Область техники, к которой относится изобретение
Настоящее изобретение относится в целом к непрерывной отливке металлов, в частности стали. Более конкретно, это изобретение относится к усовершенствованной форме для непрерывной отливки и к способам функционирования и модернизации форм для непрерывной отливки, которые обеспечивают улучшенное охлаждение в ходе процесса затвердевания.
Уровень техники
В настоящее время в металлургической промышленности используется несколько различных типов форм для непрерывной отливки. Основные отличия между формами относятся к размеру и конфигурации отливаемых изделий. При производстве заготовок, например заготовок с малым поперечным сечением, обычно используемых для изготовления так называемых "длинных изделий", таких как строительные стальные профили (уголки и швеллеры), рельсы, стержни и проволока, их обычно отливают при помощи формы с медной трубой. Внутренняя поверхность медной трубы служит литейной поверхностью, формирующей продукт, который аналогичен по размеру и конфигурации внутреннему пространству самой медной трубы. Внешняя поверхность медной трубы охлаждается водой, обычно быстрым потоком воды, но иногда распыляемой водой.
Большинство устройств для отливки заготовок, используемых для изготовления длинных изделий, имеет множество форм и производит одновременно множество стальных заготовок, разливаемых из одного разливочного устройства. Разливочным устройством, выполняющим операцию непрерывной отливки, является резервуар с огнеупорной футеровкой, используемый для питания формы или, в данном случае, множества форм.
Другой тип формы, широко используемой при непрерывной отливке, формирует заготовку несколько большего поперечного сечения, называемую блюмом. Блюм может иметь круглое сечение, формируемое в форме с круглой медной трубой, но более распространенным является прямоугольное сечение, используемое для изготовления в трубах длинных изделий, а также бесшовных пластин. Форма этого типа обычно включает в себя определенное количество облицовочных пластин, обычно выполненных из меди, и водяные рубашки, окружающие облицовочные пластины. Облицовочные пластины часто называют "медью", и они образуют часть формы, которая входит в контакт с расплавленным металлом в процессе отливки. Между водяными рубашками и облицовочными пластинами образованы проходящие вертикально и параллельно пазы или каналы для циркуляции воды, обеспечивающие охлаждение облицовочных пластин. В ходе работы вода нагнетается в эти пазы, причем почти всегда от нижнего конца формы, из источника водоснабжения через впускную камеру, которая сообщается со всеми пазами в облицовочной пластине. Достигаемый таким образом охлаждающий эффект вызывает затвердевание наружного слоя расплавленного металла, когда он проходит через форму. Затем затвердевание завершается после того, как полузатвердевшая отливка покидает форму, при помощи распыления дополнительного хладагента, в типичном случае - воды, непосредственно на отливку. Этот способ производства металлических изделий высокоэффективен и широко используется в Соединенных Штатах и во всем мире.
В случае с формой для получения прямоугольного блюма полость литейной формы обычно формируют четыре пластины (то есть две с широкой рабочей поверхностью и две с узкой рабочей поверхностью). Эти четыре отдельные медные облицовки формы обычно стыкуются (подгоняются) друг с другом, формируя нерегулируемый прямоугольный короб, который служит литейной камерой. Обычно форма из четырех элементов для отливки блюма будет иметь скошенные углы, в отличие от прямых углов, встречаемых в форме из четырех элементов для отливки плоской заготовки.
Плоские заготовки, часто называемые слябами, также имеют прямоугольное сечение, но обычно их ширина значительно больше толщины. Отливка плоских заготовок составляет большую долю от ˜800 миллионов тонн непрерывно отливаемых стальных изделий, производимых ежегодно во всем мире. Большинство форм для отливки плоских заготовок и форм для отливки блюма имеет четыре медные пластины, которые служат внутренней литейной поверхностью формы. В типичном варианте эти облицовки формы имеют пазы на тыльной стороне для формирования охлаждающих каналов, по которым может протекать охлаждающая вода. В некоторых случаях охлаждающие каналы формируют посредством сверления серии вертикальных круглых отверстий, но этот способ повышает расходы и вносит ограничения производительности, которые обычно не свойственны конструкции с медными листами, имеющими пазы.
Другой тип формы, называемый "формой для отливки заготовки балки", используют для отливки металлической заготовки в конфигурации Н-образной балки, сечение которой может быть затем уменьшено до размера, обычно используемого для строительных целей, например, при строительстве зданий и мостов. Производство заготовки балки обычно называют формированием отливки "почти конечной конфигурации", поскольку непрерывно конфигурация отливаемого изделия очень близка к конечной конфигурации и размеру изделия.
Н-образные балки меньших размеров изготовляют в формах с медной трубой балочной конфигурации, тогда как изделия больших размеров изготовляют в формах с четырьмя пластинами. Медные пластины с широкой рабочей поверхностью формы с четырьмя пластинами для отливки заготовки балки обычно выполняют из очень толстых листов меди. В этом случае сверление отверстий является нормальным способом, используемым для выполнения охлаждающих каналов, поскольку выполнение пазов в таком толстом листе меди было бы непрактичным. Охлаждающие каналы всех литейных форм располагаются так, что они окружают периметр отлитого изделия для извлечения тепла из жидкого металла, разлитого в форму. Таким образом, охлаждающие каналы, окружающие периметр формы для отливки заготовки балки, очень сложны по сравнению с каналами форм с плоскими пластинами, таких как используемые для отливки блюмов и плоских заготовок.
Тепловая/механическая динамика форм для непрерывной отливки, в особенности форм для отливки почти конечной конфигурации, усложняется с усложнением конфигурации полости литейной формы. Вороночные формы относятся к другому типу форм для отливки почти конечной конфигурации, обладающих собственным набором уникальных динамических характеристик. Вороночные формы имеют увеличенную заливочную область и обычно являются формами с четырьмя пластинами, используемыми для отливки тонких плоских заготовок. Формы для отливки тонких плоских заготовок требуют применения воронки, поскольку широкие рабочие поверхности расположены очень близко друг к другу для формирования тонкой плоской заготовки, имеющей толщину, составляющую всего от двух до трех дюймов, в противоположность более распространенным плоским заготовкам, которые обычно имеют толщину, составляющую 6-12 дюймов. Поскольку сталь обычно заливают в форму для непрерывной отливки через огнеупорную трубу, называемую погружаемым разливочным стаканом, увеличенная заливочная область или воронка обеспечивает пространство для погружаемого разливочного стакана и подачи стали в форму.
Отливка тонких плоских заготовок все шире используется в настоящее время из соображений экономичности прокатки тонких плоских заготовок с получением рулона стали. Способ изготовления тонких плоских заготовок также хорошо приспособлен к горячей загрузке, или иначе говоря, к подаче заготовки непосредственно из разливочного устройства на прокатный стан без необходимости полностью повторно нагревать изделие. Он также хорошо приспособлен к условиям миниустановки при производстве с применением электродуговой печи, в противоположность способам с применением металлургической кислородной печи, используемым на заводах с полным металлургическим циклом. Таким образом, отливка плоских заготовок снижает потребление энергии и наносит меньше вреда окружающей среде, что является двумя важными факторами в современном мире. В Соединенных Штатах отливка тонких плоских заготовок при помощи вороночных форм составляет около 20% горячего производства рулонной полосовой стали, и ожидается продолжение роста этой доли в будущем.
Вороночные формы имеют очень сложную тепловую/механическую динамику. Поскольку отливаемое изделие тонкое, например, толщиной, составляющей 1/5 толщины нормальной плоской заготовки, скорость отливки должна быть увеличена в пять раз для соответствия в весовом выражении производительности, получаемой при отливке более толстых плоских заготовок. Одновременно с повышением скорости отливки повышаются поверхностные температуры медных пластин формы, что очень сильно снижает срок службы формы. Такое повышение температуры приводит к сильному тепловому расширению и деформации медных пластин формы, что также ограничивает их срок службы. В результате всего этого расходы на обслуживание вороночных форм значительно выше расходов на обслуживание обычных форм для отливки толстых плоских заготовок.
Чтобы лучше оценить профили температур в форме при непрерывной отливке исследователи и операторы оборудования провели текущий контроль температур медных облицовок посредством снабжения их серией термопар. Они определили, что область, расположенная непосредственно под верхней поверхностью жидкого металла, которая известна в промышленности как область мениска, обычно бывает самой горячей.
При непрерывной отливке расплавленный металл входит в контакт с верхней поверхностью охлаждаемой водой формы в области мениска, где он отдает тепло в первую очередь. Эта теплопередача начинает процесс затвердевания и формирования оболочки или корки отлитого изделия. Когда затвердевающая оболочка движется вниз через форму и, наконец, через защищенную область под формой, она продолжает отдавать тепло и становится толще. Все это происходит со скоростью, соответствующей теплопроводности отливаемого металла и интенсивности подачи хладагента на поверхность заготовки. В конечном итоге оболочка полностью затвердевает до достижения конца разливочного устройства, и это является основой непрерывной отливки.
Когда толщина оболочки увеличивается, она действует как изолирующий слой между горячей жидкой сердцевиной отлитого изделия и источником охлаждения независимо от того, является ли он охлаждаемыми водой стенками формы, или струями охлаждающей воды в защищенной нижней области. Чем толще становится оболочка, тем бóльшую изоляцию она обеспечивает, и тем ниже становится температура поверхности заготовки. Большое количество тепла извлекается в самой форме, при этом оболочка нарастает до толщины, составляющей от 3/8 до 5/8 дюйма до того, как заготовка покинет форму. Таким образом, более низкая область формы обычно холоднее, чем верхняя область, поскольку оболочка изолирует форму от жидкой сердцевины заготовки.
Вследствие определенных механических ограничений и требований к гидравлическому уплотнению, самый верх и самый низ медных облицовок формы не охлаждаются настолько эффективно, как области, расположенные между ними. Недавние исследования показали существенную отдачу тепла вблизи самого низа формы, где вода обычно поступает в охлаждающие каналы на тыльной стороне медной облицовки формы. Это происходит в основном вследствие падения скорости движения охлаждающей воды, обнаруживаемого в этих областях. Этот недостаток может быть устранен посредством использования динамических пластин, таких как описанные в патенте США № 5526869, описание которого включено сюда как изложенное целиком.
В ходе непрерывной отливки должен быть достигнут ряд рабочих условий для поддержания непрерывности процесса, таким образом, максимизируя количества произведенной продукции в тоннах. В равной степени важна оптимизация рабочих условий, которые могут влиять на качество изделия. Стоимость первичного продукта значительно выше стоимости вторичного продукта и, таким образом, высокое качество продукта является целью каждой операции непрерывной отливки.
Характеристики формы являются главным фактором при производстве высококачественного изделия, полученного при непрерывной отливке. Фактически, от того, что происходит в менисковой области формы, обычно зависит уровень качества изделия. Для получения высокого качества необходимо равномерное извлечение тепла в форме. Равномерная толщина оболочки будет обеспечивать отсутствие напряжений, которые могут приводить к появлению продольных трещин. Также желательно получать близкие температуры на противоположных поверхностях в форме, а также правильный баланс температур между широкими рабочими поверхностями и узкими рабочими поверхностями для минимизации напряжений в углах изделия.
Из-за уникальной динамики вороночных форм для отливки тонких плоских заготовок тонкие медные облицовки могут приводить к переохлаждению, которое приводит к образованию продольных трещин или, иначе говоря, к тому, что при отливке тонких плоских заготовок называют литейными складками или морщинами. В результате, медные облицовки для отливки тонких плоских заготовок по этой причине обычно отбраковывают при наличии 15-19 мм запаса материала, остающегося между горячей рабочей поверхностью и охлаждающими каналами. Хотя это позволяет поддерживать работу формы в оптимальном температурном диапазоне для получения наилучшего качества изделия, но при этом требует дополнительных расходов на текущий ремонт вороночных форм.
Одним логическим подходом для увеличения срока службы медных облицовок вороночной формы было бы увеличение толщины новых медных облицовок. К сожалению, чем толще медная облицовка, тем выше температура поверхности в ходе работы. Вследствие высоких скоростей отливки, практикуемых при отливке тонких плоских заготовок, формы иногда выдерживают всего несколько дней, (особенно формы с новыми медными облицовками), до того, как они настолько сильно деформируются от тепла, что качество изделия падает. Перегревание поверхностей формы может также приводить к формированию поверхностных трещин в самих медных облицовках формы и может также вызывать прихватывание расплавленного металла на поверхности формы, что приводит к разрыву оболочки, который называют прорывом прихваченной заготовки.
Прорывом при непрерывной отливке в металлургической промышленности называют событие, когда в оболочке образуется отверстие и расплавленный металл, находящийся внутри оболочки, вытекает наружу, когда отверстие оказывается открытым ниже формы. Он может вызвать серьезные повреждения защитного оборудования под формой и внеплановое прерывание процесса отливки для его очистки. Прорывы могут стоить производителю от 50000 долларов до 1 миллиона долларов в зависимости от их серьезности и от типа операции отливки. Прорывы в отливочном устройстве для отливки тонких плоских заготовок обычно вызывают менее серьезные последствия, поскольку объем металла в форме меньше, чем в форме для отливки толстых плоских заготовок.
Медная облицовочная пластина формы имеет средний срок службы, который начинается, когда она новая и имеет максимальную толщину. После многократной повторяющейся механической обработки для удаления следов износа и повреждений поверхности, которые возникают в ходе работы отливочного устройства, медная облицовка формы будет становиться все тоньше и тоньше, пока ее использование не перестанет быть безопасным. Для каждой операции отливки задан нижний предел рабочей толщины для обеспечения того, что трещины в самой медной облицовке не приведут к протечке воды сквозь горячую лицевую поверхность. Такое происшествие могло бы привести к взрыву, который мог бы вызвать выброс расплавленного металла из формы и нанести повреждения операторам или другим людям в этом районе. Типичный диапазон запаса безопасности, остающегося между рабочей лицевой поверхностью и каналами для охлаждающей воды в медной облицовке нормальной формы в момент, когда ее отбраковывают, может составлять от 5 мм до 10 мм.
Охлаждающая вода в форме для непрерывной отливки обычно проходит через каналы для воды или пазы на тыльной стороне медной облицовки снизу вверх. Основным преимуществом такого движения воды является выталкивание воздуха из пазов или каналов впереди поступающей воды. Воздух, захваченный и оставшийся внутри каналов для охлаждающей воды, может вызывать перегрев медных облицовочных пластин в форме и неравномерное извлечение тепла. Однако при скоростях потока охлаждающей воды, практикуемых в формах в настоящее время, мало шансов, что воздух мог бы противостоять воде, протекающей со скоростью в диапазоне от 6 до 12 метров в секунду или от 20 до 40 футов в секунду.
Поток воды снизу вверх также дает преимущества относительно качества изделия за счет предварительного нагрева воды в нижней части формы до того, как она достигнет мениска. Это предотвращает переохлаждение изделия в области мениска, где определяется уровень качества изделия, в особенности, когда медная облицовка становится тоньше после нескольких операций повторной механической обработки.
Сущность изобретения
Однако изобретатель определил, что при необходимости отливать быстрее, в особенности в устройствах для отливки тонких плоских заготовок (слябов), существуют определенные преимущества в изменении на обратное направления потока воды, т.е. в принудительной подаче ее сверху вниз. Холодная вода, сначала входящая в контакт с областью мениска, может снижать температуры медной облицовки в этой области, что могло бы допускать использование более толстых медных пластин, когда они новые. Даже один миллиметр дополнительной толщины новой медной облицовки может давать дополнительную кампанию, что может давать очень реальное экономическое преимущество для производителя стали. Принимая во внимание тот факт, что облицовки вороночной формы или медные облицовочные пластины в типичном случае выдерживают от четырех до шести кампаний до того, как их отбраковывают, дополнительная кампания может принести производителю стали от 10000 долларов до 20000 долларов, то есть сумму, которая значительно превосходит дополнительные затраты на медное сырье.
В дополнение к этому снижение температуры мениска в ходе высокоскоростной отливки может предотвращать растрескивание и деформацию медных облицовок, что продлевает длительность кампании между повторными механическими обработками. Это позволит оставлять форму в устройстве в течение увеличенного периода времени, что повышает производительность устройства и увеличивает суммарное количество плавок, которые может обеспечивать пара медных облицовок формы в течение срока их службы.
Поскольку существует тенденция ускорения непрерывной отливки, направление движения потока воды в форме может играть большую роль в обеспечении возможности увеличения скорости отливки без ущерба для формы и срока службы медной облицовки. Новые способы управления направлением движения потока могут также способствовать поддержанию оптимального режима работы медной облицовки для получения наилучшего качества изделия. Подача хладагента вблизи верхней части охлаждающего паза может также повысить давление хладагента в области вблизи намеченного местоположения мениска, что, таким образом, повышает температуру кипения в этом месте, сдерживая возможность пузырчатого кипения, которое могло бы приводить к неравномерности охлаждения в форме.
Например, возможность реверсировать, т.е. изменить на обратное направление потока охлаждающей воды, когда медные облицовки становятся тоньше, может давать выгоду в обоих случаях. Поток сверху вниз мог бы использоваться, когда медная облицовка имеет толщину, превышающую определенное пороговое значение, для интенсификации охлаждения области мениска. Когда медная облицовка становится тоньше и ближе к размеру отбраковки, направление потока может быть изменено на обратное для подачи воды снизу вверх таким образом, чтобы не переохлаждать область мениска. Имея такую возможность, можно продлить срок службы формы и медной облицовки, обеспечивая огромное экономическое преимущество для пользователя.
Управление реверсированием потока может также содействовать контролю подобия температур противоположных рабочих поверхностей формы. Если одна медная пластина тоньше другой, температуры поверхностей двух медных пластин могут более точно согласовываться друг с другом посредством направления потока снизу вверх в более тонкой медной пластине и направления потока сверху вниз в более толстой медной пластине.
Такая система управления потоком может также содействовать согласованию (подгонке) температур в устройствах с множеством форм, в особенности, когда скорости отливки в них везде одинаковы. Например, устройство для отливки шести непрерывных заготовок может требовать вынужденной преждевременной остановки, поскольку одна или более из форм содержат новые медные трубы, тогда как другие содержат более тонкие. Посредством приведения в соответствие направления потока в каждой форме толщине ее медной облицовки слабое звено может быть устранено, и могут быть достигнуты увеличенные скорости отливки, продолжительность отливки и срок службы формы. В устройстве для отливки блюма, на которое распределяется общее управление скоростью (при комбинации устройств для отливки плоской заготовки и блюма), температура поверхности медной облицовки формы может приспосабливаться для максимизации производительности отливки в двух или более формах с разными толщинами медной облицовки.
Для управления направлением потока воды в форме для непрерывной отливки могут использоваться различные способы и системы. Один путь может заключаться в конструкции водяных рубашек форм. Водяная рубашка в форме для непрерывной отливки является конструктивным элементом, который обеспечивает механическую поддержку для поддержания плоского состояния медных облицовочных пластин в ходе работы. Она также действует как канал для проведения воды к верхней и нижней частям медных облицовок. Внутренняя конструкция может определять направление, в котором могла бы протекать охлаждающая вода. Различные водяные рубашки могут использоваться для различных толщин медной облицовки, или водяная рубашка может быть снабжена внутренним переключающим механизмом. Возможно, наиболее осуществимым способом управления направлением потока охлаждающей воды в форме было бы управление в трубопроводе под формой. Для выполнения функции переключения в систему водоснабжения формы могут быть включены клапаны и другие средства управления. Система управления потоком этого типа может легко монтироваться в новых устройствах при их производстве или может быть включена в состав существующих устройств для получения перечисленных здесь преимуществ. Окупаемость такой модернизации разливочного устройства может быть очень быстрой за счет высокоскоростной отливки.
Для достижения указанных выше и других целей изобретения предложен способ охлаждения формы для непрерывной отливки металла, включающий подачу хладагента в ходе отливки в по меньшей мере один охлаждающий канал, выполненный в облицовке формы и обменивающийся теплом с литейной поверхностью облицовки, отличающийся тем, что управляют направлением подачи хладагента посредством проведения следующих операций: (а) осуществляют отливку металла с одновременной принудительной подачей хладагента по охлаждающему каналу в первом направлении, и (b) осуществляют отливку металла с одновременной принудительной подачей хладагента по охлаждающему каналу во втором направлении, которое противоположно первому направлению.
Согласно второму аспекту изобретения, предложен способ охлаждения формы для непрерывной отливки металла, включающий подачу хладагента в ходе отливки в по меньшей мере один охлаждающий канал, выполненный в облицовке формы и обменивающийся теплом с по меньшей мере одной литейной поверхностью облицовки, отличающийся тем, что управляют направлением подачи хладагента посредством проведения следующих операций: (а) определяют на основе по меньшей мере одного фактора, в каком случае охлаждение, обеспечиваемое охлаждающим каналом, является наиболее преимущественным для процесса отливки: когда хладагент принудительно подают по охлаждающему каналу в первом направлении или - в противоположном втором направлении, и (b) проводят непрерывную отливку в форме при принудительной подаче хладагента по охлаждающему каналу в том направлении, которое было выбрано в ходе операции (а).
Эти и различные другие преимущества и признаки новизны, которые отличают изобретение, указаны конкретно в формуле изобретения, прилагаемой к описанию изобретения и формирующей его часть. Однако для лучшего понимания изобретения, его преимуществ и целей, достигаемых при его использовании, следует обратиться к чертежам, составляющим часть описания, и с описывающей их дальнейшей частью, которая показывает и описывает предпочтительный вариант осуществления изобретения.
Краткое описание чертежей
Фиг.1 изображает вид с'частичным сечением формы для непрерывной отливки, выполненной в соответствии с предпочтительным вариантом осуществления изобретения;
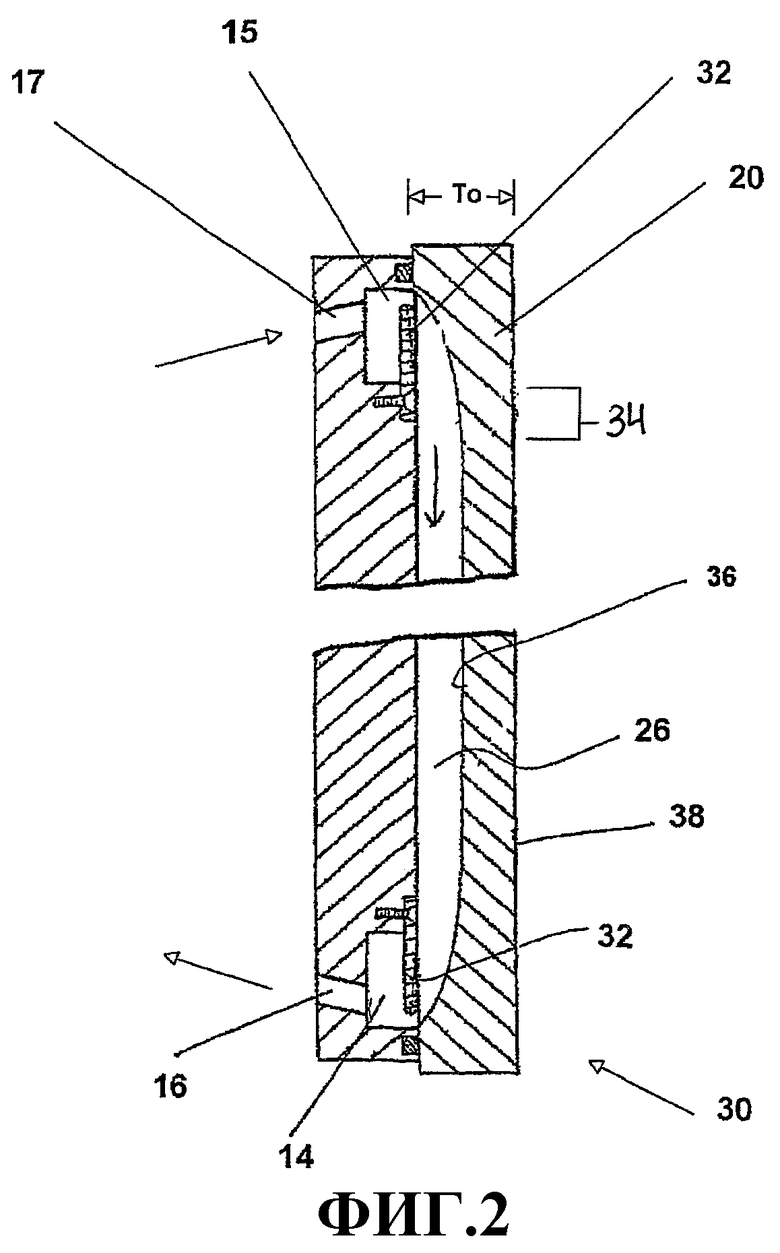
фиг.2 изображает вид в сечении, показывающий одну область формы для непрерывной отливки, показанной на фиг.1;
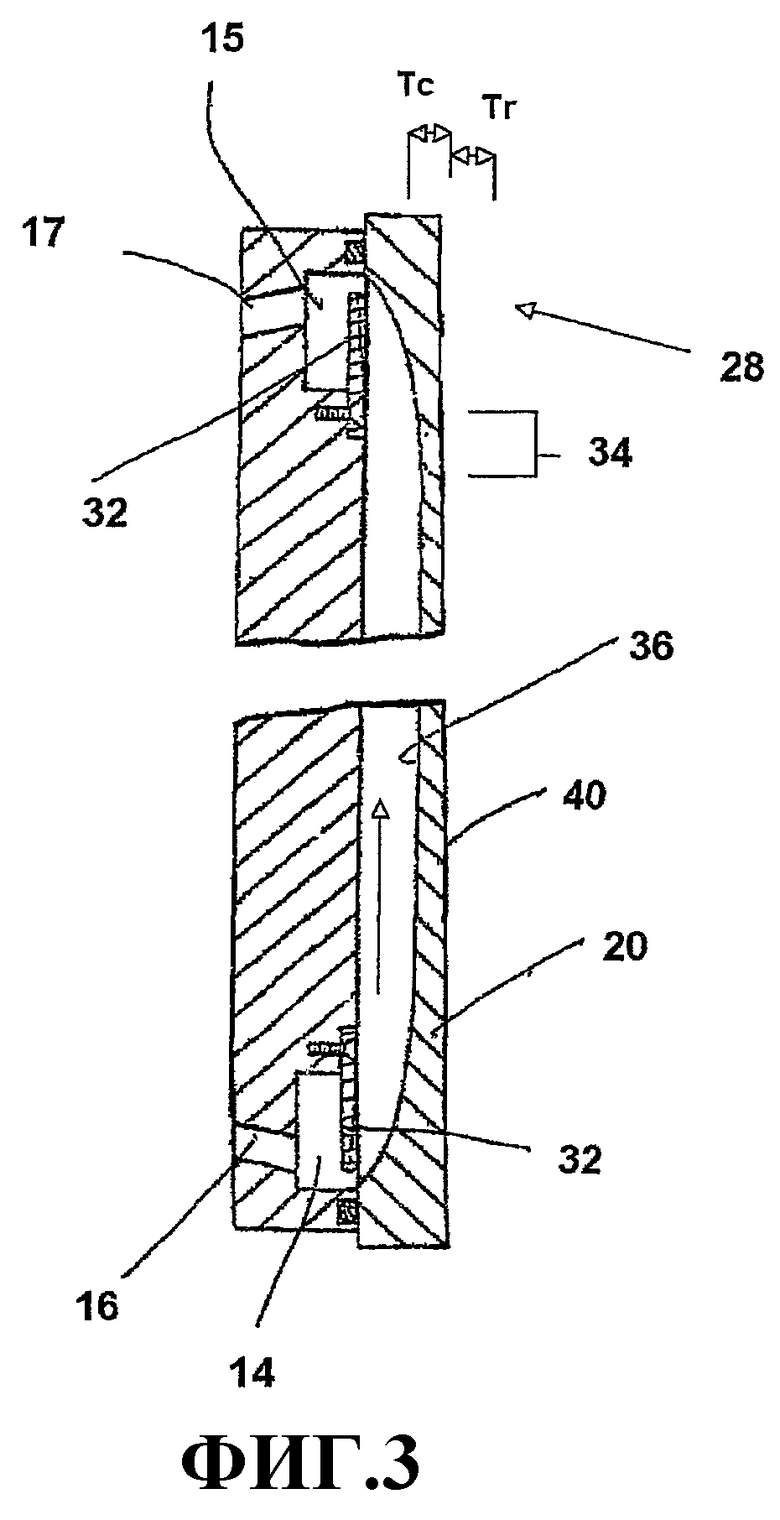
фиг.3 изображает вид в сечении, подобный показанному на фиг.2, иллюстрирующий область формы для непрерывной отливки после того, как существенное количество материала облицовки формы было удалено в ходе продолжительного использования и ремонта;
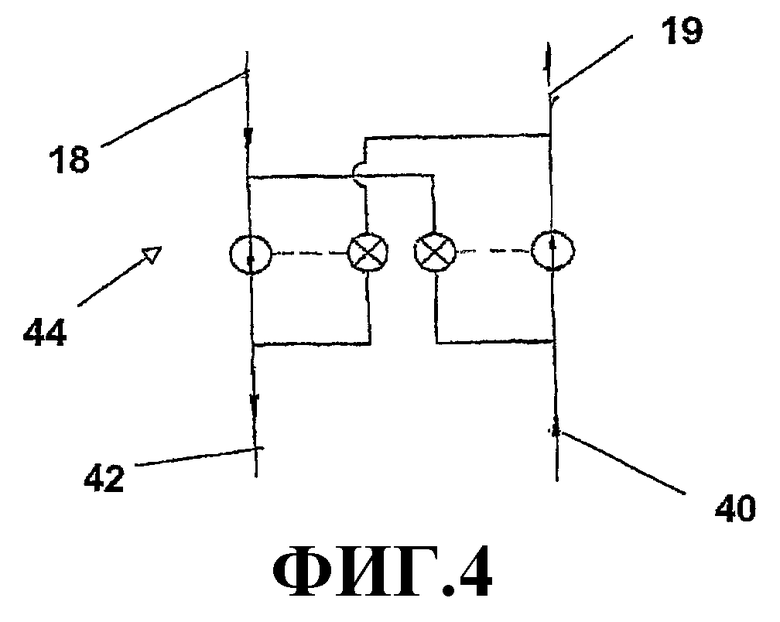
фиг. 4 изображает схематическую диаграмму, показывающую систему трубопроводов для подачи хладагента в форму для непрерывной отливки; и
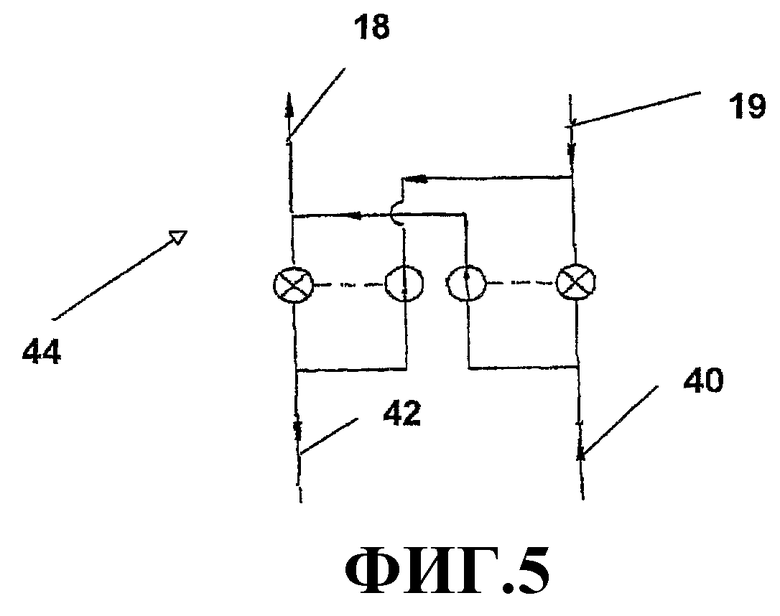
фиг.5 изображает схематическую диаграмму, показанную на фиг.4, во втором рабочем положении.
Подробное описание предпочтительного варианта (вариантов) осуществления изобретения
Как показано на чертежах, на которых одинаковые ссылочные номера обозначают соответствующие детали на всех видах, и, в частности, как показано на фиг.1, усовершенствованная форма 10 для непрерывной отливки, которая выполнена в соответствии с предпочтительным вариантом осуществления изобретения, включает в себя четыре внешние стенки или водяные рубашки 12, каждая из которых имеет образованную в ней нижнюю камеру 14. Как можно видеть на фиг.1 и 2, каждая из внешних стенок или водяных рубашек 12 также имеет образованный в ней нижний канал 16 для сообщения нижней камеры 14 с внешним трубопроводом для хладагента, который в предпочтительном варианте осуществления изобретения является нижней водной трубой 18. На фиг.2 можно видеть, что каждая из водяных рубашек 12 также имеет сформированную в ней верхнюю камеру 15, а также имеет верхний канал 17 для сообщения верхней камеры 15 со вторым внешним трубопроводом для хладагента, которым в предпочтительном варианте осуществления изобретения является верхняя водная труба 19, схематически показанная на фиг.4.
Форма 10 для непрерывной отливки также включает в себя четыре облицовки или медные пластины 20, каждая из которых имеет горячую или рабочую поверхность, называемую также литейной поверхностью, и прикреплена к внутренней поверхности соответствующей водяной рубашки 12, как лучше всего видно на фиг.1. Рабочие поверхности или литейные поверхности облицовочных стенок 20 совместно образуют поверхность формы, по которой может проходить расплавленный материал, такой как сталь, и которая имеет конфигурацию, хорошо известную в этой области техники и подробно описанную выше. Каждая медная пластина 20 или облицовочная пластина, предпочтительно, выполнена из материала, который имеет высокую теплопроводность, предпочтительно - из меди, как хорошо известно в данной области техники.
Как можно видеть на фиг.1, каждая внутренняя стенка 20 имеет ряд пазов 22, образованных на ее внутренней поверхности, которые совместно с соответствующей водяной рубашкой 12 образуют ряд каналов 26, показанных на фиг.2, для транспортировки хладагента, такого как вода, для охлаждения облицовки 20 в ходе работы формы 10. Как показано на фиг.2, в предпочтительном варианте осуществления изобретения каждый из каналов или пазов 26 для воды ориентирован таким образом, что он проходит по существу вертикально и имеет верхний конец, расположенный вблизи верхнего конца 28 водяной рубашки 12, и нижний конец, расположенный вблизи нижнего конца 30 водяной рубашки 12. Первая динамическая пластина 32 (т.е. пластина, регулирующая скорость и объем подаваемого хладагента) расположена между нижней камерой 14 и нижним концом канала 26, как показано на фиг.2, и, подобным же образом, вторая динамическая пластина расположена между верхней камерой 15 и верхним концом канала 26.
На фиг.2 показана облицовка или медная пластина 20 формы, которая является по существу новой и имеет первоначальную толщину То между самой внутренней точкой 36 канала 26, которая является дном паза, и рабочей или литейной поверхностью 38. При такой толщине может быть необходимо обеспечивать усиленное охлаждение области 34 мениска литейной поверхности 38. Соответственно, одним важным преимуществом, обеспечиваемым изобретением, является операция определения того, что желательно направить хладагент сверху вниз и затем первоначально подавать хладагент в верхнюю часть канала 26 в направлении нижней части канала 26 таким образом, чтобы хладагент, который входит в контакт с дном 36 паза в области дна 36 паза, которая находится вблизи области 34 мениска, был предварительно нагрет как можно меньше.
На фиг.3 показана облицовка формы или медная пластина 20, которая из-за износа и механической обработки, которая осуществлялась для восстановления необходимого состояния поверхности, стала значительно тоньше, чем была первоначально. В частности, облицовка формы или медная пластина 20, показанная на фиг.3, имеет толщину Тс между дном 36 паза и новой литейной поверхностью 40, которая показывает уменьшение толщины относительно первоначального размера облицовки формы, имеющее значение Тr.
Согласно одному особенно преимущественному варианту осуществления изобретения отливка с новой облицовкой 20 формы будет осуществляться при направлении хладагента в охлаждающем канале 26 сверху вниз. Каждый раз после восстановления состояния облицовки формы будет вновь определено, следует ли направлять хладагент сверху вниз или снизу вверх. В этом варианте осуществления изобретения это определение основывается на оставшейся толщине Тс облицовки формы между дном 36 паза и литейной поверхностью 38. Конкретное значение Тс, при котором будет принято решение изменить направление потока хладагента на обратное, будет определяться на основе ряда факторов. Например, определение такого "реверсирующего" значения Тс может быть основано частично или полностью на значениях измеренных температур в ходе отливки. Определение может также основываться полностью или частично на необходимой скорости отливки, на составе материала, из которого изготовлена облицовка 20 формы, или на различных способах обработки поверхности, которой могла подвергаться литейная поверхность 38. В альтернативном варианте определение может быть сделано просто на основе достижения предполагаемой половины срока службы облицовки 20 формы.
В предпочтительном варианте осуществления изобретения значение Тс, при котором принимают решение о реверсировании направления потока хладагента, будет зависеть в основном от типа используемой формы (то есть от того, является ли форма обычной формой для отливки плоских заготовок, или это вороночная форма для скоростной отливки) и от состава облицовки формы (то есть от того, изготовлена ли облицовка формы из серебросодержащей меди или из хромоциркониевой меди, которые хорошо известны в металлургической промышленности). Нижеследующая таблица показывает предпочтительные и более предпочтительные диапазоны значений Тс для всех комбинаций этих наиболее важных факторов:
для
плоских заготовок
В предпочтительном варианте осуществления изобретения, как лучше всего показано на фиг.4, устройство для избирательного направления хладагента либо сверху вниз, либо снизу вверх внутри водяной рубашки включает в себя простое клапанное устройство 44, которое, предпочтительно, расположено в водопроводной трубе под формой для непрерывной отливки. Водопроводная' труба 40 подает воду под давлением или другой хладагент в форму для непрерывной отливки, тогда как обратный водопровод 42 образует обратный канал для воды, которая циркулирует через форму для непрерывной отливки. Водопроводная труба 40 и обратный канал 42, предпочтительно, как обычно, практикуется в данной области техники, является частью системы непрерывной циркуляции, которая включает в себя контур фильтрации и внешний контур охлаждения, который, в типичном случае, включает в себя теплообменник и башенный охладитель для передачи лишнего тепла в окружающую среду.
Как можно видеть на фиг.4, клапанное устройство 44 конфигурировано в положении, показанном на фиг.2, в котором водопроводная труба 40 сообщается с верхней водопроводной трубой 19, которая обеспечивает проход в верхнюю камеру 15 через верхний канал 17, как показано на фиг.2. Охлаждающая вода течет вниз по каналу 26, как показано на фиг.2, в нижнюю камеру 14 и наружу через нижний канал 16 и в нижнюю водопроводную трубу 18, которая сообщается с обратным каналом 42. В обратной ситуации, показанной на фиг.3 и 5, питающая труба 40 сообщается через клапанное устройство 44 с нижней водопроводной трубой 18, направляющей охлаждающую воду в нижний канал 16 через нижнюю камеру 14 и вверх через канал 26, в котором хладагент подогревается до того, как он достигает части дна 36 паза, которая расположена вблизи области 34 мениска. Соответственно, охлаждающий эффект немного ослабляется, что является преимущественным из-за тонкого состояния облицовки 20 формы. Хладагент продолжает движение вверх, в верхнюю камеру 15, наружу через верхний канал 17 и в верхнюю водопроводную трубу 19, которая сообщается посредством клапанного устройства 44 с обратным каналом 42.
Следует понимать, что, хотя в приведенном описании были изложены многие характеристики и преимущества настоящего изобретения наряду с деталями конструкции и работой изобретения, описание имеет только иллюстративный характер, и в детали могут быть внесены изменения, в частности, в отношении конфигурации, размеров и расположения деталей, соответствующие принципам изобретения в полном объеме, обозначенном широким общим значением терминов, которыми изложена прилагаемая формула изобретения.
Изобретение относится к непрерывной отливке металлов, в частности стали. Способ охлаждения формы для непрерывной отливки включает подачу хладагента в ходе отливки в по меньшей мере один охлаждающий канал, выполненный в облицовке формы и обменивающийся теплом с литейной поверхностью облицовки. Для управления направлением подачи хладагента проводят следующие операции. Определяют на основе по меньшей мере одного фактора, что является наиболее преимущественным для процесса отливки: принудительно подавать хладагент по охлаждающему каналу в первом направлении или во втором противоположном направлении. Проводят непрерывную отливку в форме при принудительной подаче хладагента по каналу в выбранном направлении. Желательно выполнять охлаждающий канал в виде паза, образованного в облицовке формы и имеющего верхний и нижний конец. Если облицовка формы имеет толщину, меньше ее заданной величины, преимущественной может быть циркуляция хладагента, при которой он поступает в водяную рубашку и в пазы снизу и выходит сверху для определенного предварительного нагрева хладагента до того момента, как он достигнет области мениска металла. И наоборот, если облицовка формы имеет толщину, больше ее заданной величины, желательно подавать хладагент в верхнюю часть водяной рубашки для усиления охлаждающего эффекта в области мениска металла. Технический результат - оптимизация охлаждения формы в процессе непрерывной отливки, повышение срока службы ее облицовки, повышение производительности процесса отливки. 2 н. и 35 з. п. ф-лы, 5 ил., 1 табл.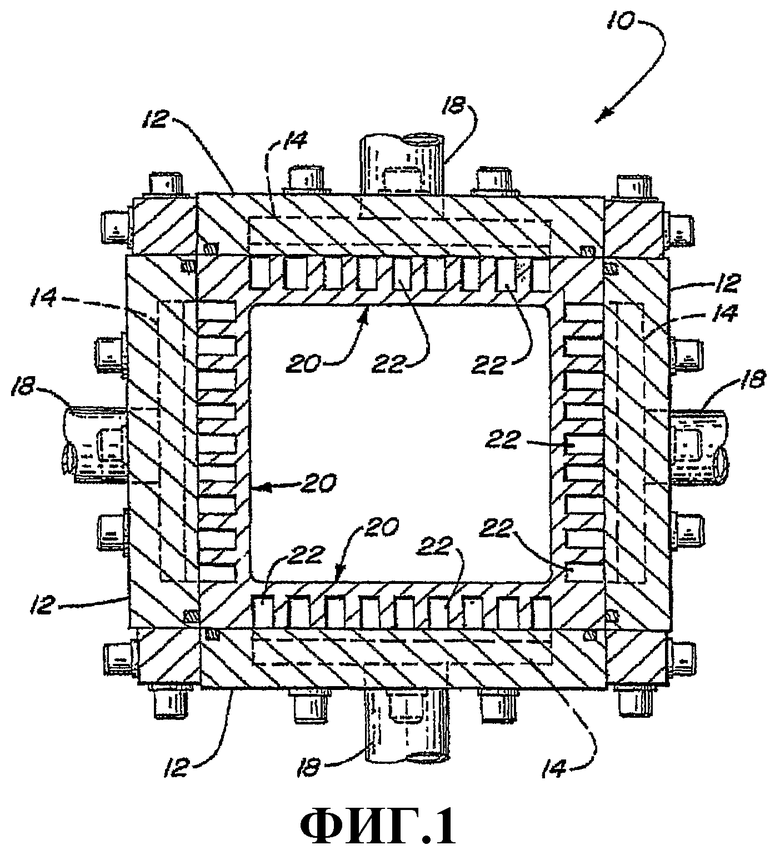
| US 5526869 A, 18.06.1996.US 5771958 A, 30.06.1998.SU 1154033 A, 07.05.1985.SU 1708504 A1, 30.01.1992.US 5611390 A, 18.03.1997.US 3941183 A, 02.03.1976. |

