Ссылка на родственную заявку
Данная заявка не претендует на приоритет никакой другой заявки.
Область техники, к которой относится изобретение
Данное изобретение относится к системе для литья расплавленного металла формы для использования при литье железных и нежелезных отливок. В частности, данное изобретение предлагает охлаждающую систему, в которой по существу сохраняется приблизительно одинаковый расход через входные отверстия или дроссели для хладагента при одновременном уменьшении переноса тепла или охлаждения на выборочных частях поверхности отливки, за счет чего уменьшается торцевое коробление и/или любые другие нежелательные эффекты, возникающие во время литья отливок и металлов.
Уровень техники
Металлические заготовки, бруски и другие литейные детали обычно формируют в процессах литья, в которых используется вертикально ориентированная литейная форма, расположенная над большой литейной ямой ниже уровня пола установки для литья металла, хотя данное изобретение можно также использовать в горизонтальных литейных формах. Нижний компонент вертикальной литейной формы является начальным блоком (затравкой). Когда начинается процесс литья, начальные блоки находятся в своем самом верхнем положении и в литейных формах. При заливке металла в отверстие или полость литейной формы и охлаждении (обычно водой) начальный блок медленно опускается с заданной скоростью с помощью гидравлического цилиндра или другого устройства. При опускании начального блока затвердевший металл или алюминий проходит через основание литейной формы и формируются слитки, круг или заготовки с различной геометрией, которые в данном случае можно также называть отливками.
Хотя изобретение применимо в целом к литью металлов, включая, не в качестве ограничений, алюминий, латунь, свинец, цинк, магний, медь, сталь и так далее, приводимые примеры и раскрытый предпочтительный вариант выполнения можно применять для алюминия, и поэтому понятие алюминий используется для облегчения во всем описании, хотя изобретение относится в более общем случае к различным металлам. Этот тип литья, в котором текучая среда (газ или жидкость) воздействуют непосредственно на появляющуюся отливку, обычно называется бесслитковым литьем или литьем с непосредственным охлаждением.
Хотя имеются варианты выполнения вертикальной литейной системы, на Фиг.1 показан только один пример. Как показано на Фиг.1, вертикальное литье алюминия обычно происходит ниже уровня пола цеха в литейной яме. Непосредственно под днищем 101а литейной ямы находится кессон 103, в котором расположен цилиндрический стакан 102 гидравлического цилиндра.
Как показано на Фиг.1, компоненты нижней части типичного устройства для вертикального литья алюминия, показанные внутри литейной ямы 101 и кессона 103, являются стаканом 102 гидравлического цилиндра, толкателем 106, установочным базовым корпусом 105, столом 107 и основанием 108 начального блока (называемым также начальной головкой, затравкой или нижним блоком), показанные все в вертикальной проекции под полом 104 литейного цеха.
Установочный базовый корпус 105 установлен на днище 101а литейной ямы 101, ниже которого расположен кессон 103. Кессон 103 ограничен боковыми стенками 103b и своим днищем 103а.
Типичный узел 110 стола литейной формы, также показанный на Фиг.1, выполнен с возможностью наклона с помощью гидравлического цилиндра 111, толкающего рычаг 110а наклона стола литейной формы, так что он поворачивается вокруг точки 112 и за счет этого поднимает и поворачивает узел главной литейной рамы, как показано на Фиг.1. Имеются также каретки стола литейной формы, которые позволяют перемещать узел стола литейной формы в положение литья и из него над литейной ямой.
На Фиг.1 дополнительно показан стол 107 и основание 108 начального блока, частично опущенные в литейную яму 101 с частично сформированной заготовкой или отливкой 113. Отливка 113 находится на основании 108 начального блока, которое может включать начальную головку или нижний блок, который обычно (но не всегда) установлен на основании 108 начального блока, при этом все они известны из уровня техники и не требуют подробного изображения или описания. Хотя для элемента 108 используется понятие начальный блок, следует отметить, что понятия нижний блок и начальная головка также используются в промышленности для обозначения элемента 108, при этом понятие нижний блок обычно используется при отливке заготовки, а начальная головка - при отливке бруска.
Хотя основание 108 начального блока на Фиг.1 включает лишь один начальный блок 108 и пьедестал 105, на каждом основании начального блока, обычно их устанавливается несколько, и они одновременно используются для отливки брусков, специальных форм или заготовок при опускании начального блока во время процесса литья, как показано на других фигурах и известно из уровня техники.
Когда гидравлическая жидкость вводится в гидравлический цилиндр с достаточным давлением, толкатель 106 и, следовательно, начальный блок 108 поднимаются до желаемого уровня подъема для процесса литья, который достигается, когда начальные блоки находятся внутри узла 110 стола литейной формы.
Опускание начального блока 108 осуществляется посредством выпуска гидравлической жидкости из цилиндра с заданной скоростью, за счет чего опускается толкатель 106 и, следовательно, начальный блок с заданной и управляемой скоростью. Литейная форма контролируемо охлаждается во время процесса для затвердевания появляющихся брусков или заготовок, обычно с использованием средств водяного охлаждения.
Имеются различные литейные формы и технологии литья, которые предусматривают использование литейных столов и известны для специалистов в данной области техники, и ни одна из них специально не требуется для реализации различных вариантов данного изобретения.
Литейные столы имеют различные размеры и конфигурации в соответствии с многочисленными имеющими различные размеры и конфигурации литейными ямами, над которыми располагаются литейные столы. Поэтому требования к литейным столам для соответствия частному применению зависят от многих факторов, некоторые из которых включают размеры литейной ямы, места расположения источников воды и особенности работы литейной ямы.
Верхняя сторона типичного литейного стола соединена или взаимодействует с системой распределения металла. Обычный литейный стол также соединен с литейными формами, которые размещены в нем.
Когда металл разливается с использованием вертикальной литейной формы непрерывного литья, то расплавленный металл охлаждается в литейной форме и непрерывно появляется из нижнего конца литейной формы при опускании основания начального блока. Появляющаяся заготовка, брусок или другая конфигурация должна быть в достаточной степени затвердевшей, для того чтобы сохранять желаемую форму. Между появляющимся затвердевшим металлом и проницаемой кольцевой стенкой обычно имеется воздушный зазор. Под ним имеется также литейная воздушная полость между опускающимся затвердевшим металлом и нижней частью литейной формы и соответствующим оборудованием.
Поскольку в процессах литья обычно используются текучие среды, включая смазочные материалы, то имеются каналы и/или трубки, предназначенные для подачи текучей среды в желаемые места вокруг полости литейной формы. Хотя во всем данном описании будет использоваться понятие «смазочный материал», понятно, что это также означает текучие среды всех типов, смазывающих или нет, и могут включать также проводящие составы.
Работа внутри и вокруг литейной ямы и расплавленного металла может быть потенциально опасной и желательно непрерывно находить пути для повышения безопасности и минимизации опасности или возможности несчастных случаев, которым подвергаются операторы оборудования.
«Торцевые коробления» являются известным и нежелательным явлением, возникающим во время литья некоторых металлов и/или отливке некоторых форм, и оно обычно вызывается сжатием некоторых частей отливаемых деталей относительно других частей. Чрезмерное торцевое коробление может приводить к выбросам или выплескиваниям расплавленного металла во время процесса формования, что требует немедленной остановки литья. При литье различных форм и заготовок, в частности, из металлических сплавов, которые имеют более низкую теплопроводность, тенденция к проявлению торцевого коробления проявляется более часто и более сильно. Например, каждый сплав имеет специфическую область перехода от ликвидуса к солидусу и различную теплопроводность. Некоторые из сплавов, такие как сплавы, имеющие более высокое содержание магния, имеют также малые теплопроводности. В результате, достаточно сложно создавать равномерный барьер водяного пара или пленочный барьер. Центр этих слитков имеет тенденцию к более раннему пузырьковому кипению, чем остальной слиток, что нежелательно.
Желательно удерживать более высокую температуру металла в центральных частях поверхности отливаемого слитка для уменьшения температурных градиентов и уменьшения степени и/или величины торцевого коробления.
Предпринимались многочисленные попытки уменьшить степень и/или величину торцевых короблений. Однако заявителю не известны такие попытки или решения, при которых сохраняют относительно постоянный расход через различные изменяемые выходные отверстия для хладагента. Например, одно решение имело целью увеличение охлаждения в четвертных частях отливки за счет увеличения поперечного сечения дроссельных и распылительных отверстий с целью увеличения охлаждения в этих зонах для уменьшения градиента между этими зонами и центральными частями поверхности. Увеличение потока через более крупные отверстия только в четвертных частях может приводить к другим нежелательным эффектам.
Процессы литья и охлаждения оставляют следы, которые специалисты в данной области техники называют «паровыми пятнами», которые проявляются в виде рельефа или выступов на наружной поверхности отливки после литья, и чем выше паровое пятно в любой данной части отливки, такой как четвертная часть или центральная часть поверхности, от низа отливки, тем дольше эта часть оставалась при высокой температуре. Поэтому при литье слитков, в качестве одного примера, желательно иметь рельеф паровых пятен, в котором паровые пятна выше в центральных частях поверхности (фрагментарных частях) отливки, чем в направлении концов или в так называемых четвертных частях. При литье других форм может быть желательным иметь одно паровое пятно в положении первой части поверхности, а второе паровое пятно - в положении второй части поверхности. В действительности могут быть желательными несколько различных рельефов или высот паровых пятен для конкретной отливки, и данное изобретение обеспечивает возможность выполнения этого.
Согласно одному аспекту данного изобретения целью изобретения является создание улучшенной системы охлаждения для отливок определенной формы или определенных составов металла или сплава. Как прототип рассматривается решение RU 2152287.
Целью некоторых вариантов выполнения данного изобретения является создание системы охлаждения, которая оставляет паровое пятно, которое больше по величине, или проходит выше в центральных частях поверхности отливке, чем в концевых или в четвертных частях.
Целью некоторых вариантов выполнения данного изобретения является создание системы охлаждения и литья, которая уменьшает торцевое коробление, даже для металлических сплавов с относительно низкой теплопроводностью.
Краткое описание чертежей
Ниже приводится описание вариантов выполнения изобретения со ссылками на прилагаемые чертежи, на которых изображено:
Фиг.1 - в вертикальной проекции: вертикальная литейная яма, кессон и устройство для литья металла, в котором можно использовать изобретение;
Фиг.2 - пример корпуса литейной формы с полостью литейной формы, в изометрической проекции на виде сверху;
Фиг.3 - пример корпуса литейной формы с полостью литейной формы, показанной на Фиг.2, на виде снизу;
Фиг.4 - часть корпуса литейной формы с двумя расположенными на нем комплектами выходных отверстий для хладагента, в изометрической проекции;
Фиг.5 - частичный разрез части литейной формы, согласно уровню техники, по патенту США № 5582230, иллюстрирующий два выходных отверстия для подачи хладагента к отливке;
Фиг.6 - частичный разрез части литейной формы, иллюстрирующий используемый в ней вариант выполнения изобретения;
Фиг.7 - частичный разрез части литейной формы, иллюстрирующий подгонку существующего выходного отверстия для хладагента посредством высверливания выходного конца отверстия с целью увеличения его диаметра на его выходном конце;
Фиг.8 - разрез отливки в изложнице и ее одна четвертых частей на опорной платформе, на виде сверху;
Фиг.9 - частичный разрез отливки в виде заготовки, иллюстрирующий вариант выполнения данного изобретения;
Фиг.10 - частичный разрез, иллюстрирующий паровые пятна и торцевое коробление на отливке заготовки, в вертикальной проекции;
Фиг.11 - другой вариант выполнения данного изобретения, в вертикальной проекции;
Фиг.12 -вариант выполнения данного изобретения, в вертикальной проекции;
Фиг.13 - разрез выходного отверстия для хладагента, которое можно использовать в одном варианте выполнения данного изобретения;
Фиг.14 - разрез выходного отверстия для хладагента, которое можно использовать в вариантах выполнения данного изобретения;
Фиг.15 - разрез выходного отверстия для хладагента, которое можно использовать в вариантах выполнения данного изобретения;
Фиг.16 - разрез выходного отверстия для хладагента, которое можно использовать в вариантах выполнения данного изобретения;
Фиг.17 - разрез выходного отверстия для хладагента, которое можно использовать в вариантах выполнения данного изобретения;
Фиг.18 - разрез выходного отверстия для хладагента, которое можно использовать в вариантах выполнения данного изобретения;
Фиг.19 - вариант выполнения, в котором для увеличения шероховатости используют традиционную винтовую резьбу в выходных отверстиях для влияния на поток и/или скорость хладагента;
Фиг.20 - вариант выполнения, где для увеличения шероховатости используют стопоры на поверхности отверстия в выходных отверстиях для влияния на поток и/или скорость хладагента;
Фиг.21 - другой вариант выполнения изобретения, в котором используются выступы на поверхности отверстия в выходных отверстиях для влияния на поток и/или скорость хладагента;
Фиг.22 - другой вариант выполнения изобретения, где наклонные прорези расположены в корпусе у выходного конца выходного отверстия для уменьшения выходного потока хладагента и/или выходной скорости хладагента, на виде с конца;
Фиг.23 - разрез корпуса с использованием другого варианта выполнения изобретения;
Фиг.24 - разрез корпуса с использованием другого варианта выполнения изобретения;
Фиг.25 - разрез отливки в виде заготовки, иллюстрирующий один вариант выполнения данного изобретения;
Фиг.26 - разрез части отливки, иллюстрирующий один используемый в ней вариант выполнения данного изобретения;
Фиг.27 - разрез части отливки, иллюстрирующий другой используемый в ней вариант выполнения данного изобретения, в котором корпус для хладагента включает промежуточный резервуар для хладагента.
Фиг.28 - измерения паровых пятен заготовки 508×1524 из сплава 5083 (сплава с низкой теплопроводностью) после модификации скорости потока хладагента при изменении расхода воды.
Фиг.29 - измерения паровых пятен заготовок 508×1524 из сплава 5083 перед модификацией скорости потока хладагента при изменении расхода воды.
Подробное описание предпочтительных вариантов выполнения
Многие крепежные, соединительные, производственные и другие средства и компоненты, используемые в данном изобретении, широко известны и используются в указанной области техники, и их точное выполнение или тип не являются необходимыми для использования специалистами в данной области техники, поэтому их подробное описание не приводится. Кроме того, различные компоненты, показанные или описанные для любого специфического применения данного изобретения, могут изменяться или заменяться альтернативным решением в соответствии с данным изобретением и практикой специфического применения или варианта выполнения любого элемента, уже широко известного или используемого специалистами в данной области техники или науки; поэтому подробное описание каждого из них не приводится.
Неопределенные и определенные артикли, используемые в формуле изобретения, используются в соответствии с длительной практикой написания формул изобретения, и не имеют ограничительного характера. Если не указано особо, то определенные артикли и определенный артикль не ограничиваются одним таким элементом, а означают «по меньшей мере, один».
Следует отметить, что данное изобретение применимо и может использоваться с различными металлами для разных технологий и конструкций. Кроме того, следует отметить, что данное изобретение можно использовать в горизонтальных или вертикальных литейных устройствах. Поэтому литейная форма должна быть лишь способна принимать расплавленный металл из источника расплавленного металла, независимо от конкретного типа источника. Поэтому полости в литейной форме должны быть ориентированы в положении приема жидкого или расплавленного металла относительно источника расплавленного металла.
Для целей данного изобретения, при использовании понятия «выходное отверстие для хладагента», следует понимать отверстие для хладагента в элементе, называемом иногда дроссельным, распылительным отверстием и тому подобным, то есть где хладагент выходит из указанного отверстия в направлении отливки.
Для целей данного изобретения понятие «первая скорость потока хладагента» используется для указания приблизительной скорости потока или средней скорости потока через первое множество выходных отверстий для хладагента, и не означает, что скорость потока в каждом отверстии из первого множества выходных отверстий для хладагента должна быть одинаковой, но приблизительно одинаковой, относительно различий по сравнению с другими скоростями потока хладагента, такими как «вторая скорость потока хладагента». Поэтому изменения внутри «первой скорости потока хладагента», даже вне допусков для изменений этого типа, находятся внутри объема данного изобретения.
В данном изобретении понятие «вторая скорость потока хладагента» используется для указания приблизительной скорости потока или средней скорости потока через второе множество выходных отверстий для хладагента, и не требует, чтобы скорость потока в каждом отверстии из второго множества выходных отверстий была идентичной, но вместо этого была приблизительно одинаковой относительно различий по сравнению с другими скоростями потока хладагента, такими как «первая скорость потока хладагента». Поэтому внутри «второй скорости потока хладагента» могут быть изменения, даже за пределами допусков, которые входят в объем данного изобретения.
Используемые здесь понятия «первая скорость потока хладагента» и «вторая скорость потока хладагента» относятся к скорости входного потока для отверстия, предусмотренного в одной или нескольких частях. В типичной используемой в настоящее время конструкции входное отверстие или дроссель можно использовать для приема хладагента из общего резервуара или из заданного резервуара или источника хладагента, при общем давлении. Размер входного дросселя, канала или отверстия может затем определять скорость потока и другие характеристики потока хладагента через отверстие.
Используемое для целей данного изобретения понятие « четвертная часть» или «одна четвертая часть поверхности» относительно формируемой отливки означает приблизительно наружную одну четвертую или одну четвертую часть на наружных концах отливки. Например, на Фиг.8 (среди прочего) показана заготовка с четвертной частью на каждой стороне и две центральные части поверхности между четвертными частями. Для специалистов в данной области техники понятно, что хотя на чертежах показана одна форма заготовки, данное изобретение применимо к различным заготовкам различной формы и размеров. Понятие «фрагментарная часть» или «фрагментарная часть поверхности» относится к любой части общей поверхности.
Для специалистов в данной области техники также понятно, что понятия фрагментарная часть поверхности, одна четвертая часть, одна третья часть и центральная часть поверхности используются для удобства и установления границ мест для распыляющих хладагент отверстий, и пока их имеется, по меньшей мере, несколько в идентифицированной части, то они входят в объем изобретения, даже если другие выходные отверстия для хладагента не соответствуют этому критерию или характеристикам потока. Например, на Фиг.25 схематично показана одна третья часть. На следующей фигуре показана отливка, разделенная для удобства на две четвертные части и одну или две центральные части, и для специалистов в данной области техники понятно, что это представляет вариант данного изобретения.
Используемое здесь понятие «центральная часть поверхности» или «центральная часть» относительно формируемой отливки означает зону поверхности в целом или приблизительно между четвертными частями отливки, которая расположена центрально. В качестве примера, но не в целях установки точных границ, на Фиг.8 (среди прочего) показаны две четвертные части и две центральные части поверхности. Две центральные части поверхности можно также называть просто центральной частью.
Когда в данном изобретении используется понятие «выход в направлении» для хладагента, выходящего в направлении отливки с конкретным расходом или скоростью, то расход или скорость предпочтительно измеряют или вычисляют непосредственно или вблизи выхода отверстия. Кроме того, выход в направлении может означать выход под любым углом, если хладагент выходит или направляется на отливку, или же другая жидкость или хладагент направляются на отливку.
Когда в данном изобретении используются понятия первый выходящий хладагент и второй выходящий хладагент, то они относятся к хладагенту, поступающему из первого и второго множества отверстий, а не к хладагенту различного типа или из другого источника.
Когда приводится описание охлаждающего каркаса как расположенного «вокруг периферии» или «вокруг периметра» полости литейной формы, то это следует понимать в целом как вокруг периферии или периметра, но не обязательно с полным окружением или вокруг всей периферии или периметра.
Используемое здесь понятие «равномерная внутренняя поверхность отверстия» относительно некоторых вариантов выполнения изобретения означает внутреннюю поверхность выходных отверстий, которые имеет неизменный диаметр, текстуру поверхности и/или геометрию. Изменение такой поверхности может включать, например: использование сверла для выполнения большего диаметра у или вблизи выходного конца отверстия, что при предположении приблизительно одинакового расхода приводит к уменьшению скорости выпускаемого хладагента; использование метчика для создания резьбы с целью изменения, затухания или оказания влияния на поток хладагента (что может уменьшать действительное количество выпускаемого хладагента и/или уменьшать скорость выпускаемого потока хладагента), и/или стопоров или выступов на внутренней поверхности.
В некоторых вариантах выполнения изобретения выходное отверстие для хладагента может содержать дроссель или только входное отверстие или раскрывающее отверстие, или же в комбинацию с так называемым распылительным отверстием. Распылительное отверстие может быть частью выходного отверстия для хладагента, канала или отверстия, используемой для изменения характеристик потока хладагента, а дроссель может быть (но не обязательно) частью, используемой для изменения расхода. В качестве альтернативного решения дроссель и распылительное отверстие могут быть выполнены как единое целое. Для специалистов в данной области техники понятно, что можно назвать дроссель распылительным отверстием, или изменять характеристики потока в дросселе.
Один пример или вариант выполнения изобретения с использованием распылительного отверстия в комбинации с дросселем для изменения характеристик потока состоит в применении дросселю приблизительно той же площади поперечного сечения для обеспечения относительно равномерного потока хладагента через каждое отверстие для хладагента в дросселе в комбинации с распылительным отверстием, прикрепленным к нему. В этом случае можно изменять внутреннюю конфигурацию распылительного отверстия любым способом (увеличение поперечного сечения, увеличение диаметра, стопоры, выступы и так далее) для уменьшения скорости потока, или объема, или расхода, что, в свою очередь, уменьшает перенос тепла на выпускаемый хладагент в желаемой зоне, такой как центральная часть поверхности.
В одном варианте выполнения изобретения предусмотрено увеличение площади поперечного сечения в части распылительного отверстия или выходного отверстия для хладагента для выполнения ее больше площади поперечного сечения дроссельной части выходного отверстия для хладагента. Это приводит к выпусканию хладагента в направлении отливки с меньшей скоростью. Эти изменения можно выполнять на выходных отверстиях для подачи хладагента к центральным частям поверхности отливки, для уменьшения переноса тепла, происходящего у этой части отливки, что, в частности, для металлов с более низкой теплопроводностью приводит к меньшему торцевому короблению.
В другом варианте выполнения изобретения часть хладагента, проходящая через выходное отверстие для хладагента (в дроссельной части, части распылительного отверстия или в интегральной комбинации) можно отклонять для уменьшения объема проходящего потока и/или скорости потока хладагента, за счет чего уменьшается перенос тепла, происходящий у этой части отливки.
Для специалистов в данной области техники понятно, что уменьшение охлаждения центральной части поверхности отливки во многих металлических сплавах приводит к более высоким паровым пятнам в центральной части поверхности отливки вследствие более высоких результирующих температур в центральной части поверхности. Для специалистов в данной области техники также понятно, что наличие профиля с более высокими паровыми пятнами в центральной части поверхности отливки приводит в целом к уменьшению торцевого коробления.
Раскрываемое здесь изобретение можно применять ко многим отливкам или отливкам, формируемым из металлов различных типов и составов. Изобретение можно также использовать в специальных желаемых местах так называемых фасонных отливок, которые могут по существу включать отливку любой формы, литейный и охлаждающий каркас. Желаемые результаты или улучшения были получены на практике при литье металлических сплавов, которые имеют низкую теплопроводность (таких как сплав, известный как сплав 5083, алюминиевый сплав с низкой теплопроводностью). При непрерывном литье с использованием способов непосредственного охлаждения желательно иметь более равномерную температуру по всей отливке в противоположность наличию более высоких или неприемлемых градиентов температуры. Более высокие температурные градиенты имеют тенденцию к вызыванию изменения желаемой формы сформированной отливки за счет расширений и усадки.
В более существенных или экстремальных случаях недопустимого торцевого коробления или геометрических искажений стороны отливки могут достаточно сжиматься или перемещаться внутрь от периметра литейной формы, что позволяет расплавленному металлу уходить, просачиваться или прорываться через образующийся зазор. Это можно назвать просачиванием расплавленного металла, что создает недопустимое и потенциально опасное состояние внутри литейной формы и литейной ямы, требующее остановки процесса литья. Результирующие потери в производстве и времени работы могут быть значительными.
Металлические сплавы, имеющие более высокую теплопроводность, лучше переносят тепло внутри для удерживания более равномерного распределения температуры и более или менее резких недопустимых градиентов температуры.
В промышленности понятие «дроссель» иногда используется для описания входного отверстия или раскрывающегося отверстия, которое имеет определенное поперечное сечение, в целом определяющее количество потока или расход хладагента через отверстие.
Для специалистов в данной области техники также понятно, что в вариантах выполнения изобретения можно использовать любой хладагент из множества возможных, при этом ни один из них не является необходимым для реализации изобретения. Предпочтительным хладагентом является вода или смесь воды и какой-нибудь газообразной или жидкой добавки. Например, в воду можно добавлять диоксид углерода для изменения характеристик охлаждения.
Описание Фиг.1 было приведено в разделе уровень техники и поэтому повторно не приводится.
На Фиг.2 показан в изометрической проекции пример выполнения каркаса 120 литейной формы для изготовления прямоугольных отливок или отливок в форме заготовок или литейных заготовок.
Показаны внешняя сторона 121 полости литейной формы и внутренняя сторона 122 полости литейной формы каркаса, и расплавленный металл обычно подается через входную полость литейной формы и выходит через выходную полость литейной формы. Хладагент обычно распыляют в выходной полости литейной формы или направляют на появляющуюся отливку. Для специалистов в данной области техники хорошо известно использование такого каркаса 120 литейной формы, и поэтому его подробное описание не приводится. Кроме того, подробное описание такого каркаса приведено в патенте США № 5582230, полное содержание которого включается в данное описание.
На Фиг.3 показан на виде снизу каркас литейной формы, показанной на Фиг.2, со стороны выходной полости каркаса 120 литейной формы. На Фиг.3 также показан внутренний периметр 124 каркаса литейной формы, задающий в целом вид формы.
На Фиг.4 показана одна из многочисленных возможных конфигураций каркаса 130 литейной формы, в которой можно использовать данное изобретение, при этом показаны первые выходные отверстия 131 для хладагента, вторые выходные отверстия 132 для хладагента, первое отверстие 133 подачи хладагента и второе отверстие 134 подачи хладагента.
На Фиг.4 показана секция или часть каркаса с непрерывным периметром для литейной формы, при этом показана конфигурация выходного отверстия для хладагента для так называемой технологии разделенного или двухструйного распыления. В этой конфигурации используются два выходных отверстия для выпускания хладагента в направлении появляющейся отливки, а именно выходные отверстия 131 и 132. Варианты выполнения данного изобретения можно использовать в первичных выходных или вторичных отверстиях 132, во вторичных выходных отверстиях или первых выходных отверстиях 131, показанных на Фиг.4.
На Фиг.5 показана иллюстрация технологии разделенной струи и при этом хладагент распыляется на появляющуюся часть отливки 141. На Фиг.5 показана часть отливки 141, литейное кольцо 142, поддерживаемое внутри каркаса 143, первое выходное отверстие 144 для хладагента и второе выходное отверстие 151 для хладагента. Хладагент, выходящий из первого выходного отверстия 144 для хладагента, приходит в контакт с появляющейся отливкой в целевой зоне 146 или около нее. Затем хладагент движется в направлении отливки 141 и смешивается с разбрызгивающимся хладагентом при выпуске дополнительного хладагента.
Для специалистов в данной области техники понятно, что хотя данное изобретение можно использовать с одним или двумя выходными отверстиями для хладагента, не имеется конкретного числа, необходимого для реализации вариантов выполнения данного изобретения. Показанные примеры и иллюстрации предназначены для целей иллюстрации и никоим образом не должны ограничивать объем изобретения.
На Фиг.5 дополнительно показаны первый резервуар 148 для хладагента, второй резервуар 149 для хладагента, которые поставляют хладагент для первого выходного отверстия 151 для хладагента и второго выходного отверстия 144 для хладагента соответственно. Имеются многочисленные общие и специальные конфигурации литейных форм для непрерывного литья, которые известны для специалистов в данной области техники, и подробное описание ни одной из них здесь не приводится, так же как ни одна из них не является необходимой для реализации данного изобретения. На Фиг.5 дополнительно показано выходное отверстие 151 для хладагента внутри каркаса 143, а также хладагент 150, выходящий из выходного отверстия 151 для хладагента.
В более типичном применении изобретения выходные отверстия 151 для хладагента, которые называются вторыми отверстиями, можно изменять, как показано более детально на Фиг.24. Однако важно отметить, что данное изобретение применимо для многочисленных различных сценариев.
На Фиг.6 показана в частичном разрезе большая площадь поперечного сечения как раз перед выходом хладагента из одного из выходных отверстий для хладагента. На Фиг.6 используются многие одинаковые позиции для обозначения элементов, повторное описание которых не приводится.
На Фиг.6 дополнительно показано выходное отверстие для хладагента, в котором имеется секция регулирования или управления потоком, которую можно назвать дроссельной частью, и вторая часть ближе к выходу, где увеличен диаметр для изменения характеристик потока. Дроссельная часть 144 выходного отверстия для хладагента имеет диаметр 153, а часть распыляющего отверстия 152 имеет диаметр 154. Выход 155 хладагента показан направленным к отливке 141.
На Фиг.7 показан частичный разрез литейной формы с изменением существующего выходного отверстия для хладагента посредством высверливания выходного конца отверстия сверлом 160. Каркас 143 имеет дроссельную часть 144 с диаметром 153, при этом показано, где часть выходного отверстия вблизи выходного или второго конца просверлена сверлом 160 для увеличения площади поперечного сечения до диаметра 154. Увеличенный диаметр приводит к увеличению площади поперечного сечения и к уменьшению скорости получаемой струи или хладагента, выходящего в направлении отливки. Это уменьшает перенос тепла в этой части отливки, к которой выпускается этот поток, за счет чего уменьшается эффективность хладагента, выпускаемого в направлении отливки.
На Фиг.8 показан разрез на виде сверху отливки 180 на опорной платформе 181, при этом с целью определенности показаны две четвертные части 182 и 183, а также две центральные части 184 и 185. Понятно, что центральные части 184 и 185 поверхности можно в качестве альтернативы называть одной центральной частью 186 поверхности.
В центральной части поверхности отливки желательно обеспечивать меньшее охлаждение или меньший перенос тепла для уменьшения торцевого коробления в определенных применениях; то есть меньшее охлаждение, чем в четвертных частях 182 и 183. Если в центральных частях 184 и 185 поддерживается более высокая температура, то меньше вероятность появления усадки во время литья, что уменьшает или минимизирует торцевое коробление.
Для специалистов в данной области техники известно, что чем сильнее паровые пятна в центральной части 184 и 185 относительно четвертных частей 182 и 183, тем выше температура во время литья за счет пленочного кипения. Предпочтительно обеспечивать более высокие паровые пятна в центральной части (частях) поверхности отливки для уменьшения торцевого коробления.
На Фиг.9 схематично показан вариант выполнения данного изобретения, в котором типичные выходные отверстия 200 и 201 для хладагента обеспечивают струи 202 и 203 хладагента в направлении отливки 204 в четвертной части 205. Выходные отверстия 206 для хладагента предназначены для направления или выпуска хладагента к центральной части 207 и обеспечения выпуска 208 и 209 хладагента к отливке. Выпускные отверстия для хладагента имеют секцию 210 меньшего диаметра и секцию 211 большего диаметра. Секцию 210 меньшего диаметра можно называть также дросселем или дроссельной частью, а секцию 211 большего диаметра можно также называть частью распылительного отверстия. Увеличение диаметра оказывает влияние на струи 208 и 209 выпускаемого хладагента и служит для уменьшения скорости потока и/или уменьшения расхода хладагента.
На Фиг.10 показан в вертикальной проекции частичный разрез, иллюстрирующий паровые пятна на отливке, а также воздействие на торцевое коробление. Величина торцевого коробления с целью иллюстрации показана, увеличена на Фиг.10.
На Фиг.10 показаны отливка 250, каркас 251 литейной формы, четвертные части 252 и 253, центральные части 254 и 255 отливки 250. Паровые пятна показаны в нижней части отливки 250, при этом паровые пятна 260 в четвертных частях расположены внутри четвертной части 252, а паровые пятна 261 - внутри четвертной части 253. Центральная часть 254 поверхности имеет паровые пятна 262, а центральная часть 255 поверхности - паровые пятна 253.
Из чертежа следует, что паровые пятна в центральных частях 254 и 255 поверхности являются более высокими, чем паровые пятна 260 и 261 в одна четвертых частях 252 и 253 соответственно. Вид паровых пятен, показанный на Фиг.10, иллюстрирует более желательный вид паровых пятен для минимизации торцевого коробления. Лишь с целью иллюстрации расстояние 270 торцевого коробления показано на Фиг.10 увеличенно для данного узора паровых пятен. В случаях, когда происходит чрезмерное торцевое коробление, отливка 250 может испытывать усадку в верхней части вблизи литейной формы, как показано в качестве примера расстоянием 271, а зазор, вызываемый этой усадкой (между литейной формой и стороной отливки), может приводить к прорыву расплавленного металла и к остановке процесса литья. Если возникает ситуация прорыва, то расплавленный металл выпускается не желаемым образом, и процесс литья необходимо останавливать.
Стрелка 272 на Фиг.10 указывает разницу по высоте паровых пятен в четвертной части 253 по сравнению с наивысшими паровыми пятнами в центральных частях 254 и 255 поверхности отливки. Вид паровых пятен, показанный на Фиг.10, указывает также, что наивысшие температуры достигаются в направлении центра отливки или заготовки по сравнению с концами или сторонами, которые находятся внутри четвертных частей 252 и 253.
На Фиг.11 показан схематично в вертикальной проекции вариант выполнения изобретения, в котором используется лишь дроссель, и в котором можно использовать внутренние конфигурации или изменения (не изображены на Фиг.11) на внутренней поверхности выходного отверстия для оказания влияния на скорость и/или поток, что, в свою очередь, влияет на перенос тепла к подаваемому хладагенту, обеспечиваемый для центральной части 300 поверхности и четвертной части 301. Перегородка или каркас 302 имеет выходные отверстия 303 для хладагента, направляющие или выпускающие хладагент на наружную поверхность отливки 299 в четвертной части 301, и выпускающие хладагент 304 через выходные отверстия 305 для хладагента на центральную часть 300 поверхности отливки 299. На Фиг.11 схематично показано окружение, в котором можно использовать некоторые варианты выполнения изобретения, без указания деталей.
На Фиг.12 показан схематично в вертикальной проекции еще один вариант выполнения изобретения, в котором охлаждающая система выполнена с возможностью уменьшения скорости хладагента, выпускаемого в направлении центральной части 300 поверхности отливки 299. На Фиг.12 показаны отливка 299, одна четвертая часть 301, центральная часть 300 поверхности, перегородка или каркас 310 и распылительное отверстие 314 (может называться также каркасом или интегральным с перегородкой каркасом). Отверстия или выходные отверстия для хладагента в каркасе 310 имеют все приблизительно одинаковые площади поперечного сечения и обеспечивают все приблизительно одинаковый расход хладагента. Выходные отверстия 312 для хладагента обеспечивают струи 313 хладагента для четвертной части 301 отливки 299. Выходные отверстия 314 для хладагента обеспечивают приблизительно одинаковый расход хладагента в распылительных отверстиях 315 в каркасе 311 и обеспечивают выпуск 316 хладагента в направлении отливки 299 в центральной части 300 поверхности.
Распылительные отверстия 315 большего диаметра (которые являются также выходными отверстиями для хладагента) обеспечивают выпуск 316 хладагента с более низкой скоростью к центральной части 300 поверхности отливки 299, чем скорости 313 выпуска хладагента. Это приводит к меньшему переносу тепла в центральной части 300 поверхности и тем самым к более высокой температуре в центральной части 300 поверхности отливки 299 во время литья. Конечным эффектом является уменьшенное торцевое коробление и более качественная отливка.
В варианте выполнения, показанном на Фиг.12, например, все площади поперечного сечения (которые могут быть, но не обязательно, круговыми) дроссельных частей 312 и 314 могут быть одинаковыми, все площади поперечного сечения (которые могут быть, но не обязательно, круговыми) распыляемых струй 313 могут быть одинаковыми и отдельно все площади поперечного сечения распылительных отверстий 315 могут быть приблизительно одинаковыми, но отличными от площади поперечного сечения дроссельных частей 312.
На Фиг.13 схематично показан разрез конфигурации выходных отверстий для хладагента, которую можно использовать в вариантах выполнения данного изобретения. На Фиг.13 показан каркас 349 с так называемой дроссельной частью 350 каркаса 349 с дроссельной частью 351 и хладагентом 355, проходящим через дроссель 351 в распылительное отверстие 354. В этом варианте выполнения часть 354 большего диаметра (выходного отверстия для хладагента) высверлена в каркасе 349 с наклонными концами 354а. Хладагент проходит через дроссельную часть 351 и в часть 354 большего диаметра, и хладагент 352 выпускается в направлении отливки (не изображена на Фиг.13). Диаметр 353 части распылительного отверстия выходного отверстия для хладагента больше диаметра дроссельной части. Больший диаметр 353 приводит к меньшей скорости, чем если бы диаметр 353 был одинаковым с диаметром дроссельной части 351.
Для специалистов в данной области техники понятно, что уменьшение скорости выхода хладагента 352 в направлении центральных частей поверхности отливки или заготовки уменьшает перенос тепла в хладагент, выпускаемый в направлении отливки в этой зоне, и за счет этого обеспечивается лучше управляемое заданное распределение температуры в отливке.
Имеются многочисленные возможные варианты изменения скорости и/или расхода хладагента, выпускаемого в направлении отливки, внутри идеи изобретения. Однако варианты выполнения данного изобретения предполагают, что расход, обеспечиваемый через дроссельную часть 351, одинаков для выходных отверстий для хладагента, которые направляют хладагент в направлении четвертных частей и центральной части (частей) поверхности отливки, для управления системой и по другим причинам.
На Фиг.14 схематично показан разрез другого варианта выполнения изобретения, в котором дроссельная часть 362 в каркасе 360 является более длинной, а выходное отверстие для хладагента расширено в зоне 365 вблизи зоны выпуска. Диаметр 363 дроссельной части 362 выходного отверстия для хладагента значительно меньше наибольшего расстояния 364 (которое может быть, но не обязательно, диаметром) поперек выходного отверстия для хладагента. Хладагент 366 выпускается в направлении отливки, как показано на Фиг.14.
На Фиг.15 схематично показан разрез другого варианта выполнения изобретения, аналогичного показанному на Фиг.13, в котором лишь переход от дроссельной части 369 выходного отверстия для хладагента к части распылительного отверстия 372 выполнен в виде ступенчатого, резкого или непосредственного перехода, как показано на Фиг.15. Диаметр 374 второго конца 372b больше диаметра 373 дроссельной части 369. Первый конец 372а части распылительного отверстия 272 принимает хладагент 371 из дроссельной части 369, внутри каркаса 370. Хладагент 376, выпускаемый в направлении отливки, имеет другие характеристики потока за счет большего диаметра 374 и приводит к меньшему переносу тепла от отливки в хладагент, подаваемый на эту часть отливки.
На Фиг.16 схематично показан разрез выходного отверстия для хладагента, которое можно применять в вариантах выполнения данного изобретения, при этом показаны каркас 380, часть распылительного отверстия 382 выходного отверстия для хладагента с хладагентом 381, протекающим через дроссельную часть 389, которая имеет диаметр 383. Концевая часть 382 выходного отверстия для хладагента выпускает хладагент 386 в направлении отливки.
В этом варианте выполнения предусмотрено обходное отверстие 384 отдельно от дроссельной части 389 для отклонения потока хладагента и уменьшения охлаждающей способности хладагента 386, выпускаемого в направлении отливки, и переноса тепла от отливки в хладагент в этой части отливки. Затем отклоненный хладагент 388 можно направлять в другие места, но не в направлении отливки. Данное изобретение дополнительно предусматривает, что обходное отверстие, такое как обходное отверстие 385, может отклонять хладагент 387 от части распылительного отверстия или части выходного конца выходного отверстия для хладагента, как показано на Фиг.16. Это можно выполнять в комбинации с выходным отверстием 384, как показано в дроссельной части, или лишь в части распылительного отверстия 382 выходного отверстия для хладагента.
На Фиг.17 схематично показан разрез выходного отверстия для хладагента, которое можно использовать в вариантах выполнения данного изобретения, при этом показан отдельный дроссель 400 в каркасе 401 с конусным или раскрывающимся наружу изогнутым выходным отверстием 407. Дроссельная часть 403 выходного отверстия для хладагента принимает текучую среду 404 и подает ее в часть распылительного отверстия 407 выходного отверстия для хладагента. Часть распылительного отверстия 407 имеет увеличивающуюся площадь поперечного сечения, и можно вычислить, что скорость хладагента 406, выпускаемого в направлении отливки, уменьшается за счет этого, и что может быть некоторый дополнительный отклоненный поток для дальнейшего уменьшения переноса тепла в хладагент 406. Показано наибольшее расстояние 405 поперек части распылительного отверстия 407 выходного отверстия 405 для хладагента, и оно может быть диаметром или просто расстоянием. Показан первый конец 403а всего выходного отверстия для хладагента, а также второй конец 403b или выходной конец выходного отверстия для хладагента (в части распылительного отверстия 407).
На Фиг.18 схематично показан разрез конфигурации выходного отверстия для хладагента, которое можно использовать в вариантах выполнения данного изобретения, при этом показан постоянный или равномерный диаметр выходного отверстия 412 для хладагента с первым концом 412а, вторым концом 412b, который выпускает хладагент 417 в направлении отливки, подлежащей охлаждению. Каркас 410 дополнительно включает обходное отверстие 414, которое отклоняет поток 415 хладагента для уменьшения переноса тепла в хладагент 417, подаваемый в направлении отливки. Это снова предпочтительно используется в одной или нескольких центральных частях поверхности каркаса, так что обеспечивается уменьшенная охлаждающая способность за счет уменьшенного расхода или уменьшенной скорости потока к отливке.
На Фиг.19 схематично показан другой вариант выполнения данного изобретения для ослабления или отклонения потока или уменьшения скорости хладагента, выпускаемого в направлении отливки. На Фиг.19 показаны каркас 430, выходное отверстие 431 для хладагента с измененной частью, показанной как внутренняя резьба 432 на втором или выходном конце 433 выходного отверстия 431 для хладагента. Изменения в расходе и/или скорости можно использовать для изменения охлаждения в этой части отливки.
На Фиг.20 схематично показан другой вариант выполнения данного изобретения, где используются стопоры на внутренней поверхности отверстия для изменения характеристик расхода и/или скорости хладагента, выпускаемого в направлении отливки. На Фиг.20 показаны каркас 440, выходное отверстие 441 для хладагента и стопоры 442, выполненные на внутренней поверхности отверстия в направлении выходного конца.
На Фиг.21 схематично показан другой вариант выполнения данного изобретения, где на внутренней поверхности выходного отверстия 446 для хладагента в каркасе 445 расположены выступы 447 для изменения характеристик расхода и/или скорости хладагента, выпускаемого в направлении отливки.
На Фиг.22 схематично показан на виде с торца другой вариант выполнения данного изобретения, где в каркасе 450 расположены или вырезаны угловые прорези 452 для изменения характеристик расхода, потока и/или скорости хладагента, выпускаемого из выходного отверстия 451 для хладагента в направлении отливки. Для специалистов в данной области техники понятно, что когда используется понятие отверстие применительно к выходному отверстию, выпускающему хладагент в направлении отливки, то выходное отверстие может иметь любую форму или конфигурацию, включая круговую, эллиптическую, щелевую или любую другую желаемую форму, которые все входят в объем данного изобретения.
На Фиг.23 показан разрез каркаса, который можно использовать в вариантах выполнения данного изобретения. На Фиг.23 показан каркас 500 с дроссельной частью 501 и частью распылительного отверстия 503 выходного отверстия для хладагента. Дроссельная часть 501 имеет в основном круглое поперечное сечение с диаметром 502, а часть распылительного отверстия 503 имеет в основном круглое поперечное сечение с диаметром 504 и длиной 505. Считается, что длина части распылительного отверстия 503 в данном варианте выполнения или применения должна быть по меньшей мере в десять раз больше диаметра, хотя нет необходимости в конкретных размерах или соотношениях для реализации данного изобретения. Вариант выполнения, показанный на Фиг.23, может иметь, например, размеры: диаметр 504 равен 0,166 дюйма; длина 505 равна 1,172 дюйма; диаметр 502 равен 0,125 дюйма и длина дроссельной части 501 равна 0,20 дюйма. Следует еще раз отметить, что нет необходимости в специальных или конкретных размерах или соотношениях для реализации изобретения.
На Фиг.24 показан разрез каркаса, который можно использовать в вариантах выполнения данного изобретения. На Фиг.24 показан каркас 520 с дроссельной частью 521 и частью распылительного отверстия 523 выходного отверстия для хладагента. Дроссельная часть 521 имеет в основном круглое поперечное сечение с диаметром 522 и длиной 519, а часть распылительного отверстия 523 имеет в основном круглое поперечное сечение с диаметром 524 и длиной 525. Считается, что длина части распылительного отверстия 523 в данном варианте выполнения или применении должна быть, по меньшей мере, в десять раз больше диаметра, хотя нет необходимости в конкретных размерах или соотношениях для реализации данного изобретения. Вариант выполнения, показанный на Фиг.24, может иметь, например, размеры: диаметр 524 равен 0,156 дюйма; длина 525 равна 1,491 дюйма; диаметр 522 равен 0,109 дюйма и длина дроссельной части 521 равна 0,60 дюйма. Следует еще раз отметить, что нет необходимости в специальных или конкретных размерах или соотношениях для реализации изобретения.
В одном варианте выполнения, который обеспечивает данные, приведенные ниже, вторичная струя, показанная на Фиг.24, имеет диаметр 524, равный 0,156 дюйма в первой фрагментарной части и 0,140 дюйма во второй фрагментарной части (где желателен меньший перенос тепла), при этом диаметр 522 остается равным 0,109 дюйма. Это создает желаемое паровое пятно и уменьшает торцевое коробление.
Ударение на оказание влияния на паровые пятна и распределение температуры делается в отношении так называемой рабочей прокатной поверхности заготовки, которая является поверхностью, где будет происходить прокатка заготовки. Однако следует отметить, что данное изобретение не ограничивается применением к какой-нибудь одной поверхности отливки, а может применяться к концам, торцам или другим поверхностям, что входит в объем данного изобретения. На Фиг.24 показано применение изобретения к вторичному выходному отверстию 523 для хладагента, которое является предпочтительным отверстием для применения изобретения, и которое обычно используется вначале процесса литья.
На Фиг.25 схематично показан разрез отливки в виде заготовки, иллюстрирующий другой вариант выполнения данного изобретения, в котором отливка разделена на трети вместо четвертей. Данное изобретение допускает любые фрагментарные части.
На Фиг.25 показан вариант выполнения данного изобретения, в котором типичные выходные отверстия 600 и 601 для хладагента обеспечивают струи 602 и 603 хладагента к отливке 604 во фрагментарной части 605 поверхности (которая является одной третьей частью поверхности). Предусмотрены конфигурации 606 выходных отверстий для хладагента для направления или выпуска хладагентов 608 и 609 к отливке. Выходные отверстия для хладагента имеют секцию 610 меньшего диаметра и секцию 611 большего диаметра. Секцию 610 меньшего диаметра можно называть также дросселем или дроссельной частью, а секцию 611 большего диаметра можно также называть частью распылительного отверстия. Действие увеличения диаметра оказывает влияние на выходные струи 608 и 609 хладагента и служит для уменьшения скорости хладагента и/или уменьшения расхода.
На Фиг.26 схематично показан разрез части отливки любой формы, иллюстрирующий применение одного варианта выполнения данного изобретения. На Фиг.26 показано, как можно использовать данное изобретение в любом месте вокруг периметра литейной формы или вокруг охлаждающего каркаса и у отливки любой формы. На Фиг.26 показаны локализованные изменения охлаждения отливки и повторяемый рельеф. Например, данное изобретение на своем самом базовом уровне можно использовать в одном месте, или его можно повторять вокруг периметра или периферии любой литейной полости независимо от формы. Его можно также применять или использовать на любой поверхности, будь то концевая часть отливки, центральная часть или любое другое место или поверхность. Например, изобретение можно использовать для различного охлаждения в нескольких местах вокруг охлаждающего каркаса с применением различных выходов для хладагента для нескольких различных частей отливки.
На Фиг.26 показан вариант выполнения данного изобретения, в котором типичные выходные отверстия 620 и 621 для хладагента обеспечивают струи 622 и 623 распыленного хладагента к отливке 624 в первой фрагментарной части 625 поверхности. Конфигурации 626 выходных отверстий для хладагента обеспечивают направление или выпуск хладагента на вторую фрагментарную часть 627 поверхности и обеспечения струй 628 и 629 хладагента к отливке. Выходные отверстия для хладагента имеют секцию 630 меньшего диаметра и секцию 631 большего диаметра. Секцию 630 меньшего диаметра можно называть также дросселем или дроссельной частью, а секцию 631 большего диаметра можно также называть частью распылительного отверстия. Действие увеличения диаметра оказывает влияние на выходные струи 628 и 629 хладагента и служит для уменьшения скорости хладагента и/или уменьшения расхода.
На Фиг.26 показан другой вариант применения охлаждения к еще одной фрагментарной части поверхности, в данном варианте выполнения одной третьей фрагментарной части 232 поверхности, с использованием конфигураций 640 выходных отверстий для хладагента. Конфигурации 640 выходных отверстий для хладагента включают несколько выходных отверстий 641 и 644 для хладагента (которые имеют одинаковую площадь поперечного сечения и поэтому обеспечивают приблизительно одинаковый расход хладагента). Показанные выходные отверстия для хладагента, направленные к различным фрагментарным частям поверхности, также имеют приблизительно одинаковую площадь поперечного сечения и поэтому обеспечивают приблизительно одинаковый расход хладагента. Выходные отверстия 641 и 644 также имеют увеличенный диаметр 645 у второго конца или выходного конца. Хладагент 643 и 646 выпускается в направлении одна третьей фрагментарной части 632 поверхности отливки 624. Хотя показаны лишь два выходных отверстия для хладагента для каждой фрагментарной части поверхности, на практике обычно предусматривается намного больше отверстий в каждой зоне, как понятно для специалистов в данной области техники.
Фиг.26 иллюстрирует, как можно применять данное изобретение в любой заданной фрагментарной части поверхности литейной формы, и что могут иметься несколько различных фрагментарных частей поверхности, каждая со своими собственными заданными характеристиками распыления. Например, одна литейная форма может иметь две, три, четыре, пять или более фрагментарных частей поверхности, каждая со своими собственными заданными характеристиками распыления, которые все входят в объем данного изобретения.
На Фиг.27 показан другой вариант выполнения изобретения, применяемый в другом каркасе. В каркасе этого типа все дроссели имеют одинаковую площадь поперечного сечения, так что поток через каждый дроссель является одинаковым. Хотя изобретение не ограничивается конкретной формой дросселя, в некоторых вариантах выполнения предпочтительной формой является круговое поперечное сечение. Резервуары для хладагента отделены друг от друга для одного размера или одной конфигурации распылительных отверстий, и предпочтительно лишь один резервуар поставляет хладагент в распылительные отверстия с заданной площадью поперечного сечения или расходом.
На Фиг.27 показана отливка 724 с первой фрагментарной частью 725 поверхности, второй фрагментарной частью 727 поверхности и третьей фрагментарной частью 732 поверхности. Может быть больше частей, но для целей иллюстрации показаны лишь три. Первое множество дросселей 720 имеют каждый приблизительно одинаковую площадь поперечного сечения и предназначены для приема хладагента на первом конце и подачи хладагента в первый резервуар 751. Первый резервуар 751 соединен с возможностью прохождения текучей среды и подает хладагент в первое множество распылительных отверстий 750, которые имеют все одинаковую площадь поперечного сечения и/или обеспечивают прохождение хладагента с постоянным расходом. Хладагент 722 выпускается из первого множества распылительных отверстий 750 в направлении отливки 724 у первой фрагментарной части 725 поверхности. Второе множество дросселей 730 также, как первое множество дросселей 730, имеют каждый приблизительно одинаковую площадь поперечного сечения и предназначены для приема хладагента на первом конце и подачи хладагента во второй резервуар 761. Текучая среда не может проходить между первым резервуаром 751 и вторым резервуаром 761, или же между вторым резервуаром 761 и третьим резервуаром 771.
Второй резервуар 761 соединен с возможностью прохождения текучей среды и поставляет хладагент во второе множество распылительных отверстий 760, которые имеют одинаковую площадь поперечного сечения и/или обеспечивают прохождение хладагента с одинаковым расходом через каждое отверстие во втором множестве. Однако площадь поперечного сечения второго множества распылительных отверстий 760 отличается от площади поперечного сечения первого множества распылительных отверстий 750. Аналогичным образом, площадь поперечного сечения третьего множества распылительных отверстий 770 отличается от площади поперечного сечения первого множества распылительных отверстий 750, а также площади поперечного сечения второго множества распылительных отверстий 760. Хладагент 728 выпускается из второго множества распылительных отверстий 760 в направлении отливки 724 у второй фрагментарной части 727 поверхности.
Третий резервуар 771 соединен с возможностью прохождения текучей среды и подает хладагент в третье множество распылительных отверстий 770, которые имеют каждое одинаковую площадь поперечного сечения и/или обеспечивают прохождения хладагента с одинаковым расходом через каждое отверстие в третьем множестве. Хладагент 746 выпускается из третьего множества распылительных отверстий 770 в направлении отливки 724 у третьей фрагментарной части 732 поверхности.
В некоторых вариантах выполнения предусмотрено, что хладагент выпускается в направлении различных фрагментарных частей поверхности отливки с различными скоростями, и это относится, например, на Фиг.26 к первым струям 622 и 623 хладагента по отношению ко вторым струям 628 и 629 хладагента и по отношению к третьим струям 643 и 646 хладагента. То есть третьи струи 643 и 646 хладагента имеют приблизительно одинаковую скорость, третью скорость выхода, которая отличается от второй выходной скорости вторых струй 628 и 629 хладагента, которая, в свою очередь, отличается от первой выходной скорости первых струй 622 и 623 хладагента.
Данное изобретение предполагает, что варианты выполнения систем с использованием данного изобретения могут включать фрагментарные части конфигураций распылительных отверстий для соответствия фрагментарным частям поверхности отливок вокруг литейных форм любой и всех форм, для приспособления переноса тепла для любых желаемых эффектов.
Данное изобретение можно применять также для многочисленных различных типов охлаждающих каркасов. Например, многие такие каркасы включают множество дроссельных отверстий, общий резервуар или камеру, в которую протекает хладагент из дроссельных отверстий, и множество распылительных отверстий по потоку за резервуаром. Варианты выполнения данного изобретения можно легко применять для этой конфигурации, если только промежуточный резервуар подает хладагент лишь в распылительные отверстия с одинаковым диаметром или одинаковой площадью поперечного сечения.
Вычисление или оценку скорости можно выполнять на основе известных формул для вычисления скорости через цилиндр (в вариантах выполнения, в которых используется цилиндр для дроссельной части и другой, больший цилиндр для распылительного отверстия выходных отверстий для хладагента).
Например, для вычисления уменьшения скорости при постоянстве объемного расхода можно использовать следующее базовое уравнение для потока через цилиндр:
V = v · π · R2 = π · (ΔP/L + ρgCosθ) · R4/8η
где
0,140 в диаметре = 0,07 в радиусе = 0,0058 фут,
0,156 в диаметре = 0,78 в радиусе = 0,0065 фут,
0,00022 фут3/с (на каждое распылительное отверстие) = 0,00167 гал./с (на каждое распылительное отверстие) = 0,1 гал./мин (на каждое распылительное отверстие) = 0,2 гал./мин/дюйм периферии литейной формы (при интервалах между потоками хладагента 0,5);
V - объемный расход,
v - скорость потока хладагента,
L - длина трубы,
R - радиус трубы,
Р - изменение давления,
ρ - плотность текучей среды,
g - удельная масса,
η - вязкость текучей среды.
Ниже приводится пример вычисления:
0,00022 фут3/с = v · 3,1415 · (0,0058 фут)2
v = (0,00022 фут3/с)/( 3,1415 · (0,0000336 фут2)
v = 2,08 фут/с.
Ниже приводится другой пример вычисления:
0,00022 фут3/с = v · 3,1415 · (0,0065 фут)2
v = (0,00022 фут3/с)/( 3,1415 · (0,00004225 фут2)
v = 1,66 фут/с.
Хотя приведенные выше уравнения считаются по существу точными, на практике или в тестировании применения их необходимо дополнять для проверки их точности или пространства для погрешности в зависимости от таких факторов, как длина части распылительного отверстия выходного отверстия для хладагента.
Для специалистов в данной области техники понятно, что варианты выполнения данного изобретения можно и необходимо комбинировать с новыми системами и/или модифицировать для существующих рабочих систем литья, что все входит в объем данного изобретения, как описано применительно к Фиг.6, 23 и/или 24.
Приведенные ниже данные иллюстрируют профили паровых пятен, которые могут быть получены.
Как следует из Фиг.28 и 29, паровое пятно почти в два раза увеличивается по длине после модификации скорости с использованием одинакового локального расхода воды, и паровое пятно более сильно концентрируется в центре заготовки, чем в одна четвертых точках заготовки. Обе эти тенденции поддерживают начало литья заготовки за счет уменьшения общего торцевого коробления. Измерения торцевого коробления показаны на Фиг.9.
В следующей таблице показаны величины измерения торцевого коробления для литейной формы заготовки размером 58 мм на 1524 мм. Для специалистов в данной области техники из указанных величин измерения торцевого коробления перед и после модификации выходных отверстий для хладагента согласно данному изобретению понятно, что уменьшение торцевого коробления от первой фрагментарной части (четвертной части) ко второй фрагментарной части (центральной части в данном примере) было существенным.
в гал./мин/дюйм
в мм
0,245
0,286
13-18
29-35
40-47
48-57
В последующей таблице данных испытаний приведены некоторые данные и результаты вычислений, выполненные в ограниченных испытаниях и вычислениях:
2
3
4
0,156
0,156
0,156
0,245
0,245
0,245
60,1
62
60,2
0,250
0,242
0,249
2,1
2,03
2,09
2
3
4
0,14
0,14
0,14
0,245
0,245
0,245
60,3
61,1
60,9
0,249
0,245
0,246
2,61
2,55
2,56
2
3
4
0,14
0,14
0,14
0,245
0,245
0,245
67
66,7
67,6
0,224
0,225
0,222
2,34
2,35
2,31
**Разная литейная форма, меньше воды, более высокая скорость, меньшая пленка
Для специалистов в данной области техники понятно, что имеются многочисленные варианты выполнения данного изобретения и вариации элементов и компонентов, которые можно использовать, внутри объема данного изобретения.
Например, одним вариантом выполнения изобретения может быть охлаждающая система для использования в системе бесслиткового литья в литейные формы с литейной полостью, при этом система предназначена для формирования металлической отливки, а охлаждающая система содержит: охлаждающий каркас, предназначенный для расположения вокруг периметра литейной полости, при этом охлаждающая система содержит: первое множество выходных отверстий для хладагента, предназначенных для приема на первом конце хладагента с первым расходом хладагента и для выпуска на втором конце первого выходного потока хладагента с первой выходной скоростью хладагента в направлении первой фрагментарной части поверхности формируемой отливки; второе множество выходных отверстий для хладагента, предназначенных для приема на первом конце хладагента со вторым расходом хладагента и для выпуска на втором конце второго выходного потока хладагента со второй выходной скоростью хладагента в направлении второй фрагментарной части поверхности отливки; при этом первый расход хладагента приблизительно равен второму расходу хладагента; и при этом дополнительно первая выходная скорость хладагента меньше второй выходной скорости хладагента. В этом варианте выполнения первый выходной поток хладагента также меньше второго выходного потока хладагента.
Указанная выше охлаждающая система может подавать лишь воду или смесь воды и другой газообразной или жидкой текучей среды. В указанной в предыдущем абзаце охлаждающей системе первая фрагментарная часть поверхности является центральной частью, а вторая фрагментарная часть поверхности является четвертной частью; кроме того, первая фрагментарная часть поверхности является центральной частью, а вторая фрагментарная часть поверхности является одной третьей частью; кроме того, первая фрагментарная часть поверхности и вторая фрагментарная часть поверхности являются смежными друг с другом частями вокруг периметра литейной полости; и/или дополнительно к этому первая фрагментарная часть поверхности и вторая фрагментарная часть поверхности расположены на расстоянии друг от друга вокруг периметра литейной полости.
Кроме того, в указанной выше охлаждающей системе первый расход хладагента находится внутри четырех процентов второго расхода хладагента; первый расход хладагента находится внутри восьми процентов второго расхода хладагента; и/или первый расход хладагента находится внутри двенадцати процентов второго расхода хладагента.
В другом варианте выполнения охлаждающая система предусмотрена для использования в системе бесслиткового литья в литейную форму с литейной полостью, при этом литейная система предназначена для формирования металлической отливки, при этом охлаждающая система содержит: охлаждающий каркас, предназначенный для расположения вокруг периметра литейной полости, при этом охлаждающий каркас содержит: первое множество выходных отверстий для хладагента, предназначенных для приема на первом конце хладагента с первым расходом хладагента и для выпуска на втором конце первого выходного потока хладагента с первой выходной скоростью хладагента в направлении первой фрагментарной части поверхности формируемой отливки; второе множество выходных отверстий для хладагента, предназначенных для приема на первом конце хладагента со вторым расходом хладагента и для выпуска на втором конце второго выходного потока хладагента со второй выходной скоростью хладагента в направлении второй фрагментарной части поверхности отливки; при этом первый расход хладагента приблизительно равен второму расходу хладагента; и при этом первый выходной расход меньше второго выходного расхода.
Указанная выше охлаждающая система может содержать лишь воду или смесь воды и другой газообразной или жидкой текучей среды. В указанной в предыдущем абзаце охлаждающей системе первая фрагментарная часть поверхности является центральной частью, а вторая фрагментарная часть поверхности является четвертной частью; кроме того, первая фрагментарная часть поверхности является центральной частью, а вторая фрагментарная часть поверхности является одной третьей частью; кроме того, первая фрагментарная часть поверхности и вторая фрагментарная часть поверхности являются смежными друг с другом частями вокруг периметра литейной полости; и/или дополнительно к этому первая фрагментарная часть поверхности и вторая фрагментарная часть поверхности расположены на расстоянии друг от друга вокруг периметра литейной полости.
Кроме того, в указанной выше охлаждающей системе первый расход хладагента находится внутри четырех процентов второго расхода хладагента; первый расход хладагента находится внутри восьми процентов второго расхода хладагента; и/или первый расход хладагента находится внутри двенадцати процентов второго расхода хладагента.
В другом варианте выполнения охлаждающая система может быть предусмотрена для использования в системе бесслиткового литья в литейную форму с литейной полостью, при этом литейная система предназначена для формирования металлической отливки, при этом охлаждающая система содержит: охлаждающий каркас, предназначенный для расположения вокруг периметра литейной полости, при этом охлаждающий каркас содержит: первое множество выходных отверстий для хладагента, предназначенных для приема на первом конце хладагента с первым расходом хладагента и для выпуска на втором конце первого выходного потока хладагента с первой выходной скоростью хладагента в направлении первой фрагментарной части поверхности формируемой отливки; второе множество выходных отверстий для хладагента, предназначенных для приема на первом конце хладагента со вторым расходом хладагента и для выпуска на втором конце второго выходного потока хладагента со второй выходной скоростью хладагента в направлении второй фрагментарной части поверхности отливки; при этом первый расход хладагента приблизительно равен второму расходу хладагента; при этом первый выходной поток хладагента создает более высокое среднее паровое пятно на первой фрагментарной части поверхности, чем второй выходной поток хладагента создает на второй фрагментарной части поверхности отливки.
Указанная выше охлаждающая система может подавать лишь воду или смесь воды и другой газообразной или жидкой текучей среды. В указанной в предыдущем абзаце охлаждающей системе первая фрагментарная часть поверхности является центральной частью, а вторая фрагментарная часть поверхности является четвертной частью; кроме того, первая фрагментарная часть поверхности является центральной частью, а вторая фрагментарная часть поверхности является одной третьей частью; кроме того, первая фрагментарная часть поверхности и вторая фрагментарная часть поверхности являются смежными друг с другом частями вокруг периметра литейной полости; и/или дополнительно к этому первая фрагментарная часть поверхности и вторая фрагментарная часть поверхности расположены на расстоянии друг от друга вокруг периметра литейной полости.
Кроме того, в указанной выше охлаждающей системе первый расход хладагента находится внутри четырех процентов второго расхода хладагента; первый расход хладагента находится внутри восьми процентов второго расхода хладагента; и/или первый расход хладагента находится внутри двенадцати процентов второго расхода хладагента.
В другом варианте выполнения охлаждающая система может быть предусмотрена для использования в системе бесслиткового литья в литейную форму с литейной полостью, при этом литейная система предназначена для формирования металлической отливки, при этом охлаждающая система содержит: охлаждающий каркас, предназначенный для расположения вокруг периметра литейной полости, при этом охлаждающий каркас содержит: первое множество выходных отверстий для хладагента, предназначенных для приема на первом конце хладагента с первым расходом хладагента и для выпуска на втором конце первого выходного потока хладагента с первой выходной скоростью хладагента в направлении первой фрагментарной части поверхности формируемой отливки; второе множество выходных отверстий для хладагента, предназначенных для приема на первом конце хладагента со вторым расходом хладагента и для выпуска на втором конце второго выходного потока хладагента со второй выходной скоростью хладагента в направлении второй фрагментарной части поверхности отливки; при этом первый расход хладагента приблизительно равен второму расходу хладагента; при этом дополнительно первое множество выходных отверстий для хладагента выпускают первый выходной хладагент, а второе множество выходных отверстий для хладагента выпускают второй выходной хладагент; и дополнительно к этому перенос тепла в первый выходной поток хладагента меньше переноса тепла во второй выходной поток хладагента.
В еще одном варианте выполнения изобретения литейная форма для бесслиткового литья снабжена литейной полостью, предназначенной для литья металлической отливки, и охлаждающей системой, при этом охлаждающая система содержит: охлаждающий каркас, предназначенный для расположения вокруг периметра литейной полости, при этом охлаждающий каркас содержит: первое множество выходных отверстий для хладагента, предназначенных для приема на первом конце хладагента с первым расходом хладагента и для выпуска на втором конце первого выходного потока хладагента в направлении центральной части поверхности формируемой отливки; второе множество выходных отверстий для хладагента, предназначенных для приема на первом конце хладагента со вторым расходом хладагента и для выпуска на втором конце второго выходного потока хладагента в направлении фрагментарной части поверхности отливки; при этом первый расход хладагента приблизительно равен второму расходу хладагента; при этом дополнительно первое множество выходных отверстий для хладагента выпускают первый выходной хладагент, а второе множество выходных отверстий для хладагента выпускают второй выходной хладагент; и дополнительно к этому первый выходной поток хладагента выпускается относительно второго выходного потока хладагента так, что перенос тепла в первый выходной поток хладагента меньше переноса тепла во второй выходной поток хладагента.
В варианте выполнения способа согласно изобретению может быть предусмотрено изменение охлаждающей системы в существующей системе бесслиткового литья расплавленного металла, которая включает множество выходных отверстий для хладагента вокруг периметра литейной полости, при этом каждое из множества выходных отверстий для хладагента имеет приблизительно одинаковую входную площадь поперечного сечения, при этом способ содержит: изменение внутренней поверхности выходного отверстия для хладагента на выходном конце выходного отверстия для хладагента.
Кроме того, в других способах, отличных от указанного в предыдущем абзаце способа, внутреннюю поверхность выходного отверстия для хладагента изменяют посредством увеличения площади поперечного сечения на выходном конце; при этом внутреннюю поверхность выходного отверстия для хладагента изменяют посредством сверления выходного отверстия для хладагента большего диаметра у выходного конца; при этом внутреннюю поверхность выходного отверстия для хладагента изменяют посредством увеличения шершавости внутренней поверхности у выходного конца; при этом внутреннюю поверхность выходного отверстия для хладагента изменяют посредством выполнения стопоров на внутренней поверхности у выходного конца; и/или при этом внутреннюю поверхность выходного отверстия для хладагента изменяют посредством выполнения внутренней резьбы на внутренней поверхности.
В соответствии с конвенцией описание изобретения выполнено более или менее специфичным языком относительно структурных и методических признаков. Однако следует понимать, что изобретение не ограничивается специфичными показанными и описанными признаками, поскольку раскрытые здесь средства содержат предпочтительные формы реализации изобретения. Поэтому изобретение подлежит защите в любой из своих форм или модификаций внутри объема изобретения, заданного прилагаемой формулой изобретения, правильно интерпретированной в соответствии с доктриной эквивалентов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ДЛЯ РАФИНИРОВАНИЯ И ЛИТЬЯ | 2001 |
|
RU2280702C2 |
| ЛИТЕЙНАЯ ФОРМА | 2004 |
|
RU2284245C2 |
| СИСТЕМА РЕГУЛИРОВАНИЯ РАСХОДА ГАЗА ДЛЯ ЛИТЕЙНЫХ ФОРМ ДЛЯ РАСПЛАВЛЕННОГО МЕТАЛЛА С ПРОНИЦАЕМЫМИ СТЕНКАМИ ПЕРИМЕТРА | 2007 |
|
RU2433882C2 |
| СПОСОБ ОДНОНАПРАВЛЕННОГО ЗАТВЕРДЕВАНИЯ ОТЛИВОК И СВЯЗАННОЕ С НИМ УСТРОЙСТВО | 2006 |
|
RU2413591C2 |
| СПОСОБ ОХЛАЖДЕНИЯ ФОРМЫ ДЛЯ НЕПРЕРЫВНОЙ ОТЛИВКИ МЕТАЛЛА (ВАРИАНТЫ) | 2001 |
|
RU2259256C2 |
| СПОСОБ ЦЕНТРОБЕЖНОГО ЛИТЬЯ МЕТАЛЛА В ЭЛЕКТРОМАГНИТНОЙ ИЗЛОЖНИЦЕ СМЕННОГО ПРОФИЛЯ ДЛЯ ЕДИНИЧНОГО, МЕЛКО- И КРУПНОСЕРИЙНОГО ПРОИЗВОДСТВА ПОЛЫХ КОНСТРУКЦИЙ ПРОИЗВОЛЬНОЙ ФОРМЫ | 2003 |
|
RU2246374C2 |
| УСТРОЙСТВО ВТОРИЧНОГО ОХЛАЖДЕНИЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2021 |
|
RU2797671C1 |
| СПОСОБ ОДНОНАПРАВЛЕННОГО ЗАТВЕРДЕВАНИЯ ОТЛИВОК И СВЯЗАННОЕ С НИМ УСТРОЙСТВО | 2006 |
|
RU2569857C2 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОТОННАЖНЫХ РАЗНОСТЕННЫХ ЧУГУННЫХ ОТЛИВОК ТИПА ВТУЛОК | 2013 |
|
RU2549819C2 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ С РУБАШКОЙ ДЛЯ ТЕКУЧЕЙ СРЕДЫ | 2016 |
|
RU2701820C1 |
Изобретение относится к области литейного производства. Система содержит охлаждающий каркас, расположенный вокруг периметра литейной полости. Каркас содержит первое множество выходных отверстий для хладагента, предназначенных для выпуска на втором конце первого выходного потока хладагента с первой выходной скоростью хладагента в направлении первой части поверхности формируемой отливки, второе множество выходных отверстий для хладагента, предназначенных для выпуска потока хладагента со второй выходной скоростью хладагента в направлении второй фрагментарной части поверхности отливки. Первый расход хладагента приблизительно равен второму расходу хладагента. Первая выходная скорость хладагента меньше второй выходной скорости хладагента. Достигается уменьшение торцевого коробления отливок во время литья. 6 н. и 32 з.п. ф-лы, 29 ил., 2 табл.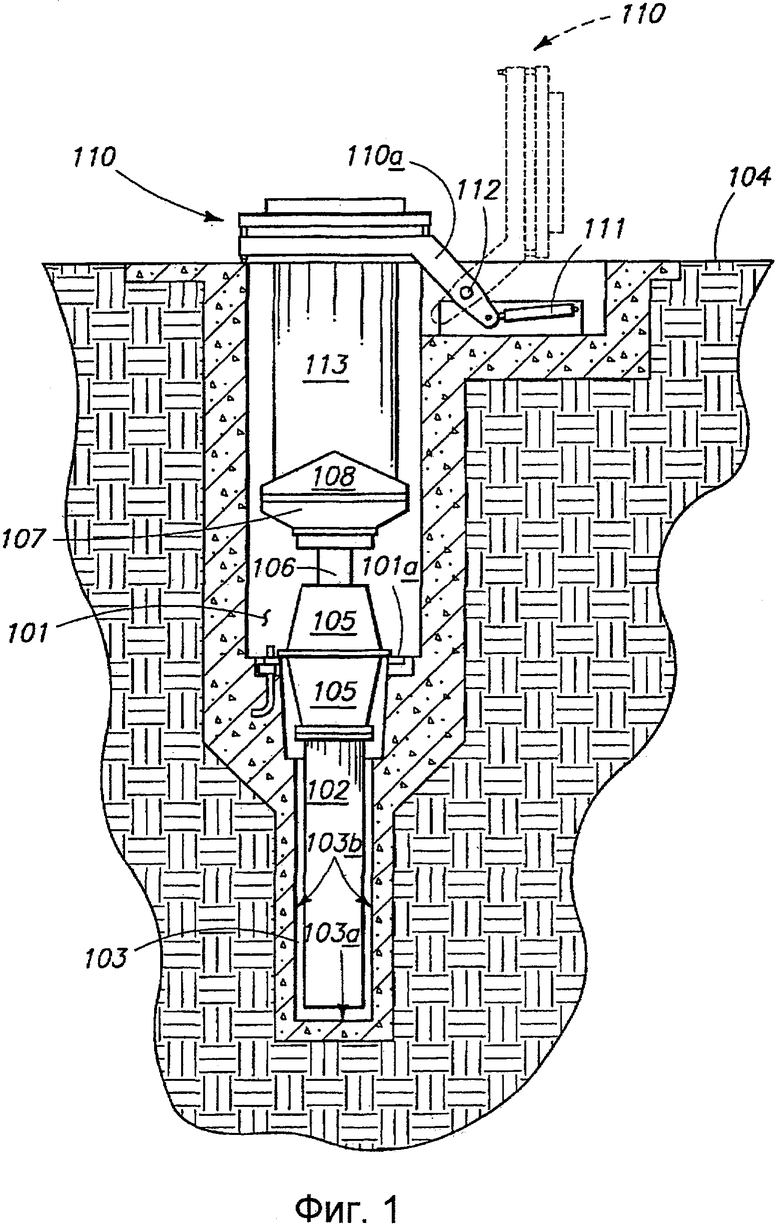
1. Охлаждающая система для использования в системе литья, предназначенной для формирования металлической отливки с непосредственным охлаждением литейных форм, имеющих литейную полость, содержащая охлаждающий каркас, расположенный вокруг периметра литейной полости и содержащий первое множество выходных отверстий для хладагента, предназначенных для приема на первом конце хладагента с первым расходом хладагента и предназначенных для выпуска на втором конце первого выходного потока хладагента с первой выходной скоростью хладагента в направлении первой фрагментарной части поверхности формируемой отливки, второе множество выходных отверстий для хладагента, предназначенных для приема на первом конце хладагента со вторым расходом хладагента и для выпуска на втором конце второго выходного потока хладагента со второй выходной скоростью хладагента в направлении второй фрагментарной части поверхности отливки, при этом первый расход хладагента приблизительно равен второму расходу хладагента, а первая выходная скорость хладагента меньше второй выходной скорости хладагента.
2. Охлаждающая система по п.1, в которой хладагент является водой.
3. Охлаждающая система по п.1, в которой хладагент содержит воду.
4. Охлаждающая система по п.1, в которой хладагент является смесью воды и диоксида углерода.
5. Охлаждающая система по п.1, в которой первая фрагментарная часть поверхности формируемой отливки является центральной частью, а вторая фрагментарная часть поверхности отливки является четвертной частью.
6. Охлаждающая система по п.1, в которой первая фрагментарная часть поверхности формируемой отливки является центральной частью, а вторая фрагментарная часть поверхности отливки является одной третьей частью.
7. Охлаждающая система по п.1, в которой первая и вторая фрагментарные части поверхности формируемой отливки являются смежными друг с другом частями по периметру литейной полости.
8. Охлаждающая система по п.1, в которой первая фрагментарная часть поверхности и вторая фрагментарная часть поверхности формируемой отливки расположены на расстоянии друг от друга по периметру литейной полости.
9. Охлаждающая система по п.1, в которой система литья в литейную форму предназначена для литья отливки в форме заготовки.
10. Охлаждающая система по п.1, в которой первый расход хладагента составляет до четырех процентов второго расхода хладагента.
11. Охлаждающая система по п.1, в которой первый расход хладагента составляет до восьми процентов второго расхода хладагента.
12. Охлаждающая система по п.1, в которой первый расход хладагента составляет до 12% второго расхода хладагента.
13. Охлаждающая система по п.1, в которой перенос тепла от отливки в первый выходной поток хладагента меньше переноса тепла во второй выходной поток хладагента.
14. Охлаждающая система по п.1, в которой первый выходной поток хладагента меньше второго выходного потока хладагента.
15. Охлаждающая система для использования в системе литья, предназначенной для формирования металлической отливки с непосредственным охлаждением литейных форм с литейной полостью, содержащая охлаждающий каркас, расположенный вокруг периметра литейной полости и содержащий первое множество выходных отверстий для хладагента, предназначенных для приема на первом конце хладагента с первым расходом хладагента и для выпуска на втором конце первого выходного потока хладагента с первой выходной скоростью хладагента в направлении первой фрагментарной части поверхности формируемой отливки, второе множество выходных отверстий для хладагента, предназначенных для приема на первом конце хладагента со вторым расходом хладагента и для выпуска на втором конце второго выходного потока хладагента со второй выходной скоростью хладагента в направлении второй фрагментарной части поверхности отливки, при этом первый расход хладагента приблизительно равен второму расходу хладагента, а первый выходной расход хладагента меньше второго выходного расхода хладагента.
16. Охлаждающая система по п.15, в которой первая выходная скорость хладагента меньше второй выходной скорости хладагента.
17. Охлаждающая система по п.15, в которой хладагент содержит воду.
18. Охлаждающая система по п.15, в которой хладагент является смесью воды и газа.
19. Охлаждающая система по п.15, в которой первая фрагментарная часть поверхности формируемой отливки является центральной частью, а вторая фрагментарная часть поверхности формируемой отливки является четвертной частью.
20. Охлаждающая система по п.15, в которой первая фрагментарная часть поверхности формируемой отливки является центральной частью, а вторая фрагментарная часть поверхности формируемой отливки является одной третьей частью.
21. Охлаждающая система по п.15, в которой первая и вторая фрагментарные части поверхности формируемой отливки являются смежными друг с другом частями по периметру литейной полости.
22. Охлаждающая система по п.15, в которой первая и вторая фрагментарные части поверхности формируемой отливки расположены на расстоянии друг от друга по периметру литейной полости.
23. Охлаждающая система по п.15, в которой система литья в литейную форму предназначена для литья отливки в форме заготовки.
24. Охлаждающая система по п.15, в которой первый расход хладагента составляет до четырех процентов второго расхода хладагента.
25. Охлаждающая система по п.15, в которой первый расход хладагента составляет до восьми процентов второго расхода хладагента.
26. Охлаждающая система по п.15, в которой первый расход хладагента составляет до 12% второго расхода хладагента.
27. Охлаждающая система по п.15, в которой перенос тепла от отливки в первый выходной поток хладагента меньше переноса тепла во второй выходной поток хладагента.
28. Охлаждающая система для использования в системе литья, предназначенной для формирования металлической отливки с непосредственным охлаждением литейных форм с литейной полостью, содержащая, охлаждающий каркас, расположенный вокруг периметра литейной полости и содержащий первое множество выходных отверстий для хладагента, предназначенных для приема на первом конце хладагента с первым расходом хладагента и для выпуска на втором конце первого выходного потока хладагента с первой выходной скоростью хладагента в направлении первой фрагментарной части поверхности формируемой отливки, второе множество выходных отверстий для хладагента, предназначенных для приема на первом конце хладагента со вторым расходом хладагента и для выпуска на втором конце второго выходного потока хладагента со второй выходной скоростью хладагента в направлении второй фрагментарной части поверхности отливки, при этом первый расход хладагента приблизительно равен второму расходу хладагента, а первый выходной поток хладагента обеспечивает формирование более высокого парового пятна на первой фрагментарной части поверхности формируемой отливки, чем второй выходной поток хладагента создает на второй фрагментарной части поверхности формируемой отливки.
29. Охлаждающая система по п.28, в которой первая фрагментарная часть поверхности формируемой отливки является центральной частью, а вторая фрагментарная часть поверхности формируемой отливки является четвертной частью.
30. Охлаждающая система по п.28, в которой первая фрагментарная часть поверхности формируемой отливки является центральной частью, а вторая фрагментарная часть поверхности формируемой отливки является одной третьей частью.
31. Охлаждающая система по п.28, в которой первая и вторая фрагментарные части поверхности формируемой отливки являются смежными друг с другом частями по периметру литейной полости.
32. Охлаждающая система по п.28, в которой первая и вторая фрагментарные части поверхности формируемой отливки расположены на расстоянии друг от друга по периметру литейной полости.
33. Охлаждающая система по п.28, в которой хладагент содержит воду.
34. Охлаждающая система для использования в системе литья, предназначенной для формирования металлической отливки с непосредственным охлаждением литейных форм с литейной полостью, содержащая охлаждающий каркас, расположенный вокруг периметра литейной полости и содержащий первое множество выходных отверстий для хладагента, предназначенных для приема на первом конце хладагента с первым расходом хладагента и для выпуска на втором конце первого выходного потока хладагента с первой выходной скоростью хладагента в направлении первой фрагментарной части поверхности формируемой отливки, второе множество выходных отверстий для хладагента, предназначенных для приема на первом конце хладагента со вторым расходом хладагента и для выпуска на втором конце второго выходного потока хладагента со второй выходной скоростью хладагента в направлении второй фрагментарной части поверхности отливки, при этом первый расход хладагента приблизительно равен второму расходу хладагента, а при этом первое множество выходных отверстий для хладагента обеспечивает подачу первого хладагента, а второе множество выходных отверстий для хладагента обеспечивает подачу второго хладагента, при чем перенос тепла в первый поток хладагента меньше переноса тепла во второй поток хладагента.
35. Литейная форма для использования в системе литья, предназначенной для литья металлической отливки с непосредственным охлаждением, имеющая литейную полость и охлаждающую системой, при этом охлаждающая система содержит охлаждающий каркас, расположенный вокруг периметра литейной полости и содержащий первое множество выходных отверстий для хладагента, предназначенных для приема на первом конце хладагента с первым расходом хладагента и для выпуска на втором конце первого выходного потока хладагента в направлении центральной части поверхности формируемой отливки, второе множество выходных отверстий для хладагента, предназначенных для приема на первом конце хладагента со вторым расходом хладагента и для выпуска на втором конце второго выходного потока хладагента в направлении фрагментарной части поверхности отливки, при этом первый расход хладагента приблизительно равен второму расходу хладагента, при чем первое множество выходных отверстий для хладагента обеспечивает подачу первого хладагента, а второе множество выходных отверстий для хладагента обеспечивает подачу второго хладагента, при этом первый выходной поток хладагента выпускается относительно второго выходного потока хладагента так, что перенос тепла в первый поток хладагента меньше переноса тепла во второй поток хладагента.
36. Способ управления охлаждающей системой в системе литья расплавленного металла с непосредственным охлаждением, содержащей множество выходных отверстий для хладагента вокруг периметра литейной полости, при этом каждое из множества выходных отверстий для хладагента имеет приблизительно одинаковую входную площадь поперечного сечения, в котором изменяют внутреннюю поверхность выходного отверстия для хладагента на выходном конце выходного отверстия для хладагента, посредством увеличения шероховатости внутренней поверхности у выходного конца.
37. Способ по п.36, в котором шероховатость поверхности выходного отверстия для хладагента увеличивают посредством выполнения стопоров на внутренней поверхности у выходного конца.
38. Способ по п.36, в котором шероховатость поверхности увеличивают посредством выполнения внутренней резьбы на внутренней поверхности.
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ | 1999 |
|
RU2152287C1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| US 4892134 A, 09.01.1990 | |||
| УСТРОЙСТВО ДЛЯ ИНТЕНСИФИКАЦИИ ОХЛАЖДЕНИЯ КРИСТАЛЛИЗАТОРА НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ И СПЛАВОВ | 2001 |
|
RU2203159C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ ВЕРТИКАЛЬНОГО ЛИТЬЯ СЛИТКОВ | 1988 |
|
RU1566579C |

