Изобретение относится к металлургической промышленности, более конкретно к совмещенным агрегатам непрерывного литья и прокатки металлов.
Известны агрегаты непрерывного литья и прокатки, в которой стенки кристаллизатора совершают движение и в них формируется слиток, который в данном же агрегате подвергается пластической деформации, см. Бровман М.Я. «Установки непрерывной разливки металлов с подвижными кристаллизаторами». Электрометаллургия. 2004 г., №12. С.25-35. В таких агрегатах подвижные стенки кристаллизатора выполнены в виде лент или вращающихся валков, что позволяет увеличить скорости литья - прокатки.
Однако, конструкции этих совмещенных агрегатов являются весьма сложными и в процессе настройки, и при эксплуатации.
В патенте Германии №2063591, МКИ B22D 11/06 описан агрегат, в котором кристаллизатор выполнен в виде двух вращающихся валков, в которые через горизонтальный желоб подают жидкий металл. Недостатком данной конструкции является ненадежность торцевых уплотнений, между которыми и торцевыми поверхностями валков проникает жидкий металл, образующий заусенцы, что не позволяет надежно эксплуатировать агрегат.
Известен также агрегат с двумя валками и металлоприемником (промежуточным ковшом), см. патент Японии, заявка №63-215345 МКИ B22D 11/06 (Appl. №62-49821), 1988 г.
Металлоприемник снабжен мундштуком для подачи в валки жидкого металла через ряд отверстий для формирования плоской струи металла. Недостатком агрегата является сложность его конструкции и ненадежность торцевых уплотнений, стойкость которых ограничивает время эксплуатации агрегата.
Ближайшим аналогом предлагаемой конструкции агрегата является устройство по патенту Франции №2091851, МКИ B22D 11/00.
Устройство содержит два валка кристаллизатора, являющихся и деформирующими инструментами, а также устройство для подачи жидкого металла в валки снизу. Боковые же грани слитка формируются на ребордах, выполненных на одном из валков.
Недостатки известного устройства определяются сложностью уплотнения зазоров между ребордами одного валка и цилиндрическим участком второго валка. Также очень сложным является процесс заливки жидкого металла в узкий межвалковый зазор 1-5 мм и контроль уровня расплава в кристаллизаторе. Такой процесс ненадежен, а колебания уровня могут ухудшить качество и привести к прорывам корки слитка под кристаллизатором.
Данное изобретение имеет целью решение технической задачи - обеспечить повышение надежности процесса литья прокатки при одновременном увеличении производительности совмещенного агрегата непрерывного литья и прокатки металлов.
Указанная техническая задача решается тем, что валки выполнены с цилиндрическими и коническими участками, частично расположенными в металлоприемнике, а торцевые участки бочек валков находятся над металлоприемником, при этом на конические участки бочек валков надеты бандажи из огнеупорной футеровки.
Кроме того, металлоприемник с футеровкой переменной толщины установлен с возможностью вращения относительно оси, параллельной осям валков, и снабжен приводом вращения относительно данной оси.
Возможен также вариант конструкции, в которой металлоприемник выполнен из двух разделенных частей и каждый из валков частично расположен в разных частях металлоприемника.
Именно указанные отличительные признаки, не являющиеся при современном уровне развития науки очевидными, обеспечивают решение поставленной технической задачи.
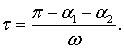
Устройство иллюстрируется чертежами, фиг.1 - фиг.8, при этом на фиг.1 - показана общая компоновка совмещенного агрегата, на фиг.2 - конструкция валка, состоящая из оси и литого бандажа, на фиг.3 - схема труб вмороженных в бандаж при его отливке и обеспечивающих отвод тепла от валка.
На фиг.4 показана конструкция агрегата, в котором охладитель подается под бандаж через пазы, выполненные на поверхности оси валка, а на фиг.5 - разрез АА, указанный на фиг.4. На фиг.6 показана кристаллизация металла на валках, а на фиг.7 металлоприемник, установленный с возможностью вращения относительно оси О, параллельной осям валков. На фиг.8 представлен металлоприемник, выполненный из двух частей, и каждый из валков частично расположен в разных частях металлоприемника.
На чертежах указан металлоприемник 1, в который заливают жидкий металл 2. На опорах 3 расположены валки 4 с надетыми на них огнеупорными бандажами 5. На валках происходит кристаллизация металла слитка - 6.
В агрегате непрерывного литья - прокатки валки выполнены с цилиндрическими и коническими участками, частично расположенными в металлоприемнике, а торцевые участки бочек валков находятся над металлоприемником, при этом на конические участки бочек валков надеты бандажи из огнеупорной футеровки.
Привод валков осуществляется через шпиндели 7 и редуктор 8 от электродвигателей 9, фиг.1.
Металлоприемник установлен с возможностью поворота относительно оси, параллельной осям валков, и снабжен приводом для этого поворота.
Металлоприемник установлен с возможностью поворота на роликах 10, а поворот осуществляется с помощью электродвигателя 11 через редуктор 12 и шестерню 13 к шестерне 14, прикрепленной к корпусу металлоприемника. Через трубы 15 и 16 в торцевых поверхностях валков осуществляют подвод и отвод охлаждающей воды.
Валки могут быть выполнены с бандажами 17, надетыми на оси 18, см. фиг.2, причем подвод воды может быть осуществлен через трубы 19 и кольцевые трубы 20, а отвод - через трубы 21, параллельные оси валков и кольцевой коллектор, фиг.3. Но возможен вариант с подводом воды через осевые отверстия 22, далее радиальные отверстия 23 в пазы 24, параллельные осям валков, см. фиг.4 и фиг.5.
На фиг.2 показан валок с бандажом 17, надетым на ось 18, причем ось в литой бандаж «вморожена» при заливке формы металлом, например хромистой бронзой. Продольные трубы 19 соединены кольцевыми, при этом по трубам 19 вода проходит в кольцевую трубу 20 из нее возвращается по трубам 21, которые чередуются с трубами 19. Проходя по трубам, вмороженным в литой бандаж 17 (слева направо, фиг.2, 3), а затем в обратном направлении, вода обеспечивает теплоотвод от бандажа 17 и охлаждение кристаллизующейся на его поверхности корки металла слитка - 6, фиг.2.
В варианте конструкции по фиг.4 бандаж 17 расположен на оси 19 так, что охлаждающую воду подают через трубу 22 и радиальные пазы 23 (направление движения воды на фиг.4 показано стрелками). Из пазов 23 вода проходит в продольные пазы 24 и удаляется через отверстие в валке. На фиг.5 показан разрез по плоскости А-А (фиг.4), где показаны продольные пазы 24 в оси 18, по которым движется вода.
На фиг.5 приведен разрез валка по плоскости валка А-А (указанной на фиг.4), а на фиг.4 стрелками показаны направления движения охлаждающей воды. У торцевых поверхностей валков установлены сопла 25 и 26 для подачи на слиток инертного газа. На валках формируются два участка корки слитка 27 и 28, см. фиг.6, и при их соединении формируется слиток 29, который сразу после затвердевания подвергается обжатию в валках.
На фиг.7 показан металлоприемник с футеровкой переменной толщины с возможностью его вращения (поворота) относительно оси О, параллельной осям валков. Наружный корпус выполнен в форме дуги окружности радиусом R0, a на корпусе укреплен зубчатый сегмент 14, взаимодействующий с шестерней 13. Металлоприемник оперт на ролики 10.
Агрегат обеспечивает технологическую возможность производства биметаллического листа, состоящего из двух различных металлов (сплавов) 29 и 30. В этом случае установлены два металлоприемника: 31 и 32, в которые разливают разные металлы 33 и 34, например углеродистую и нержавеющую стали, сталь и медь и т.д. Каждый из валков 35 и 36 частично размещены в разных металлоприемниках и на них кристаллизуются различные металлы в виде слоев 37 и 38, фиг.8.
Выполнение металлоприемника из двух разделенных частей позволяет заливать в них разные металлы или сплавы и, погружая валки в разные части металлоприемника, получать биметаллические слитки.
Устройство работает следующим образом: имеется металлоприемник 1, в который заливают жидкий металл - 2. Над металлоприемником в опорах 3 установлены два валка 4 с бочкой, содержащей цилиндрический и два конических участка, причем по краям бочки расположены два бандажа 5 из огнеупорного материала. На цилиндрическом участке бочки, погруженном в расплав 2, кристаллизуется твердая фаза в виде слоя 6. При этом валки вращаются с приводом через шпиндели 7 и редуктор 8 от электродвигателя - 9. Металлоприемник 1, установленный на холостых роликах 10, выполнен также с возможностью вращения от двигателя 11 через редуктор 12 и шестерни 13, 14; причем шестерня 13 соединена с редуктором 12, а шестерня 14 расположена на корпусе металлоприемника 1 в виде сектора. Валки 4 выполнены с внутренним охлаждением, причем воду подводят через трубу 15, а отводят через трубу 16, и в осевом отверстии валка предусмотрено резиновое уплотнение.
Вода, охлаждающая бандаж 17, удаляет тепло, поступающее в бандаж при кристаллизации и охлаждении корки слитка.
Возможно применение и других конструкций валков. Предусмотрены сопла 25 и 26 для обдувки поверхности слитка инертным газом (например, аргоном), для предотвращения ее окисления и получения хорошей сплошной структуры слитка.
На фиг.6 показана схема кристаллизации двух участков корки слитка 27 и 28, которые после соединения подвергаются совместной пластической деформации прокатки, образуя слиток 29, который движется снизу вверх. Далее этот лист может подаваться в валки других клетей дуо или кварто для последующей прокатки.
Пусть кристаллизация металла происходит на длине дуги, определенной углами α1 и α2, фиг.6, причем валок радиусом R вращается с угловой скоростью ω. Охлаждение участка корки 27 происходит на длине дуги  в течение времени
в течение времени
Толщину корки слитка можно определить по формуле:

где δ - толщина корки; к, x0 - величины для данного металла (сплава) постоянные, см. Бровман М.Я., Царев А.В. К вопросу о кристаллизации стальных слитков // Металлы. 1997. №4. С.44-48.
Примем величины углов α1=α2=45°=0,785, R=0,5 м, (т.е. валки диаметром 1 м) и при скорости V=0,8 м/с (48 м/мин) ω=0,8/0,5=1,6 с-1, получим время τ=1,57/1,6≈0,98 с. Для стали при х0=6·10-3 м; к=0,8·10-5 м2/с получим 
Такой же слой твердого металла кристаллизуется на втором валке и общая толщина 1,19·2=2,38 мм уменьшается до 2 мм за счет обжатия (пластической деформации).
Степень деформации 
обеспечит достаточно высокое качество металла.
При литье - прокатке листа толщиной 2 мм и шириной 1,5 м со скоростью 48 м/мин производительность составит

где ρ - плотность металла.
Часовая производительность составит 64, 8 т/ч.
При числе рабочих часов в году, равном 7000 (оставляем в запасе значительную долю времени на ремонт и настройку), получим готовую производительность 453600 тонн.
Один агрегат (с парой валков диаметром 1 м) обеспечит производство стального листа для мини-завода на 450 тысяч тонн.
В процессе литья небольших плавок, например 30-50 тонн стали, можно вылить сразу весь металл из печи в металлоприемник 1, исключив из технического цикла разливочный ковш. Затем регулирование уровня металла 2 в металлоприемнике осуществляют вращением металлоприемника 1 вокруг оси О, фиг.7, так, что по роликам 10 катится поверхность металлоприемника 2 - по радиусу R0. Поскольку футеровка выполнена переменной толщины, то при повороте уменьшается объем металлоприемника, занимаемый жидким металлом. Положение футеровки и металлоприемника после поворота показано на фиг.7 пунктиром. Регулируя скорость двигателя 11, через редуктор 12 и шестерню 13 можно приводить во вращение зубчатый сегмент 14 и корпус металлоприемника 1, регулируя уровень расплава 2.
При необходимости получения биметаллического листа, например углеродистая сталь - нержавеющая сталь, в металлоприемник, разделенный на части (секции) 31 и 32, см. фиг.8, заливают разные металлы (сплавы) - 33 и 34. Каждый из валков: 35 и 36 взаимодействует с различными жидкими металлами, т.к. каждый из валков частично находится в разных частях металлоприемника. На валке 35 из расплава 33 кристаллизуется металлический лист 37, а на валке 36, который погружен в расплав 34, кристаллизуется корка 38. После совместной прокатки сформируется биметаллический лист, полученный соединением листов 29 и 30 фиг.8.
Совмещенный агрегат непрерывного литья и прокатки металлов обеспечивает следующие преимущества перед известными валковыми агрегатами литья - прокатки:
1. Устраняется сложная проблема подачи жидкого металла в валки, установленные с малым зазором, нет необходимости применять сопла воронки, распределенные по ширине слитка. Отверстия в этих соплах часто перемерзают, их приходится «прожигать».
2. Решается сложная задача выбора конструкции торцевых огнеупорных плит, прижатых к валкам, при высоких силах трения между данными плитами и валками. В конструкции совмещенного агрегата такие плиты не нужны.
3. Исчезает сложная проблема контроля уровня металла в валковом кристаллизаторе для литья листов толщинами 1-6 мм. Нет необходимости применять системы с радиоактивными изотопами. Уровень жидкого металла в металлоприемнике размерами в несколько метров регулировать легко.
4. Увеличивается длина зоны литья - прокатки, что дает возможность увеличения скорости литья и производительности.
5. Устраняется возможность прорыва корки слитка под кристаллизатором, повышается надежность агрегата.
6. Обеспечивается возможность исключить из технологического цикла разливочный ковш, заливая жидкий металл из печи сразу в металлоприемник, а затем поворотом металлоприемника регулировать в нем уровень жидкого металла.
Для стали это означает уменьшение ее нагрева на 80-100°С и экономию до 70 МДж энергии на каждой тонне стального слитка.
7. Обеспечивается возможность получения биметаллических листов заливкой в две разделенные части металлоприемника различных металлов и расположением каждого из валков в различных частях металлоприемника.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МЕТАЛЛОВ | 2007 |
|
RU2368456C2 |
| ВАЛОК-КРИСТАЛЛИЗАТОР УСТАНОВОК НЕПРЕРЫВНОГО ЛИТЬЯ-ПРОКАТКИ МЕТАЛЛОВ | 2006 |
|
RU2315682C1 |
| ВАЛОК УСТАНОВОК НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ | 2006 |
|
RU2310546C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИСТАЛЛИЗАТОРОВ МАШИН НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ | 2005 |
|
RU2308349C2 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ СОСТАВНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2097164C1 |
| Способ полунепрерывного литья металлов | 1980 |
|
SU984647A1 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ | 1996 |
|
RU2112625C1 |
| Способ непрерывного литья металлов | 1984 |
|
SU1134287A1 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1991 |
|
RU2021870C1 |
| Машина непрерывного литья металлов наклонного или горизонтального типа | 1983 |
|
SU1096023A1 |
Изобретение относится к металлургической промышленности. Агрегат содержит два приводных валка, установленных над металлоприемником. Валки имеют цилиндрические и конические участки, частично расположенные в металлоприемнике. При вращении валков на цилиндрических участках кристаллизуются слои металла, которые затем подвергают пластической деформации. Металлоприемник установлен с возможностью вращения от привода относительно оси, параллельной осям валков. При повороте металлоприемника объем его уменьшается за счет изменения толщины футеровки. Обеспечивается упрощение процесса и повышение производительности. 8 ил.
Совмещенный агрегат непрерывного литья и прокатки металлов, содержащий два приводных валка с цилиндрическими и коническими участками, частично расположенными в металлоприемнике, отличающийся тем, что металлоприемник установлен с возможностью вращения относительно оси, параллельной осям валков, и снабжен приводом вращения.
| Нефтяной конвертер | 1922 |
|
SU64A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ Л1ЕТАЛЛОВ | 0 |
|
SU256951A1 |
| ГЕРМАН Э | |||
| Непрерывное литье | |||
| - М.: Машгиз, 1961, с.117-119 | |||
| Способ получения биметаллических изделий непосредственно из жидкого металла | 1959 |
|
SU128580A1 |

