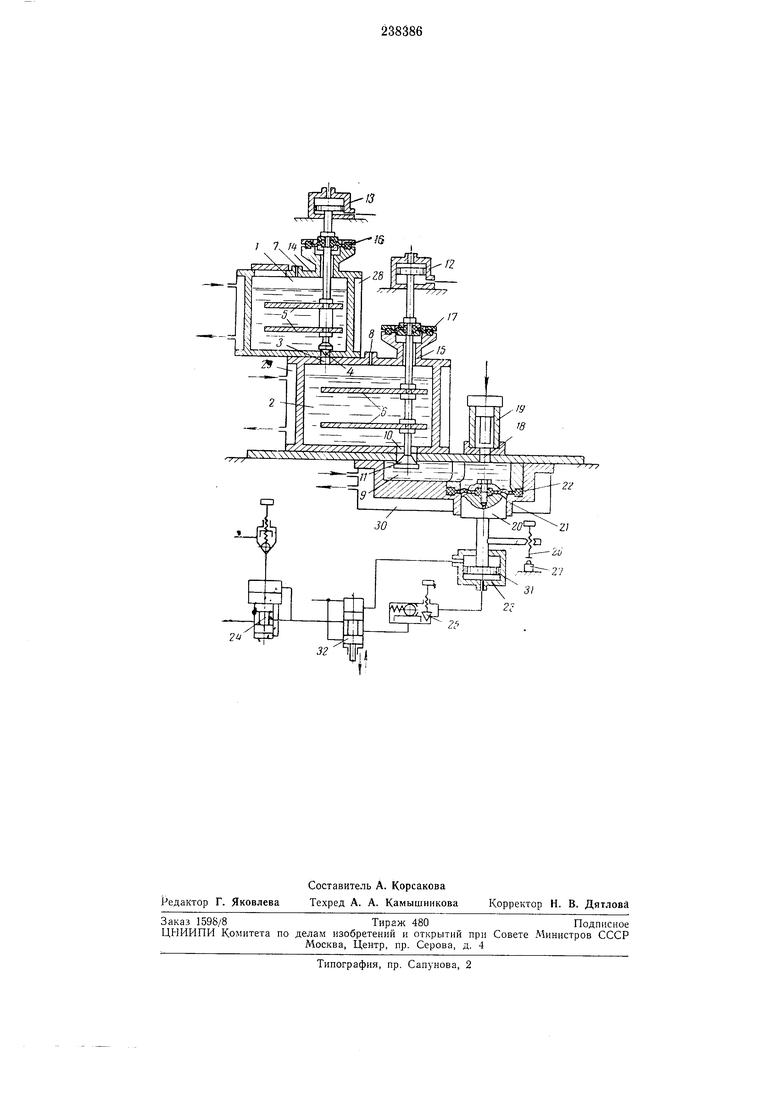
Изобретение относится к области керамического производства и может быть использовано для литья керамических изделий из непластичных материалов на основе термонластичной связки. Известны устройства для литья керамических изделий под давлением, содеря ащие форму для литья, два обогреваемых шликерных резервуара с лопастными мешалками и штуцерами для отсоса воздуха и нагнетательную камеру, сообш,аюш,иеся между собой через соосно расположенные отверстия, перекрываемые клапанами со штоками, гидронилиндр нагнетательной камеры с поршнем, напорными и сливными трубопроводами и эластичной диафрагмой. Однако известные устройства не обеспечивают получение изделий высокого качества, так как невозможно создать необходимое давление при литье без изменения при этом скорости шликера при заполнении формы, регулировать скорость заполнения формы при неизменном давлении дозировки шликера и исключить попадание воздуха в форму. Цель настояш,его изобретения - обеспечить регулирование давления в нагнетательной камере и скорость подачи шликера, исключаюш,ую поиадание воздуха при заполнении формы. Достигается это тем, что в напорные трубопроводы гидроцилиндра включены редукционный клаиан и клапан регулирования скорости поршня, а клапаны, перекрывающие отверстия резервуаров и камеры, выиолнены коническими, иричем на их штоках укреплены лопасти мешалок. Поршень гидроцилиндра может иметь сферическую поверхность и регулятор длины хода, выполненный в виде вертикально укрепленного на поршне винта, взаимодействующего с концевым выключателем. На чертеже схематически изображено описываемое устройство. Оно состоит из двух резервуаров 1 и 2, расположенных друг над другом и соединенных между собой отверстием 3, перекрывае.мым коническим клапаном 4. Лопастные мешалки 5 и 6 служат для перемешивания литейной массы, а через штуцера 7 п 8 производится ее вакуумирование. Расплавленный и отвакуумированный шликер подается в нагнетательную камеру .9 через отверстие 10, перекрываемое коническим клапаном 11. Мешалки 5 и 6 закреплены на клапанах 4 н 11. Пневмоцилиидры 12 и 13 сообщают возвратио-постуиательное двнжение клапа11ами 4 и //. Уплотненне зазора между штоками клапанов 4 и 11 и крышками 14 и 15 резервуаров / и 2 производится с помощью эластичных диафрагм 16 и 17. Над литниковым отверстием 18 пневмоирижимом крепится форма 19 (на чертеже пневмоприжим не показан). Поршень 20, двигаясь вверх, запрессовывает шликер в литейную форму 19. Для предотврашения поиадания литейного шликера между стенками цилиндра 21 и иорп1нем 20 служит гофрированная диафрагма 22.
Сферическая .поверхность поршня 20 и гофры диафрагмы 22 создают благоприятиые условия для работы диафрагмы (она работает на сжатие) и позволяют развивать высокое давление (до 100 атм и более) в нагнетательной камере 9 без разрыва диафрагмы 22. Давление создается гидроцилиндром 23 и регулируется редукционным клапаном 24 от О до 100 атм и более.
Скорость движения поршня 20 регулируется клапаном 25, а величина хода - винтом 26 через концевой выключатель 27. Полости 28-30 предназначены для циркуляции в них горючего масла, служаш,его для обогрева резервуаров 1 W. 2 нагнетательной камеры 9. Движение поршня 31 в гидроцилиндре 23 осуществляется золотником 32.
Работает устройство следующим образом.
Куски литейной массы загружаются в резервуар 1, где они плавятся и одновременно производится вакуумирование расплавленной массы (шликера) вакуум-насосом (на чертеже не указан) через штуцер 7. При нерепускании расплавленного шликера из резервуара / в резервуар 2 производится его перемешивание мешалками 5. В резер вуаре 2 шликер дополнительно вакуумируется через штуцер 8 и перемешивается мешалками 6, а затем шликер через отверстие 10 перепускается в нагнетательную камеру 9. При этом литниковое отверстие 18 закрыто литейной формой 19, а поршень 20 находится в крайнем нижнем положении. После заполнения нагнетательной камеры 9 клапаны 4 и 11 перекрывают отверстия 3 и 10, литниковое отверстие формы 19 совмещается с литниковым отверстием 18 и шликер заполняет иод давлением форму 9 со скоростью, оптимальной для каждого типоразмера деталей.
Правильно подобранная скорость движения шликера исключает его фонтанирование в полости формы и тем самым исключается возможность попадания воздуха в полости фор ML:. После необходимой выдержки, нужной для застывания шликера в литейной форме/Я автоматически открывается клапаи 11, поршень 20 опускается в крайнее нижнее положение, на1Гнетлтел:Л1ая камера 9 заполняется. Доза иодачи шликера в литейную форму 19 зависит от величины хода поршня 3, ход которого регулируется винтом 26.
После этого клапан // автоматически закрывается, форма 19 снимается и ставится следующая форма для заливки. Цикл повторяется. Открытие и закрытие клапанов 4 н 11 и движение поршня 31 при заполнении формы производятся с помощью реле времени,
вмонтированных в электросхему устройстваУстройство позволяет работать на съемных
и стационарных (одно- или многоместных)
литейиых формах с полуавтоматическим циклом работы.
Предмет изобретения
1- Устройство для литья керамических изделий иод давлением, содержащее форму для литья, два обогреваемых шликерных резервуара с лопастными мешалками и штуцерами отсоса воздуха и нагнетательную камеру, сообшающиеся между собой через соосно расположенные отверстия, перекрываемые клапанами со штоками, гидроцилиндр нагнетательной камеры с поршнем, напорными и сливными трубопроводами и эластичной диафрагмой,
отличающееся тем, что, с целью регулирования давления в нагнетательной камере и скорости подачи шликера, а также предотвращения попадания воздуха s форму, в напорные трубопроводы гидроцилЕндра еклюмены
редуКЦионный «лапан и клапан регулирования скорости поршня, а клапаны, перекрывающие отверстия резервуаров и камеры, выполнены коническими, причем на их штоках укреплены лопасти мешалок.
2. Устройство по п. 1, отличающееся тем, что поршень гидроцилиндра имеет сферическую поверхность и регулятор длины хода, выполненный в виде вертикально укрепленного на поршне винта, взаимодействующего с
концевым выключателем.
2 спзэ
Г2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для литья керамических изделий | 1976 |
|
SU578190A2 |
| РАБОЧАЯ КАМЕРА ДЛЯ ДОЗИРОВКИ И НАГНЕТАНИЯ ПОД ВЫСОКИМ ДАВЛЕНИЕМ ЖИДКОГО ВАКУУМИРОВАННОГО ШЛИКЕРА | 1961 |
|
SU145168A1 |
| Устройство для изготовления керамических изделий | 1950 |
|
SU92042A1 |
| Установка для литья керамики под давлением | 1989 |
|
SU1736704A1 |
| КРИСТАЛЛИЗАТОР ДЛЯ ВЕРТИКАЛЬНОГО ЛИТЬЯ АЛЮМИНИЕВЫХ СЛИТКОВ | 2019 |
|
RU2742553C1 |
| Устройство для смазки задвижек фонтанной арматуры на устье скважин | 2021 |
|
RU2752201C1 |
| НАСОСНАЯ УСТАНОВКА РЕГУЛИРУЕМАЯ, ДИАФРАГМЕННАЯ | 2011 |
|
RU2459978C1 |
| СПОСОБ ЗАКРЫТИЯ ВХОДА В ЛИТЕЙНУЮ ФОРМУ ПОСЛЕ НЕГРАФИТАЦИОННОГО ЛИТЬЯ НЕЖЕЛЕЗНОГО СПЛАВА В СЫРЫЕ ЛИТЕЙНЫЕ ФОРМЫ РЯДНОЙ УСТАНВОКИ (ВАРИАНТЫ) | 1995 |
|
RU2127172C1 |
| ГИДРАВЛИЧЕСКИЙ ТАРАН | 2013 |
|
RU2529277C1 |
| ОПРЫСКИВАТЕЛЬ | 1990 |
|
RU2010520C1 |