг.5, при этом показаны корпус 159 коллектора, отверстие 161 для смазки, уплотнительное кольцо 162 и отверстие 168 вкладыша эластичного баллона. Показанный коллектор может быть, например, единственным или неединственным коллектором для конкретной литейной формы для слитков. Отверстие 161 для смазки в коллекторе 160 является отверстием, в котором линия подачи текучей среды (предпочтительно воздуха) может быть прикреплена к коллектору для подачи текучей среды во внутреннюю полость эластичного баллона.
Фиг.7 представляет узел 7 по фиг.4, изображающий каркас 138 крышки для смазки, отверстие 170 эластичного баллона и впускное отверстие 150 для текучей среды. Специалистам в данной области техники очевидно, что существует множество различных способов, которыми текучую среду можно направлять к каркасу литейной формы и/или через него, и/или в эластичный баллон в крышке 138 для смазки, все они известны в технике, и ни один не требует детального рассмотрения для выполнения варианта осуществления этого изобретения.
Фиг.8 представляет вид сверху части эластичного баллона 180, который можно использовать в вариантах осуществления этого изобретения, причем показаны первый конец 185, который можно запаять, внутренняя полость 181 и корпус 182 эластичного баллона.
Фиг.9 представляет сечение по линии 9-9 на фиг.8 эластичного баллона 180, в котором изображен корпус 182 эластичного баллона с первой стороной 182a, второй стороной 182b, третьей стороной 182c и четвертой стороной 182d. Специалистам в данной области техники очевидно, что конкретная литейная форма и конфигурация эластичного баллона могут быть выбраны из множества разнообразных форм, в которых необходима остановка потока или смазки. Последующие чертежи в качестве примеров изображают некоторые из других возможных конфигураций. Фиг.9 также изображает внутреннюю полость 181 эластичного баллона 180.
Если эластичный баллон используют как часть или как всю систему управления смазкой в варианте осуществления изобретения, он может иметь любой из множества различных размеров и быть выполнен из различных материалов. Например, один эластичный баллон, который можно использовать, можно сделать из кремния с показателем пятьдесят по твердомеру с одним или более вулканизированными концами. Эластичные баллоны могут фактически содержать в своих внутренних полостях газообразную или жидкую текучую среду любого типа, предпочтительно воздух.
Фиг.10 представляет вид в поперечном разрезе варианта осуществления крышки 170 для масла и каркас литейной формы, которые можно использовать для выполнения на практике варианта осуществления системы управления смазкой, рассматриваемой в соответствии с этим изобретением, при этом показано отверстие эластичного баллона в крышке для масла, в которое эластичный баллон 229, показанный на фиг.8, может вставляться для блокировки отверстий для подачи смазки. Эластичный баллон 229 подобен эластичному баллону, показанному на фиг.8 и 9, и имеет внутреннюю полость 231, принимающую воздух от источника, за счет чего происходит расширение баллона в направлении стрелки 230. Расширение эластичного баллона 229 заставляет и его внешнюю поверхность расширяться над выпускным отверстием 205 для смазки.
На фиг.10 изображен каркас 200 литейной формы, крышка 201 для смазки, трубопровод 203 для смазки с выходным отверстием 205 трубопровода для смазки и канал 204 смазки. Общая конфигурация заливочных столов и каркасов литейных форм специалистам в данной области техники известна и поэтому не будет описана здесь подробно.
Отверстие 205 для смазки является одним из многих, которые окружают полость или отверстие литейной формы и образуют выход, через который обеспечивается смазка.
Следует отметить, что имеется множество аспектов в пределах рассмотрения этого изобретения, которые можно использовать для системы управления смазкой, только часть из которых будет показана на чертежах, описанных ниже. Кроме того, внутренняя полость эластичного баллона может быть соединена с источником сжатого газа, предпочтительно воздуха, который можно использовать для расширения эластичного баллона, чтобы управлять потоком смазки, причем все они известны в технике, и их более подробное описание здесь не требуется.
Системы подачи масла или смазки, с которыми можно использовать варианты осуществления этой системы управления смазкой, также известны специалистам в данной области техники и поэтому не будут подробно описаны.
Фиг.11 представляет вид в поперечном разрезе узла альтернативного варианта осуществления системы управления смазкой, которую можно использовать для выполнения на практике этого изобретения, при этом показаны каркас 200 литейной формы, крышка 201 для смазки, трубопровод 203 для смазки с выходным отверстием 205 трубопровода для смазки и канал 204 распространения смазки. Фиг.11 изображает эластичный баллон 210, растянутый внутри трубопровода 203 для смазки и сформированный таким образом, чтобы предотвращать протекание смазки через канал 204 распространения смазки, когда он расширен, но пропускать поток смазки, когда эластичный баллон 210 сжат, как показано на фиг.12.
Фиг.12 представляет вид в поперечном разрезе узла в варианте осуществления системы управления смазкой, показанном на фиг.11, только в котором эластичный баллон 210 сжат. Эластичный баллон 210 можно растягивать и сжимать любым из множества различных способов, включающих в себя введение воздуха под давлением при достаточном давлении во внутренней полости эластичного баллона 210, чтобы вызвать расширение корпуса эластичного баллона. Когда он расширен, эластичный баллон блокирует протекание смазки через отверстия подачи смазки, а когда сжат, он не предотвращает протекание. На фиг.12 изображены каркас 200 литейной формы, крышка 201 для смазки, трубопровод 203 для смазки с выходным отверстием 205 трубопровода для смазки и канал 204 распространения смазки.
На фиг.13 представлен вид в поперечном разрезе узла альтернативного варианта осуществления системы управления смазкой, который можно использовать при осуществлении на практике изобретения, изображающий пористую мембрану 212 или перегородку, расположенную поперек трубопровода для смазки. Можно выбрать определенный тип конструкции мембраны на основании типа смазки, давления подачи и других параметров. Фиг.13 также изображает каркас 200 литейной формы, крышку 201 для смазки, трубопровод 203 для смазки с выходным отверстием 205 трубопровода для смазки и канал 204 распространения смазки.
Фиг.14 представляет вид в поперечном разрезе узла альтернативного варианта осуществления системы управления смазкой, который можно использовать при осуществлении на практике изобретения, изображающий отдельный стопорный клапан или проточный стопорный клапан в выходном отверстии для смазки. Запорные клапаны в общем известны, и можно использовать любой из множества различных типов клапанов, причем предпочтительным типом в этом случае является клапан, активизируемый давлением. Клапан 213 или пробку активизируют и перемещают в направлении стрелки 214, когда набрано достаточное давление смазки, чтобы преодолеть смещение клапана 213.
Фиг.14 также изображает каркас 200 литейной формы, крышку 201 для смазки, трубопровод 203 для смазки с выходным отверстием 205 трубопровода для смазки и канал 204 распространения смазки.
Фиг.15 представляет вид в поперечном разрезе узла альтернативного варианта осуществления системы управления смазкой, который можно использовать при осуществлении на практике изобретения, изображающий выполненную с возможностью поворота пробку 222 для подачи смазки, прикрепленную к крышке 201 для масла или смазки или внутри нее. Этот тип пробки 222 для подачи смазки можно прикрепить с подмагничиванием в закрытом положении так, что давление смазки должно преодолевать подмагничивание, чтобы выходить из выпускного отверстия для смазки. Следует также отметить, что поворотную пробку 222 можно использовать в комбинации с эластичным баллоном показанного на фиг.10 типа так, что наполнение или расширение эластичного баллона вынуждает пробку 222 закрывать или блокировать протекание смазки через канал 204 распространения смазки.
На фиг.15 также изображен каркас 200 литейной формы, крышка 201 для смазки, трубопровод 203 для смазки с выходным отверстием 205 трубопровода для смазки и канал 204 распространения смазки.
Фиг.16 представляет вид в поперечном разрезе узла альтернативного варианта осуществления системы управления смазкой, который можно использовать при осуществлении на практике изобретения, изображающий эластичный баллон, объединенный с пробкой, которая предотвращает протекание смазки, когда эластичный баллон расширен. На фиг.16 также изображен каркас 200 литейной формы, крышка 201 для смазки, трубопровод 203 для смазки с выходным отверстием 205 трубопровода для смазки и канал 204 распространения смазки.
Следует отметить, что варианты осуществления этого изобретения могут быть различными, например, может быть предусмотрена система, которая смещается или задается по умолчанию для условий открывания или закрывания отверстия для подачи смазки. Например, в варианте осуществления, показанном на фиг.16, при нормальном состоянии или состоянии по умолчанию эластичного баллона он может быть либо расширен, либо сжат и соединен с пробкой 216 или крышкой, установленной так, чтобы либо пропускать, либо предотвращать протекание. Если выбрано закрытое состояние по умолчанию, эластичный баллон 219 находится в таком состоянии, чтобы поддерживать пробку 216 над выходным отверстием 205 канала подачи смазки, таким образом предотвращая протекание смазки. В этом варианте осуществления, когда начинается процесс разливки, система активизируется, чтобы заставить пробку 216 перемещаться от выходного отверстия 205, то есть это обычно закрытый вариант осуществления. Специалистам в данной области техники понятно, что обычно открытый вариант осуществления также можно использовать в пределах рассмотрения этого изобретения.
Перегородка 221, показанная на фиг.17, может иметь отверстия капиллярного типа, которые используют поверхностное натяжение смазки для предотвращения протекания через капиллярные отверстия до тех пор, пока поверхностные натяжения не будут преодолены за счет давления смазки.
На фиг.17 представлен вид в поперечном разрезе узла альтернативного варианта осуществления системы управления смазкой, который можно использовать при осуществлении на практике этого изобретения, изображающий используемую перегородку с отверстиями для потока, причем отверстия для потока имеют такой размер, чтобы предотвращать протекание смазки, когда присутствует недостаточное давление, но пропускать поток смазки, когда давление смазки поднимается до предварительно определенного уровня.
На фиг.17 также показан каркас 200 литейной формы, крышка 201 для смазки, трубопровод 203 для смазки с выходным отверстием 205 трубопровода для смазки и канал 204 распространения смазки.
При пуске на заливочном столе или литейной форме смазку предпочтительно вводят в трубопровод для смазки и в то же время распределяют вокруг области полости литейной формы. Затем, когда начинают процесс разливки, смазка по существу равномерно распределяется вокруг полости литейной формы, и осуществляется по существу равномерное введение смазки в литейную форму.
Специалистам в данной области техники понятно, что имеется множество вариантов осуществления для заявленного изобретения и различных элементов и компонентов, которые можно использовать, причем все находится в пределах объема этого изобретения.
Один вариант осуществления изобретения, например, является системой управления смазкой для использования с литейной формой для разливки металла, содержащей трубопровод для смазки, обеспечивающий подачу потока смазки от, по меньшей мере, одного впускного отверстия для смазки к, по меньшей мере, одному выходному отверстию для смазки и распределение смазки вокруг полости литейной формы; и по меньшей мере, одну пробку трубопровода для смазки, обеспечивающую предотвращение протекания смазки через выходное отверстие для смазки после возникновения предварительно определенного состояния. В дополнительных вариантах осуществления пробка для смазки может быть запорным клапаном, помещенным внутри трубопровода для смазки; пробка для смазки может быть растягиваемым эластичным баллоном, размещенным так, чтобы закупоривать выходное отверстие для смазки, когда он расширен, и пропускать поток через выходное отверстие для смазки, когда он сжат; пробку для смазки можно помещать в обычном положении внутри трубопровода для смазки; и/или пробку для смазки можно обычно помещать рядом с трубопроводом для смазки.
В другом варианте осуществления предусмотрена система управления смазкой для использования с заливочным столом для разливки металла, содержащая трубопровод для смазки, обеспечивающий подачу потока смазки от, по меньшей мере, одного впускного отверстия для смазки к выходным отверстиям для смазки и распределение смазки вокруг полости литейной формы; и стопорные средства для потока смазки, расположенные около выходных отверстий для смазки, для предотвращения протекания смазки назад через выходные отверстия для смазки после возникновения предварительно определенного состояния. Дополнительные варианты осуществления могут быть такими, в которых стопорное средство для потока смазки расположено у выпускного отверстия для смазки; трубопровод для смазки выполнен как одно целое с литейной формой для разливки; предварительно определенное состояние достигается в результате завершения разливки; предварительно определенное состояние достигается в результате перемещения литейной формы, связанной с системой управления смазкой; и/или дополнительно, в котором предварительно определенное состояние достигается, чтобы облегчить перемещение литейной формы, связанной с системой управления смазкой.
В описанном выше варианте осуществления изобретения система управления смазкой может дополнительно содержать множество выходных отверстий для смазки и соответствующую пробку трубопровода для смазки; и еще в одном дополнительном варианте осуществления пробка трубопровода для смазки может быть растягиваемым эластичным баллоном, помещенным для закупоривания множества выходных отверстий для смазки, когда он расширен, и пропускания потока через выходное отверстие для смазки, когда он сжат.
В другом варианте осуществления изобретения предложена литейная форма для металла, причем литейная форма в общем содержит каркас литейной формы с отверстием литейной формы для приема расплавленного металла; систему управления смазкой, выполненную как одно целое с каркасом литейной формы, при этом система управления смазкой содержит трубопровод для смазки, обеспечивающий подачу потока смазки от впускного отверстия для смазки к выходным отверстиям для смазки вокруг полости литейной формы; и пробку трубопровода для смазки, размещенную для предотвращения протекания смазки через выходное отверстие для смазки после возникновения предварительно определенного состояния.
В варианте осуществления способа по изобретению предложен способ управления смазкой в литейной форме для разливки металла, в котором готовят литейную форму для разливки металла, имеющую полость, причем литейная форма для разливки металла содержит множество трубопроводов для смазки, обеспечивающих подачу потока смазки от множества впускных отверстий для смазки к множеству выходных отверстий для смазки, размещенных вокруг полости литейной формы; при этом предусмотрено, по меньшей мере, по одной пробке для каждого из множества выходных отверстий для смазки, которые обеспечивают предотвращение протекания смазки через множество выходных отверстий для смазки после возникновения предварительно определенного состояния; причем пробки активизируют для блокировки потока смазки через множество выходных отверстий для смазки.
В соответствии с требованиями изобретение было описано языком, более или менее определенным в отношении конструктивных и прочих признаков. Однако следует понимать, что изобретение не ограничено определенными показанными и описанными признаками, так как раскрытые здесь средства содержат предпочтительные формы осуществления изобретения. Поэтому изобретение, заявляемое в любой из его форм или модификаций в пределах надлежащего объема прилагаемой формулы изобретения, соответственно интерпретируется в соответствии с принципом эквивалентов.
Изобретение относится к области литейного производства и может быть использовано при полунепрерывной разливке металла. Система содержит трубопровод для смазки, обеспечивающий подачу потока смазки и распределение смазки вокруг полости литейной формы, и пробку трубопровода для смазки, обеспечивающую предотвращение протекания смазки через выходное отверстие трубопровода. Система может быть выполнена как одно целое с каркасом литейной формы. Достигается уменьшение утечек смазки из трубопровода. 4 н. и 8 з.п. ф-лы, 17 ил.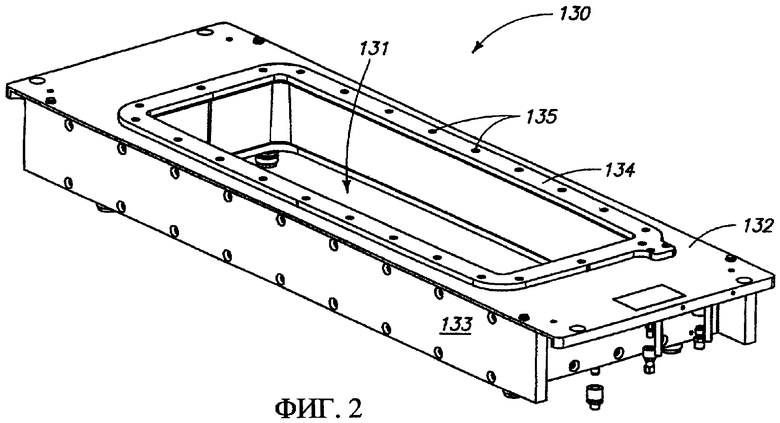
1. Система управления смазкой литейной формы для разливки металла, характеризующаяся тем, что она содержит трубопровод для смазки, обеспечивающий подачу потока смазки от, по меньшей мере, одного впускного отверстия для смазки к, по меньшей мере, одному выходному отверстию для смазки и распределение смазки вокруг полости литейной формы, и, по меньшей мере, одну пробку трубопровода для смазки, обеспечивающую предотвращение протекания смазки через выходное отверстие при повороте или отклонении заливочного стола после окончания разливки.
2. Система по п.1, в которой пробка выполнена в виде запорного клапана, помещенного внутри трубопровода для смазки.
3. Система по п.1, в которой пробка выполнена в виде растягиваемого эластичного баллона, обеспечивающего закупоривание выходного отверстия для смазки, когда он расширен, и пропускание потока через выходное отверстие для смазки, когда он сжат.
4. Система по п.3, в которой пробка размещена внутри трубопровода для смазки.
5. Система по п.1, в которой пробка размещена рядом с трубопроводом для смазки.
6. Система по п.1, в которой предусмотрено множество выходных отверстий для смазки и соответствующих пробок трубопровода для смазки.
7. Система по п.1, в которой предусмотрено множество выходных отверстий для смазки, при этом пробка представляет собой растягиваемый эластичный баллон, обеспечивающий закупоривание множества выходных отверстий для смазки, когда он расширен, и пропускание потока смазки через выходные отверстия для смазки, когда он сжат.
8. Система управления смазкой заливочного стола для разливки металла, характеризующаяся тем, что она содержит трубопровод для смазки, обеспечивающий подачу потока смазки от, по меньшей мере, одного впускного отверстия для смазки к выходным отверстиям для смазки и распределение смазки вокруг полости литейной формы, и стопорные средства для потока смазки, расположенные около выходных отверстий для смазки для предотвращения протекания смазки назад через выходные отверстия при повороте или отклонении заливочного стола после окончания разливки.
9. Система по п.8, в которой стопорные средства для потока смазки расположены у выходных отверстий для смазки.
10. Система по п.8, в которой трубопровод для смазки выполнен как одно целое с литейной формой для разливки.
11. Литейная форма для металла, характеризующаяся тем, что она содержит каркас литейной формы с отверстием литейной формы для приема расплавленного металла, систему управления смазкой, выполненную как одно целое с каркасом литейной формы, причем система управления смазкой содержит трубопровод для смазки, обеспечивающий подачу потока смазки от, по меньшей мере, одного впускного отверстия для смазки к выходным отверстиям для смазки и распределение смазки вокруг полости литейной формы, и, по меньшей мере, одну пробку трубопровода для смазки, обеспечивающую предотвращение протекания смазки через выходное отверстие для смазки при повороте или отклонении заливочного стола после окончания разливки.
12. Способ управления подачей смазки в литейную форму для разливки металла, включающий подготовку литейной формы для разливки металла, имеющей полость и содержащей по меньшей мере один трубопровод для смазки, посредствам которого осуществляют подачу потока смазки от, по меньшей мере, одного впускного отверстия для смазки к выходным отверстиям для смазки и распределение смазки вокруг полости литейной формы, причем предусматривают по меньшей мере одну пробку трубопровода для каждого из множества выходных отверстий для смазки, при этом для обеспечения предотвращения протекания смазки через множество выходных отверстий при повороте или отклонении заливочного стола после окончания разливки блокируют поток смазки через множество выходных отверстий путем приведения в действие пробок трубопровода.
| US 3448788 А, 10.06.1969 | |||
| US 3446267 А, 16.06.1966 | |||
| Устройство для смазки кристаллизатора машины непрерывного литья заготовок | 1976 |
|
SU569376A1 |
| Устройство для непрерывного или полунепрерывного литья металлических заготовок | 1989 |
|
SU1836182A3 |
| US 3814166 A, 04.06.1974. | |||

