ОБЛАСТЬ ПРИМЕНЕНИЯ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к устройству вторичного охлаждения машины непрерывного литья металлических изделий.
В частности, устройство вторичного охлаждения воздействует на металлические изделия на выходе из формы и вдоль траектории движения роликовой дорожки, расположенной ниже по потоку. В качестве примера, литыми металлическими изделиями могут быть блюмы, биллеты, слябы или другие известные типы.
Уровень техники
Известно, что металлическое изделие во время непрерывного литья переходит из жидкого состояния в частично твердое состояние, достигая полностью твердого состояния в заданном положении после этапа литья. На этих этапах оболочка металлического изделия, содержащая внутри себя жидкую металлическую сердцевину, постепенно утолщается, пока полностью не затвердеет.
Контролируемый отвод тепла от литого металлического изделия первоначально происходит посредством теплообмена с помощью устройства первичного охлаждения. Устройство первичного охлаждения содержит множество охлаждающих каналов, связанных или интегрированных в стенки кристаллизатора.
Ниже кристаллизатора предусмотрено устройство вторичного охлаждения, которое содержит множество форсунок, чередующихся с роликами для поддержания и направления металлического изделия, и контур для подачи одной или нескольких охлаждающих жидкостей в форсунки, как указано выше.
Механизмами теплообмена, которые задействованы в устройстве вторичного охлаждения, являются облучение и конвекция.
Облучение представляет собой механизм теплообмена, который происходит между двумя поверхностями при разных температурах, например, между поверхностью металлического изделия и поверхностями роликов, поддерживающих и направляющих эти изделия.
Конвекция, которая в этих типах применений осуществляется принудительным образом, характеризуется подачей на охлаждаемое металлическое изделие одной или нескольких охлаждающих жидкостей, возможно, также их смеси.
Форсунки обычно расположены между опорным и направляющим роликами таким образом, чтобы направлять одну или несколько охлаждающих жидкостей непосредственно на металлическое изделие. Для этой цели форсунки могут быть расположены на расстоянии друг от друга, чтобы покрыть ширину, возможно, равную максимальной ширине металлического изделия. Кроме того, форсунки могут подавать струи охлаждающей жидкости различной формы в зависимости от типа охлаждаемого металлического изделия.
Обычно в машинах непрерывного литья форсунки могут быть такого типа, в которых используется только вода, или такого типа, в которых используются вода и воздух.
В форсунках, где используется только вода, последняя подается через отдельное отверстие или совместно с другими и распыляется на литое изделие. В этом случае для регулировки охлаждения расход воды в форсунке изменяется таким образом, что достигается определенный эффект конвективного теплообмена. Некоторые примеры форсунок, которые подают только воду, и соответствующих им способов управления описаны в патентах WO 2017/042059 A1, WO 2018/224304A1 и US 2019/0054520 A1.
В форсунках, из которых подаются вода и воздух, добавление воздуха расширяет диапазон регулировки форсунки, позволяя регулировать расход воды в более широком диапазоне. Один недостаток форсунок этого типа связан с высоким потреблением сжатого воздуха и соответствующими затратами энергии на его производство, а также необходимостью использования специальных компонентов управления для контроля воздуха.
Как правило, форсунки группируются в устройства охлаждения для того, чтобы, например, определить зоны равномерного охлаждения отлитого изделия, и в то же время упростить конфигурацию схемы подачи форсунок, которая может стать очень сложной также из-за количества и типа используемых охлаждающих жидкостей.
Контур для подачи форсунок содержит средства для перекачки охлаждающей жидкости (жидкостей), один или несколько узлов для регулирования расхода, содержащих сервоклапаны, расходомеры и датчики давления, и систему трубопроводов, также известную как “соединительные трубопроводы”, которая гидравлически соединяет средства перекачки и один или несколько узлов регулировки охлаждающих устройств.
Охлаждающие устройства, обычно расположенные симметрично относительно центральной оси металлического изделия, могут быть сгруппированы в кольца, также называемые “петлями”, и управляться соответствующими узлами регулировки потока, чтобы определить зоны равномерного охлаждения.
Обычно, если внутри литейной машины имеется “n” зон охлаждения, система трубопроводов имеет равное количество труб, которое может удвоиться, если форсунки подают воду и воздух. Кроме того, с каждой зоной охлаждения связан соответствующий узел регулировки расхода.
Очевидно, что такое решение является очень сложным в реализации, а также очень громоздким из-за удлинения системы трубопроводов. Кроме того, оно также очень сложно в управлении и, учитывая большое количество компонентов, требует частого технического обслуживания.
В других известных решениях система трубопроводов содержит одну трубу для подачи текучего хладагента низкого давления и другую трубу для подачи текучего хладагента высокого давления. Обе трубы питают блоки клапанов, расположенные на панели охлаждающих устройств и сконфигурированные таким образом, чтобы обеспечить переход от низкого давления к высокому и наоборот.
Хотя это решение позволяет управлять большим количеством зон охлаждения, используя только две подающие трубы, оно не позволяет контролировать расход жидкости, подаваемой отдельными форсунками или отдельными холодильными установками.
Поэтому возникает необходимость в усовершенствовании устройства вторичного охлаждения машины непрерывного литья металлических изделий, которое может преодолеть по крайней мере один из недостатков нынешнего уровня техники.
Одной из целей настоящего изобретения является создание устройства вторичного охлаждения машины непрерывного литья металлических изделий, в котором можно простым способом добиться переменной подачи охлаждающей воды с помощью оборудования, которое является простым в управлении и не является громоздким.
Другой целью настоящего изобретения является создание устройства вторичного охлаждения, в котором система трубопроводов для подачи охлаждающей жидкости имеет ограниченную длину.
Другой целью настоящего изобретения является создание устройства вторичного охлаждения, в котором узел регулирования расхода является простым и содержит ограниченное количество компонентов.
Другой целью настоящего изобретения является создание устройства вторичного охлаждения, которое требует ограниченного технического обслуживания.
Заявитель разработал, испытал и реализовал настоящее изобретение для преодоления недостатков уровня техники и достижения этих и других целей и преимуществ.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение изложено и охарактеризовано в независимой формуле изобретения. Зависимые пункты формулы описывают другие характеристики настоящего изобретения или варианты основной изобретательской идеи.
В соответствии с вышеуказанными целями устройство вторичного охлаждения машины непрерывного литья металлических изделий, в котором каждое металлическое изделие отливается, удерживается и направляется вдоль траектории движения, содержит множество охлаждающих узлов, расположенных последовательно, друг за другом вдоль машины непрерывного литья.
Каждый из вышеуказанных узлов содержит множество охлаждающих устройств, каждый из которых снабжен одной или несколькими форсунками, расположенными вдоль траектории движения.
Охлаждающие устройства каждого узла расположены рядом друг с другом, чтобы покрыть ширину, по меньшей мере, равную максимальной ширине металлического изделия, которое может быть отлито в машине непрерывного литья.
Согласно одному аспекту настоящего изобретения, каждая форсунка каждого охлаждающего устройства содержит два или более отверстий для подачи охлаждающей жидкости на охлаждаемое металлическое изделие. Кроме того, одно отверстие одной форсунки связано с линией подачи жидкости, отличной от другого отверстия той же форсунки.
Одинаковые отверстия разных форсунок одного и того же охлаждающего устройства связаны с одной и той же линией подачи.
Это решение позволяет дифференцировать и регулировать расход охлаждающей жидкости в различных зонах литого изделия, в частности, по его ширине, просто путем приведения в действие одной и/или другой подающих линий, подключенных к одинаковым форсункам разных охлаждающих устройств и разных охлаждающих узлов, чтобы адаптировать охлаждающее действие к эффективной ширине отлитого продукта и потребностям в равномерном охлаждении. Например, можно легко дифференцировать интенсивность охлаждения в центральной зоне литого изделия по отношению к его боковым зонам.
Кроме того, это решение позволяет использовать уменьшенное количество основных трубопроводов для подачи жидкости, которая может подаваться через один клапанный узел, например, через главный сервоклапан, который задает единый расход подачи, при этом регулируются изменения расхода охлаждающей жидкости на литое изделие путем выборочного открытия/закрытия одинаковых форсунок различных охлаждающих устройств/узлов.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Эти и другие аспекты, характеристики и преимущества настоящего изобретения станут очевидными из следующего описания некоторых вариантов осуществления, приведенных в качестве неограничивающего примера со ссылкой на прилагаемые чертежи, в которых:
- фиг. 1 схематически показана машина непрерывного литья металлических изделий, которая содержит устройство вторичного охлаждения в соответствии с описанными здесь вариантами осуществления;
- фиг. 2 схематически показан охлаждающий узел, снабженный восемью охлаждающими устройствами;
- фиг. 3 схематически показывает возможную конфигурацию устройства вторичного охлаждения в соответствии с описанными здесь вариантами осуществления;
- фиг. 4 схематически показывает другую возможную конфигурацию устройства вторичного охлаждения в соответствии с описанными здесь вариантами осуществления;
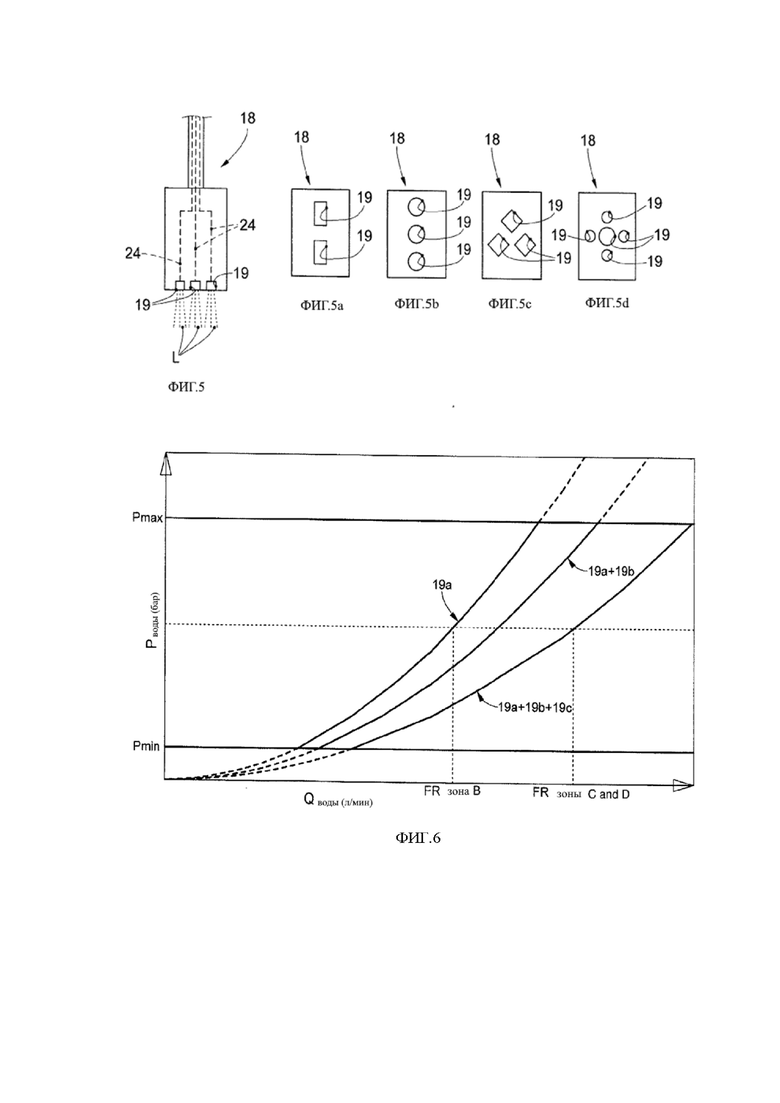
- фиг. 5 схематично показана форсунка, в которой видны подающие отверстия;
- фиг. 5a-5d показаны возможные варианты подающих отверстий. 5;
- фиг. 6 - график зависимости расхода от давления, который показывает режимы работы охлаждающего узла на фиг. 2 снабжен в качестве примера форсунками, как на фиг. 5b или фиг. 5c.
Чтобы облегчить понимание, для выявления общих элементов на чертежах, были использованы одни и те же обозначения там, где это возможно. Разумеется, элементы и характеристики одного варианта осуществления могут быть включены в другие варианты осуществления без дополнительных разъяснений.
ПОДРОБНОЕ ОПИСАНИЕ НЕКОТОРЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Теперь мы подробно рассмотрим различные варианты осуществления настоящего изобретения, один или несколько примеров которых показаны на прилагаемых чертежах. Каждый пример приведен в качестве иллюстрации изобретения и не должен пониматься как его ограничение. Например, одна или более характеристик, показанных или описанных в той мере, в какой они являются частью одного варианта осуществления, могут быть изменены или приняты на основе или в сочетании с другими вариантами осуществления для получения других вариантов осуществления. Подразумевается, что настоящее изобретение включает все такие возможные модификации и варианты.
Прежде чем описывать эти варианты осуществления, мы должны также уточнить, что настоящее описание не ограничивается в своем применении деталями конструкции и расположением компонентов, как указано в следующем описании с использованием прилагаемых чертежей. Настоящее описание может предусматривать другие варианты осуществления и может быть получено или выполнено различными другими способами. Мы также должны уточнить, что фразеология и терминология, используемые здесь, предназначены только для целей описания и не могут рассматриваться как ограничивающие.
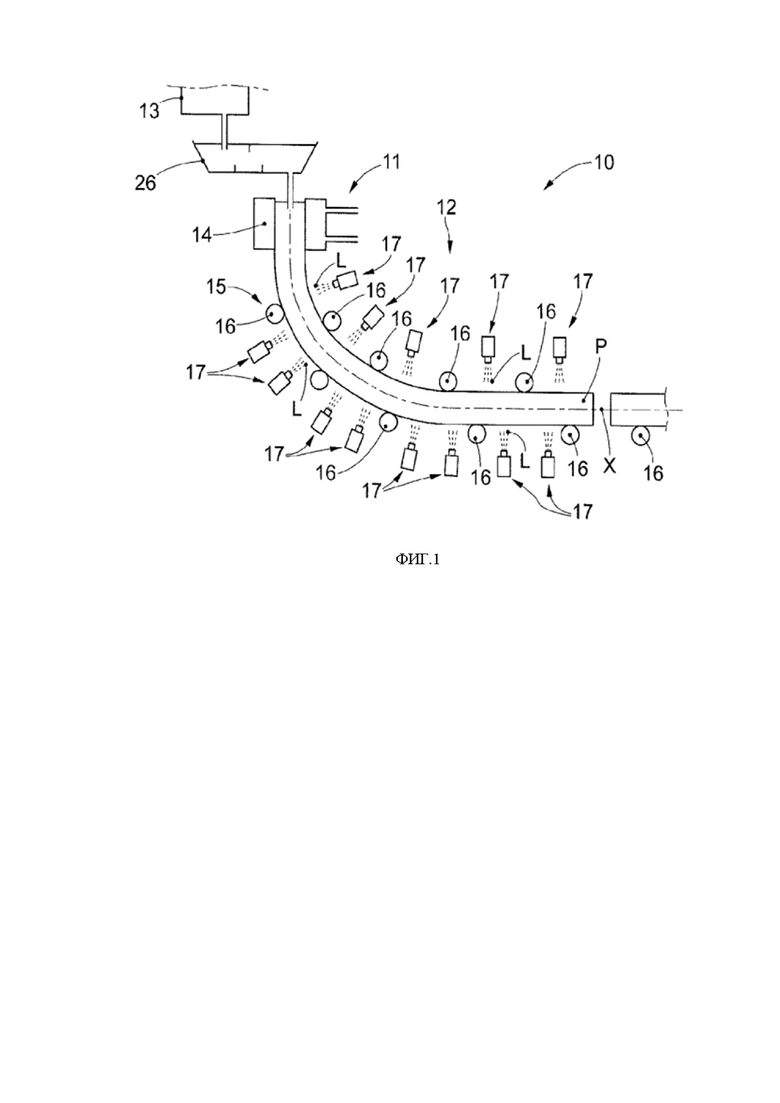
Варианты осуществления, описанные со ссылкой на фиг. 1 относится к машине непрерывного литья металлических изделий, обозначенной в целом ссылочным номером 10. Машина 10 сконфигурирована для непрерывного литья металлических изделий, например, в виде блюмов, биллетов или слябов, или других форм, известных в области.
В процессе литья металлические изделия P охлаждаются сначала с помощью устройства первичного охлаждения 11, а затем с помощью устройства вторичного охлаждения 12.
Машина 10 содержит промежуточный ковш 26, способный принимать жидкий металл, содержащийся в ковше 13, и кристаллизатор 14, через который проходит жидкий металл.
Устройство первичного охлаждения 11 непосредственно связано с кристаллизатором 14, в то время как устройство вторичного охлаждения 12 расположено ниже по потоку от кристаллизатора 14.
Устройство вторичного охлаждения 12 содержит роликовую дорожку 15, сконфигурированную как для направления, так и для удержания металлического изделия P на выходе из кристаллизатора 14, а также для отвода тепла от металлического изделия P, например, за счет излучения и теплопередачи.
Роликовая дорожка 15 способна поддерживать и перемещать литое металлическое изделие P вдоль траектории движения X, которая может быть изогнутой, прямой или частично изогнутой и частично прямой.
Роликовая дорожка 15 может содержать множество роликов 16, которые могут быть расположены на достаточном расстоянии друг от друга и с осями вращения, параллельными друг другу и ортогональными траектории движения X. Ролики 16 сконфигурированы для направления металлического изделия P вдоль линии литья до зоны извлечения.
Для этого оси вращения роликов 16, расположенных над металлическим изделием P, могут лежать на плоскости, параллельной и удаленной относительно плоскости, на которой лежат оси вращения роликов 16, расположенных под металлическим изделием P. Таким образом, ролики 16 образуют проход и вытягивающий канал, по которому продвигается литое металлическое изделие.
В возможных вариантах осуществления ролики 16 также могут быть расположены сбоку от изделия P, чтобы также направлять его вдоль боковых сторон.
Устройство вторичного охлаждения 12 содержит, в данном конкретном случае, множество охлаждающих узлов G, расположенных последовательно друг относительно друга вдоль машины непрерывного литья 10.
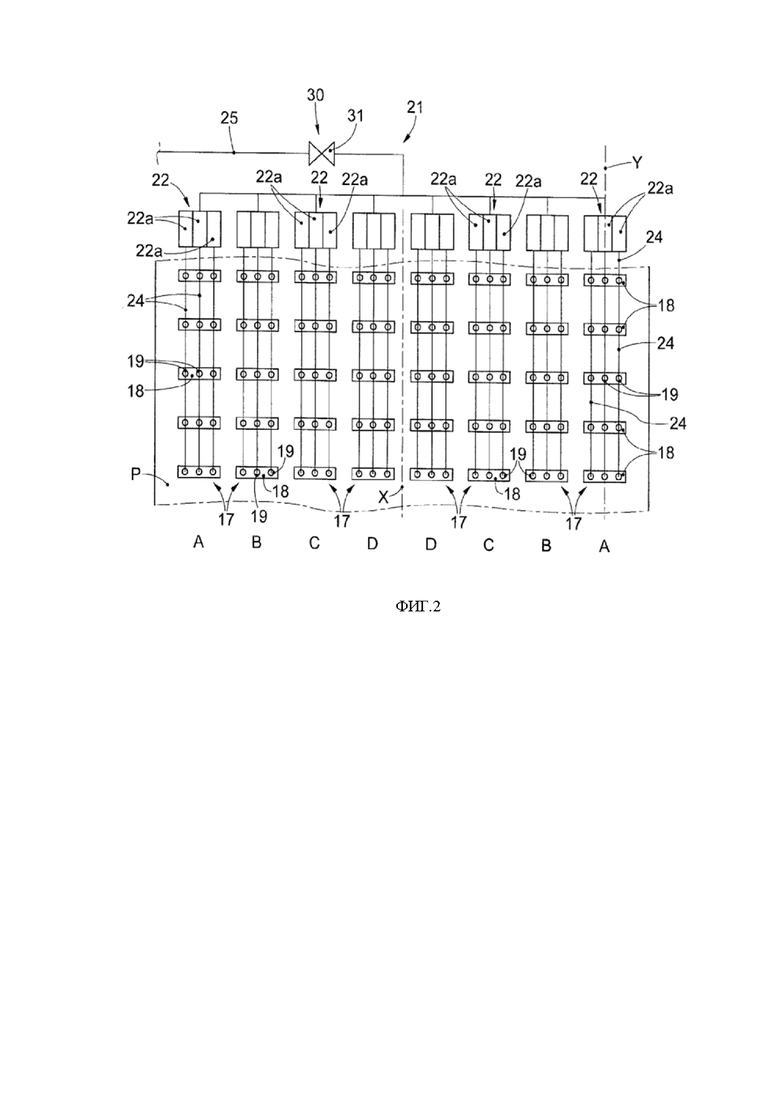
С частности на фиг. 2-4, каждый охлаждающий узел G может содержать множество охлаждающих устройств 17, каждый из которых снабжен одной или несколькими форсунками 18, расположенными вдоль траектории движения X.
Охлаждающие устройства 17 примыкают друг к другу, чтобы покрыть ширину, по меньшей мере, равную максимальной ширине металлического изделия P, которое может быть отлито машиной 10.
Каждое охлаждающее устройство 17 способно подавать определенный расход по меньшей мере одного хладагента L на определенную зону металлического изделия P. Охлаждающие устройства 17 могут быть связаны с роликовой дорожкой 15, взаимодействующие с последней для охлаждения металлического изделия Р при транспортировке.
Согласно некоторым вариантам осуществления, охлаждающие устройства 17 могут быть расположены как вдоль вертикального сегмента, так и также вдоль изогнутого сегмента, и, возможно, на горизонтальном сегменте линии литья и могут воздействовать как на нижнюю, так и на верхнюю часть металлического изделия P. При необходимости, охлаждающие устройства 17 также могут действовать сбоку по отношению к металлическому изделию P.
Охлаждающие устройства 17 могут определять один и тот же профиль охлаждения для верхней и нижней поверхности металлического изделия P в соответствии с желаемой кривой охлаждения, или они могут определять разные и независимые профили охлаждения.
Согласно некоторым вариантам осуществления, каждая из форсунок 18, как указано выше, каждого охлаждающего устройства 17 содержит два или более отверстий 19 для подачи хладагента L на охлаждаемое металлическое изделие P, фиг. 2-5.
В частности, предусмотрено, что одно отверстие 19 одной форсунки 18 связано с одной подающей линией 24, отличной от другого отверстия 19 той же форсунки 18, фиг. 5. Кроме того, в частности на фиг. 2-3, одинаковые отверстия 19 разных форсунок 18 одного и того же охлаждающего устройства 17 соединены с одной и той же подающей линией 24.
Кроме того, одинаковые отверстия 19 охлаждающих устройств 17 разных узлов G могут быть подключены к одной и той же подающей линии 24.
Здесь и далее в описании под термином “гомологичный”, относящимся к отверстию 19, мы подразумеваем, что одно отверстие 19 одной форсунки 18 соответствует по геометрической аналогии, например, по положению, одному отверстию 19 другой форсунки 18 другого охлаждающего устройства 17 и/или другого охлаждающего узла G.
Согласно некоторым вариантам осуществления, форсунки 18 каждого охлаждающего устройства 17, предпочтительно в количестве от двух до семи, могут быть расположены вдоль продольной оси Y охлаждающего устройства 17, фиг. 2.
Форсунки 18 охлаждающего устройства 17 могут быть предпочтительно выровнены вдоль его продольной оси Y, или они могут быть расположены попеременно с одной и с другой стороны относительно продольной оси Y, определяя конфигурацию в виде шахматной доски, или в соответствии с другими возможными конфигурациями.
Охлаждающие устройства 17 расположены так, что форсунки 18 в целом распределены подходящим образом как в направлении траектории движения X, так и в направлениях, пересекаемых траекторию движения X, чтобы гарантировать охлаждение любой зоны металлического изделия P.
Согласно некоторым вариантам осуществления, отверстия 19 одной и той же форсунки 18 подаются независимо друг от друга путем открытия или закрытия одной, или нескольких подающих линий 24, связанных с форсункой 18. Подающие линии 24 могут быть выполнены в виде труб переменной длины и любого сечения, каждая из которых сообщается, непосредственно или посредством дополнительного ответвления, с отверстием 19 форсунки 18. Подающая линии 24 также может иметь конструктивную функцию, поддерживая форсунку 18.
Отверстия 19 одной и той же форсунки 18 могут иметь одинаковую площадь выпускной секции, фиг. 5a-5c, или имеют разные площади выпускной секции, 5d. Форма выпускной секции каждого отверстия 19 определяет форму струи охлаждающей жидкости L, которая может быть, например, лопастной или конусообразной, или другой формы, которая считается подходящей для охлаждения металлического изделия P.
На фиг. 2-4, устройство вторичного охлаждения 12 также содержит подающий контур 21 для подачи охлаждающих устройств 17. Контур подачи 21 содержит множество клапанных узлов 22, при этом каждый клапанный узел 22 связан с соответствующим охлаждающим устройством 17. Каждый клапанный узел 22 содержит по меньшей мере один клапан 22а для каждого из одинаковых отверстий 19 разных форсунок 18 одного и того же охлаждающего устройства 17.
Подающий контур 21 соединен, по меньшей мере, с одним основным подающим трубопроводом 25, выполненным с возможностью жидкостного соединения насосного устройства 23 для перекачки хладагента L к клапанным узлам 22. В частности, каждый основной подающий трубопровод 25 содержит одно устройство 30 перехвата потока, сконфигурированное для управления и, возможно, регулировки расхода хладагента L, проходящей по меньшей мере в одном главном подающем трубопроводе 25 к охлаждающим устройствам 17.
Здесь и далее в описании под “основным подающим трубопроводом 25” мы подразумеваем одну или несколько труб, соединенных с одной стороны с насосным устройством 23, а с другой - с клапанными узлами 22, которые затем соединяются с отдельными подающими трубопроводами 24.
Каждый клапан 22a соединен посредством соответствующей подающей линии 24 с одинаковыми отверстиями 19 форсунок 18 соответствующего охлаждающего устройства 17 и, возможно, с различными охлаждающими устройствами 17 различных охлаждающих узлов G.
Согласно некоторым вариантам осуществления, чтобы сократить длину подающих линий 24 до минимума, клапанный узел 22 может быть прикреплен непосредственно к соответствующему охлаждающему устройству 17, например, в верхней части.
Каждый клапан 22a может быть типа Вкл/Выкл, чтобы пропускать или препятствовать прохождению хладагента L к отверстиям 19.
Согласно некоторым вариантам осуществления, клапанные узлы 22 могут преимущественно приводиться в действие гидравлически или электрически, чтобы удерживать электрические компоненты в безопасной зоне, вдали от возможного взаимодействия с хладагентом L.
В одной возможной конфигурации, в которой все отверстия 19 форсунки 18 имеют разные выпускные секции, каждое охлаждающее устройство 17 имеет возможность приведения в действие 2n возможного режима охлаждения, где цифра “2” указывает на две возможности функционирования (Вкл/Выкл), “n” - это количество отверстий 19, из которых состоит каждая форсунка 18. Если, с другой стороны, все отверстия 19 имеют одинаковое выпускные секции, возможные режимы охлаждения равны n+1. В эти значения включены возможные промежуточные конфигурации.
Устройства охлаждения 17 определенного узла охлаждения G могут быть активированы независимо друг от друга, поскольку каждый из них управляется соответствующим клапанным узлом 22.
Согласно некоторым вариантам осуществления, охлаждающие устройства 17 определенного охлаждающего узла G могут быть преимущественно активированы симметрично относительно центральной оси металлического изделия P, чтобы образовать симметричные и независимые зоны охлаждения.
В схематическом примере, показанном на фиг. 2, определены четыре зоны охлаждения A, B, C, D, симметричные относительно центральной оси металлического изделия P, которая в данном случае соответствует траектории движения X. Учитывая, что для управления скоростью потока используется одно средство 30 перехвата потока, все форсунки 18 работают с одинаковым давлением, но, избирательно активируя определенное количество отверстий 19, можно получить различные скорости потока по ширине и/или длине перемещаемого металлического изделия P, и, следовательно, зоны с различной эффективностью охлаждения. Например, можно добиться следующей конфигурации:
- зоны A полностью закрыты (металлическое изделие P уже, чем влажная зона),
- зоны B с низким расходом охлаждающего потока (края), открывающие только первое 19a и/или второе отверстие 19b каждой форсунки 18, присутствующей в зоне B,
- зоны C и D с высокой скоростью охлаждающего потока, поскольку они расположены в центре металлического изделия P; в этих зонах все три отверстия 19a, 19b, 19c открыты.
График, изображенный на фиг. 6 показывает соотношение давления к расходу для форсунки 18, например, на фиг. 5b или фиг. 5 с. Три кривые относятся к конфигурациям одного, двух или трех функционирующих отверстий 19. В этом примере были определены две зоны охлаждения (зона FR B и зоны FR C и D), но теоретически можно определить столько зон охлаждения, сколько охлаждающих устройств 17 в этом охлаждающем узле G.
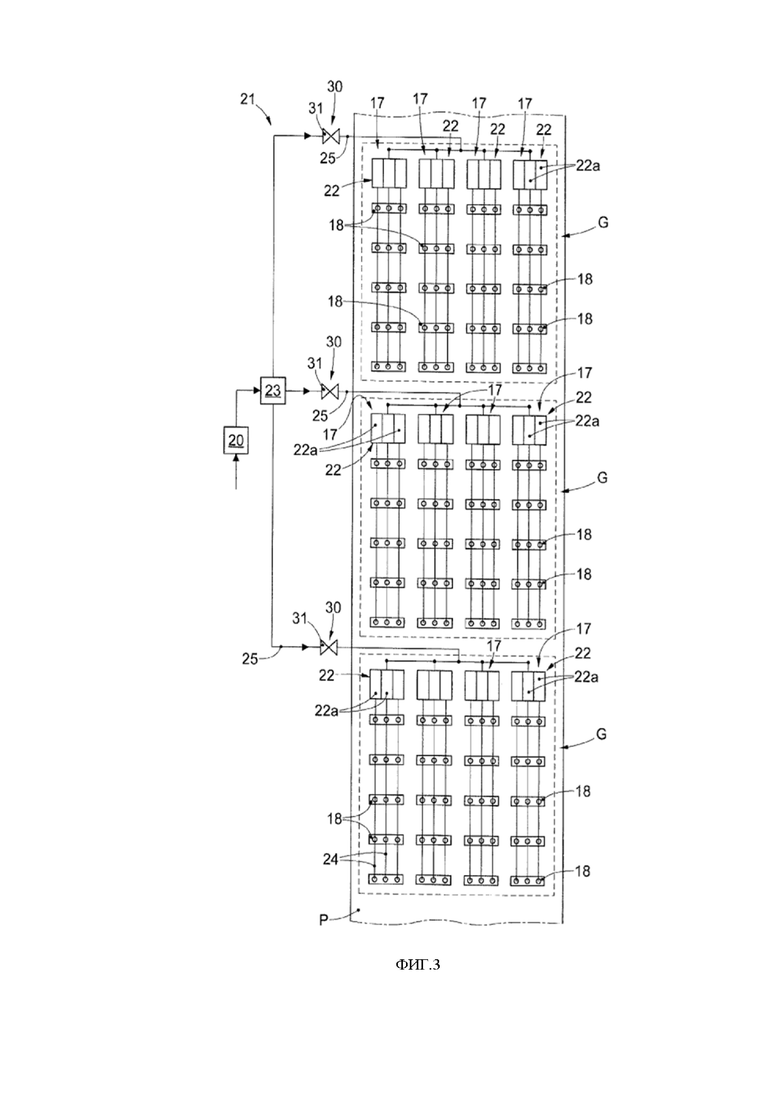
Согласно некоторым вариантам осуществления, каждый охлаждающий узел G подается автономным образом посредством его собственного основного подающего трубопровода 25, который соединяет насосное устройство 23 с охлаждающим узлом G, фиг. 3.
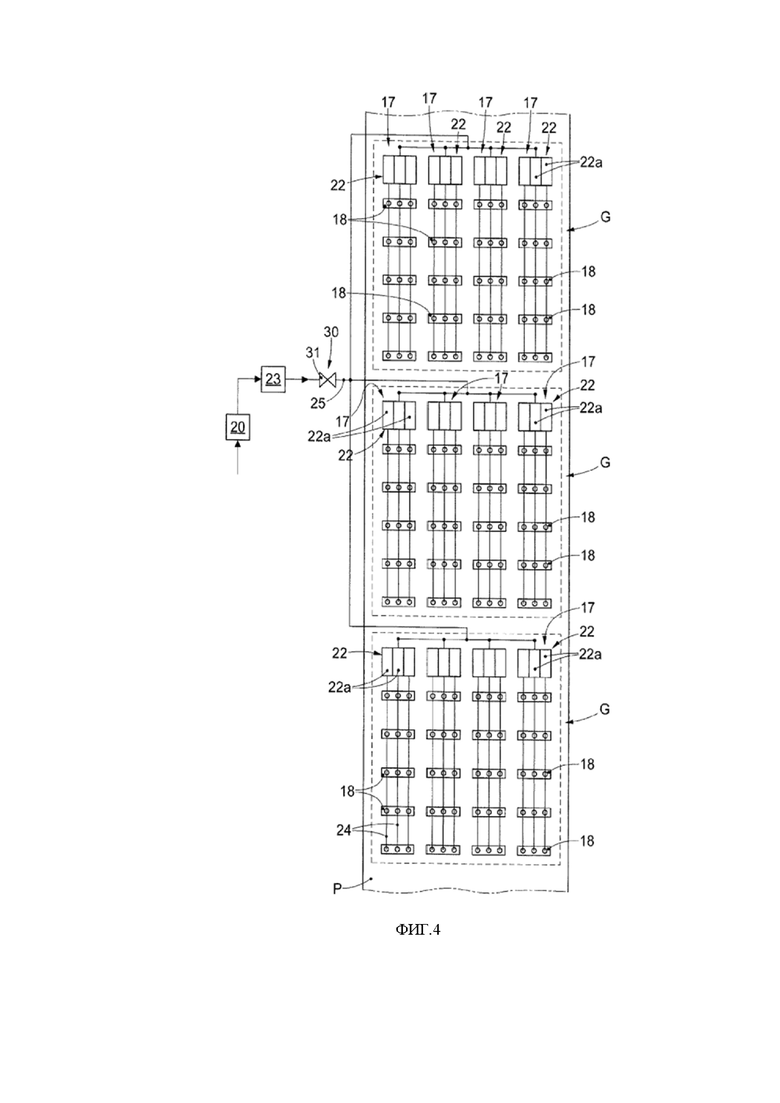
Согласно другим вариантам осуществления, два или более охлаждающих узлов G подаются по одному и тому же основному подающему трубопроводу 25, который соединяет насосное устройство 23 с охлаждающими узлами G через соответствующие подающие линии 24, фиг. 4. Такая конфигурация позволяет сократить количество основных подающих трубопроводов 25 до минимума и, следовательно, позволяет упростить конструкцию устройства вторичного охлаждения 12.
Согласно некоторым вариантам осуществления, устройством 30 перехвата потока каждого основного подающего трубопровода 25 может быть, например, сервоклапан 31. Кроме того, можно также предусмотреть наличие расходомеров и датчиков давления.
Наличие единственного сервоклапана 31 для управления расходом хладагента L, проходящего по основному подающему трубопроводу 25, позволяет всем форсункам 18 охлаждающих устройств 17 конкретного охлаждающего узла G подавать хладагент L под одинаковым давлением. Однако, избирательно активируя определенное количество отверстий 19 путем открытия клапанов 22a, можно частично распределить подачу одной и той же форсунки 18 и, следовательно, получать разные скорости потока с разной эффективностью охлаждения, как описано выше.
Согласно некоторым вариантам осуществления, устройство вторичного охлаждения 12 может содержать устройство управления и контроля 20, в котором реализована математическая модель, сконфигурированная для точной оценки температуры поверхности металлического изделия P. Скорости потока хладагента L изменяются таким образом, чтобы температура, оцененная математической моделью, соответствовала желаемой.
Устройство вторичного охлаждения 12 может содержать датчики температуры поверхности, позволяющие измерять точную температуру на металлическом изделии P.
Согласно возможным вариантам осуществления, датчики температуры поверхности могут обеспечивать управление скоростью потока хладагента L с обратной связью. В этом случае датчики температуры поверхности могут определять температуру конкретной зоны металлического изделия P и посылать соответствующий рабочий сигнал на устройство управления и контроля 20, чтобы осуществлять управление с обратной связью для определения значений расхода хладагента L, подаваемого охлаждающим устройствам 17.
Устройство управления и контроля 20 может быть сконфигурировано для приема одного или нескольких рабочих параметров процесса. Рабочие параметры процесса могут быть выбраны в группе, включающей объемный расход металлического изделия P, температуру, определяемую на металлическом изделии P по зонам, химический состав металлического изделия P (или марки стали), формат изделия или другие параметры процесса, которые считаются характерными.
Устройство управления и контроля 20 также сконфигурировано для обработки и отправки рабочего сигнала на насосное устройство 23 для перекачки хладагента L, а также на устройство 30 перехвата потока и на клапаны 22a клапанных узлов 22, чтобы были достигнуты желаемые профили охлаждения.
Согласно некоторым вариантам осуществления, хладагентом L может быть вода, возможно, обработанная. Однако не исключено использование смеси хладагентов, содержащей, по меньшей мере, первую жидкую среду-хладагент, например, воду, и, по меньшей мере, вторую воздушную среду-хладагент, например, воздух. Очевидно, что использование охлаждающей жидкости или смеси может привести к изменениям в системах, которые регулируют перекачку этих жидкостей.
Очевидно, что модификации и/или дополнения деталей могут быть внесены в устройство вторичного охлаждения машины непрерывного литья металлических изделий, как описано выше, без отступления от области и объема настоящего изобретения.
Также ясно, что, хотя настоящее изобретение было описано со ссылкой на некоторые конкретные примеры, специалист в данной области, несомненно, сможет создать множество других эквивалентных форм устройства вторичного охлаждения машины непрерывного литья металлических изделий, обладающих характеристиками, изложенными в требованиях и, следовательно, все, что подпадает под сферу защиты, определенную в нем.
В следующих пунктах формулы изобретения единственной целью ссылок, указанных в скобках, является облегчение чтения: они не должны рассматриваться как ограничивающие факторы в отношении области защиты, заявленной в конкретных пунктах формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ УСТРОЙСТВОМ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ВТОРИЧНОГО ОХЛАЖДЕНИЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ | 2021 |
|
RU2797672C1 |
| СЖИГАЮЩЕЕ УСТРОЙСТВО ГАЗОТУРБИННОЙ УСТАНОВКИ | 2017 |
|
RU2660740C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ ПОСРЕДСТВОМ НЕПРЕРЫВНОГО ЛИТЬЯ | 2007 |
|
RU2393051C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ КОМБИНИРОВАННОЙ УСТАНОВКИ ЛИТЬЯ И ПРОКАТКИ | 2017 |
|
RU2748847C2 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ МЕТАЛЛИЧЕСКИХ СЛИТКОВ | 2014 |
|
RU2641935C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОСЛЕДОВАТЕЛЬНОГО ЛИТЬЯ МЕТАЛЛОВ, ИМЕЮЩИХ БЛИЗКИЕ ТЕМПЕРАТУРНЫЕ ИНТЕРВАЛЫ КРИСТАЛЛИЗАЦИИ | 2009 |
|
RU2497628C2 |
| СПОСОБ УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ СЛИТКА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ | 2014 |
|
RU2569620C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОЧИСТКИ СЛЯБОВ, ТОНКИХ СЛЯБОВ, ПРОФИЛЕЙ И ПОДОБНОГО | 2006 |
|
RU2377089C2 |
| ЛЕНТОЧНАЯ ЛИТЕЙНАЯ МАШИНА, ИМЕЮЩАЯ РЕГУЛИРУЕМУЮ ДЛИНУ КОНТАКТА С ОТЛИВАЕМОЙ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКОЙ | 2007 |
|
RU2428276C2 |
| СПОСОБ ОХЛАЖДЕНИЯ ПРОДУКТОВ ИЛИ ИЗДЕЛИЙ, ХОЛОДИЛЬНАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И РАСПРЕДЕЛИТЕЛЬНЫЙ КОЛЛЕКТОР ЭТОЙ УСТАНОВКИ | 1995 |
|
RU2083933C1 |
Изобретение относится к устройству вторичного охлаждения машины непрерывного литья металлических изделий. Устройство вторичного охлаждения машины для непрерывного литья металлических изделий (P), в котором каждое металлическое изделие (P) отливается, удерживается и направляется вдоль траектории движения (X). Устройство вторичного охлаждения содержит множество охлаждающих узлов, расположенных последовательно друг за другом вдоль машины непрерывного литья. Каждый узел содержит множество охлаждающих устройств (17), каждый из которых снабжен одним или несколькими форсунками (18), расположенными вдоль траектории движения (X). Охлаждающие устройства (17) каждого узла (G) расположены рядом друг с другом, чтобы покрыть ширину, по меньшей мере равную максимальной ширине металлического изделия (P), которое может быть отлито в машине непрерывного литья. Технический результат изобретения – обеспечение переменной подачи охлаждающей воды с помощью оборудования, которое является простым в управлении и не является громоздким. 9 з.п. ф-лы, 6 ил. 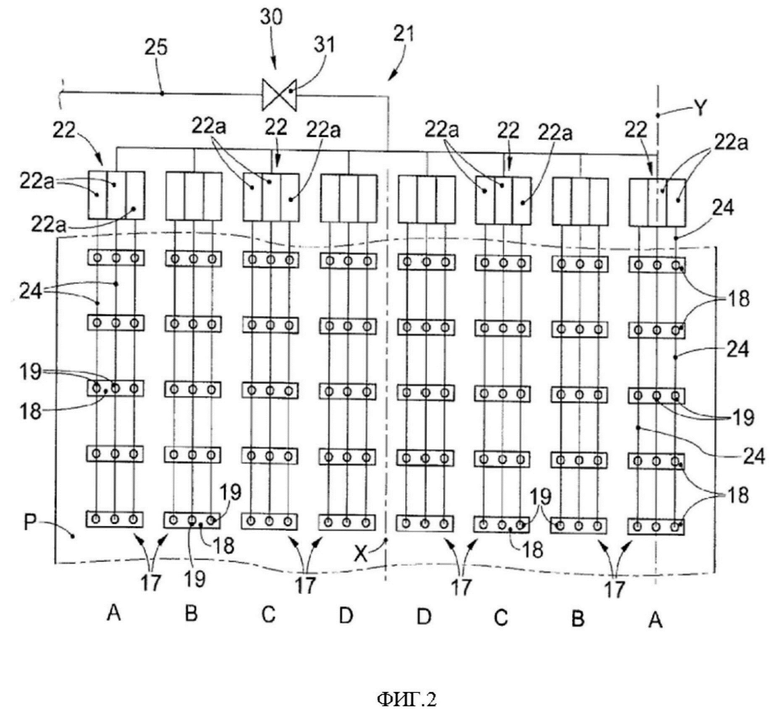
1. Устройство вторичного охлаждения (12) машины непрерывного литья (10) металлических изделий (Р), выполненное с возможностью отливки, удерживания и направления вдоль траектории движения (Х) металлического изделия (Р), содержащее:
- множество охлаждающих узлов (G), расположенных последовательно друг за другом вдоль указанной машины непрерывного литья (10),
- каждый из указанных узлов (G) содержит множество охлаждающих устройств (17), каждое из которых снабжено одним или несколькими форсунками (18), расположенными вдоль траектории движения (X),
- указанные охлаждающие устройства (17) каждого узла (G) расположены рядом друг с другом, чтобы покрывать ширину, по меньшей мере равную максимальной ширине металлического изделия (P), которое может быть отлито в машине непрерывного литья (10),
отличающееся тем, что
- каждая из упомянутых форсунок (18) каждого из охлаждающих устройств (17) содержит два или более отверстий (19) для подачи хладагента (L) на охлаждаемое металлическое изделие (P),
- одно отверстие (19) форсунки (18) соединено с трубопроводом (24) для подачи хладагента (L), отличным от другого отверстия той же форсунки (18),
- одинаковые отверстия (19) разных форсунок (18) одного и того же охлаждающего устройства (17) связаны с одной и той же подающей линией (24),
и тем, что устройство вторичного охлаждения (12) также содержит подающий контур (21) для подачи указанных охлаждающих устройств (17) и имеет множество клапанных узлов (22), при этом каждый клапанный узел (22) связан с соответствующим указанным охлаждающим устройством (17), указанный контур подачи (21) соединен по меньшей мере с одним основным подающим трубопроводом (25), сконфигурированным для жидкостного соединения насосных устройств (23) с указанными клапанными узлами (22), при этом указанный по меньшей мере один главный подающий канал (25) включает одно устройство перехвата потока (30), сконфигурированное для управления скоростью потока хладагента (L), проходящего в указанном по меньшей мере одном основном подающем трубопроводе (25) в направлении указанных охлаждающих устройств (17).
2. Устройство вторичного охлаждения (12) по п. 1, отличающееся тем, что одинаковые отверстия (19) разных форсунок (18) разных охлаждающих устройств (17) и разных охлаждающих узлов (G) связаны с одной и той же линией подачи (24).
3. Устройство вторичного охлаждения (12) по п. 1 или 2, отличающееся тем, что каждый клапанный узел (22) содержит по меньшей мере один клапан (22а) для каждого из указанных одинаковых отверстий (19) отдельных форсунок одного и того же охлаждающего устройства (17).
4. Устройство (12) по любому из предыдущих пунктов формулы, отличающееся тем, что каждый охлаждающий узел (G) выполнен с возможностью питания автономно с помощью своего собственного трубопровода (25), который соединяет указанное насосное устройство (23) с указанным охлаждающим узлом (G).
5. Устройство (12) по любому из пп. 1-3, отличающееся тем, что два или более из указанных охлаждающих узлов (G) выполнены с возможностью питания одним и тем же основным подающим трубопроводом (25), который соединяет указанные насосные устройства (23) с указанными охлаждающими узлами (G).
6. Устройство (12) по любому из предыдущих пунктов формулы, отличающееся тем, что указанное устройство (30) перехвата потока содержит сервоклапан (31), сконфигурированный для обеспечения потока хладагента (L) под одинаковым давлением в направлении охлаждающих устройств (17), соединенных с основным питающим трубопроводом (25), который связан с указанным сервоклапаном (31).
7. Устройство (12) по любому из предыдущих пунктов формулы, отличающееся тем, что каждая форсунка (18) может быть приведена в действие в соответствии с несколькими режимами охлаждения, включающими от n+1 до 2n, где n - количество отверстий (19) упомянутой форсунки (18).
8. Устройство (12) по любому из пп. 3-7, отличающееся тем, что каждый клапан (22a) имеет тип вкл/выкл.
9. Устройство (12) по любому из предыдущих пунктов формулы, отличающееся тем, что устройства охлаждения (17) определенного узла охлаждения (G) могут быть приведены в действие независимо друг от друга.
10. Устройство (12) по любому из предыдущих пунктов формулы, отличающееся тем, что охлаждающие устройства (17) определенного охлаждающего узла (G) могут быть приведены в действие симметрично относительно центральной оси указанного металлического изделия (P) для определения симметричных и независимых зон охлаждения.
| US 2019054520 A1, 21.02.2019 | |||
| Способ охлаждения заготовок при непрерывной разливке | 1989 |
|
SU1773552A1 |
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ МЕТАЛЛОВ (ВАРИАНТЫ) | 2007 |
|
RU2365462C1 |
| Способ охлаждения непрерывнолитых слябов | 1979 |
|
SU865499A1 |
| WO 2017042059 A1, 16.03.2017 | |||
| JP S5741864 A, 09.03.1982 | |||
| US 3995684 A, 07.12.1976. | |||
