(54) УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЙ УрбвНЯ
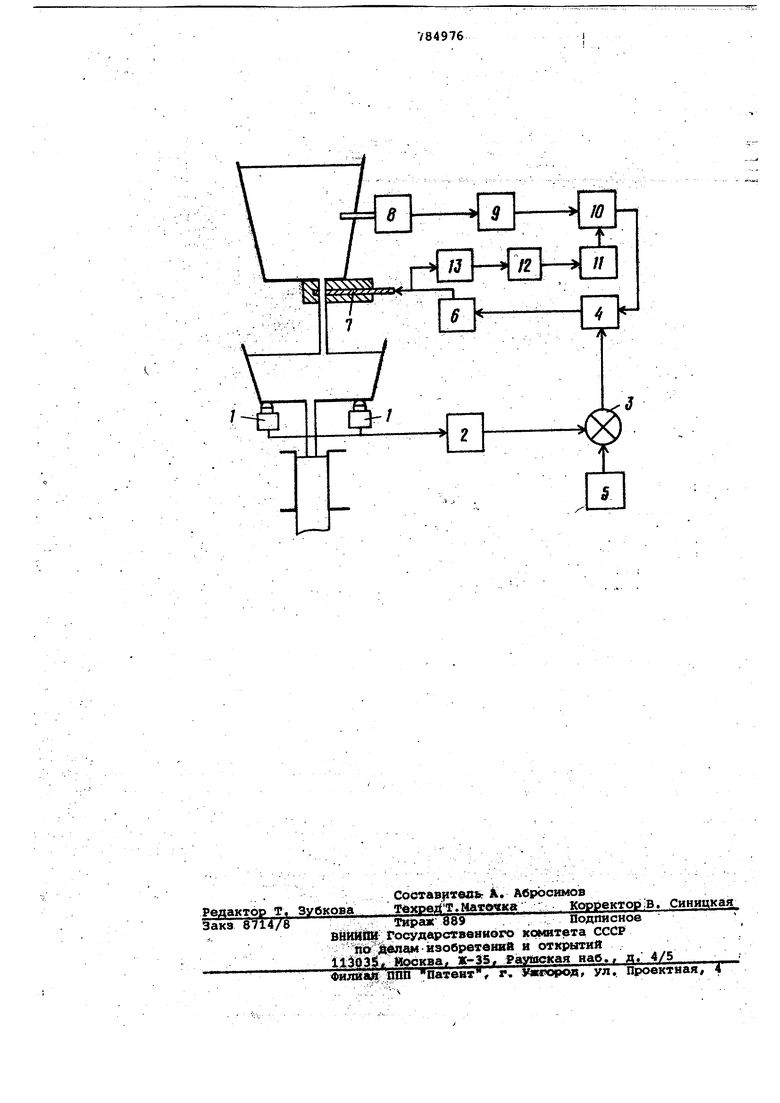
МЕТАЛЛА В ПРОМЕЖУТОЧНОЙ ЕМКОСТИ УСТАНОВКИ НЕПРЕРЫВНОЙ Изобретение относится к оборудова нию для регулирования процесса непре рывного литья металлов и является усовершенствованием известного устройства. Из основного изобретения по авт. св. № 623636 известно устройство автоматического регулирования уровня металла в промежуточной емкости установки непрерывной разливки металла содержащее датчики веса металла в промежуточной емкости, преобразователь напряжение-ток, задатчик уровня, астатический импульсный регулятор, воздействующий на сервопривод шиберного затвора подачи металла из сталеразливочного ковша, блок дистанционной перестройки зоны нечувствительности и термопары для измерени температуры жидкого металла. Это Устройство работает следующим образом. Сигнал измерения веса ilieTan ла в промежуто 1ной емкости проходит через преобразователь напряжение-ток и, сравниваясь с заданием поступает на вход астатического импульсного ре гулятора, который, воздействуя на се вопривод шиберного затвора, меняет подачу металла из сталеразливочного РАЗЛИВКИ МЕТАЛЛА ковша в промежуточную емкость в направлении восстановления заданного значения уровня металла в промежуточной емкости. Одновременно измеряют температуру жидкого металла в сталеразливочном ковше и по мере ее падения дистанционно уменьшают зону нечувствительности астатического импуль сного регулятора для увеличения частоты его срабатывания для более интенсивного прогрева огнеупоров шиберного затвора, исключающего прихватывание огнеупоров жидким металломГ.1. Недостатком известного устройства является то, что степень прогрева огнеупорного материала шиберного затвора не известна и, следовательно, не известна величина усилия, необходимая для перемещения огнеупорных плит шиберного затвора. При этом возмож- , ны ситуации (например, при подаче на МНЛЗ захоложенного металла), когда :степень прогрева шиберного затвора может оказаться недостаточной, и возросшее усилие на штоке сервопривода вызовет поломку огнеупорных керамических пляг шиберного затвора и, следовательно, аварию на установке. Таким образом, в машине возникает тяжелая аварийнайг Сй-гуа шя; связанная к тому же с йо- ёрЯмй roftlWd . Цепь изобретения - повыш1енйё нй- V дежности устайовки. Это достигаетсятем, что в устройетвЬабтоматй есКого регулирования уровня Металла в промежуточной емкости установки Непрерывной разливки ме« талЛд дополнительно ввбдят сялоизмерительнцй датчик, иэмерякмций усилие на мтоке сервопривода иибер ого затвора, второй преобразователь напряжеИие-тьк, на которо о подключен выход силоизмерительного датчики, пороговое устройство, на вход которого подключён В1ах6д второго преобразователя напряжеиие-ток, а Выход порогового устройст а подклю ей на второй вход блока дистанционной перестройки зоны нечувствительности. В сачест4йе силоизмерительных датчиков могут бы«ь использованы серийHke тензореЭиЬтивные датчики или мано МеТгрические датчики давления ,йзмёрйющие давление масла в напорной пол&сти сервогйдроприёбда, аS га Гестве порогового устройства - блок нелишнейных преоб азователей с функциональной &ВИСИМО.СТЬЮ . fkx при 0 при ч а , где а - порог ограничения. На чертеже изображена функциональ ,ная схема предлагаемого устройства. Устройство содержит датчик I веса металла в прОмежуточнЪй емкости, под1сЛЙчШные на нормируквдего преобразователя 2, йыход которого ерез элемент 3 сравнения соединен с входом jSjSiSSSBtTl l S aSyatlfurdicof6импульсного регулятора 4. НГа вход астатического ийг$ Ль1зного -- -I- .К.АЛЯ( I 1Ал -.-.Й регулятора 4 через элемент 3 сравнени подкЛ1рчен также задатчик 5 уровня. Вы ход астатического импульсноЬ-О регулятора 4 соединен с сервоприводом б, во действукндим на шиберный затвор 7. Выход термопары 8 связан со входом преобразователя 9 напряжёнТйё- ток, выход которого подключен на первый вход бло ка 10 дистанционной перестройки зоны нечувствительности. На второй вход блока 10 дистанционной перестройки зоны нечувстбительностй подключен выход порогового устройства 11, на вход которого подключен выхбд преобразователя 12 напряжение-той; с SXo дб1 которого, в своюочередь, свисай силоизмерительный датчик 13, измеряю 11(ий усилие пepeмeщeниЯJnшбepнoгo зат вора« ---Устройство работает следующим образом. В ста ибнарном ежиместаби-, лиэации сигнал от датчиков 1 веса металла через норкирующий преобразователь 2 и элемент 3 сравнения, срав ииваясь с С11гналом задатчика 5 уровя проходит на вход астатического мпульсного регулятора 4, стабилизируя ровёй1. мё е1пла в промежуточной е,мкоси путем воздействия на сервопривод 6 шиберного затвора 7. Здесь сигнал ермопары 8 блок преобразоватея 9 напряжение-ток проходит на вход блока 10 дистанционной перестройки зоны нечувствительности на вход астаTHiecRoro импульсного регулятора 4 и уменыиаёТся пропорционально по линейному закону величину зоны нечувствиельности астатического импульсного регулятора путем изменения соотношения сопротивлений делителя Bxcii; HOro сигнала. Паргшлельно на второй вход блока 10 дистанционной пёрестрой| и зоны нечувствительности через ttoporoвое устройство 11 и преобразователь 12 напряжение-ток проходит сигнал от сйлбизмерительного датчика 1:. :ЁСЛИ этот сигнал превыиает некоторое экспериментально yctaнaвливaeмoe пороговое значение а,то величина зоны не- , чувствительности астатического импульсного регулятора 4 также начинает уйеньшаться пр&порцйбйально линейномУ а1Кегну;увеличивая тем самым чаЬтоту включения регулятора 4 для более интенсивногб прогрева огнеупоров ишберного затвора. ПреДлагаемое устройство автоматического рех лирования уровня металла в промежуточной емкости установки непрерывной рйёливки металла, существенно повьшгает надежность работы установки и увеличивает выход годного металла за сокращения числа аварийных ра йивок. Формула изобретения - . 3 cтpoй6ftib а19томатического регулирования уровня ме алла в промежуточной емкости уст ановки непрерывной разливки металлапо авт.св. 623636, о тлишающееся ем, что, с повышения надежности установки, в него доПЬЙнйтельно вводят силойзмерительный датчик усилня- на шЕтоке сервопривода шиберногб затвора сталеразливочно о ковша, преобразователь напряжение-ток, на вход подключен выход сййоизмерительного датчика, пороговое устройство, и& вход ко горого Подключен выход второго преобразователя иапряжение-±ок , а выход порогового устройства подключен на второй вход блока дистанционной перестройки зоны иечуйствительности. Источники информации, принй ййе во внимание при экспертизе 1. Авторское свидетельство СССР 623636, кл. В 22 D 11/16,,1975.
. X
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического регулирования уровня металла в промежуточной емкости установки непрерывной разливки металла | 1976 |
|
SU623636A1 |
| Способ автоматического регулирования уровня металла в промежуточном ковше машины непрерывного литья заготовки и устройство для осуществления | 1987 |
|
SU1433634A1 |
| ЛИТЕЙНЫЙ КОВШ | 1989 |
|
RU2044601C1 |
| Автоматическое устройство для определения массы металла в разливочном ковше установки непрерывной разливки металла | 1984 |
|
SU1168323A1 |
| ТРЕНАЖЕР ОПЕРАТОРА СИСТЕМЫ УПРАВЛЕНИЯ НЕПРЕРЫВНОЙ РАЗЛИВКОЙ СТАЛИ | 2001 |
|
RU2226006C2 |
| Устройство автоматического регу-лиРОВАНия уРОВНя МЕТАллА B КРиСТАл-лизАТОРЕ МАшиНы НЕпРЕРыВНОгО лиТьязАгОТОВОК | 1979 |
|
SU804189A1 |
| Устройство для автоматической подачи металла в промежуточную емкость машины непрерывного литья металла | 1980 |
|
SU908496A1 |
| Устройство для автоматического управления объемной подачей металла в кристаллизатор машины непрерывной разливки стали | 1962 |
|
SU486303A1 |
| Способ автоматического определенияМОМЕНТА ОКОНчАНия пОдАчи МЕТАллАиз СТАлЕРАзлиВОчНОгО КОВшА уСТАНОВКиНЕпРЕРыВНОй РАзлиВКи СТАли | 1979 |
|
SU839671A1 |
| СПОСОБ ЗАЩИТЫ СТРУИ ЖИДКОГО МЕТАЛЛА ПРИ РАЗЛИВКЕ | 1999 |
|
RU2158651C1 |