Главной задачей настоящего изобретения является создание систематического способа, позволяющего принимать объективное решение о том, что огнеупорную плиту шиберного затвора, которую применяют для управления потоком расплавленного металла во время разливки указанного металла из верхнего резервуара в нижний резервуар, можно использовать повторно или следует признать негодной. В соответствии с другим аспектом настоящего изобретения в нем предлагается устройство, предназначенное для осуществления указанного способа.
При разливке, а особенно при непрерывной разливке металла в расплавленном состоянии из верхнего металлургического резервуара в направлении нижнего резервуара, необходимо обеспечивать определенный уровень управления потоком металла и, в частности, управления скоростью потока при разливке. Известны различные средства, которые используют для этого, в том числе внутренние средства, такие как стопорные стержни (пробки), или внешние средства, такие как шиберный затвор (линейный или поворотный).
Большинство шиберных затворов содержит комплект огнеупорных плит, каждая из которых содержит по меньшей мере одно разливочное отверстие, причем указанные плиты введены в устройство, которое позволяет производить относительное смещение плит, однако при обеспечении их сжатия, так что струя металла может более или менее легко протекать через отверстия смежных плит, в зависимости от степени регулирования расхода через отверстия (от степени перекрытия отверстий). В известных устройствах относительное смещение плит (по меньшей мере одна из которых является подвижной и по меньшей мере одна из которых является неподвижной или стационарной) осуществляют по линейной, поворотной или любой другой траектории поступательного перемещения. Относительное смещение плит обычно обеспечивают при помощи усилия, создаваемого цилиндром (гидравлическим, пневматическим или электромеханическим) или при помощи привода с двигателем. В течение всего процесса разливки степень регулирования расхода плит непрерывно подстраивают, так чтобы поддерживать необходимые условия разливки (такие как скорость потока, уровень металла в верхнем резервуаре и т.п.) в заданных пределах.
Такие шиберные затворы могут быть использованы для разливки из печи в ковш или конвертер, из конвертера в ковш или из ковша в разливочный желоб. Настоящее изобретение может быть использовано во всех таких случаях. Однако для краткости настоящее изобретение будет главным образом описано со ссылкой на разливку из ковша в разливочный желоб.
Во время операции разливки огнеупорные плиты подвергаются различным большим напряжениям, которые при длительном использовании приводят к их износу. В частности, это могут быть термические (за счет высокой температуры разливки), химические (за счет состава разливаемого металла и шлака), механические (связанные со степенью дросселирования (регулирования расхода), с числом относительных смещений и т.п.), термомеханические (за счет теплового удара) и другие напряжения. Более того, некоторые события или аварийные ситуации, которые возникают во время операций разливки, могут оказывать существенное влияние на состояние огнеупорных плит. Например, в случае неестественного открывания верхнего резервуара или в случае закупоривания отверстия во время разливки может потребоваться использование факела или других термических стержней для очистки разливочного отверстия плиты. Само собой разумеется, что такое использование факела является пагубным для состояния плиты. Все указанные напряжения приводят к радиальному износу разливочного отверстия, к эрозии губ регулирования расхода (участка периметра отверстия, который используют для осуществления регулирования расхода жидкого металла), к трещинам различного вида, к более или менее существенному расслоению или расплавлению огнеупорного материала или даже к проникновению примесей (посторонних тел) внутрь огнеупорного материала.
В течение последних лет качество огнеупорных материалов, которые используют для изготовления таких плит, а также оптимизация их конфигурации позволили существенно повысить их срок службы, так что после первого использования в шиберном затворе во время разливки из верхнего резервуара в направлении нижнего резервуара стало действительно возможно повторно использовать эти плиты определенное число раз.
После каждого использования набора огнеупорных плит необходимо принять решение о том, можно ли эти плиты использовать повторно или их следует признать негодными. Способ, который обычно используют в металлургической промышленности, состоит в проведении визуального контроля огнеупорных плит, причем решение принимают главным образом на основании внешнего вида плит. Этот визуальный контроль (осмотр) проводят главным образом в так называемой зоне "подготовки" (металлургических резервуаров), в которой металлургические резервуары располагают так, чтобы обеспечить легкий доступ к шиберному затвору. Следует иметь в виду, что эта зона подготовки часто является удаленной от зоны разливки, в которой производят действительные операции разливки, так что на практике происходит малый обмен информацией между операторами этих двух различных зон.
Условия проведения визуального контроля плит далеки от оптимальных. Плиты в действительности видны только через разливочное отверстие, что не позволяет проверить состояние поверхностей скольжения, степень повреждения которых является наиболее важной. В большинстве случаев частичная разборка затвора для проведения визуального контроля невозможна, так как это приводит к большим трудозатратам и существенной потере времени, причем такая разборка приводит также к весьма существенным тепловым ударам, приложенным к плитам.
Обычно визуальный контроль плит проводит оператор, имеющий определенный опыт в этой конкретной области, так как его решения о возможности повторного использования огнеупорной плиты или о признании ее негодной является ключевым. В самом деле, повторное использование поврежденной плиты может привести к весьма серьезным аварийным ситуациям (к блокированию), которые могут угрожать безопасности операторов или по меньшей мере приводить к весьма серьезному повреждению разливочной установки. С другой стороны, преждевременное признание плиты негодной приводит к экономическим потерям (связанным с повышением стоимости производства металла) и к загрязнению окружающей среды (связанному с повышением количества отходов). Отметим, что такое решение является весьма субъективным и в большой степени зависит от опыта и квалификации оператора.
В патенте JP-A-2003181625 описан способ измерения уровня износа плит шиберного затвора, применяемых для управления потоком расплавленного металла. Уровень износа определяют при помощи специфического инструмента. Конец инструмента вводят в разливочное отверстие плиты для проведения измерений. Каждая новая плита должна быть снабжена таким инструментом.
В соответствии с первой задачей настоящего изобретения предлагается способ принятия объективного решения о том, можно ли огнеупорную плиту шиберного затвора, которую применяют для управления потоком расплавленного металла во время разливки указанного металла из верхнего резервуара в нижний резервуар, использовать повторно или же ее следует признать негодной. В этом способе используют данные, которые обычно имеются и могут быть измерены в разливочных установках, а также типичные параметры, свидетельствующие о действительном износе плиты, такие как степень регулирования расхода.
Следует иметь в виду, что в рамках настоящего изобретения, когда сделана ссылка на износ плиты, в действительности речь идет об износе рабочей поверхности плиты, так как, когда плита имеет две рабочие поверхности, эти две рабочие поверхности плиты могут быть использованы независимо, как это описано в патенте ЕР-В1-817692.
Способ в соответствии с настоящим изобретением характеризуется тем, что решение о повторном использовании огнеупорной плиты или о ее признании негодной основано на наборе параметров, определенных, рассчитанных или измеренных во время последующих использований плиты, которые затем сравнивают, во время принятия решения, с пороговыми значениями.
Пороговые значения определяют в функции местных условий использования, например, в зависимости от параметров конкретной установки, способа разливки, качества разливаемого металла и приемлемого запаса надежности.
Параметры, определенные, рассчитанные или измеренные во время разливки, являются представительными для действительного износа плиты и учитывают предысторию плит за счет суммирования данных, касающихся различных событий или происшествий, случившихся во время их использования. Этот способ предусматривает использование некоторого числа переменных, которые обычно имеются в наличии на разливочной установке (например, вес металла в верхнем резервуаре).
В соответствии с первым вариантом осуществления настоящего изобретения способ основан на мгновенном определении износа плит.
В соответствии с первой возможностью этого конкретного варианта осуществления настоящего изобретения способ позволяет определять износ губ регулирования расхода плит путем вычисления разности между измеренной степенью регулирования расхода затвора и степенью регулирования расхода, рассчитанной при помощи законов физики. Эту разность степеней скоростей регулирования расхода сравнивают с пороговым значением, выше которого принимают решение о том, чтобы признать плиту негодной.
Действительная степень регулирования расхода может быть измерена, например, при помощи датчика, подключенного к устройству перемещения плит и позволяющего определять относительное перемещение плит. Более того, теоретическая степень регулирования расхода легко может быть вычислена при помощи следующего известного способа. Можно вычислить площадь поперечного сечения канала протекания жидкого металла, соответствующую мгновенной измеренной скорости потока и ферростатическому давлению, причем это вычисление производят в функции мгновенного веса металла в верхнем резервуаре и внутренней геометрии указанного резервуара. Для данного диаметра разливочного отверстия (новой плиты или изношенной плиты) эта площадь поперечного сечения канала соответствует теоретической степени регулирования расхода. Разность между значениями измеренной степени и теоретической степени регулирования расхода позволяет измерять износ. Таким образом, разность степеней регулирования расхода может быть выражена в виде длины, соответствующей изношенным частям губ. Эту длину затем можно сравнить с максимальной длиной, выше которой плиты считаются негодными.
В соответствии с первой возможностью этого конкретного варианта осуществления настоящего изобретения способ позволяет определять износ путем вычисления разности между действительной скоростью потока, рассчитанной для мгновенного положения затвора, измеренной при помощи соответствующего устройства, для мгновенного ферростатического давления, рассчитанного в функции мгновенного веса металла и внутренней геометрии верхнего резервуара в данный момент времени, для данного диаметра разливочного отверстия (новых плит или изношенных плит) и той же самой скоростью потока, рассчитанной в соответствии с законами физики. Эта разность скоростей потока также может быть сравнена с пороговым значением, выше которого принимают решение о том, чтобы признать плиту негодной.
В соответствии с другой возможностью этого конкретного варианта осуществления настоящего изобретения способ позволяет определять радиальный износ плит путем вычисления разности между действительной скоростью потока, измеренной, когда затвор полностью открыт, для мгновенного ферростатического давления, рассчитанного в функции мгновенного веса металла и внутренней геометрии верхнего резервуара в этот момент времени, и скоростью потока, рассчитанной в соответствии с законами физики при тех же условиях. Эта разность скоростей потока также может быть сравнена с пороговым значением, выше которого принимают решение о том, чтобы признать плиту негодной.
В соответствии с еще одной возможностью этого конкретного варианта осуществления настоящего изобретения способ позволяет принимать во внимание энергию (гидравлическое давление или электрический ток), которую используют для перемещения со скольжением подвижной плиты. Это позволяет определять картины шероховатости поверхности скольжения подвижной плиты относительно неподвижной плиты или неподвижных плит (то есть позволяет определить картину износа контактной поверхности плит) и механическое состояние системы, или, в более общем случае, картину изменения характеристик относительного смещения плит. Может быть установлен порог для того, чтобы признать плиту негодной или направить ее на проверку.
В соответствии со вторым вариантом осуществления настоящего изобретения способ предусматривает суммирование (интегрирование) времени использования плит в условиях износа. Другими словами, принимают во внимание время, в течение которого огнеупорные плиты действительно подвергались износу. Для этого необходимо вычесть из полного времени разливки время полного закрытия и время полного открытия затвора, так как в этих двух положениях плиты мало подвержены износу или совсем его не испытывают. Следует иметь в виду, что время использования плит в условиях износа накапливается в течение всех последующих использований плит. Таким образом, способ в соответствии с настоящим изобретением включает в себя операцию сравнения времени использования плит в условиях износа с пороговым значением.
В соответствии с первой возможностью этого варианта осуществления настоящего изобретения подсчитывают число относительных перемещений (линейных или вращательных), которые совершили плиты. Это число перемещений также можно сравнить с пороговым значением, выше которого должно быть принято решение о том, чтобы признать плиту негодной.
В соответствии с предпочтительной возможностью этого варианта осуществления настоящего изобретения точность принятия решения улучшается за счет интегрирования (суммирования) промежутков времени, связанных с аварийными ситуациями. Было обнаружено, что в случае неестественного открывания металлургического резервуара, требующего использования разрушительного действия факела, число необходимых факелов и, следовательно, интенсивность и длительность процесса очистки под действием факела - а поэтому и результирующий износ плит - будут прямо пропорциональны времени, в течение которого плита остается блокированной. Поэтому возможно принимать во внимание неестественное открывание за счет умножения времени не открытого состояния (то есть времени, в течение которого разливочное отверстие плиты остается блокированным) на заданный коэффициент (например, на множитель 4). Такая возможность принимать во внимание может быть дополнительно улучшена за счет вычитания среднего времени, истекшего ранее вмешательства операторов факела (например, 2 минуты). Также возможно принимать во внимание время не активности плит между двумя последовательными случаями использования, которое не может превышать заданное значение.
На основании этого же самого принципа можно также принимать во внимание блокирование разливочного отверстия, случившееся во время разливки. Такое событие обычно требует принятия чрезвычайно серьезных мер, так чтобы можно было продолжить операцию разливки. Поэтому блокирование разливочного отверстия следует принимать во внимание за счет умножения времени блокирования (то есть времени, в течение которого отверстие плиты оставалось блокированным) на заданный коэффициент (например, на множитель 8).
В соответствии с зависимым вариантом способ принимает во внимание любую утечку металла между плитами (которая может быть связана с тем фактом, что затвор полностью закрыт, а остаточный расход (течение) металла все еще присутствует). Так как это является весьма серьезной аварийной ситуацией, которая может создавать угрозу безопасности разливочной установки, способ позволяет вырабатывать сигнал о немедленной замене огнеупорной плиты на новую.
В соответствии с возможностью этого варианта осуществления настоящего изобретения каждому событию или аварийной ситуации присваивают показатель важности (весовой показатель). За счет суммирования всех событий или аварийных ситуаций, взвешенных за счет умножения на их показатели важности, получают значение, типичное для случившегося события или аварийной ситуации, причем может быть проведено сравнение этого значения с пороговым значением, выше которого должно быть принято решение о том, чтобы признать плиту негодной.
В соответствии с третьим предпочтительным вариантом осуществления настоящего изобретения способ принятия решения интегрирует два или больше описанных здесь выше вариантов (и их различные возможности): как только одно из значений, которое сравнивают с соответствующим пороговым значением, превысит это пороговое значение, принимают решение о том, чтобы признать плиту негодной. В конечном счете, в данном случае "зона неопределенности " соответствует ситуации, в которой не было превзойдено ни одно из пороговых значений, однако по меньшей мере две из переменных приблизились к соответствующим пороговым значениям. Если способ ведет к неопределенности, то может быть принято решение прибегнуть к визуальному контролю.
В соответствии с другим аспектом настоящего изобретения предлагается устройство для осуществления описанного выше способа. Устройство для принятия решения о повторном использовании или о признании негодной огнеупорной плиты шиберного затвора, которую используют для управления потоком расплавленного металла во время разливки указанного металла из верхнего резервуара в направлении нижнего резервуара, содержит входной блок (устройство ввода), подключенный к датчикам, детекторам или счетчикам, для ввода выбранных переменных, блок запоминания пороговых значений и вычислительный блок, позволяющий производить операции с переменными, введенными с использованием входного блока, и сравнивать параметры или результаты указанных операций, проведенных с этими параметрами, с пороговыми значениями, и выходной блок, позволяющий создавать сигнал, соответствующий решению о повторном использовании указанной плиты или о ее признании негодной.
Преимущественно устройство запоминает также различные параметры, связанные с комплектом плит во время их последующих использований. Для этого необходимо, чтобы каждый комплект плит был идентифицирован однозначным образом. Это может быть осуществлено, например, за счет идентификации комплекта плит при помощи штрихового кода. Когда комплект плит вводят в шиберный затвор, установленный на данном разливочном резервуаре, комплект плит становится невидимым, и возникает необходимость в идентификации однозначным образом этого резервуара, так чтобы (благодаря связи между идентификаторами комплекта плит и разливочного резервуара) информация, относящаяся к комплекту плит, могла быть найдена из идентификатора верхнего резервуара.
Следует иметь в виду, что различные блоки устройства могут находиться на значительном расстоянии друг от друга, так как зона разливки может находиться на значительном расстоянии от зоны технического обслуживания (подготовки). Следовательно, передачу сигналов между различными блоками преимущественно следует выполнять при помощи компьютерной сети, при помощи телефонной связи или радиосвязи.
Следует иметь в виду, что в конечном счете информация, полученная за счет осуществления способа в соответствии с настоящим изобретением, может быть использована в рамках управления потреблением и повторным заказом плит.
Теперь изобретение будет описано со ссылкой на фиг.1 и 2.
На фиг.1 схематично показан способ в соответствии с настоящим изобретением, в применении к разливочному ковшу для непрерывной разливки стали, оборудованному шиберным затвором с гидравлическим приводом. Операция запоминания в этом случае состоит во вводе в блок запоминания различных пороговых значений, которые затем в нем хранятся. Например, это могут быть значения времени разливки, число относительных перемещений и износ губ, выше которого следует принять решение признать плиту негодной или выше которого рекомендуется произвести визуальный контроль. На этом этапе вводят также коэффициенты, связанные с аварийными ситуациями (блокирование, закупорка, утечка, …), а также, если это необходимо, весовые коэффициенты. Эти значения могут быть введены вручную, однако устройство преимущественно само осуществляет их выборку из библиотеки данных, принимая во внимание местные условия использования.
Операция статического сбора данных состоит во вводе информации, связанной с ковшом (внутренняя геометрия) и с комплектом плит (предыстория принятия решения), через входной блок системы.
Четыре следующих операции осуществляют во время операций разливки. Операция динамического сбора данных состоит в получении, во время всех операций разливки, различных значений сохраняемых параметров. Например, это могут быть время разливки в течение опорожнения ковша, мгновенный вес ковша, число движений плиты, гидравлическое давление в цилиндре, мгновенное положение конца цилиндра и т.п.
Операция вычисления предусматривает вычисление различных значений, которые не могут быть получены непосредственно от системы, но которые могут быть определены на основании полученных значений. Это могут быть скорость потока (мгновенное изменение веса металла в ковше), внутренняя геометрия ковша (рассчитанная из исходной геометрии, принимая во внимание теоретический износ футеровки), ферростатическое давление (рассчитанное из мгновенной геометрии и веса металла в ковше), различие (разность) между измеренным положением цилиндра и теоретическим положением, мгновенная разность между измеренной скоростью потока и теоретической скоростью потока и т.п.
Операция обработки включает в себя определение различных аварийных ситуаций (блокирование, закупорка, утечка) из ранее полученных переменных.
Наконец, операция сравнения предусматривает сравнение определенных указанным образом или полученных (измеренных) переменных с пороговыми значениями, которые хранятся в блоке запоминания. Указанные четыре операции повторяются в течение всего времени опорожнения ковша.
Когда ковш выводят из зоны разливки, осуществляют последнюю операцию принятия решения. Система вырабатывает сигнал (визуальный или звуковой), который соответствует решению о том, чтобы признать плату негодной или использовать ее повторно, или рекомендует приступить к визуальному контролю.
На фиг.2 показано устройство, которое позволяет осуществить описанный выше способ. Показан ковш 1, который находится в зоне разливки. Ковш снабжен линейным или поворотным шиберным затвором 2 и соединен при помощи соединения 3 с устройством 4 для принятия решения. Само по себе устройство 4 содержит блок запоминания, а также один или несколько блоков получения данных, вычисления, обработки и выходных блоков. Устройство 4 соединено при помощи соединения 5 с выходным устройством 6 (которое показано здесь в виде светофора). Показанные на фиг.2 линии соединения (магистрали) могут быть выполнены в виде кабелей, при помощи радиосвязи или иным образом. Выходное устройство 6 преимущественно расположено в зоне обслуживания ковша.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБНАРУЖЕНИЯ ШЛАКА В ПОТОКЕ РАСПЛАВА МЕТАЛЛА | 2016 |
|
RU2662850C2 |
| СИСТЕМА ДЛЯ ОТСЛЕЖИВАНИЯ И ОЦЕНКИ СОСТОЯНИЯ ОГНЕУПОРНЫХ ЭЛЕМЕНТОВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 2020 |
|
RU2817250C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ РАЗЛИЧНЫХ ПЕРЕМЕННЫХ В НОСКЕ МЕТАЛЛУРГИЧЕСКОГО КОНВЕРТЕРА | 2017 |
|
RU2766939C2 |
| ШИБЕРНЫЙ ЗАТВОР ЛИТЕЙНОГО КОВША | 2013 |
|
RU2567419C2 |
| ПЛИТА ШИБЕРНОГО ЗАТВОРА СТАЛЕРАЗЛИВОЧНОГО КОВША | 2018 |
|
RU2677400C1 |
| СПОСОБ РАЗЛИВКИ МЕТАЛЛА ИЗ РАЗЛИВОЧНОГО КОВША И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2077767C1 |
| УЗЕЛ НИЖНЕЙ ПЛИТЫ ЗАТВОРА, СОДЕРЖАЩИЙ БЕЗБАЙОНЕТНОЕ КРЕПЛЕНИЕ СТАКАНА-КОЛЛЕКТОРА | 2018 |
|
RU2771730C2 |
| ЛИТЕЙНЫЙ КОВШ | 1989 |
|
RU2044601C1 |
| ГИБКАЯ СИСТЕМА ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ ПЕЧИ С МИНИМАЛЬНЫМ ПОТРЕБЛЕНИЕМ ЭНЕРГИИ И СПОСОБЫ ПОЛУЧЕНИЯ СТАЛЬНЫХ ПРОДУКТОВ | 2012 |
|
RU2530578C2 |
| СПОСОБ РАЗЛИВКИ МЕТАЛЛА ИЗ СТАЛЕРАЗЛИВОЧНОГО КОВША В ЛИТЕЙНЫЕ ФОРМЫ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2011 |
|
RU2468888C2 |
Изобретение относится к области разливки металла. Технический результат - повышение объективности при принятии решения относительно повторного использования плиты шиберного затвора. Во время разливки определяют, по меньшей мере, разность между расходом расплавленного металла через затвор и его расчетным значением и сравнивают с ее пороговым значением. Или определяют разность между измеренной скоростью потока металла через затвор и ее расчетным значением и сравнивают с ее пороговым значением. Или определяют один из следующих параметров, присущих огнеупорной плите: энергию, затрачиваемую на относительное смещение плит, которую сравнивают с ее с пороговым значением, или время использования плит в условиях износа, которое сравнивают с его пороговым значением, или число относительных перемещений плит, которое сравнивают с его пороговым значением. По результатам сравнений определяют возможность повторного использования упомянутой плиты. 2 н. и 7 з.п. ф-лы, 2 ил.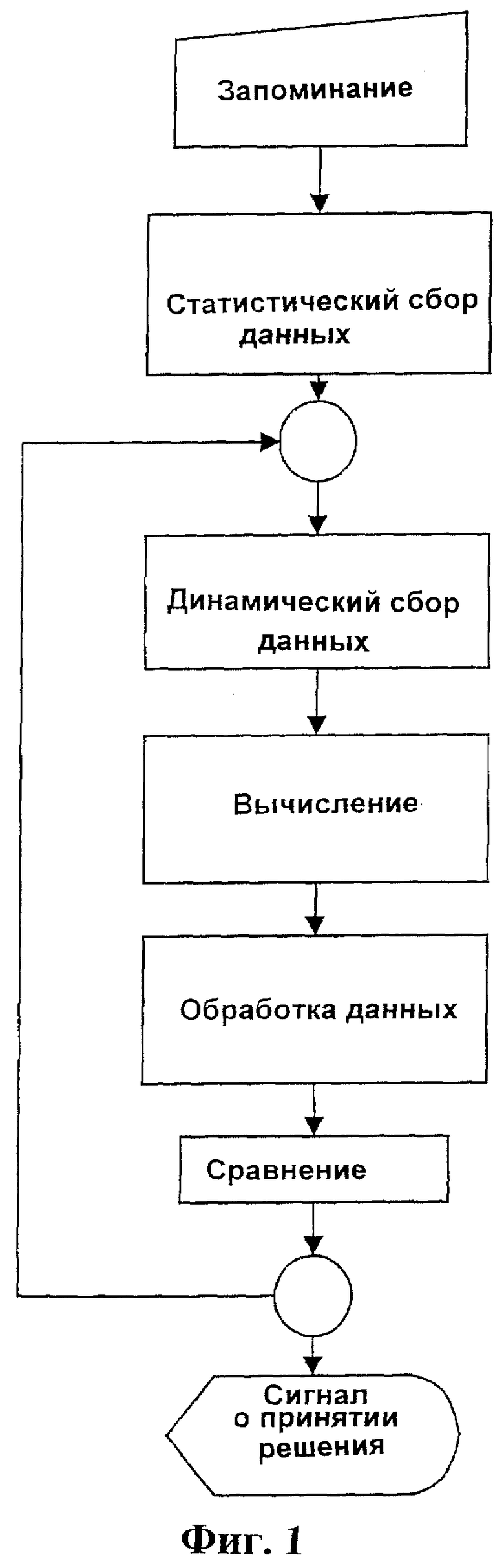
1. Способ определения возможности повторного использования огнеупорной плиты шиберного затвора, применяемого для управления потоком расплавленного металла во время его разливки, отличающийся тем, что во время разливки определяют, по меньшей мере, разность между расходом расплавленного металла через затвор и его расчетным значением и сравнивают с ее пороговым значением или разность между измеренной скоростью потока металла через затвор и ее расчетным значением и сравнивают с ее пороговым значением, и один из следующих параметров, присущих огнеупорной плите: энергию, затрачиваемую на относительное смещение плит, которую сравнивают с ее с пороговым значением, или время использования плит в условиях износа, которое сравнивают с его пороговым значением, или число относительных перемещений плит, которое сравнивают с его пороговым значением, и по результатам сравнений определяют возможность повторного использования упомянутой плиты.
2. Способ по п.1, отличающийся тем, что пороговые значения задают в зависимости от условий разливки металла.
3. Способ по п.1, отличающийся тем, что определяют мгновенный износ плиты.
4. Способ по п.3, отличающийся тем, что по разности между измеренной степенью расхода металла через затвор и его расчетным значением определяют мгновенный износ кромок плиты.
5. Способ по п.3, отличающийся тем, что по разности между действительной скоростью потока металла, рассчитанной для мгновенного положения затвора с учетом мгновенного ферростатического давления, рассчитанного в функции мгновенного веса металла и внутренней геометрии верхнего резервуара в текущий момент времени, для заданного диаметра разливочного отверстия, и ее расчетным значением определяют мгновенный износ кромок плиты.
6. Способ по п.3, отличающийся тем, что по разности между действительной скоростью потока, измеренной при полном открытии затвора, для мгновенного ферростатического давления, рассчитанного в функции мгновенного веса металла и внутренней геометрии верхнего резервуара в этот момент времени, и расчетной скоростью потока определяют радиальный износ плит.
7. Способ по п.3, отличающийся тем, что по энергии, использованной для относительного смещения плит, определяют износ их контактной поверхности.
8. Способ по п.1, отличающийся тем, что время использования плит в условиях износа определяют как полное время разливки за вычетом времени полного закрытия и времени полного открытия затвора.
9. Устройство для определения возможности повторного использования огнеупорной плиты шиберного затвора, применяемого для управления потоком расплавленного металла во время его разливки, используемое для осуществления способа по одному из пп.1-8, включающее входной блок для введения переменных, блок запоминания пороговых значений и вычислительный блок, выполненный с возможностью проведения операций с переменными, введенными через входной блок, и сравнения параметров или результатов указанных операций, проведенных с этими параметрами, с пороговыми значениями, и выходной блок, выполненный с возможностью создания сигнала, соответствующего решению о повторном использовании указанной плиты или о ее признании негодной.
| JP 2003181625 А, 05.11.2003 | |||
| US 4583717 А, 22.04.1986 | |||
| US 4355787 А, 26.10.1982 | |||
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015809C1 |
| Устройство автоматического регулирования уровня металла в промежуточной емкости установки непрерывной разливки металла | 1979 |
|
SU784976A2 |

