Область техники
[0001] Настоящее изобретение относится к способу скрайбирования для разделения хрупкого материала, такого как стекло, керамика, которая является спеченным материалом, монокристаллического кремния, сапфира, полупроводниковой пластины и керамики, и к устройству скрайбирования, а в частности - к способу скрайбирования хрупкого материала, согласно которому подложку облучают лазерным лучом при перемещении лазерного луча и вышеуказанной подложки относительно друг друга так, что хрупкий материал нагревается до температуры, которая ниже температуры размягчения вышеуказанного материала, по линии, проведенной на вышеуказанном материале, вдоль которой нужно разделить вышеуказанный материал, и вертикальная трещина углубляется и продвигается по линии, вдоль которой нужно разделить этот материал, начиная с начальной трещины, созданной в вышеуказанном материале, а также к устройству скрайбирования, использующему этот способ.
Описание уровня техники
[0002] В последние годы способы разделения подложек из хрупкого материала путем создания в этом хрупком материале вертикальной трещины с использованием лазерного луча получили практическое воплощение.
[0003] В соответствии со способами разделения подложек из хрупкого материала и т.п. с использованием лазерного луча создают начальную трещину, которая становится той начальной точкой скрайбирования, с которой начинается обработка хрупкого материала, вышеуказанная начальная трещина углубляется при облучении лазерным лучом, и создается термическое напряжение путем подачи охладителя сразу после этого, при этом лазерный луч и вышеуказанную подложку или т.п. перемещают относительно друг друга по линии, вдоль которой нужно разделить материал, и, таким образом, трещина продвигается до конечной точки обработки.
[0004] В следующих документах раскрыты технологии разделения хрупкого материала с использованием лазерного луча согласно предшествующему уровню техники.
[0005] Патентный документ 1: японский патент №3210934.
Патентный документ 2: публикация не прошедшей экспертизу заявки на японский патент 2002-47024.
Патентный документ 3: публикация не прошедшей экспертизу заявки на японский патент 2001-151525.
Патентный документ 4: публикация не прошедшей экспертизу заявки на японский патент 2001-130921.
Патентный документ 5: публикация не прошедшей экспертизу международной заявки на патент WO 03/026861.
Патентный документ 6: публикация прошедшей экспертизу заявки на японский патент H3 (1991)-13040.
Патентный документ 7: публикация не прошедшая экспертизу международной заявки на патент WO 03/0101021.
[0006] Согласно технологии, раскрытой в японском патенте №3210934, участки по обе стороны линии, вдоль которой делится подложка, одновременно облучают лазерным лучом так, что создается начальная трещина вблизи конца подложки, а затем участки до или после созданной трещины облучают лазерным лучом. В результате этого ускоряется углубление трещин и затрудняется изгибание трещины.
[0007] Согласно технологии, раскрытой в публикации не прошедшей экспертизу заявки на японский патент 2002-47024, для разделения после скрайбирования участки по обе стороны скрайбированной канавки, созданной путем скрайбирования, нагревают и тем самым вызывают микроскопическую деформацию изгиба в форме, и при этом вертикальная трещина продвигается к задней поверхности подложки, и таким образом подложка разрезается. В результате процент боя уменьшается.
[0008] Согласно технологии, раскрытой в публикации не прошедшей экспертизу заявки на японский патент 2001-151525, проводят линию скрайбирования колесиком резака, катящимся по поверхности хрупкого материала, а затем участки по обе стороны созданной линии скрайбирования облучают одной или более парами пятен луча. Участки по обе стороны линии скрайбирования облучаются пятнами луча, и, таким образом, напряжение для углубления вертикальной трещины прилагается однородно на участке под линией скрайбирования, и поэтому качество разделенных поверхностей повышается.
[0009] Согласно технологии, раскрытой в публикации не прошедшей экспертизу заявки на японский патент 2001-130921, создают невидимую трещину, когда хрупкий материал первый раз облучают лазерным лучом и охлаждают, а затем эта невидимая трещина распространяется, когда хрупкий материал облучают лазерным лучом второй раз. Участки по обе стороны созданной линии скрайбирования облучаются лазерным лучом второй раз. В результате в процессе разламывания хрупкого материала уменьшается процент боя.
[0010] Согласно технологии, раскрытой в публикации не прошедшей экспертизу международной заявки на патент WO 03/026861, хрупкий материал облучают первый раз лазерным лучом для предварительного нагрева, а затем невидимая трещина углубляется при повторном облучении лазерным лучом. Участки по обе стороны линии, вдоль которой нужно разделить хрупкий материал, облучают лазерным лучом в первый раз.
Согласно технологии, раскрытой в публикации прошедшей экспертизу заявки на японский патент H3 (1991)-13040, участки по обе стороны линии, проведенной на поверхности подложки из хрупкого материала, вдоль которой нужно разрезать эту подложку из хрупкого материала, облучают двумя лазерными лучами и тем самым создают трещину и таким образом хрупкий материал разрезают.
Согласно технологии, раскрытой в публикации не прошедшей экспертизу международной заявки на патент WO 03/0101021, участки по обе стороны пути разреза, созданного на поверхности неметаллического материала, облучают двумя лазерными лучами и тем самым создают в неметаллическом материале линию скрайбирования.
Раскрытие изобретения
Проблема, решаемая изобретением
[0011] На этапе разламывания при разделении хрупкого материала путем приложения энергии извне после лазерного скрайбирования предпочтительно создавать как можно более глубокую трещину в вертикальном направлении, чтобы хрупкий материал было легко разделить и чтобы качество разделенных поверхностей хрупкого материала после разделения было высоким.
Ниже описаны факторы, которые препятствуют созданию таких качественных вертикальных трещин.
При этом термин "подложка", используемый в нижеследующем описании, означает "подложка из хрупкого материала".
[0012] На Фиг.15-17 показано, как внутри подложки создается механическое напряжение, когда поверхность подложки сканируется и облучается лазерным лучом, а затем охлаждается, благодаря чему вертикальная трещина углубляется от поверхности подложки. На Фиг.15-17 показан вид подложки в разрезе, причем на каждой схеме лазерный луч непрерывно перемещается от задней стороны бумаги к передней стороне.
[0013] Как показано на Фиг.15, на участке 100, который нагревается посредством облучения лазерным лучом, создается напряжение сжатия в направлении, показанном на фигуре пунктирными стрелками. Затем, как показано на Фиг.16, когда создается охлажденный участок 120 путем подачи охладителя вблизи участка 100, который был нагрет посредством облучения лазерным лучом, создается напряжение растяжения в направлении, показанном на Фигуре сплошными стрелками.
В результате, как показано на Фиг.17, в результате распределения этих напряжений создается вертикальная трещина 130, которая углубляется в направлении, перпендикулярном напряжению растяжения, т.е. в направлении толщины подложки.
[0014] Однако, как показано на Фиг.16, тепло постепенно рассеивается из поверхностного слоя подложки посредством создания охлажденного участка 120, и создание охлажденного участка 120 при углублении вертикальной трещины ограничивается участком поверхности. Соответственно, как показано на Фиг.17, внутри существует внутреннее поле напряжения сжатия 150. Это препятствует углублению вертикальной трещины 130 прямо в направлении толщины подложки. По этой причине углубление вертикальной трещины 130 ограничивается глубиной приблизительно от 10% до 20% от толщины подложки.
[0015] На Фиг.20 показан увеличенный участок фотографии одной разделенной поверхности подложки, которая была разделена вдоль трещины, созданной в вертикальном направлении с использованием традиционного лазерного луча, и вскрыта в результате разделения, взятый в направлении вдоль разделенной поверхности (показан только угловой участок на стороне поверхности разделенной поверхности подложки).
На Фиг.20 показано состояние, при котором созданная глубокая вертикальная трещина искривляется по пути, и причиной тому является вышеуказанное внутреннее поле напряжения сжатия 150 (на фотографии в иллюстративных целях приблизительное место, где существует внутреннее поле напряжения сжатия 150, показано двухточечной линией).
[0016] Как показано на Фиг.20, внутреннее поле напряжения сжатия 150 препятствует углублению глубокой вертикальной трещины, и, таким образом, разделенная поверхность подложки, полученная разламыванием после скрайбирования, оказывается диагональной, а не перпендикулярной поверхности подложки. В случае когда происходит это явление, качество разделенной поверхности после разделения подложки оказывается низким (то есть происходит повреждение, которое приводит к ухудшению плоскостности разделенной поверхности), и прочность на разделенной поверхности (то есть сопротивление внешней силе, приложенной к подложке на этапе после разделения без разламывания подложки) снижается.
При этом хотя вышеописанное явление указано как одна из причин снижения прочности на разделенной поверхности подложки (это явление называется "раскалыванием" и описано ниже в данном описании изобретения), явления, приводящие к снижению прочности на разделенной поверхности подложки, не ограничиваются вышеописанным явлением.
[0017] Настоящее изобретение создано в связи с вышеописанными проблемами, и его задачей является обеспечение способа скрайбирования и устройства скрайбирования, которые позволяют углублять прямую вертикальную трещину в направлении толщины подложки и получать высокое качество и высокую прочность на разделенной поверхности подложки.
Средства решения проблемы
[0018] (Содержание пункта 1) Настоящее изобретение предусматривает способ скрайбирования хрупкого материала, согласно которому хрупкий материал облучают лазерным лучом вдоль линии, проведенной на вышеуказанном материале, вдоль которой нужно разделить вышеуказанный материал, так что вышеуказанный материал нагревается до температуры, которая ниже температуры размягчения, при этом лазерный луч и вышеуказанный материал перемещают относительно друг друга, и затем материал охлаждают, и таким образом, вертикальная трещина углубляется и продвигается по линии, вдоль которой нужно разделить вышеуказанный материал, начиная с начальной трещины, сформированной на вышеуказанном материале, отличающийся тем, что облучаемые участки, подлежащие облучению лазерным лучом, и необлучаемые участки, не подлежащие облучению лазерным лучом, подготавливают по обе стороны от линии, вдоль которой нужно разделить материал, и по линии, вдоль которой нужно разделить материал, соответственно, и затем участок по линии, вдоль которой нужно разделить материал, локально охлаждают.
[0019] (Содержание пункта 12) Настоящее изобретение предусматривает устройство скрайбирования хрупкого материала, содержащее: облучающую часть для облучения хрупкого материала лазерным лучом; охлаждающую часть для локального охлаждения вышеуказанного хрупкого материала путем подачи охладителя к хрупкому материалу; и перемещающую часть для перемещения вышеуказанной облучающей части и вышеуказанной охлаждающей части относительно друг друга вдоль линии, проведенной на хрупком материале, вдоль которой нужно разделить этот хрупкий материал, при этом облучающая часть облучает облучаемые участки лазерным лучом по обе стороны от линии, вдоль которой нужно разделить хрупкий материал, и облучает необлучаемый участок, который не облучается лазерным лучом, по линии, вдоль которой нужно разделить материал, а охлаждающая часть локально охлаждает участок по линии, вдоль которой нужно разделить хрупкий материал.
При этом в данном изобретении "углубление" вертикальной трещины означает, что вертикальная трещина развивается в направлении толщины подложки, и "продвижение" вертикальной трещины означает, что вертикальная трещина продвигается в направлении, перпендикулярном направлению толщины подложки.
Результаты изобретения
(Содержание пункта 1)
[0020] При углублении вертикальной трещины предотвращается формирование внутреннего поля напряжения сжатия непосредственно под линией, вдоль которой нужно разделить подложку, и поэтому можно создать вертикальную трещину прямо в направлении толщины подложки, при этом качество разделенной поверхности подложки является высоким, и можно получить подложку, имеющую прочную разделенную поверхность.
(Конфигурация по пункту 2)
[0021] Энергия облучения, с которой облучаемые участки облучают лазерным лучом, имеющим распределение энергии облучения, которое является нормальным (гауссовым) распределением, причем вышеуказанное распределение энергии облучения имеет два пиковых участка, которые находятся на расстоянии друг от друга по ширине W с центральной осью в центре, когда линия, вдоль которой нужно разделить материал, является центральной осью, и энергия облучения между двумя пиковыми участками равна нулю, может быть сконцентрирована вдоль участка длинной стороны, и во время охлаждения напряжение, которое эффективно для создания вертикальной трещины, может быть создано вблизи линии, вдоль которой нужно разделить подложку.
(Конфигурация по пункту 3)
Облучаемые участки облучают парой пятен луча, сформированных по обе стороны от находящейся в центре линии, вдоль которой нужно разделить материал, и каждый из вышеуказанных облучаемых участков имеет участок длинной стороны приблизительно в форме линии, которая проходит параллельно той линии, вдоль которой нужно разделить материал, на малом расстоянии от этой линии, вдоль которой нужно разделить материал, и поэтому можно получить лазерный луч, имеющий распределение энергии облучения, которое имеет два пиковых участка, которые находятся на расстоянии друг от друга по ширине W с центральной осью в центре, когда линия, вдоль которой нужно разделить материал, является центральной осью, и энергия облучения между двумя пиковыми участками равна нулю. Соответственно энергия облучения может быть сконцентрирована вдоль участка длинной стороны, и во время охлаждения напряжение, которое эффективно для создания вертикальной трещины, может быть создано вблизи линии, вдоль которой нужно разделить подложку.
(Конфигурация по пункту 4)
Проиллюстрирован вариант реализации, в котором облучаемый участок формируется линией или кривой, которая проходит от концевого участка на участке длинной стороны от линии, вдоль которой нужно разделить материал, и вышеуказанного участка длинной стороны.
(Конфигурация по пункту 5)
Облучаемый участок формируется так, чтобы он имел некоторую длину в направлении по линии, вдоль которой нужно разделить материал, и некоторую ширину в направлении, перпендикулярном линии, вдоль которой нужно разделить материал, и вышеуказанная длина определяется участком длинной стороны, а вышеуказанная ширина короче, чем вышеуказанная длина, и поэтому во время охлаждения напряжение, которое эффективно для создания вертикальной трещины, может быть создано вблизи линии, вдоль которой нужно разделить подложку.
[0022] (Конфигурация по пункту 6)
Необлучаемый участок имеет протяженность, в пределах которой участки длинной стороны отстоят друг от друга на ширину W, и когда толщина хрупкого материала равна T, вышеуказанная W находится в пределах от T/30 до 2T, и поэтому предотвращается создание внутреннего поля напряжения сжатия по линии, вдоль которой нужно разделить подложку, и могут быть сформированы облучаемые участки, где во время охлаждения может быть создано напряжение, которое эффективно для создания вертикальной трещины, по обе стороны от линии, вдоль которой нужно разделить подложку.
Соответственно может быть предотвращено раскалывание и т.п. на разделенных поверхностях, и может быть повышена скорость скрайбирования при задании подходящей W.
(Конфигурация по пункту 7)
Облучаемый участок формируется парой пятен луча такой формы, что один круг или длинный круг делится таким образом, что продольная ось проходит по линии, вдоль которой нужно разделить материал, причем между ними располагается необлучаемый участок, и поэтому угловой участок в вышеуказанном остром угле формируется между линией или кривой, которая проходит от концевого участка для участка длинной стороны в таком направлении, чтобы постепенно перемещаться от линии, вдоль которой нужно разделить подложку, и таким образом, пик в распределении энергии облучения без ошибки размещается вдоль участка длинной стороны. Соответственно приблизительно равные внутренние поля напряжения сжатия создаются по обе стороны от линии, вдоль которой нужно разделить подложку, и становится возможным создание глубокой прямой вертикальной трещины.
При этом термин "длинный круг" в данном изобретении означает форму, полученную деформированием круга, и включает в себя эллиптические формы и полосовые формы (то есть формы, образованные полукругами на обоих концах и линиями, которые соединяют эти полукруглые участки).
[0023] (Конфигурация по пункту 8)
Облучаемый участок формируется парой пятен луча такой формы, что один прямоугольник делится таким образом, что продольная ось проходит по линии, вдоль которой нужно разделить материал, причем между ними располагается необлучаемый участок, и поэтому пиковый участок в распределении энергии облучения может быть задан широким. Соответственно создается узкий облучаемый участок, что препятствует созданию внутреннего поля напряжения сжатия по линии, вдоль которой нужно разделить подложку, и могут быть созданы облучаемые участки, которые во время охлаждения могут создавать эффективное напряжение для создания вертикальной трещины по обе стороны от линии, вдоль которой нужно разделить подложку.
[0024] (Конфигурация по пункту 11)
Скорость перемещения лазерного луча относительно хрупкого материала увеличивают в соответствии с величиной, на которую уменьшается ширина W, когда ширина необлучаемого участка равна W, и поэтому может быть задана надлежащая ширина W необлучаемого участка, и таким образом, может быть предотвращено раскалывание путем регулировки скорости перемещения лазерного луча относительно подложки.
[0025] (Конфигурация по пункту 12)
Устройство скрайбирования хрупкого материала снабжено: облучающей частью для облучения хрупкого материала лазерным лучом; охлаждающей частью для локального охлаждения вышеуказанного хрупкого материала путем подачи охладителя к этому хрупкому материалу; и перемещающей частью для перемещения вышеуказанной облучающей части и вышеуказанной охлаждающей части относительно друг друга вдоль линии, проведенной на хрупком материале, вдоль которой нужно разделить этот хрупкий материал, при этом облучающая часть облучает облучаемые участки лазерным лучом по обе стороны от линии, вдоль которой нужно разделить хрупкий материал, и облучает необлучаемый участок, который не облучается лазерным лучом, по линии, вдоль которой нужно разделить материал, а охлаждающая часть локально охлаждает некоторый участок по линии, вдоль которой нужно разделить хрупкий материал, что позволяет создавать прямую вертикальную трещину, и удовлетворять условиям разделения хрупкого материала, в результате чего повышается качество подложки на разделенной поверхности, и разделенная поверхность имеет высокую прочность.
(Конфигурация по пункту 20)
Предпочтительно, чтобы устройство скрайбирования имело конфигурацию, в которой облучающая часть снабжена неподвижным оптическим элементом или сканирующим оптическим элементом для разделения излучаемого из облучающей части лазерного луча на два.
(Конфигурация по пункту 21)
Предпочтительно, чтобы устройство скрайбирования имело конфигурацию, в которой облучающая часть имеет светоперекрывающий элемент для перекрывания центрального участка вышеуказанного лазерного луча на оптическом пути.
(Конфигурация по пункту 22)
Предпочтительно, чтобы устройство скрайбирования имело конфигурацию, в которой облучающая часть содержит блок регулировки оптической системы для уменьшения ширины W на вышеуказанном необлучаемом участке для увеличения скорости перемещения лазерного луча относительно хрупкого материала.
Краткое описание чертежей
[0026] Фиг.1 - схема, демонстрирующая конфигурацию устройства скрайбирования согласно одному варианту реализации настоящего изобретения;
Фиг.2 - схема, демонстрирующая вариант реализации оптической системы устройства скрайбирования по Фиг.1;
Фиг.3 - схема, демонстрирующая другой вариант реализации оптической системы устройства скрайбирования по Фиг.1;
Фиг.4 - схема, демонстрирующая форму пятна LS' луча, сформированного при скрайбировании согласно настоящему изобретению, и распределение энергии облучения;
Фиг.5 - схема, демонстрирующая форму традиционного пятна луча и распределение энергии облучения;
Фиг.6 - схема, демонстрирующая форму традиционного пятна луча и распределение энергии облучения;
Фиг.7 - схема, демонстрирующая форму традиционного пятна луча и распределение энергии облучения;
Фиг.8 - вид в разрезе, схематически демонстрирующий подложку и иллюстрирующий "раскалывание";
Фиг.9 - таблица сравнения и оценки "раскалывания", которое происходит в тех случаях, когда используются пятна луча согласно настоящему изобретению и уровню техники;
Фиг.10 - фотография одной разделенной поверхности, полученной с использованием традиционного пятна луча, сделанная в направлении вдоль разделенной поверхности;
Фиг.11 - фотография одной разделенной поверхности, полученной с использованием пятна луча согласно настоящему изобретению, сделанная в направлении вдоль разделенной поверхности;
Фиг.12(a) - фотография, демонстрирующая один конец разделенной поверхности подложки по линии A-A на Фиг.10, полученной с использованием традиционного пятна луча; Фиг.12(b) - фотография, демонстрирующая увеличенный участок Фиг.12(a);
Фиг.13(a) - фотография, демонстрирующая один конец разделенной поверхности подложки по линии B-B на Фиг.11, полученной с использованием пятна луча согласно настоящему изобретению; Фиг.13(b) - фотография, демонстрирующая увеличенный участок Фиг.13(a);
Фиг.14 - график, показывающий зависимость между шириной W необлучаемого участка M и длиной "расколов", а также между шириной W необлучаемого участка M и скоростью S скрайбирования;
Фиг.15 - схема, демонстрирующая то, как создается напряжение внутри подложки при создании вертикальной трещины от поверхности подложки путем сканирования и облучения поверхности подложки традиционным лазерным лучом;
Фиг.16 - схема, демонстрирующая то, как создается напряжение внутри подложки при облучении подложки традиционным лазерным лучом таким же образом, как на Фиг.15;
Фиг.17 - схема, демонстрирующая то, как создается напряжение внутри подложки при облучении подложки традиционным лазерным лучом таким же образом, как на Фиг.15;
Фиг.18 - схема, демонстрирующая состояние внутреннего поля напряжения сжатия, создаваемого при использовании пятна луча согласно уровню техники;
Фиг.19 - схема, демонстрирующая состояние внутреннего поля напряжения сжатия, создаваемого при использовании пятна луча согласно настоящему изобретению;
Фиг.20 - схема, демонстрирующая состояние, когда вертикальная трещина, созданная в подложке путем скрайбирования с использованием пятна луча согласно уровню техники, изгибается по пути;
Фиг.21 - схема, демонстрирующая типичный пример распределения энергии облучения в пятне луча согласно настоящему изобретению;
Фиг.22 - схема, демонстрирующая еще один пример конфигурация пятна луча согласно настоящему изобретению;
Фиг.23 - схема, демонстрирующая еще один пример конфигурация пятна луча согласно настоящему изобретению;
Фиг.24 - схема, демонстрирующая еще один пример конфигурация пятна луча согласно настоящему изобретению; и
Фиг.25 - схема, демонстрирующая еще один пример конфигурация пятна луча согласно настоящему изобретению.
[0027] Пояснение символов
1: облучающая часть
2: охлаждающая часть
4: оптическая система
5: оптическая система
10: устройство скрайбирования
21: сопло (форсунка)
50: подложка
51: светоперекрывающий элемент
Наилучшие варианты осуществления изобретения
[0028] [Пример конфигурации устройства]
Ниже со ссылкой на чертежи описаны способ скрайбирования и устройство скрайбирования согласно одному варианту реализации настоящего изобретения.
На Фиг.1 схематически показана конфигурация устройства скрайбирования согласно одному варианту реализации настоящего изобретения. Устройство скрайбирования 10 используется в качестве устройства, предназначенного для разделения стеклянной материнской подложки, например, на несколько стеклянных подложек, которые используются для FPD (дисплеев с плоским экраном).
[0029] Устройство 10 скрайбирования снабжено: облучающей частью 1 для облучения стеклянной подложки 50 лазерным лучом; охлаждающей частью 2 для создания охлажденного пятна CP струей охладителя (воды и воздуха, газообразного гелия, газообразного N2, газообразного CO2 или т.п.), который подается из источника охладителя (не показан) через сопло 21; и перемещающей частью (не показана) для перемещения облучающей части 1 и сопла 21 охлаждающей части 2 относительно стеклянной подложки 50 по линии SL, вдоль которой нужно разделить подложку и которая проведена на стеклянной подложке 50.
Облучающая часть 1 имеет лазер (например, лазер на CO2) (не показан) для испускания лазерного луча LB и может облучать стеклянную подложку 50 испускаемым из лазера лазерным лучом с использованием описанной ниже оптической системы так, что пятно LS' луча, имеющее необлучаемый участок M, проецируется на стеклянную подложку 50.
При этом термин "пятно луча" в данном изобретении означает участок на поверхности подложки, который облучается лазерным лучом, когда поверхность подложки облучается лазерным лучом.
Кроме того, желательно, чтобы на концевом участке стеклянной подложки 50 со стороны облучающей части 1 в центре напротив сопла 21 было присоединено средство создания начальной трещины (например, колесико резака) (не показано) для создания начальной трещины, которая становится начальной точкой скрайбирования.
[0030] На Фиг.2 и 3 показана оптическая система, предусмотренная в облучающей части 1 согласно одному варианту реализации.
В оптической системе 4 по Фиг.2 на оптическом пути размещены оптический элемент 41 для разделения оптического пути и конденсорные линзы 42 и 43.
Лазерный луч LB, испущенный из лазера, делится надвое оптическим элементом 41 для разделения оптического пути, проходит через конденсорные линзы 42 и 43 и проецирует пятно LS' луча в форме эллипса, которым облучается стеклянная подложка 50. Пятно LS' луча имеет необлучаемый участок M в форме полоски на линии SL, вдоль которой нужно разделить материал.
Длину a проецируемого пятна LS' луча в направлении длинной оси, длину b в направлении короткой оси и ширину W необлучаемого участка M можно изменять, соответственно регулируя расстояние между каждым оптическим элементом, показанным на Фиг.2, и стеклянной подложкой 50, то есть расстояние d между конденсорной линзой 43 и стеклянной подложкой 50, расстояние e между конденсорной линзой 42 и стеклянной подложкой 50, а также расстояние g между оптическим элементом 41 для разделения оптического пути и стеклянной подложкой 50.
Эти регулировки можно производить с помощью любого хорошо известного узла регулировки оптической системы (не показан), предусмотренного в оптической системе 4.
[0031] Оптическая система 5 по Фиг.3 идентична оптической системе 4 по Фиг.2 за исключением того, что на оптическом пути вместо оптического элемента 41 для разделения оптического пути в оптической системе 4 по Фиг.2 предусмотрен светоперекрывающий элемент 51.
В качестве примера светоперекрывающего элемента 51 можно указать, например, проволоку нужного диаметра, которая размещена на оптическом пути между конденсорной линзой 43 и стеклянной подложкой 50.
Хотя в вышеуказанном примере конфигурации устройства светоперекрывающий элемент 51 включен в оптическую систему 5, светоперекрывающий элемент 51 может быть установлен на подложке 50. В частности, возможен вариант реализации, где проволока в качестве светоперекрывающего элемента 51 присоединена к столику, на котором установлена подложка 50, и полностью облучается лазерным лучом LB. Таким образом, светоперекрывающий элемент 51 установлен на подложке 50, и поэтому можно использовать традиционные оптические системы как они есть, без дополнительного включения светоперекрывающего элемента 51 в оптическую систему 5.
[0032] Хотя в данном варианте реализации оптической системы используется оптический элемент 41 для разделения оптического пути, который является неподвижным оптическим элементом, могут быть использованы такие неподвижные оптические элементы, как дифракционные оптические элементы (DOE) или дифракционные зеркала. Кроме того, могут быть также использованы сканирующие оптические элементы, такие как гальванические зеркала, многоугольные зеркала или резонансные элементы.
[0033] [Пример функционирования]
Сначала, как показано на Фиг.1, на концевом участке стеклянной подложки 50 создают начальную трещину TR, которая становится начальной точкой скрайбирования, с использованием средства создания начальной трещины (не показано). Затем стеклянную подложку 50 облучают лазерным лучом LB из облучающей части 1.
[0034] В случае использования оптической системы 4 по Фиг.2 лазерный луч LB, испущенный из облучающей части 1, делится надвое оптическим элементом 41 для разделения оптического пути по Фиг.2, проходит через конденсорные линзы 42 и 43 и проецирует пятно LS' луча в форме эллипса, которым облучается стеклянная подложка 50. Пятно LS' луча имеет необлучаемый участок M в форме полоски, который создается на центральном участке оптическим элементом 41 для разделения оптического пути, и два пятна LS' луча, разделенные необлучаемым участком M, проецируются симметрично по обе стороны линии SL, вдоль которой нужно разделить материал.
[0035] В случае использования оптической системы 5 по на Фиг.3 лазерный луч LB, испускаемый из облучающей части 1, проходит через конденсорные линзы 42 и 43, перекрывается светоперекрывающим элементом 51 по Фиг.3 и проецирует пятно LS' луча в форме эллипса, имеющего продольную ось. Пятно LS' луча имеет необлучаемый участок M в форме полоски, созданный светоперекрывающим элементом 51 на центральном участке, и два пятна LS' луча, разделенные необлучаемым участком M, проецируются симметрично по обе стороны линии SL, вдоль которой нужно разделить материал.
[0036] Согласно описанному выше, оптическая система 4 и оптическая система 5 позволяют облучаемым участкам, которые облучаются лазерным лучом LB, стать пятнами LS' луча по обе стороны линии SL, вдоль которой нужно разделить материал, и необлучаемому участку, который не облучается лазерным лучом LB, стать необлучаемым участком M в форме полоски по линии SL, вдоль которой нужно разделить материал. При этом ширину W необлучаемого участка M пятна LS' луча задают в соответствии с толщиной T и свойствами стеклянной подложки 50.
[0037] Затем, как показано на Фиг.1, лазерный луч LB, испускаемый из облучающей части 1, перемещается относительно стеклянной подложки 50 вдоль длинной оси пятна LS' луча. Стеклянная подложка 50 нагревается пятном LS' луча до температуры, которая ниже температуры размягчения стеклянной подложки 50. Когда лазерный луч LB перемещается относительно подложки, пятно LS' луча проецируется в виде двух облучаемых участков в форме полоски, имеющих приблизительно одинаковую ширину, по обе стороны линии SL, вдоль которой нужно разделить материал, и они соответственно проходят по линии SL, вдоль которой нужно разделить материал. Один необлучаемый участок M в форме полоски проходит по линии SL, вдоль которой нужно разделить материал.
[0038] Кроме того, за пятном LS' луча, которое перемещается относительно стеклянной подложки 50, следует охлажденное пятно CP, которое создается струей охладителя из сопла 21. Вблизи пятна LS' луча, которое нагревается посредством облучения лазерным лучом LB, создается напряжение сжатия, и сразу после этого струей подается охладитель, и таким образом, вблизи охлажденного пятна CP создается напряжение растяжения, эффективное для создания вертикальной трещины. Это напряжение растяжения позволяет создавать вертикальную трещину по линии SL, вдоль которой нужно разделить материал, вблизи охлажденного пятна CP, причем начальная трещина TR, созданная на концевом участке стеклянной подложки 50, используется в качестве начальной точки.
[0039] [Конфигурация пятна луча]
Со ссылкой на Фиг.4-7 и 21 описываются характеристики пятен луча, проецируемых в соответствии со способом скрайбирования и устройством скрайбирования согласно настоящему изобретению (далее именуемых "пятнами луча по настоящему изобретению"), и сравниваются с пятнами луча, проецируемыми в соответствии со способом скрайбирования и устройством скрайбирования согласно уровню техники (далее именуемых "пятнами луча согласно уровню техники").
На Фиг.21 показано распределение энергии облучения в пятне луча по настоящему изобретению.
На Фиг.21 поперечная ось указывает расстояние от линии SL, вдоль которой нужно разделить материал, а продольная ось указывает энергию облучения.
Пятно луча по настоящему изобретению составляет часть облучаемого участка, который облучается лазерным лучом, имеющим распределение энергии облучения, которое является нормальным распределением.
Распределение энергии облучения на облучаемом участке отличается тем, что имеет два пиковых участка на расстоянии друг от друга по ширине W с находящейся в центре линией SL, вдоль которой нужно разделить материал, и нулевой энергией облучения между двумя этими пиковыми участками.
[0040] На Фиг.4 показан пример формы пятна LS' луча, проецируемого в соответствии со способом скрайбирования и устройством скрайбирования по настоящему изобретению (верхняя часть), и распределения энергии облучения в вышеуказанном пятне LS' луча (нижняя часть).
В этом пятне LS' луча одно пятно луча в форме эллипса (в форме длинного круга), проецируемое лазерным лучом, разделено таким образом, что создаются симметричные облучаемые участки R' по обе стороны от линии SL, вдоль которой нужно разделить материал.
Облучаемые участки R' представляют собой пару облучаемых участков такой формы, что один эллипс, длинная ось которого проходит по линии SL, вдоль которой нужно разделить материал, разделен расположенным между ними необлучаемым участком M.
Каждый облучаемый участок R' имеет участок длинной стороны f приблизительно в форме линии, которая проходит параллельно линии SL, вдоль которой нужно разделить материал, на некотором расстоянии от линии SL, вдоль которой нужно разделить материал, вблизи этой линии SL, вдоль которой нужно разделить материал.
[0041] Угловые участки n по обе стороны участка длинной стороны f образованы кривой, которая проходит от концевых участков участка длинной стороны f в направлении от линии SL, вдоль которой нужно разделить материал, и участка длинной стороны f.
Облучаемые участки R' сформированы так, что имеют некоторую длину a в направлении по линии SL, вдоль которой нужно разделить материал, и некоторую ширину b2 в направлении, перпендикулярном линии SL, вдоль которой нужно разделить материал, и длина a определяется участком длинной стороны f, а ширина b2 короче длины a. Другими словами, на облучаемых участках R' максимальный размер в направлении по линии SL, вдоль которой нужно разделить материал, больше максимального размера в направлении, перпендикулярном линии SL, вдоль которой нужно разделить материал.
[0042] Облучаемые участки R' облучаются лазерным лучом, имеющим распределение энергии облучения, которое является нормальным распределением, и это распределение энергии облучения имеет два пика P', которые находятся на расстоянии друг от друга по ширине W с центральной осью в центре, когда линия SL, вдоль которой нужно разделить материал, является центральной осью.
Предпочтительно, чтобы ширина W необлучаемого участка M находилась в пределах от T/30 до 2T, когда толщина хрупкого материала равна T. При этом ширина W необлучаемого участка M описана ниже.
[0043] Согласно описанному выше форма пятна LS' луча по настоящему изобретению удовлетворяет следующим условиям.
(1) Пятно луча формируется парой облучаемых участков R', имеющих одинаковую форму, которые сформированы симметрично на равном расстоянии от линии SL, вдоль которой нужно разделить материал.
(2) Облучаемые участки имеют участок длинной стороны f, который параллелен линии SL, вдоль которой нужно разделить материал.
(3) Ширина b2 в направлении, перпендикулярном участку длинной стороны f, короче длины a участка длинной стороны f.
(4) Ширина W необлучаемого участка M задается на основании толщины T и свойств хрупкого материала.
[0044] На Фиг.5-7 показан пример формы пятна луча согласно уровню техники (верхняя часть) и распределения энергии облучения в вышеуказанном пятне луча (нижняя часть).
На Фиг.5 показано одно пятно LS0 луча в форме эллипса, проецируемое посредством излучения лазерного луча.
Облучаемые участки (заштрихованные участки) пятна LS0 луча формируются таким образом, что длинная ось пятна LS0 луча располагается по линии SL, вдоль которой нужно разделить материал. Распределение энергии облучения в пятне LS0 луча является нормальным распределением, имеющим пик P0.
В пятне LS0 луча, как показано на Фиг.17, внутреннее поле напряжения сжатия 150 создается непосредственно под линией SL, вдоль которой нужно разделить материал, что затрудняет создание прямой вертикальной трещины по линии SL, вдоль которой нужно разделить материал.
[0045] На Фиг.6 показано пятно LS1 луча, где два пятна луча в форме эллипса, проецируемые посредством излучения лазерного луча, являются облучаемыми участками R1, сформированными по обе стороны линии SL, вдоль которой нужно разделить материал.
Распределение энергии облучения в этом пятне LS1 луча имеет две кривые нормального распределения (гауссовы кривые), каждая из которых имеет пик P1. В этом примере расстояние между двумя пиками P1 задается равным ширине W необлучаемого участка M пятна LS' луча.
В этом случае два облучаемых участка R1 перекрываются и облучаемый участок R2 в области перекрывания облучаемых участков сформирован по линии SL, вдоль которой нужно разделить материал.
В этом пятне LS1 луча, где сформирован облучаемый участок R2, распределение энергии облучения имеет кривую в виде пунктирной линии и синтезированный пик P2 сформирован по линии SL, вдоль которой нужно разделить материал.
Соответственно в пятне LS1 луча внутреннее поле напряжения сжатия 150 формируется непосредственно под линией SL, вдоль которой нужно разделить материал, что затрудняет формирование прямой вертикальной трещины по линии SL, вдоль которой нужно разделить материал.
[0046] На Фиг.7 показана форма пятна LS2 луча, где расстояние L2 между осевыми линями пятна луча задано таким образом, что два облучаемых участка R1 не перекрываются в отличие от пятна LS1 луча по Фиг.6, равно как и распределение энергии облучения.
Распределение энергии облучения в пятне LS2 луча имеет два нормальных распределения, каждое из которых имеет пик P1.
В пятне LS2 луча внутреннее поле напряжения сжатия 150, подобное описанному выше, не создается непосредственно под линией SL, вдоль которой нужно разделить материал, и поэтому вертикальная трещина углубляется прямо вниз.
Однако два пика P1 в распределении энергии облучения в пятне LS2 луча располагаются сравнительно далеко от линии SL, вдоль которой нужно разделить материал, что затрудняет создание напряжения растяжения, которое эффективно для создания вертикальной трещины вблизи линии, вдоль которой нужно разделить материал SL во время охлаждения. Соответственно затруднено создание глубокой, прямой, вертикальной трещины по линии SL, вдоль которой нужно разделить материал.
Кроме того, в случае пятна LS2 луча для получения вертикальной трещины нужной глубины скорость скрайбирования должна быть медленной относительно пятна LS' луча, поэтому сложно достичь увеличения скорости скрайбирования.
[0047] Согласно описанному выше в пятне LS' луча энергия облучения, поступающая на участок по линии SL, вдоль которой нужно разделить материал, может поддерживаться очень низкой по сравнению с традиционными пятнами LS0 и
LS1 луча. Соответственно глубокая прямая вертикальная трещина может быть создана непосредственно под линией SL, вдоль которой нужно разделить материал.
Кроме того, в пятне LS' луча расстояние между пиками в распределении энергии облучения может быть задано коротким по сравнению с традиционным пятном LS2 луча, и поэтому во время охлаждения возможно создавать большее напряжение растяжения, которое эффективно для создания вертикальной трещины вблизи линии SL, вдоль которой нужно разделить материал.
Соответственно прямая, вертикальная трещина может быть создана непосредственно под линией SL, вдоль которой нужно разделить материал. Кроме того, можно добиться повышения скорости скрайбирования.
[0048] [Эксперимент 1]
Ниже приведено описание эксперимента для сравнения качества разделенной поверхности между пятном LS' луча по настоящему изобретению, показанным на Фиг.4, и традиционным пятном LS0 луча, показанным на Фиг.5.
"Качество разделенной поверхности" в данном изобретении оценивается по наличию "раскалывания" на соответствующих разделенных поверхностях, полученных при разделении подложки по линии SL, вдоль которой нужно разделить материал, путем приложения внешней механической силы после создания вертикальной трещины по линии SL, вдоль которой нужно разделить материал, посредством скрайбирования подложки по линии SL, вдоль которой нужно разделить материал, с помощью соответствующего пятна LS' и LS0 луча.
[0049] Ниже описаны определение "раскалывания" и способ его оценки.
На Фиг.8 показан вид в разрезе, схематически демонстрирующий подложку 50, имеющую толщину T, наблюдаемую в направлении вдоль секущей поверхности E, полученной при разделении подложки.
Что касается "раскалывания", то, как показано на Фиг.8, оценивается K1, т.е. максимальная длина сколов или выступов в секущей поверхности E подложки, полученной при разделении подложки 50.
[0050] Ниже описаны условия в отношении подложки, которая является объектом обработки, и условия скрайбирования, использованные для оценки "раскалывания".
[Условия для подложки]
Единичная пластина из натриевого стекла толщиной 2,8 мм
[Условия скрайбирования]
Выходная мощность лазера: 150 Вт (одинакова для пятен LS' и LS0)
скорость скрайбирования: 120 мм/с (одинакова для пятен LS' и LS0)
ширина W необлучаемого участка M: 0,2 мм (пятно LS')
При этом пятно LS' луча проецируется с использованием оптической системы 4 по Фиг.2.
[0051] Результаты оценки "раскалывания" показаны на Фиг.9. "№" В левом столбце на этой Фигуре указывает номер образца.
Как следует из Фиг.9, степень "раскалывания" значительно ниже для пятна LS' по сравнению с пятном LS0.
[0052] [Эксперимент 2]
Ниже описаны результаты сравнения степени "раскалывания" с использованием фотографий между пятном LS' луча по настоящему изобретению, показанным на Фиг.4, и традиционным пятном LS0 луча, показанным на Фиг.5.
При этом условия в отношении подложки и условия скрайбирования состоят в использовании пятна LS' луча по настоящему изобретению и традиционного пятна LS0 луча и являются такими же, как в Эксперименте 1.
[0053] На Фиг.10 показана фотография, демонстрирующая разделенную поверхность подложки после разделения посредством скрайбирования с использованием традиционного пятна LS0 луча.
На Фиг.10 глубина "K2", которая простирается от поверхности подложки 50 до "концевой точки A' трещины", является глубиной трещины.
На Фиг.11 показана фотография, демонстрирующая разделенную поверхность подложки после разделения посредством скрайбирования с использованием пятна LS' луча по настоящему изобретению.
На Фиг.11 глубина "K2", которая простирается от поверхности подложки 50 до "концевой точки B' трещины", является глубиной трещины.
При этом "глубина трещины" - это глубина вертикальной трещины в направлении толщины подложки, которая создана скрайбированием подложки по линии SL, вдоль которой нужно разделить материал.
[0054] Как показано на Фиг.10, на фотографии имеется тень в форме полоски в поперечном направлении вследствие "раскалывания" под "концевой точкой A" на разделенной поверхности подложки после разделения посредством скрайбирования с использованием традиционного пятна LS0 луча.
Между тем, на фотографии по Фиг.11 отсутствует обусловленная "раскалыванием" тень в форме полоски вследствие затруднения "раскалывания" под "концевой точкой B'" на разделенной поверхности подложки после разделения посредством скрайбирования с использованием пятна LS' луча по настоящему изобретению.
[0055] На Фиг.12(a) показана фотография, демонстрирующая один конец другой разделенной поверхности, полученной путем разделения подложки 50 по линии A-A на Фиг.10, причем на Фиг.10 показана подложка 50 (толщина которой обозначена как T) после разделения посредством скрайбирования с использованием традиционного пятна LS0 луча, а на Фиг.12(b) показана фотография увеличенного участка Фиг.12(a).
На Фиг.13(a) показана фотография, демонстрирующая один конец другой разделенной поверхности, полученной путем разделения подложки 50 по линии B-B на Фиг.11, причем на Фиг.11 показана подложка 50 (толщина которой обозначена как T) после разделения посредством скрайбирования с использованием пятна LS' луча по настоящему изобретению, а на Фиг.13(b) показана фотография увеличенного участка Фиг.13(a).
На Фиг.12(b) глубина вертикальной трещины, полученной скрайбированием с использованием пятна LS0 луча в направлении толщины (глубина трещины), обозначена как K2, а длина "расколов" обозначена как K1.
[0056] Из Фиг.12(b) следует, что в случае использования традиционного пятна LS0 луча на разделенной поверхности, созданной в стеклянной подложке 50 посредством облучения пятном LS0 луча, была создана трещина, искривленная в диагональном направлении, то есть "раскол".
Между тем, из Фиг.13(b) следует, что в случае использования пятна LS' луча по настоящему изобретению на разделенной поверхности, созданной в стеклянной подложке 50 посредством облучения пятном LS' луча, была создана глубокая трещина в вертикальном направлении и не было "раскалывания".
[0057] При вышеуказанном явлении, как показано на Фиг.18, при использовании традиционного пятна LS0 луча исключается создание глубокой прямой вертикальной трещины из-за внутреннего поля напряжения сжатия 150, которое было создано непосредственно под стеклянной подложкой 50, которая облучалась пятном LS0 луча.
Напротив, как показано на Фиг.19, при использовании пятна LS' луча по настоящему изобретению участок по линии SL, вдоль которой нужно разделить материал, не облучался пятном LS' луча, и внутреннее поле напряжения сжатия 150 было создано под участками вблизи и по обе стороны от линии, вдоль которой нужно разделить материал, и, таким образом, оно не было создано непосредственно под линий, вдоль которой нужно разделить материал. Соответственно возможно создать прямую вертикальную трещину, и при разделении может быть получена разделенная поверхность подложки, которая может считаться прекрасной.
[0058] [Эксперимент 3]
Был проведен эксперимент для нахождения зависимости между шириной W необлучаемого участка M в пятне LS' луча по настоящему изобретению, показанном на Фиг.4, и длиной "расколов", а также между шириной W необлучаемого участка M в пятне LS' луча по настоящему изобретению, показанном на Фиг.4, и скоростью скрайбирования.
На Фиг.14 показан график, где на поперечной оси показана ширина W необлучаемого участка M, по одной из продольных осей показана длина K1 "расколов", а по другой продольной оси показана скорость S скрайбирования.
На Фиг.14 сплошная линия и пунктирная линия соответственно демонстрируют зависимость между шириной W необлучаемого участка M и длиной «расколов» K1 и между шириной W необлучаемого участка M в пятне LS' луча по настоящему изобретению, показанном на Фиг.4, и скоростью скрайбирования.
При этом условия в отношении подложки, которая является объектом оценки, и условия скрайбирования в Эксперименте 3 были такими же, как и в Эксперименте 1. Кроме того, пятно LS' луча проецировалось с использованием оптической системы 4 по Фиг.2.
[0059] Из Фиг.14 следует, что ширина W необлучаемого участка M, длина расколов K1 и скорость S скрайбирования имеют следующую зависимость.
1) Длина расколов K1 сокращается по мере увеличения ширины W необлучаемого участка M.
2) Скорость S скрайбирования возрастает по мере уменьшения ширины W необлучаемого участка M.
[0060] Когда ширина необлучаемого участка равна W и толщина хрупкого материала равна T, предпочтительно, чтобы ширина W необлучаемого участка была в пределах от T/30 до 2T. В случае когда ширина W необлучаемого участка составляет не более T/30, трудно поддерживать точность оптической системы, тогда как в случае, когда эта ширина составляет не менее 2T, скорость S скрайбирования не превышает предел практического использования. При этом специалистам в данной области техники очевидно, что ширина W необлучаемого участка M связана не только с толщиной хрупкого материала, но также со свойствами подложки, то есть составом, степенью обработки поверхности и т.п.
[0061] [Другие примеры конфигурации]
На Фиг.22-25 показаны другие примеры конфигурации пятен луча, проецируемых в соответствии со способом скрайбирования и устройством скрайбирования согласно настоящему изобретению.
[0062] Пятно 61 луча по Фиг.22 является примером, где облучаемые участки являются прямоугольными треугольниками.
Пятно 62 луча по Фиг.23 является примером, где облучаемые участки являются равнобедренными треугольниками.
Пятно 63 луча по Фиг.24 является примером, где облучаемые участки являются прямоугольниками.
Пятно 64 луча по Фиг.25 является примером пятна луча, где угловые участки n имеют прямую и кривую (см. участок n на этой фигуре).
При этом направление, в котором пятно 61 луча и пятно 64 луча продвигаются по линии SL, вдоль которой нужно разделить материал, можно выбрать как любое направление: вверх или вниз на фигуре.
[0063] Каждое из пятен луча по Фиг.22-25 имеет следующие условия согласно описанному выше:
(1) Пятно луча формируется парой облучаемых участков одинаковой формы, которые сформированы симметрично на равном расстоянии от линии SL, вдоль которой нужно разделить материал.
(2) Облучаемые участки имеют участок длинной стороны f, который параллелен линии SL, вдоль которой нужно разделить материал.
(3) Ширина b2 в направлении, перпендикулярном участку длинной стороны f, короче, чем длина a участка длинной стороны f.
(4) Ширина W необлучаемого участка M задается на основании толщины T и свойств хрупкого материала. Соответственно пятна луча по Фиг.22-25, которые удовлетворяют этим условиям, имеют распределение энергии облучения, показанное на Фиг.21.
[0064] Иными словами, каждое из пятен луча по Фиг.22-25 характеризуется тем, что облучаемые участки имеют распределение энергии облучения, которое является нормальным распределением, причем вышеуказанное распределение энергии облучения имеет два пиковых участка, которые находятся на расстоянии друг от друга по ширине W с находящейся в центре линией SL, вдоль которой нужно разделить материал, и равной нулю энергией облучения между двумя этими пиковыми участками.
При этом вышеуказанные "пиковые участки" включают в себя случая, когда "пиковые области" формируются плоской и сравнительно длинной областью, в дополнение к "пиковым точкам" в виде точек.
[0065] Каждое из вышеуказанных пятен луча может быть сформировано с использованием неподвижного оптического элемента, такого как DOE или дифракционное зеркало, или сканирующего оптического элемента, такого как гальваническое зеркало, многоугольное зеркало или резонансный элемент.
Промышленная применимость
[0066] Согласно способу скрайбирования хрупкого материала и устройству скрайбирования, использующему этот способ по настоящему изобретению, возможно углублять вертикальную трещину непосредственно в направлении толщины подложки, и при этом может быть получена разделенная поверхность подложки, имеющая высокое качество и высокую прочность.
В качестве хрупкого материала, к которому могут быть применены способ скрайбирования и устройство скрайбирования по настоящему изобретению, можно указать такие хрупкие материалы, как стекло, керамика, которая является спеченным материалом, монокристаллический кремний, сапфир, полупроводниковые пластины и керамические подложки. Эти хрупкие материалы включают в себя отдельные пластины и склеенные подложки, а также подложки, к которым прикреплены разводка схемы, металлическая пленка для формирования электродов и полимерная пленка.
В качестве конкретных областей применения хрупких материалов, к которым могут быть применены способ скрайбирования и устройство скрайбирования по настоящему изобретению, можно указать дисплеи с плоским экраном, такие как жидкокристаллические панели, плазменные индикаторные панели и органические электролюминесцентные индикаторные панели, а также керамические конденсаторы и полупроводниковые микросхемы (чипы).
Изобретение относится к способу и устройству скрайбирования для разделения хрупкого материала, такого как стекло, керамика. Техническим результатом изобретения является обеспечение высокого качества и прочности на разделенной поверхности подложки. Способ скрайбирования хрупкого материала включает облучение парой пятен луча с каждой стороны от находящейся в центре линии, вдоль которой нужно разделить материал, так что материал нагревается до температуры, которая ниже температуры размягчения. Затем материал локально охлаждают по линии, вдоль которой нужно разделить материал, и таким образом вертикальная трещина углубляется и продвигается по линии, вдоль которой нужно разделить упомянутый материал, начиная с начальной трещины, сформированной на упомянутом материале. Пару пятен луча излучают лазерным лучом, имеющим распределение энергии облучения, которое является нормальным распределением, и это распределение энергии облучения имеет два пиковых участка соответственно вдоль двух участков длинной стороны, которые находятся на расстоянии друг от друга по ширине W с находящейся в центре линией, вдоль которой нужно разделить материал, и с нулевой энергией облучения между двумя этими пиковыми участками. 2 н. и 17 з.п. ф-лы, 25 ил.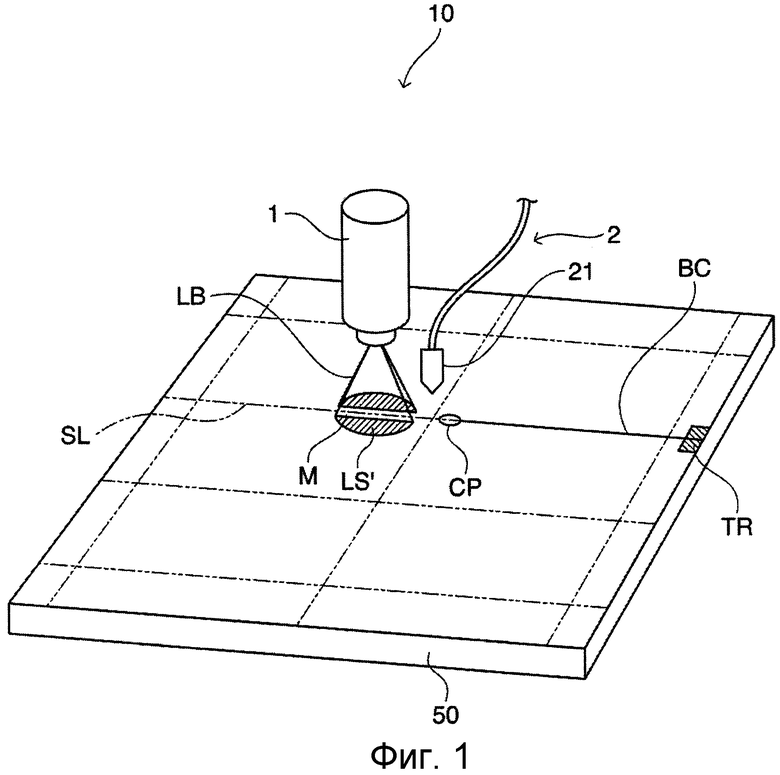
1. Способ скрайбирования хрупкого материала, согласно которому хрупкий материал облучают лазерным лучом вдоль линии, проведенной на упомянутом материале, вдоль которой нужно разделить упомянутый материал, так что упомянутый материал нагревается до температуры, которая ниже температуры размягчения, при этом лазерный луч и упомянутый материал перемещают относительно друг друга, и затем материал локально охлаждают по линии, вдоль которой нужно разделить материал, и таким образом вертикальная трещина углубляется и продвигается по линии, вдоль которой нужно разделить упомянутый материал, начиная с начальной трещины, сформированной на упомянутом материале, отличающийся тем, что
облучаемые участки, подлежащие облучению лазерным лучом, облучают парой пятен луча с каждой стороны от находящейся в центре линии, вдоль которой нужно разделить материал, и при этом линия, вдоль которой нужно разделить материал, является необлучаемым участком, не подлежащим облучению лазерным лучом,
пара пятен луча соответственно имеет участок длинной стороны в виде приблизительно прямой линии, которая проходит параллельно линии, вдоль которой нужно разделить материал, на малом и равном расстоянии W/2 от этой линии, вдоль которой нужно разделить материал,
кроме того, пару пятен луча излучают лазерным лучом, имеющим распределение энергии облучения, которое является нормальным распределением, и это распределение энергии облучения имеет два пиковых участка соответственно вдоль двух участков длинной стороны, которые находятся на расстоянии друг от друга по ширине W с находящейся в центре линией, вдоль которой нужно разделить материал, и с нулевой энергией облучения между двумя этими пиковыми участками.
2. Способ скрайбирования по п.1, в котором облучаемый участок формируют линией или кривой, которая проходит от концевого участка на участке длинной стороны от линии, вдоль которой нужно разделить материал, и упомянутого участка длинной стороны.
3. Способ скрайбирования по п.1, в котором облучаемый участок формируют так, чтобы он имел некоторую длину в направлении по линии, вдоль которой нужно разделить материал, и некоторую ширину в направлении, перпендикулярном линии, вдоль которой нужно разделить материал, и упомянутая длина определяется участком длинной стороны, а упомянутая ширина короче, чем упомянутая длина.
4. Способ скрайбирования по п.1, отличающийся тем, что необлучаемый участок имеет протяженность, в пределах которой упомянутые участки длинной стороны отстоят друг от друга на ширину W, и, когда толщина хрупкого материала равна Т, упомянутая W находится в пределах от Т/30 до 2Т.
5. Способ скрайбирования по п.1, в котором облучаемый участок формируют парой пятен луча такой формы, что один круг или длинный круг делится таким образом, что продольная ось проходит по линии, вдоль которой нужно разделить материал, причем между ними располагается необлучаемый участок.
6. Способ скрайбирования по п.1, в котором облучаемый участок формируют парой пятен луча такой формы, что один прямоугольник делится таким образом, что продольная ось проходит по линии, вдоль которой нужно разделить материал, причем между ними располагается необлучаемый участок.
7. Способ скрайбирования по п.1, в котором лазерный луч делят на оптическом пути, где расположен неподвижный оптический элемент или сканирующий оптический элемент, и участки по обе стороны линии, вдоль которой нужно разделить материал, облучают разделенными лазерными лучами и таким образом облучают облучаемые участки.
8. Способ скрайбирования по п.1, в котором лазерный луч перекрывают с помощью светоперекрывающего элемента, который располагают на оптическом пути, где расположен неподвижный оптический элемент или сканирующий оптический элемент, в результате чего создают необлучаемый участок, и участки по обе стороны линии, вдоль которой нужно разделить материал, облучают лазерными лучами, которые не перекрыты, и таким образом облучают облучаемые участки.
9. Способ скрайбирования по п.1, в котором скорость перемещения лазерного луча относительно хрупкого материала увеличивают в соответствии с величиной, на которую уменьшается ширина W, когда ширина необлучаемого участка равна W.
10. Устройство скрайбирования хрупкого материала, содержащее облучающую часть для облучения хрупкого материала лазерным лучом; охлаждающую часть для локального охлаждения упомянутого хрупкого материала путем подачи охладителя к хрупкому материалу; и перемещающую часть для перемещения упомянутой облучающей части и упомянутой охлаждающей части относительно друг друга вдоль линии, проведенной на хрупком материале, вдоль которой нужно разделить этот хрупкий материал, при этом облучающая часть облучает облучаемые участки, подлежащие облучению лазерным лучом, парой пятен луча с каждой стороны от находящейся в центре линии, вдоль которой нужно разделить хрупкий материал, и при этом линия, вдоль которой нужно разделить хрупкий материал, является необлучаемым участком, который не облучается лазерным лучом, пара пятен луча соответственно имеет участок длинной стороны в виде приблизительно прямой линии, которая проходит параллельно линии, вдоль которой нужно разделить материал, на малом и равном расстоянии W/2 от этой линии, вдоль которой нужно разделить материал, кроме того, пара пятен луча излучается лазерным лучом, имеющим распределение энергии облучения, которое является нормальным распределением, и это распределение энергии облучения имеет два пиковых участка соответственно вдоль двух участков длинной стороны, которые находятся на расстоянии друг от друга по ширине W с находящейся в центре линией, вдоль которой нужно разделить материал, и с нулевой энергией облучения между двумя этими пиковыми участками.
11. Устройство скрайбирования по п.10, в котором облучаемые участки облучаются парой пятен луча по обе стороны от находящейся в центре линии, вдоль которой нужно разделить хрупкий материал, и каждый из упомянутых облучаемых участков имеет участок длинной стороны приблизительно в форме линии, которая проходит параллельно линии, вдоль которой нужно разделить материал, на малом расстоянии от этой линии, вдоль которой нужно разделить материал.
12. Устройство скрайбирования по п.10, в котором облучаемый участок формируется линией или кривой, которая проходит от концевого участка на участке длинной стороны от линии, вдоль которой нужно разделить материал, и упомянутого участка длинной стороны.
13. Устройство скрайбирования по п.10, в котором облучаемый участок формируется так, чтобы он имел некоторую длину в направлении по линии, вдоль которой нужно разделить материал, и некоторую ширину в направлении, перпендикулярном линии, вдоль которой нужно разделить материал, и упомянутая длина определяется участком длинной стороны, а упомянутая ширина короче, чем упомянутая длина.
14. Устройство скрайбирования по п.10, отличающееся тем, что необлучаемый участок имеет протяженность, в пределах которой упомянутые участки длинной стороны отстоят друг от друга на ширину W, и, когда толщина хрупкого материала равна Т, упомянутая W находится в пределах от Т/30 до 2Т.
15. Устройство скрайбирования по п.10, в котором облучаемый участок формируется парой пятен луча такой формы, что один круг или длинный круг делится таким образом, что продольная ось проходит по линии, вдоль которой нужно разделить материал, причем между ними располагается необлучаемый участок.
16. Способ скрайбирования по п.10, в котором облучаемый участок формируется парой пятен луча такой формы, что один прямоугольник делится таким образом, что продольная ось проходит по линии, вдоль которой нужно разделить материал, причем между ними располагается необлучаемый участок.
17. Устройство скрайбирования по п.10, в котором облучающая часть содержит неподвижный оптический элемент или сканирующий оптический элемент для разделения излучаемого из облучающей части лазерного луча на два.
18. Устройство скрайбирования по п.10, в котором облучающая часть имеет светоперекрывающий элемент для перекрывания центрального участка упомянутого лазерного луча на оптическом пути.
19. Устройство скрайбирования по п.10, в котором облучающая часть содержит блок регулировки оптической системы для уменьшения ширины W на упомянутом необлучаемом участке для увеличения скорости перемещения лазерного луча относительно хрупкого материала.
Приоритет по пунктам:
01.10.2004 по пп.1-19.
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2001 |
|
RU2206526C2 |
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2001 |
|
RU2206527C2 |
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2001 |
|
RU2206528C2 |
| МАЧУЛКА Г.А | |||
| Лазерная обработка стекла | |||
| - М.: Советское радио, 1979, (III), 26-67. | |||

