Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов.
Известен способ непрерывной разливки металлов, включающий подачу металла из промежуточного ковша в кристаллизатор через удлиненный разливочный стакан под уровень металла, измерение веса металла в промежуточном ковше, изменение скорости вытягивания слитка из кристаллизатора, регулирование расхода металла из промежуточного ковша при помощи шиберного затвора.
Недостатком известного способа является неудовлетворительное качество непрерывно-литых слитков, а также низкая стабильность и производительность процесса непрерывной разливки металлов. Это объясняется тем, что в процессе непрерывной разливки не производят сравнение фактических и теоретически необходимых рабочих весовых расходов металла из промежуточного ковша. В этих условиях происходит неконтролируемое зарастание канала разливочного стакана и проходных отверстий плит шиберного затвора за счет отложения в них неметаллических включений. В результате отсутствия контроля за состоянием разливочного стакана возможно его зарастание, что вызывает необходимость снижения скорости вытягивания слитка сверх допустимых значений и прекращения процесса разливки. При снижении скорости вытягивания слитка сверх допустимых значений нарушается стабильность формирования слитка, в нем образуются внутренние и наружные трещины, на поверхности слитка возникают завороты, пояса, заливины и т.д. Несвоевременная смена стакана приводит к прекращению процесса разливки и снижению его производительности.
Наиболее близким по технической сущности является способ непрерывной разливки металлов, включающий подачу металла из промежуточного ковша в кристаллизатор через удлиненный разливочный стакан под уровень металла, измерение веса металла в промежуточном ковше, изменение скорости вытягивания слитка из кристаллизатора, регулирование расхода металла из промежуточного ковша при помощи шиберного затвора [2].
Недостатком известного способа является неудовлетворительное качество непрерывно-литых слитков, а также низкая стабильность и производительность процесса непрерывной разливки металлов. Это объясняется тем, что в процессе непрерывной разливки не производится контроль течения металла из промежуточного ковша через отверстия в плитах шиберного затвора и канал удлиненного разливочного стакана посредством сопоставления фактического расхода и расхода, обусловленного относительным положением отверстий в плитах шиберного затвора. В результате этого необходимо изменять скорость вытягивания в пределах, превышающих допустимые значения, что нарушает стабильность формирования слитка, в нем возникают внутренние и наружные трещины, на поверхности слитка образуются заливины, пояса, ужимины и т.д. Кроме того, отсутствие контроля за состоянием разливочного стакана приводит к непрогнозируемому по времени зарастанию канала стакана из-за отложения в нем неметаллических включений. Последнее приводит к прекращению процесса непрерывной разливки металлов.
Технический эффект при использовании предлагаемого способа заключается в улучшении качества непрерывно-литых слитков, повышении стабильности и производительности процесса непрерывной разливки металлов.
Указанный эффект достигают тем, что в кристаллизатор подают жидкий металл из промежуточного ковша в кристаллизатор через удлиненный разливочный стакан под уровень металла, измеряют вес металла в промежуточном ковше, вытягивают слиток из кристаллизатора с рабочей и переменной скоростью, регулируют расход металла из промежуточного ковша при помощи шиберного затвора, измеряют уровень металла в промежуточном ковше.
В процессе непрерывной разливки измеряют величину перемещения плит шиберного затвора, определяют проходную площадь в совмещающихся отверстиях плит шиберного затвора, определяют разницу значения фактического и рабочего расходов металла через шиберный затвор и при уменьшении фактического расхода до 10-20% от рабочего значения уменьшают соответственно скорость вытягивания на 10-20% от рабочего значения, а при уменьшении значения фактического расхода до 22. . . 40% от рабочего значения производят смену разливочного стакана, после чего скорость вытягивания слитка увеличивают до рабочего значения.
Улучшение качества непрерывно-литых слитков будет происходить вследствие обеспечения условий истечения металла из разливочного стакана в необходимых пределах, что обеспечивает постоянство скорости вытягивания слитка в допустимых пределах. В этих условиях будет обеспечиваться стабильность формирования оболочки слитка, на его поверхности не будут образовываться завороты, пояса, заливы и т.д. При этом в слитках не образуются внутренние и наружные трещины, что предупреждает прорывы металла под кристаллизатором и повышает производительность процесса непрерывной разливки металлов.
Диапазон уменьшения рабочего расхода металла в диапазоне до 10-20% от рабочего значения объясняется необходимостью поддержания стабильности скорости вытягивания слитков. При больших значениях будут нарушаться стабильные условия формирования слитка, что вызовет образование в нем внутренних и наружных трещин. При меньших значениях будет происходить преждевременная смена разливочных стаканов, что вызовет их излишний перерасход.
Указанный диапазон устанавливают в обратной пропорциональной зависимости от весового расхода металла через разливочный стакан.
Диапазон уменьшения скорости вытягивания слитка в диапазоне 10-20% от рабочего значения объясняется закономерностями формирования слитка на мениске металла в кристаллизаторе, по его длине в зоне вторичного охлаждения. При больших значениях на поверхности слитка будут образовываться заливины, пояса, ужимины и т.д., в слитке будут образовываться внутренние и наружные трещины. При меньших значениях снижение скорости вытягивания слитка не будет сказываться на качестве слитков в процессе их формирования. Указанный диапазон устанавливают в прямой пропорциональной зависимости от скорости вытягивания слитка.
Диапазон уменьшения значения фактического расхода металла до 22-40% от рабочего значения, при котором производят смену разливочного стакана, объясняется закономерностями отложения в канале разливочного стакана неметаллических включений. При больших значениях невозможен процесс разливки в условиях получения годных слитков. При меньших значениях изменение фактического расхода металла не будет сказываться на качестве непрерывно-литых слитков. Указанный диапазон устанавливают в обратной пропорциональной зависимости от значения рабочего весового расхода металла.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого способа с признаками известных технических решений. На основании этого делается вывод о соответствии заявляемого технического решения критерию "изобретательный уровень".
Способ непрерывной разливки металлов осуществляют следующим образом.
В процессе непрерывной разливки в кристаллизатор подают сталь марки 3сп из промежуточного ковша в кристаллизатор через удлиненный разливочный стакан под уровень металла. При этом измеряют вес металла в промежуточном ковше при помощи мессдоз, установленных на подъемно-поворотном столе. На основе данных о весе металла в промежуточном ковше и размеров его рабочей полости посредством перерасчета определяют уровень металла в данном промежуточном ковше. В процессе непрерывной разливки производят изменение скорости вытягивания слитка из кристаллизатора и регулируют весовой расход металла из промежуточного ковша при помощи шиберного затвора. При этом регулирование осуществляют посредством передвижения шиберных плит с проходными отверстиями относительно друг друга. Кристаллизатору сообщают возвратно-поступательное движение.
В процессе непрерывной разливки измеряют величину перемещения шиберных плит относительно друг друга при помощи датчиков перемещения и определяют соответствующую этому перемещению проходную площадь в совмещающихся отверстиях плит шиберного затвора. При этом определяют необходимое значение весового расхода металла посредством перерасчета данных об уровне металла в промежуточном ковше, площади проходного отверстия в совмещающихся отверстиях плит шиберного затвора с учетом удельного веса разливаемой стали, равного 7,0 т/м3.
Однако в процессе разливки в канале разливочного стакана происходит отложение неметаллических включений, находящихся в жидком металле, что вызывает уменьшение диаметра канала разливочного стакана и, как следствие, уменьшение весового расхода металла из промежуточного ковша. В этих условиях при уменьшении фактического расхода металла на 10-20% от необходимого значения уменьшают соответственно скорость вытягивания слитка из кристаллизатора на 10-20% от рабочего значения, а при уменьшении значения фактического расхода на 22-40% от рабочего значения производят смену разливочного стакана, после чего скорость вытягивания слитка увеличивают до рабочего значения.
При такой организации процесса непрерывной разливки не будут зарастать каналы разливочных стаканов сверх допустимых значений, что устранит необходимость снижения скорости вытягивания слитка. В этих условиях повышается стабильность формирования слитка в кристаллизаторе и зоне вторичного охлаждения, в слитках не образуются внутренние и наружные трещины, улучшается качество поверхности слитков.
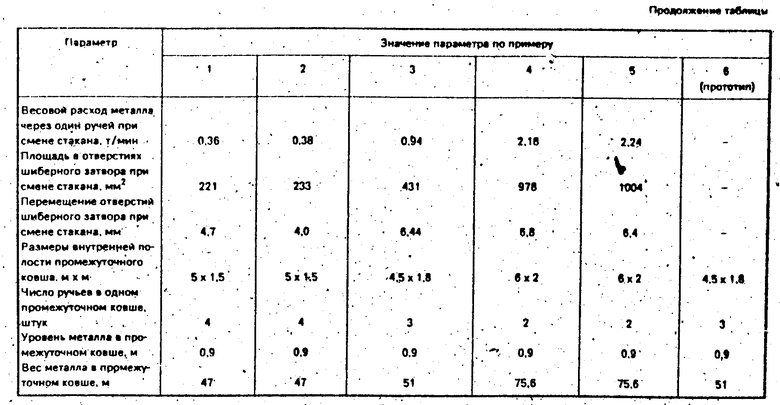
В таблице приведены примеры осуществления способа непрерывной разливки металлов с различными технологическими параметрами.
В первом примере будет нарушаться стабильность формирования слитка и увеличиваться его брак вследствие значительного снижения скорости вытягивания слитка и весового расхода металла.
В пятом примере будет происходить преждевременная смена разливочного стакана, что увеличит расход огнеупоров.
В шестом примере (прототип) будет повышаться брак слитков и снижаться стабильность процесса непрерывной разливки вследствие отсутствия контроля за протеканием металла через шиберный затвор и разливочный стакан.
В примерах 2...4 не будут зарастать каналы разливочных стаканов сверх допустимых значений, скорость вытягивания не будет снижаться сверх допустимых значений.
Применение способа позволяет повысить качество слитков на 2,2%, а также производительность процесса разливки на 1,6%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1991 |
|
RU2025199C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2048247C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2109593C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1991 |
|
RU2021875C1 |
| СПОСОБ ИЗМЕРЕНИЯ УРОВНЯ МЕТАЛЛА В КРИСТАЛЛИЗАТОРЕ | 1992 |
|
RU2033890C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ МЕТОДОМ ПЛАВКА НА ПЛАВКУ | 2002 |
|
RU2214884C2 |
| СПОСОБ ИЗМЕРЕНИЯ УРОВНЯ МЕТАЛЛА В КРИСТАЛЛИЗАТОРЕ | 1992 |
|
RU2033891C1 |
| Способ управления запуском установки непрерывной разливки металла | 1985 |
|
SU1528335A3 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2030959C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1991 |
|
SU1777284A1 |

Способ непрерывной разливки металлов включает подачу металла из промежуточного ковша в кристаллизатор через удлиненный разливочный стакан под уровень металла, измерение веса и уровня металла в промежуточном ковше, вытягивание слитка с рабочей и переменной скоростью, регулирование расхода металла из промежуточного ковша при помощи шиберного затвора, измерение уровня металла в кристаллизаторе. Для повышения качества слитков и повышения стабильности и производительности в процессе непрерывной разливки измеряют величину перемещения плит шиберного затвора, определяют проходную площадь в совмещающихся отверстиях шиберных плит, определяют разницу значений фактического и рабочего расходов металла через шиберный затвор и при уменьшении фактического расхода на 10 - 20% от рабочего значения уменьшают соответственно скорость вытягивания слитка на 10 - 20%, а при уменьшении значения фактического расхода до 22 - 40% от рабочего значения производят смену разливочного стакана, после чего увеличивают скорость вытягивания слитка до рабочего значения. 1 табл.
СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ, включающий подачу металла из промежуточного ковша в кристаллизатор через удлиненный разливочный стакан под уровень металла, измерение массы и уровня металла в промежуточном ковше, вытягивание слитка с рабочей и переменной скоростью, регулирование расхода металла из промежуточного ковша при помощи шиберного затвора и измерение уровня металла в кристаллизаторе, отличающийся тем, что в процессе непрерывной разливки измеряют величину перемещения плит шиберного затвора, определяют проходную площадь в совмещенных отверстиях шиберных плит, определяют разницу значений фактического и рабочего расходов металла через шиберный затвор и при уменьшении фактического расхода на 10 - 20% от рабочего значения уменьшают соответственно скорость вытягивания слитка на 10 - 20% , а при уменьшении фактического расхода до 22 - 40% от рабочего значения производят смену разливочного стакана, после чего увеличивают скорость вытягивания слитка до рабочего значения.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ автоматического регулирования уровня металла в промежуточном ковше машины непрерывного литья заготовки и устройство для осуществления | 1987 |
|
SU1433634A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
