Изобретение относится к металлургии, более конкретно к установкам непрерывного литья-прокатки стали и цветных металлов.
Известны валки-кристаллизаторы двухвалковых установок непрерывного литья-прокатки металлов (см., например, валок по патенту Франции №2454347, МПК В22D 11/128; 1981 г.). Валок включает ось и бандаж, выполненный спеканием коррозионно-стойкого сплава. Между внутренним поверхностным слоем бандажа и осью расположены радиальные и направленные вдоль образующей валка каналы для подачи охладителя - воды. Недостатком конструкции является низкая стойкость и долговечность валка.
Ближайшим аналогом данного изобретения является валок по патенту Японии №56-17169 (МПК В22D 11/06, заявлено 24.07.1979 г. №54-93262; опубликовано 18.02.1981 г.). Валок включает ось и надетый на нее бандаж, а также осевые и радиальные каналы для подачи охладителя в продольные пазы между осью и бандажом. Недостатком конструкции является то, что в бандаже велики термические напряжения, особенно при непрерывном литье стали, когда удельные тепловые потоки достигают 4-6 МВт/м2. Если выполнить бандаж тонким, он не обеспечит прочности в процессе литья-прокатки в двухвалковом агрегате. При обычной толщине стенки литых бандажей 50-60 мм, в них весьма велики термические напряжения, что приводит к пластическим деформациям материала бандажей и их низкой стойкости. Кроме того, внешняя поверхность бандажей нагревается до высоких температур, что приводит к локальному привариванию участков поверхности бандажей к слитку и вырыванию отдельных участков металла слитка; в итоге это приводит к браку и к необходимости во время разливки-прокатки постоянно зачищать поверхности валков.
Для повышения стойкости валков-кристаллизаторов и качества слитка необходимо в максимальной степени приблизить охладитель (воду, водовоздушную смесь) к поверхности контакта валка со слитком.
При стационарном режиме, если пластина толщиной h нагревается с одной стороны тепловым потоком q, а с другой стороны охлаждается водой, то перепад температур Δt определен формулами:

где λ - коэффициент теплопроводности данного материала.
Перепад температур вызовет появление термических напряжений, равных в стационарном режиме

где Е - модуль упругости; α - коэффициент линейного расширения.
Но при быстром одностороннем нагреве поверхностных слоев термические напряжения могут быть равными:

Для обеспечения стойкости валка-кристаллизатора следует выполнять условие:
где [σ] - допускаемое напряжение; σт - предел текучести; n - коэффициент запаса прочности (обычно принимают равным 1,4).
На двухвалковых установках непрерывного литья-прокатки металлов величины удельных тепловых потоков велики и достигают q=(4÷6) МВт/м2. Поэтому если бандаж изготовлен из меди и λ=386 Вт/м·град (см. Кац A.M., Шадек Е.Г. Теплофизические основы непрерывного литья слитков цветных металлов и сплавов. - М.: Металлургия, 1983. - 208 с.), а толщина его стенки значительно уменьшена (с обычных h=50 мм до 5 мм), то при h=5·10-3 м по формуле (1) определяем:

По формуле (3) при Е=1,3·105 МПа = 1,3·1011 Н/м2; α=1,7·10-5:
σ=1,3·1011·1,7·10-5·(52÷78)=(114,4÷171)·106 Н/м2.
Такие напряжения (σ≈114÷171 МПа) для мягкой меди уже опасны и могут вызвать локальные пластические деформации, поэтому для нее желательно уменьшить h до 3·10-3 м, когда величины σ уменьшатся до 68÷103 МПа.
Если принять в качестве материала бандажа хромоциркониевую бронзу БрХЦр, то для нее λ=250÷313 Вт/м·град (см. указанную монографию A.M.Каца и Е.Г.Шадека, стр.193) и при λ=250 Вт/м·град и h=5·10-3 м:

Тогда по формуле (3):
σ=1,3·1011·1,7·10-5·(80÷120)=176÷264 МПа.
При пределе текучести σт=264,6 МПа (см. монографию A.M.Каца, Е.Г.Шадека, стр.193) прочность бандажа недостаточна и для обеспечения запаса прочности n=1,4 надо уменьшить h до величин не более 3,5·10-3 м.
Изложенное показывает, что желательно создать конструкцию высокой надежности, в которой расстояние от поверхности контакта бандажа со слитком до охладителя было бы менее 4 мм, т.е. 3,5 мм или менее.
Данное изобретение посвящено решению технической задачи, заключающейся в обеспечении повышения стойкости, долговечности валков-кристаллизаторов при одновременном повышении качества металлопродукции за счет приближения охладителя к поверхности теплообмена валка и слитка.
Указанная техническая задача решается тем, что при изготовлении валка-кристаллизатора составным - с осью, бандажом и каналами для подачи охладителя- данные каналы выполняют в виде тонкостенных труб, вмороженных в литой бандаж на части их длины и соединенных по концам с коллекторами, расположенными в виде колец на поверхности валка.
Кроме того, часть труб может быть соединена друг с другом, а коллектор расположен с одной стороны бандажа и выполнен в виде двух колец, одно из которых соединено с системой подачи охладителя, а второе - с системой отвода охладителя. Кроме того, трубы, являющиеся каналами для подачи охладителя в бандаж, могут быть выполнены овального сечения в той части труб, которая находится в бандаже валка. Трубы, вмороженные в бандаж валка, также могут быть выполнены с выступами на их внутренней поверхности.
Общими признаками данного изобретения и прототипа является наличие оси, на которую надет бандаж, и каналов для подачи охладителя.
Отличительными признаками является то, что каналы для подачи охладителя выполнены в виде тонкостенных труб, вмороженных в литой бандаж на части их длины и соединенных по концам с коллекторами, расположенными в виде колец на поверхности валка.
Именно указанные отличительные признаки обеспечивают решение технической задачи, позволяя приблизить каналы и охладитель к поверхности контакта валка со слитком на расстояние нескольких (2-5 мм) миллиметров при обеспечении надежности конструкции.
Отличительные признаки обладают признаками существенной новизны и не вытекают как следствие из современного уровня техники в области конструкций установок для совмещенных процессов литья-прокатки металлов.
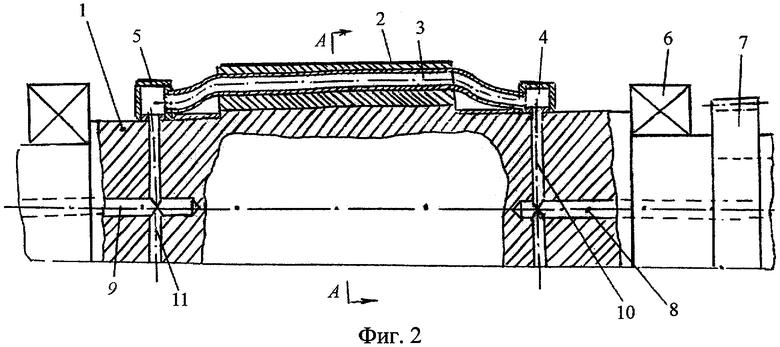
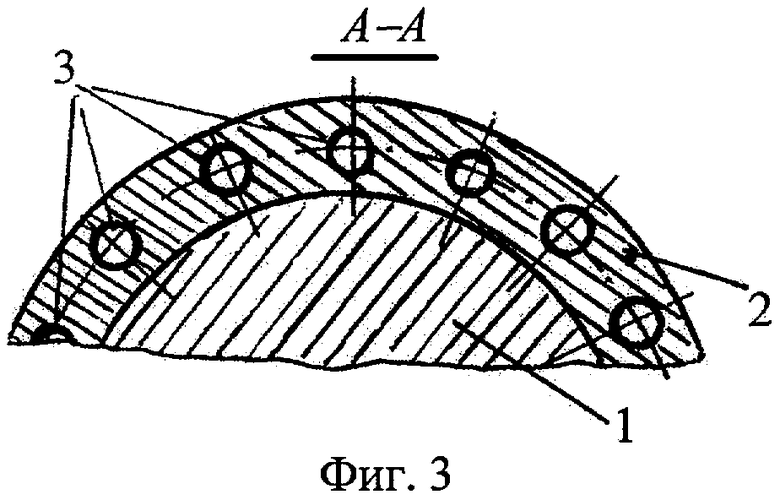
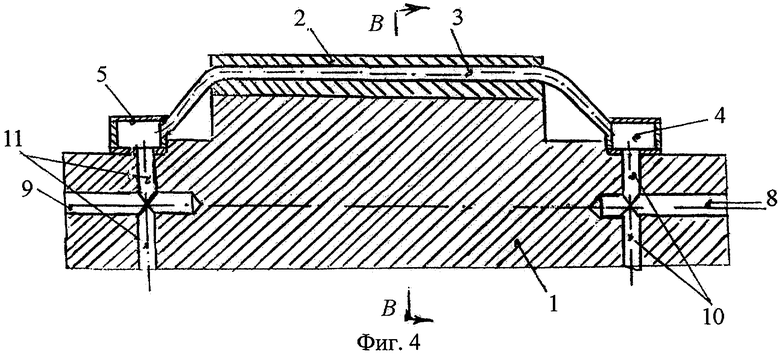
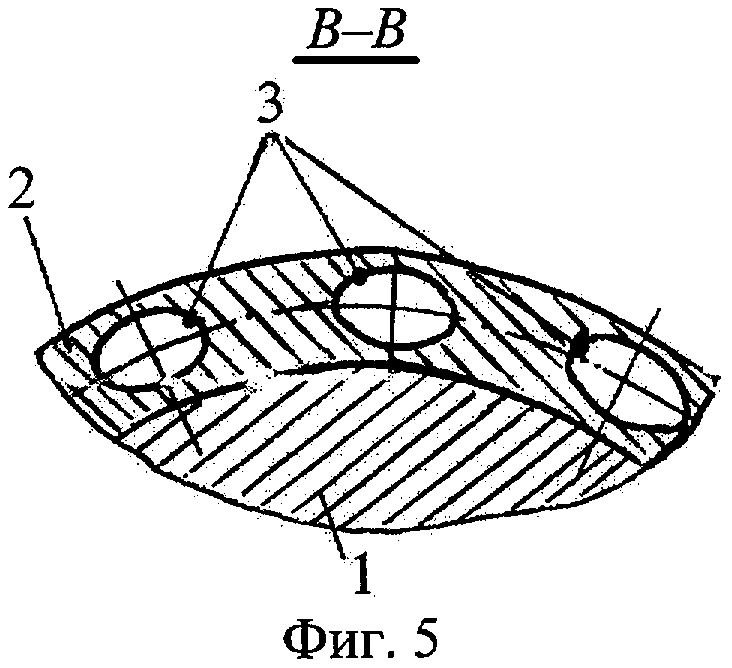
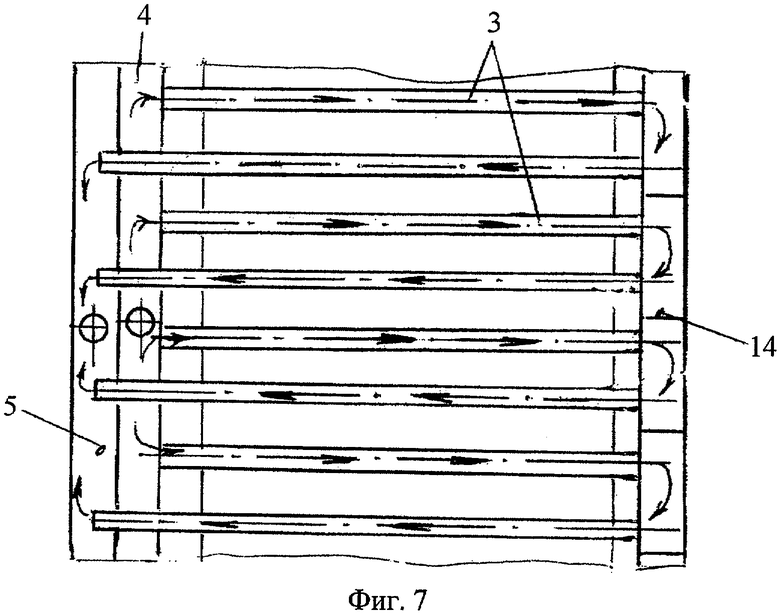
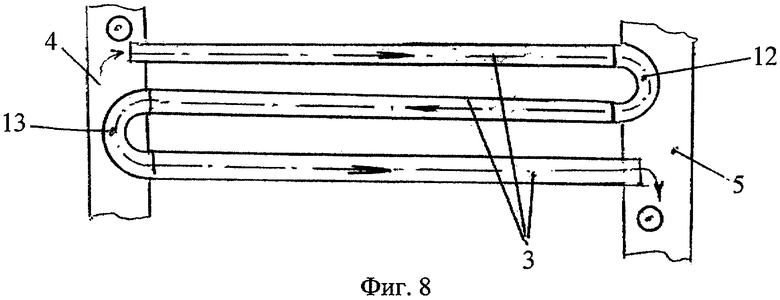
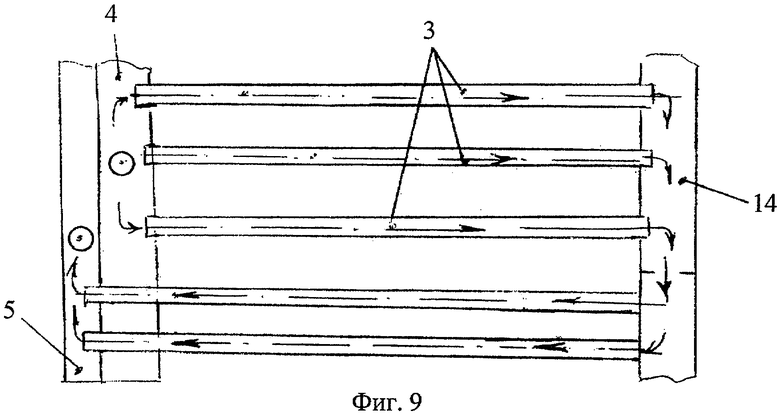
Конструкция валка-кристаллизатора поясняется чертежами на фиг.1-10, при этом на фиг.1 показано расположение валков-кристаллизаторов в двухвалковом литейно-прокатном агрегате, на фиг.2 - продольное сечение валка-кристаллизатора, а на фиг.3 - разрез по плоскости А-А. На фиг.4 показана схема подвода охладителя к бандажам, а на фиг.5 - разрез по плоскости В-В. На фиг.6 показана схема подвода охладителя параллельными потоками, а на фиг.7 - схема подвода охладителя при соединении части труб друг с другом камерами. На фиг.8 показана схема соединения труб криволинейными поворотными вставками, а на фиг.9 - соединения на концевых участках групп соединительных труб.
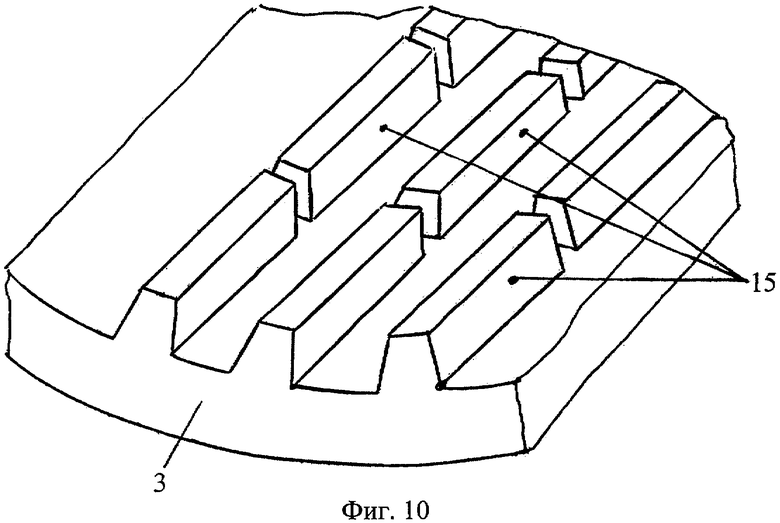
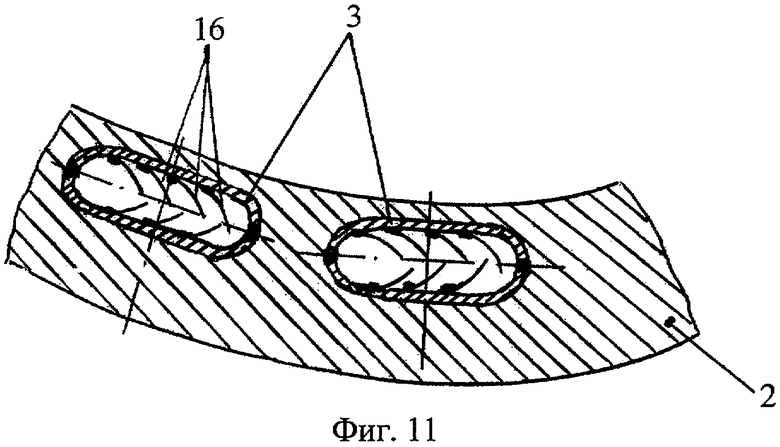
На фиг.10 показано сечение трубы с выступами на ее внутренней поверхности, а на фиг.11 - сечение вмороженной в литой бандаж тонкостенной трубы с тонкими лентами, приваренными к ее внутренней поверхности для интенсификации теплообмена.
Валок-кристаллизатор включает ось 1 и литой бандаж 2, в который вморожены в процессе литья трубы 3. Эти трубы, расположенные по периметру бандажа, соединены с коллекторами 4 и 5, выполненными в виде колец, расположенных на поверхности валка. Валок установлен в подшипниках 6, а с приводом соединен с помощью зубчатого колеса 7. Охладитель подводится в коллектор и отводится через осевые отверстия 8, 9 и далее через радиальные отверстия 10, 11. Трубы можно соединять криволинейными соединительными деталями 12, 13, а направление охладителя в отводящий коллектор может быть осуществлено с помощью камеры 14. Выступы 15 на внутренних поверхностях труб, как и тонкие ленты 16 предназначены для интенсификации теплообмена в трубах.
Устройство работает следующим образом. На ось 1 надет литой бандаж 2, выполненный из меди или ее сплавов, например, бронзы с легированием 0,5% хрома. Обычно толщина литого бандажа 50-60 мм и при литье в него вморожены тонкостенные медные трубы 3, установленные по окружности с шагом, приблизительно равным 5d, где d - средний диаметр труб 3. Средняя часть по длине каждой трубы вморожена в бандаж, а ее концы изогнуты и соединены с коллекторами 4 и 5 (фиг.2), расположенными в виде колец на поверхности валка, т.е. его оси 1.
В зазор между валками заливают жидкий металл, который затвердевает в межвалковом пространстве, а затем подвергается прокатке (см. фиг.1). Тепловые удельные потоки в этом процессе очень велики и при литье сталей достигают 4÷6 МВт/м2, причем эти величины тем больше, чем выше скорость литья-прокатки. Для обеспечения удаления этого тепла при работе валка при не очень больших величинах его нагрева и при минимальных термических напряжениях охладитель приближен к поверхности теплообмена - С (фиг.1).
Валок установлен в подшипниках 6 с приводом через зубчатое колесо 7. Подвод воды осуществляется через осевое отверстие 8, а отвод через отверстие 9. Далее охладитель, обычно вода, подводится к коллектору 4 через радиальные отверстия 10, а отводится от коллектора 5 через отверстия 11 к осевому отверстию 9 (фиг.2).
Трубы 3 вморожены в бандаж 2 при его отливке, причем их устанавливают в литейной форме соединенными по концам установочными кольцами и после заливки жидкого металла и его затвердевания средняя часть труб оказывается внутри отливки бандажа и, ввиду усадки, плотно соединенной с металлом бандажа. Концы труб 3 соединяют с кольцевыми коллекторами 4 и 5,например, сваркой. На фиг.2, 4 коллекторы выполнены в виде колец сварной конструкции. Расстояние от труб до поверхности бандажа не следует принимать более 3 мм, тогда при толщине трубы не более 1 мм расстояние от охладителя до поверхности теплообмена не превысит 4 мм и теплообмен будет достаточно интенсивным.
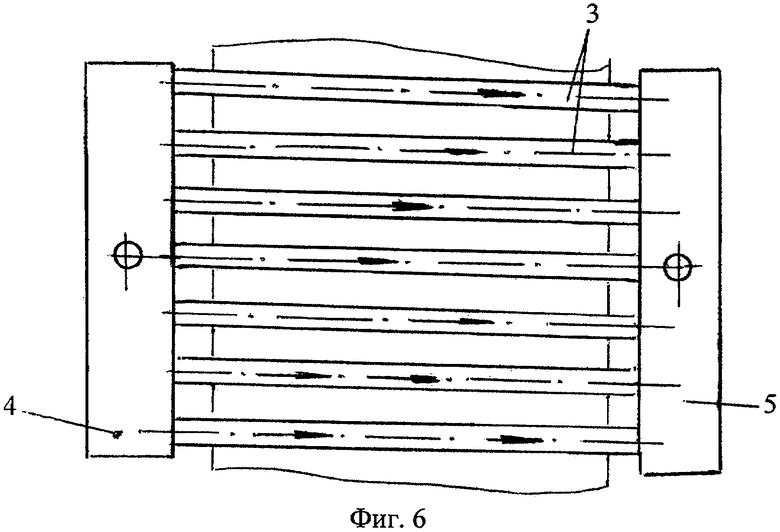
На фиг.6 показана схема движения охладителя - воды из коллектора 4 в коллектор 5 (направления движения по трубам 3 показаны стрелками); см. также фиг.7-9. Можно часть труб соединять криволинейными соединительными деталями 12, 13 (фиг.8), так что охладитель до отвода от валка пройдет в бандаже вдоль его образующей не один раз, а несколько: по фиг.8 - три раза, и только после этого попадет в коллектор 5 и будет отведен от валка в систему охлаждения воды. В варианте по фиг.9 коллекторы 4 и 5 расположены на поверхности валка с одной стороны от бандажа, а с другой его стороны камеры 14 обеспечивают поворот охладителя в указанной камере.
Более предпочтительны трубы 3 овального сечения (фиг.5) на том участке длины труб, который находится в бандаже. Если бандаж после литья подвергается обработке давлением: ковке или раскатке (прокатке), то круглая труба при этом станет овальной. Но можно заранее деформировать средние по длине участки труб 3, еще до установки их в литейную форму, получив соотношение осей овального сечения равным 2÷3. После этого трубы устанавливают в форму и заливают в нее медь или ее сплав, получая литой бандаж с вмороженными овальными трубами. Концы труб 3 в местах соединения их с коллекторами 4, 5 можно оставить круглого сечения.
В последние годы для интенсификации процессов теплообмена используют трубы с выступами на внутренней поверхности. Эти выступы 15 (фиг.10) с разрезами по длине создают турбулентность при течении воды, что позволяет существенно повысить коэффициент теплоотдачи от стенок труб 3 к охладителю. Такие трубы выпускает ОАО «Ревдинский завод цветных металлов» (РЗОЦМ) (см. Титова А.Г., Овчинников А.С., Темченко A.M. и др. Производство труб с внутренним рифлением на ОАО «РЗОЦМ» и применение их в промышленности. // В сб. Неделя металлов в Москве. 14-18.11.2005 г. Сб. тр. конф. и семинаров. М.: ООО «Информация-XXI век». 2005. С.339-347). Трубы с внутренним рифлением выпускают фирмы «Wieland» (Германия) и «Outocumpu Copper Products» (Финляндия).
При диаметре труб 3, равном d=9,52 мм, число внутренних ребер равно 60, их высота 0,21 мм, угол при вершине α=46°, а толщина трубы (минимальная) 0,30 мм; при этом обеспечивается достаточная прочность и плотность трубы. Имеются данные о возможности увеличения коэффициента теплоотдачи от трубы к охладителю в 1,4÷2,5 раза (см. цитированную выше статью). Можно использовать овальные сварные трубы с тонкими лентами 16, приваренными к их поверхности (см. фиг.11). Ленты колеблются, усиливая турбулизацию потока и эффективность теплообмена (см. патент РФ 2260159. Теплообменный аппарат. Изобретения. Открытия. 2005 г. №25).
Приняв гладкие медные трубы диаметрами 20 мм и подвергнув их обжатию до размера 10 мм в центральной части по длине трубы, получили в этой части сечение труб 10×18 мм. Расположив трубы с шагом, равным 4×18=72 мм (всего 40 труб на длине окружности 2880 мм бандажа диаметром 920 мм), обеспечили после заливки медью расстояние от трубы (толщиной 1 мм) до поверхности бандажа 3 мм при наружном диаметре валка 926 мм. Участки длинами 300 мм по концам остались круглыми диаметрами 20 мм, а по 100 мм - длины переходных участков - участков перехода от круглого сечения к овальному. При длине бандажа 1 метр длина каждой трубы составит 1800 мм. Даже с учетом стоимости медных труб валок-кристаллизатор предложенной конструкции оказывается дешевле, чем в случае использования бандажа со сверленными отверстиями (40 отверстий, каждое на длине 1 м).
Данная конструкция также может быть использована для роликов вторичного охлаждения установок непрерывной разливки стали и для дорнов при литье полых слитков для труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛОК УСТАНОВОК НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ | 2006 |
|
RU2310546C1 |
| СОВМЕЩЕННЫЙ АГРЕГАТ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МЕТАЛЛОВ | 2007 |
|
RU2353465C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МЕТАЛЛОВ | 2007 |
|
RU2368456C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИСТАЛЛИЗАТОРОВ МАШИН НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ | 2005 |
|
RU2308349C2 |
| Способ прокатки металла, устройство и валок для его осуществления | 1985 |
|
SU1316723A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ СОСТАВНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2097164C1 |
| Предварительно напряженный прокатный валок | 1976 |
|
SU564014A1 |
| Способ горячей прокатки полосовой стали | 1982 |
|
SU1072931A1 |
| ТЕПЛООБМЕННЫЙ АППАРАТ | 2003 |
|
RU2260159C2 |
| Валок-кристаллизатор | 1982 |
|
SU1100243A1 |
Изобретение относится к металлургии. Валок-кристаллизатор включает ось, надетый на нее бандаж и каналы для подачи охладителя. Каналы выполнены в виде труб, вмороженных в литой бандаж на части их длины. Трубы соединены с кольцевыми коллекторами для подачи и отвода охладителя. Часть труб может быть соединена друг с другом с одной стороны бандажа. Трубы для подачи охладителя могут в той их части, которая находится в бандаже, быть выполнены овальными и иметь выступы на их внутренней поверхности. Обеспечивается повышение стойкости и долговечности валков, повышение качества слитков. 3 з.п. ф-лы, 11 ил.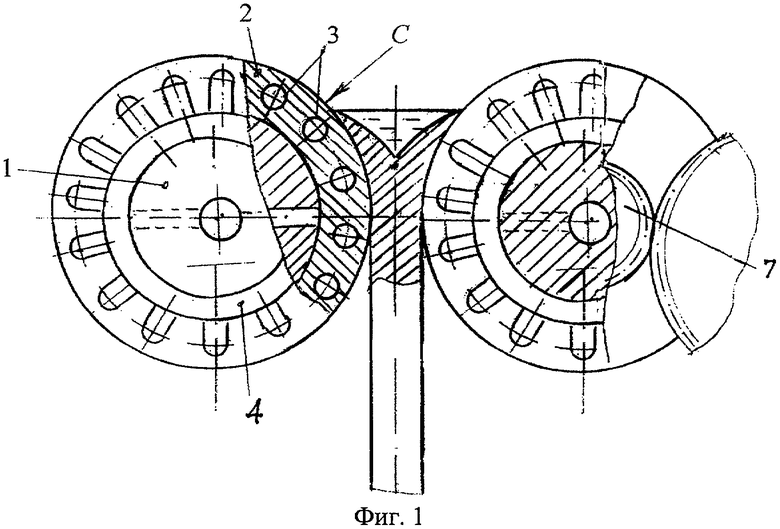
| Валок-кристаллизатор | 1982 |
|
SU1100243A1 |
| Ролик для направления и поддержанияСлиТКА | 1979 |
|
SU850283A1 |
| Торфодобывающая машина с вращающимся измельчающим орудием | 1922 |
|
SU87A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |

