Изобретение касается устройства для выравнивания рабочих валков в прокатной линии, в частности в четырехвалковых клетях, по меньшей мере, посредством одной пары клиньев, воздействующей на подушки валков в области между параллельно расположенными на расстоянии друг от друга станинами прокатной клети, при этом клинья расположены на горизонтальной плоскости скольжения с возможностью перемещения относительно станин прокатной клети посредством установки коленчатых рычагов.
Для регулируемого выравнивания верхней кромки, например, нижнего рабочего валка в прокатной клети на прокатной линии известны различные конструкции вспомогательных регуляторов, например такие, как клиновидный регулятор, червячный приводной механизм, ступенчатые клинья, пластинчатая прокладка пластин, гидравлические цилиндры, регулировка шпинделем и конструктивные разновидности с использованием коленчатых рычагов.
Эти устройства требуют в том числе, чтобы станина валков содержала дорогостоящее высверленное нарезное гнездо в неподвижной поперечине или очень длинные клинья, или наличия электрического контроля состояния гидравлического клапана. В определенных случаях требуются также зажимные приспособления, или обслуживающая команда должна часто заменять опорные валки или, соответственно, пластинчатые прокладки, вследствие чего эти устройства дороги в обслуживании.
Приводимые в действие цилиндрами вспомогательные регуляторы могут быстро перемещаться, тем не менее из-за необходимого самоторможения они могут использоваться только для маленьких углов. Напротив, перемещаемые с помощью шпинделей клиновидные регуляторы относительно медленны.
При современном состоянии техники из ряда документов известны устройства для выравнивания верхней кромки нижнего рабочего валка на прокатной линии.
Документ ЕР 0513946 B1 описывает устройство для выравнивания верхней кромки нижнего рабочего валка прокатной клети, в частности четырехвалковой клети, на прокатной линии посредством пары клиньев, располагаемых под каждой нижней подушкой валка, состоящее из нижнего клинового элемента, подвижного по горизонтали в направлении оси валка, и верхнего подвижного исключительно в вертикальном направлении клинового элемента, которые во время процесса прокатки лежат друг на друге их наклонными поверхностями. Каждый верхний клиновый элемент вместе с соответствующей подушкой валка может приподниматься и опускаться посредством подъемного устройства. Наклонные поверхности обоих клиньев выполнены подобно лестницам, причем ступени, зацепляясь, фиксируют элементы клиньев относительно вертикали.
В документе ЕР 0231445 B1 представлен способ перемещения валков в прокатных клетях по высоте для выравнивания верхней кромки нижнего рабочего валка на прокатной линии и для замены валков, в частности, в четырехвалковых клетях, оснащенных салазками для смены валков, которые могут перемещаться в продольном направлении валков и имеют взаимозаменяемые ступенчатые платформы переменной толщины и, соответственно, высоты для ступенчатого монтажа подушек опорных валков, а также вертикальные подъемные элементы для временного укрепления подушек. Перемещение по высоте происходит так, что при наличии платформы с несколькими ступенями разной высоты, начиная с самой низкой ступеньки, подушка приподнимается, соответственно, бесступенчато коротким ходом по вертикали посредством подъемного элемента до тех пор, пока более низкая ступенька не достигнет уровня следующей более высокой ступеньки, причем тогда вертикальные подъемные элементы временно принимают на себя опору подушек до того, пока подъемный элемент с коротким ходом по вертикали не переместится обратно на его нижнюю позицию, и следующая более высокая ступенчатая платформа переместится под подушку.
В документе DE-OS 2513666 описана прокатная клеть с производимым с помощью шпинделя перемещением клина для установки и/или корректировки высоты входного просвета гидравлическим цилиндром для приподнимания веса нижнего набора валков при приведении в действие устройства регулировки клина. В каждой станине валков прокатной клети предусмотрены два гидравлических цилиндра.
Документ DE 2806525 C2 описывает устройство для выведения валков из прокатных клетей, в частности из четырехвалковых прокатных клетей, и для выравнивания верхней кромки нижних рабочих валков на прокатной линии посредством выдвижных полозьев. На выдвижных полозьях расположены несколько пригоночных деталей разной толщины, которые вводятся посредством сдвижного привода под подушки. Для подпирания подушек предусмотрены подъемные механизмы. Пригоночные детали расположены на сдвижной раме, находящейся на подвижном полотне выдвижных полозьев и связанной со сдвижным приводом, причем подъемные механизмы расположены по обе стороны сдвижной рамы на выдвижных полозьях.
Документ US 4237715 представляет механизм для вертикального регулирования нижнего опорного валка в четырехвалковой прокатной клети на установочной линии. Предусмотрены средства для приподнимания подушек, так что при их приподнимании, соответственно, могут постепенно вдвигаться прокладочные элементы между подушками и станинами прокатной клети.
Документ JP 7265919 описывает устройство для регулирования установочной линии посредством вдвигаемых ступенчатых клиньев между подушками нижнего опорного валка и станинами прокатной клети. Вставляемые с целью изменения интервала клинья обладают ступенчатыми опорными поверхностями и гладкой сопряженной поверхностью. Чтобы избегать нежелательных уводов, клинья вставлены гладкой поверхностью наверх, а ступеньками - вниз.
Документ DE-OS 2241833 раскрывает устройство выставления валков для подведения в рабочее положение валков разной ширины в той же самой клети. Для этого регулирующие органы снабжены опорными поверхностями для валков с подушками для подшипников, расположенными на разных по величине интервалах.
При этом регулирующие органы могут иметь на их обращенной к упорам валков стороне проходящие в направлении средней линии валков и параллельно ей же плоскости, а на противоположных сторонах - клиновидные косые плоскости, которые покоятся на косых плоскостях клиньев, подвижных в направлении средней линии валков. Подвижные клинья имеют на противоположных клиновидным косым плоскостям сторонах плоские поверхности, которые проходят параллельно средней линии валков и скользят по расположенным на опорной раме валков ровным поверхностям.
Документ DE-OS 3737807 A1 представляет решение, которое относится к прокатному стану, в частности стану холодной прокатки, по меньшей мере, с двумя, в частности от четырех до десяти, главным образом расположенными по существу друг над другом валками, причем непосредственно на наружный кожух бочек валков воздействует гидравлическая среда через минимум один, целесообразно - минимум два гидростатических опорных элемента, а также через гидроцилиндры, действующие на гидростатические опорные элементы. Предусмотрено перемещение параллельно осям валков клиньев с передвижными относительно друг друга наклонными поверхностями ниже минимум двух гидростатически действующих на бочки валков опорных элементов нижнего валка, в том числе также для компенсации износов нижнего набора валков и, соответственно, самого нижнего валка. На перемещение клина оказывает влияние гидравлический рабочий цилиндр с расположенной параллельно осям валков осью и, соответственно, его исполнительным элементом. Подача гидравлической рабочей жидкости с целью регулирования эластичной линии прогиба нижнего валка может проходить с использованием датчика сигналов. Это происходит опосредованно, главным образом через управление с помощью ЭВМ, причем электронно-вычислительная машина сравнивает введенные в нее установки для данного обрабатываемого материала с истинными величинами, полученными от датчиков сигналов, которые расположены в измерительном приборе качества поверхности, причем, кроме того, с этим комбинируется регулирование подъемных гидроцилиндров, действующих непосредственно на опоры валков и, соответственно, на коренные шейки опорных валков.
Документ DE-OS 3737100 A1 раскрывает управление на прокатных станах. Прокатные станы и каландры приводятся в действие посредством гидроцилиндров для создания прокатного усилия. Все прокатные клети при четырехвалковых клетях прокатных станов для листового металла могут весить до 8000 т. Предлагается использование механического изменения зазора между валками при самом высоком прокатном усилии посредством коленчатого рычага и накаточного шпинделя, и установочных элементов валка. Это должно значительно уменьшать необходимые силы управления, что делает регулирование более чутким и должно делать возможным также регулирование в микронном диапазоне.
Исходя от вышеупомянутого состояния техники в основе изобретения лежит задача разработать механически быстро и просто работающее при высоких прокатных усилиях устройство для переменной регулировки установочной линии в прокатных клетях.
Для решения задачи, согласно изобретению, в устройстве для регулировки установочной линии с признаками ограничительной части пункта 1 формулы изобретения предлагается, чтобы клинья пары клиньев связаны с неизменным интервалом друг с другом, при этом для их сдвига предусмотрена сборка двух коленчатых рычагов, из которых один рычаг опирается, по меньшей мере, на один шарнир на клине, а другой рычаг опирается, по меньшей мере, на один шарнир на противоположной стойке станины, и оба рычага связаны посредством продольно перемещаемого шарнира коленчатого рычага.
В основе изобретения лежит идея быстрого перемещения установочных клиньев коленчатым рычагом в позиции валков и, соответственно, быстрого вытаскивания клиньев при смене валков.
В дальнейшем усовершенствовании соответствующего изобретению устройства для регулировки установочной линии предлагается, чтобы шарнир коленчатого рычага был связан с поршневым штоком силового средства, которое укреплено на шарнире, причем выдвижением и, соответственно, обратным ходом поршневого штока устанавливается либо разогнутая, либо изогнутая позиция коленчатого рычага.
Предпочтительное исполнение устройства предусматривает, чтобы шарнир коленчатого рычага был расположен на одном из рычагов с возможностью продольного смещения посредством ходового винта.
Целесообразно, если шарнир коленчатого рычага расположен на укрепленном на клине рычаге с возможностью продольного смещения посредством ходового винта с присоединенным двигателем.
Продолжение идеи изобретения заключается в том, чтобы шарнир коленчатого рычага охватывал расположенную поперек оси (x-x) рычага распорку, на которой своими концами шарнирно укреплены, соответственно, рычаг и поршневой шток силового средства.
Один вариант исполнения изобретения предусматривает, что каждый клин имеет на его верхней стороне косую поверхность скольжения.
Другой вариант исполнения предусматривает, что приводной двигатель через червячную передачу связан с распоркой.
Далее, изобретением предусмотрено, чтобы поршневой шток в цилиндре силового средства имел гидравлическое устройство для его выдвижения.
И наконец, далее изобретением предусмотрено, чтобы цилиндр силового средства был расположен с возможностью поворота вокруг горизонтальной оси.
На чертежах схематически представлен пример осуществления изобретения.
Чертежи показывают:
Фиг. 1 - устройство для выравнивания верхней кромки валков относительно пригоночной линии прокатной клети, в виде сбоку и в изогнутом расположении.
Фиг. 2 - устройство, согласно фиг. 1, также в виде сбоку, но в разогнутом расположении.
Фиг. 3 - устройство, согласно фиг. 1 или фиг. 2, на виде сверху.
Три чертежа согласованно показывают, соответственно, одно устройство для выравнивания верхней кромки нижнего рабочего валка в прокатной линии, в частности из четырехвалковых прокатных клетей, посредством пары 1, 1' клиньев, расположенных под нижними подушками валков, при этом клинья пары 1, 1' клиньев связаны с постоянным интервалом друг с другом между параллельными расположенными на расстоянии стойками 2, 2' станины прокатной клети, причем клинья посредством вспомогательного регулятора 13, 14 с коленчатыми рычагами выполнены с возможностью смещения на горизонтальной плоскости 3 скольжения относительно стоек станины, причем для вспомогательной регулировки предусмотрена сборка двух коленчатых рычагов 4, 5, один из которых, рычаг 4, опирается через горизонтальный шарнир 6 на внутреннюю сторону первого клина 1 с возможностью продольного смещения с помощью ходового винта 8 с присоединенным двигателем 9, а другой, рычаг 5, производит шарнирное сочленение между другой стойкой 2' станины и его шарниром 7 коленчатого рычага, причем он опирается через горизонтальный шарнир 10 на внутреннюю сторону второй стойки 2' опорной рамы и шарнир 7 коленчатого рычага, со своей стороны связанный с поршневым штоком 11 силового средства 12, и вынужденно перемещается либо в изогнутую позицию 13, либо в разогнутую позицию 14, причем происходит поворот вокруг горизонтального шарнира 15 и выдвижение поршневого штока 11. При этом каждый клин пары 1, 1' на его верхней стороне имеет косую поверхность 16, 16' скольжения.
Далее, двигатель 9 через червячную передачу 17 связан с распоркой 4'. И дальше поршневой шток 11 в цилиндре силового средства 12 оснащен гидравлическим устройством 18 для его выдвижения. Далее, цилиндр силового средства 12 расположен с возможностью поворота вокруг горизонтальной оси 15.
С помощью устройства, согласно изобретению, выгодно достигают того, что выведение прокатной клети в рабочую позицию продолжается лишь несколько секунд. Для линейных прокатных агрегатов при определении их параметров это означает более маленький накопитель ленты, так как каждая секунда может экономиться непосредственно на необходимой длине накопителя.
Прежние вспомогательные регуляторы могли функционировать со скоростью около 20 мм в секунду, теперь они достигают той же самой цели со скоростью до 40 мм в секунду.
Настройка на точную позицию валков для постоянной установочной линии при разных диаметрах валков происходит посредством шпинделя, который выполнен как плечо коленчатого рычага. При вращении шпинделей, например, приводным двигателем эффективная длина рычага у конструкции коленчатого рычага изменяется настолько, что введенный клин может позиционироваться по его вертикальному расположению. Клинья твердо позиционированы под прокатным усилием, так как они подпираются вытянутым коленчатым рычагом в поперечнике опорной рамы.
Самоторможение гарантировано нарезкой. Устройство может располагаться как на верхней, так и на нижней неподвижной поперечине станины. Дальнейшее преимущество получается из того, что все компоненты являются просто обрабатываемыми изделиями.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СМЕНЫ ВАЛКОВ С КЛИНОВЫМ РЕГУЛИРУЮЩИМ УСТРОЙСТВОМ | 2007 |
|
RU2438811C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОКАТНОЙ КЛЕТИ | 2006 |
|
RU2345856C2 |
| ПРОКАТНОЕ УСТРОЙСТВО | 2009 |
|
RU2459676C1 |
| ПРОКАТНАЯ КЛЕТЬ | 2009 |
|
RU2405642C1 |
| ГИБОЧНАЯ СИСТЕМА С МАЛЫМИ ПОТЕРЯМИ НА ТРЕНИЕ В МНОГОВАЛКОВОЙ ПРОКАТНОЙ КЛЕТИ | 2003 |
|
RU2313410C2 |
| ПРОКАТНАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ РАЗЛИЧНЫХ ЗАГОТОВОК, ТРЕБУЮЩИХ РАЗЛИЧНЫХ УСИЛИЙ ПРОКАТКИ | 2002 |
|
RU2294253C2 |
| УСТРОЙСТВО ДЛЯ БЛОКИРОВАНИЯ ПОВОРОТА УЗЛА БАЛАНСИРОВКИ ОПОРНЫХ ВАЛКОВ ПРОКАТНЫХ КЛЕТЕЙ | 2007 |
|
RU2372161C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ПРОКАТНОГО ВАЛКА ПРИ ГОРЯЧЕЙ ПРОКАТКЕ АЛЮМИНИЯ | 1993 |
|
RU2091188C1 |
| Рабочая клеть прокатного стана | 1982 |
|
SU1080896A1 |
| ЧЕТЫРЕХВАЛКОВЫЙ МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 2006 |
|
RU2352410C2 |
Изобретение относится к устройству для выравнивания рабочих валков на прокатной линии, в частности в четырехвалковых прокатных клетях, посредством, по меньшей мере, одной действующей на подушки валков пары клиньев в области между параллельными и расположенными на расстоянии стойками опорной рамы прокатной клети, при этом клинья расположены с возможностью перемещаться на горизонтальной плоскости скольжения относительно стоек опорной рамы посредством регулировки коленчатого рычага. Для этого клинья пары связаны с твердым интервалом друг с другом. Для их сдвига предусмотрена сборка двух коленчатых рычагов, из которых один рычаг опирается, по меньшей мере, через один шарнир на клин и другой рычаг опирается, по меньшей мере, через один шарнир на противоположную стойку станины, и оба рычага связаны продольно перемещаемым шарниром коленчатого рычага. Обеспечивается сокращение времени выведения клети в рабочую позицию, времени точной настройки валков, уменьшение габаритов и упрощение конструкции. 9 з.п. ф-лы, 3 ил.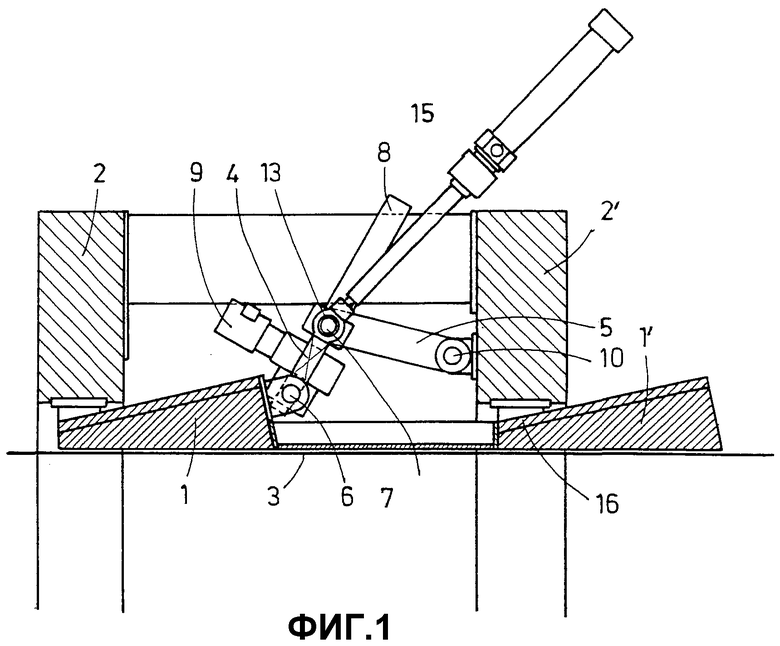
1. Устройство для выравнивания рабочих валков в прокатной линии, в частности, при четырехвалковых прокатных клетях, посредством, по меньшей мере, одной действующей на подушки валков пары (1, 1') клиньев, расположенных в области между параллельно отстоящими стойками (2, 2') станины прокатной клети, при этом клинья расположены с возможностью перемещения на горизонтальной плоскости скольжения относительно стоек (2, 2') станины посредством регулировки коленчатого рычага, отличающееся тем, что клинья пары (1, 1') связаны с постоянным интервалом друг с другом, при этом для их сдвига предусмотрена сборка двух коленчатых рычагов (4, 5), из которых один рычаг (4) опирается, по меньшей мере, через один шарнир (6) на клин (1), и другой рычаг (5) опирается, по меньшей мере, через один шарнир (10) на противоположную стойку (2') станины, и оба рычага (4, 5) связаны продольно перемещаемым шарниром (7) коленчатого рычага.
2. Устройство по п.1, отличающееся тем, что шарнир (7) коленчатого рычага связан с поршневым штоком (11) силового средства (12), который укреплен на шарнире (15), и посредством прямого и соответственно обратного хода поршневого штока (11) устанавливается либо изогнутая позиция (13), либо разогнутая позиция (14) коленчатых рычагов (5, 6).
3. Устройство по любому из пп.1 или 2, отличающееся тем, что шарнир (7) коленчатого рычага расположен на одном из рычагов (4, 5) с возможностью продольного смещения посредством ходового винта (8).
4. Устройство по п.3, отличающееся тем, что шарнир (7) коленчатого рычага расположен на укрепленном на клине (1) рычаге (4) с возможностью продольного смещения посредством ходового винта с присоединенным двигателем (9).
5. Устройство по п.2, отличающееся тем, что шарнир (7) коленчатого рычага содержит расположенную поперек оси (х-х) рычага (4) распорку (4'), на которой шарнирно укреплены концы соответственно рычага (5) и поршневого штока (11) силового средства (12).
6. Устройство по п.1, отличающееся тем, что каждый клин пары (1, 1') на верхней стороне имеет скошенную поверхность (16, 16') скольжения.
7. Устройство по п.4, отличающееся тем, что двигатель (9) через червячную передачу (17) связан с распоркой (4').
8. Устройство по п.2, отличающееся тем, что поршневой шток (11) в цилиндре силового средства (12) имеет гидравлическое устройство (18) для его выдвижения.
9. Устройство по п.2, отличающееся тем, что цилиндр силового средства (12) расположен с возможностью поворота вокруг оси (15).
10. Устройство по п.1, отличающееся тем, что все шарниры устройства имеют горизонтальные поворотные оси.
| JP 07265919 A, 17.10.1995 | |||
| JP 61063309 A, 01.04.1986 | |||
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛАРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 0 |
|
SU310898A1 |
| УСТРОЙСТВО УРАВНОВЕШИВАНИЯ ВЕРХНЕГО ВАЛКА РАБОЧЕЙ КЛЕТИ ПРОКАТНОГО СТАНА | 1994 |
|
RU2094143C1 |
| Рабочая клеть стана холодной прокатки труб | 1985 |
|
SU1311797A1 |

