Настоящее изобретение касается способа изготовления сердцевины матраца.
В частности, изобретение касается способа изготовления сердцевины матраца типа, которая состоит из двух гибких опорных слоев, между которыми заключены последовательные ряды сборных пружин, аналогичных тем, которые описаны в европейском патенте № 0624332, каждая из которых состоит из проволочной пружины, вокруг которой установлена гибкая полая оболочка из пенопласта, которая снабжена радиально направленными полостями.
Известно, что для изготовления таких сердцевин матрацев используют способ, при осуществлении которого сборные пружины приклеивают на их торцевых срезах и снабжают отделочным слоем.
Известно, что для изготовления таких сердцевин матрацев в общем случае используют ограниченное количество типов стандартных предварительно сформованных пружин в качестве основы, каждая из которых обладает своими конкретными характеристиками, связанными со сжимаемостью, что достигается путем использования нестандартных диаметров проволоки стальной пружины. Эти пружины используют в соответствии с некоторой стандартной структурой между опорными слоями для создания, например, областей, где сердцевины матрацев мягче, чем в других областях.
Недостаток этого способа заключается в том, что можно создать лишь ограниченное количество типов пружин, так что гибкость вышеупомянутых зон дает возможность получить лишь ограниченное преимущество, заключающееся в способности регулировать комфорт лежания на сердцевине матраца.
Другим недостатком является большой диаметр используемых сборных пружин, который составляет примерно 120 миллиметров, вследствие чего в сердцевине матраца можно использовать лишь ограниченное количество пружин, а нагрузка на каждую пружину очень велика.
Еще один недостаток этого известного способа заключается в изготовлении сердцевин матрацев в соответствии с определенной стандартной конфигурацией, вследствие чего более мягкие и более жесткие области всегда располагаются в одних и тех же местах в сердцевине матраца, и поэтому, например, в области расположения таза человека используют более мягкие пружины.
Недостаток, связанный с этим, заключается в том, что такие стандартные матрацы не обязательно удобны для каждого потребителя, и в том, что комфорт лежания, ощущаемый потребителем, зависит от фигуры, личных вкусов и т.п.
Изобретение относится к способу, который позволит найти решение, позволяющее избавиться от одного или нескольких вышеупомянутых недостатков.
В этой связи изобретение касается способа изготовления сердцевины матраца вышеупомянутого типа, причем способ заключается в том, что изготавливают проволочные пружины с разными диаметрами, при этом используют барабаны с пружинными проволоками, наматываемыми с получением проволочных пружин различных диаметров, формируют пенопластовые оболочки с различными характеристиками, формируют сборные пружины с желательной жесткостью путем изготовления подходящей комбинации полученной упомянутым образом оболочки с проволочной пружиной, наносят клей на торцевые срезы сборных пружин, устанавливают склеенные пружины между вышеупомянутыми опорными слоями сердцевины матраца, делая это в соответствии с заданным образцом.
Этот способ обеспечивает гибкое формирование сердцевин матрацев с различными характеристиками, вследствие чего для каждой пружины в отдельности можно достичь желательной жесткости, чтобы обеспечить возможность изготовления сердцевин матрацев, которые по комфорту лежания на них полностью удовлетворяют конкретные потребности каждого потребителя.
Для сборки сборных пружин предпочтительно используют пенопластовые оболочки, внутренний диаметр которых, когда они не установлены, меньше, чем внешний диаметр применяемых проволочных пружин, и это является отличием от известных сборных пружин, которые описаны в европейском патенте №0624332 и в которых применяются пенопластовые оболочки с внутренним диаметром, равным внешнему диаметру проволочных пружин.
Поскольку внутренний диаметр оболочки меньше, чем внешний диаметр проволочной пружины, оболочка устанавливается с натягом вокруг проволочной пружины, а радиально направленные полости пенопластовой оболочки, если можно так выразиться, «разверзаются», в результате чего жесткость сборных пружин можно регулировать точнее, чем в известных использованиях, и поэтому оболочки устанавливаются поверх проволочных пружин без нажима.
В соответствии с изобретением в зависимости от желательных характеристик устанавливаемой сборной пружины пенопластовую оболочку выбирают с подходящим внутренним диаметром и толщиной пенопластовой оболочки и с подходящей жесткостью пенопласта. Преимущество этого способа применительно к сборке пружин заключается в том, что таким образом создается почти бесконечное количество возможностей изменения жесткости каждой сборной пружины сердцевины матраца путем регулирования внутреннего диаметра пенопластовой оболочки.
Другое преимущество заключается в том, что предлагаемые сборные пружины имеют меньший внутренний диаметр, чем известные сборные пружины с аналогичными характеристиками, поэтому можно устанавливать большее количество пружин в сердцевине матраца, вследствие чего возникает еще больше возможностей, чем в прошлом, связанных с регулированием сердцевины матраца по месту в соответствии с желаниями потребителя.
Еще одно преимущество заключается в том, что благодаря растяжению испытываемой пенопластовой оболочки можно практиковать использование оболочек с более тонкой стенкой, чем в случае известных пружин, и это может привести к значительной экономии пенопласта, которая может составить до 50%, не проводя испытания на усталость, которые могут приводить к значительным потерям жесткости или высоты.
Предлагаемый способ предпочтительно осуществляют в соответствии с автоматизированным процессом, во время которого, если можно так выразиться, измеряют каждого потребителя на основании требуемой структуры расположения пружин, определяемой потребителем, и на основании требуемых желательных характеристик, которые могут определяться, например, компьютеризованной измерительной системой для каждой из пружин в отдельности, при этом подходящие проволочные пружины и оболочки изготавливают и собирают воедино друг с другом для получения пружин с требуемыми желательными характеристиками, вследствие чего получаемые пружины, когда из них собирают ряды, применяются на желательном месте, чтобы сформировать последовательные ряды пружин, достигая желательного состава и характеристик изготавливаемой сердцевины матраца.
Изобретение также касается сборной пружины, которую можно применять при осуществлении вышеописанного способа и которая, вообще говоря, состоит из проволочной пружины, вокруг которой установлена гибкая полая оболочка из пенопласта, которая снабжена радиально направленными полостями, вследствие чего внутренний диаметр оболочки, когда тот не установлен, значительно меньше, чем внешний диаметр проволочной пружины.
Чтобы лучше пояснить характеристики изобретения, в качестве примера, не носящего сколько-нибудь ограничительный характер, ниже приводится описание предпочтительного способа изготовления сердцевины матраца в соответствии с изобретением, а также описание предпочтительного варианта осуществления сборной пружины, применяемой при воплощении этого способа, со ссылками на прилагаемые чертежи, на которых
фиг.1 - схематическое изображение последовательных этапов способа, соответствующего изобретению;
фиг.2 - изображение в увеличенном масштабе детали, которая обозначена на фиг.1 символом F2.
На фиг.1 показаны последовательные этапы способа, соответствующего изобретению и предназначенного для изготовления сердцевины 1 матраца, которая в общем случае состоит из двух гибких опорных слоев 2 и 3, между которыми установлено некоторое количество рядов сборных пружин 4, как показано на фиг.2, каждая из которых состоит их проволочной пружины 5, вокруг которой установлена гибкая полая оболочка 6 из пенопласта, причем эта оболочка 6 снабжена радиально направленными полостями 7.
Сердцевину 1 изготавливают на основании ряда данных, которые хранятся, например, в центральном управляющем компьютере 16 или в аналогичном средстве, содержащем образцы желательного расположения сборных пружин 4 между опорными слоями 2-3 и отображение желательных характеристик каждой сборной пружины 4 в отдельности, причем изготовление зависит от пожеланий и потребностей покупающего потребителя.
Упомянутые данные можно получать, например, путем с помощью измерительного устройства, не показанного на чертежах, и при этом предусматривается применение испытательного устройства совместно и сердцевиной матраца, на которой может разместиться испытатель и которая снабжена некоторым количеством пружин, жесткость которых можно измерять, например, посредством сжатого воздуха и т.п., чтобы реализовать наибольший комфорт лежания для испытателя.
На основании полученных результатов измерения после этого автоматически изготавливают сборные пружины 4 с желательными характеристиками и в желательном порядке.
С этой целью сначала на этапе А изготавливают проволочные пружины 5 на основе некоторого количества барабанов 8, каждый из которых снабжен пружинной проволокой 9 с отличающимся диаметром, составляющим, например, 2 миллиметра, 2,2 миллиметра и т.п., так что пружинную проволоку 9 наматывают с помощью подходящей намоточной головки, получая проволочную пружину 5 с подходящим диаметром.
Одновременно с этим на этапе В для каждой проволочной пружины 5 изготавливают соответствующую оболочку 6 на основе рукавов 10, воплощенных в пенопласте, которые снабжены радиально направленными полостями 7, а от этих рукавов отрезают оболочки 6 подходящей длины.
Рукава 10, используемые в качестве основы, находятся, например, на барабанах, не показанных на этих чертежах, и имеют разные характеристики, которые, помимо прочих факторов, определяются толщиной пенопластовой оболочки 6, составляющей, например, пятнадцать - двадцать миллиметров, удельным весом пенопластовой оболочки, составляющим, например, 45 или 55 кг/м3 или имеющим величину, близкую к этим, и особенно - размерами пенопластовой оболочки, а более конкретно - ее внутренним диаметром.
Вышеупомянутые проволочные пружины 5 и пенопластовые оболочки 6, полученные таким образом, собирают воедино на следующем этапе С, получая сборные пружины 4, которые удовлетворяют требованиям, указанным в компьютере 16, а потом пружины собирают друг с другом ряд за рядом в соответствии с образцом желательного расположения.
В предпочтительном варианте для сборки пружин 4 выбирают оболочки 6, внутренний диаметр которых, когда оболочки не установлены, значительно меньше, чем внешний диаметр применяемой проволочной пружины 5, так что оболочка 6 взаимодействует с проволочной пружиной 5, подвергаясь некоторому растяжению.
После этого на этапе D срезанные стороны торцов 11-12 снабжают слоем клея посредством пистолета-клеераспылителя 13 или аналогичного средства, а на следующем этапе Е составные пружины 4 с нанесенным на них клеем устанавливают ряд за рядом между опорными слоями 2-3 и приклеивают между этими опорными слоями, а каждый опорный слой 2-3 для этой цели, например, разматывают из рулона 14 и склеивают со сборными пружинами 4 между двумя транспортерами 15, которые расположены друг против друга.
Как только сердцевина 1 матраца полностью собрана в соответствии с образцом, указанным в компьютере 16, опорные слои 2 и 3 обрезают на этапе F с достижением подходящей длины, чтобы получить готовую сердцевину 1 матраца, которую впоследствии можно использовать в качестве основы для матраца с требуемыми характеристиками, зависящими от данных покупающего потребителя.
Очевидно, что центральный компьютер 16 можно использовать для управления последовательными этапами А-F способа, соответствующего изобретению, подходящим образом, вследствие чего оказывается возможным эффективное и гибкое изготовление сердцевин 1 матрацев на индивидуальной основе и в соответствии с непрерывным процессом, то есть в соответствии с заранее заданными данными, касающимися требований потребителей.
Очевидно, что количество типов изготавливаемых проволочных пружин 5 относительно ограничено, но при этом проволочную пружину 5 каждого типа можно собирать с оболочками 6, количество типов которых не ограничено и которые автоматически выбираются компьютером в зависимости от ранее введенного алгоритма.
Хотя в проиллюстрированном примере формирования оболочек 6 уже представлено непосредственное использование рукавов 10, которые поставляются на барабанах, не исключается и возможность изготовления оболочек 6 частями с использованием плоских полос пенопласта, которые перфорированы или снабжены прорезями для формирования полостей 7 и которые загнуты с получением полого элемента, вследствие чего края полосы, которые наложены друг на друга, можно склеивать друг с другом.
Настоящее изобретение ни в коем случае не сводится к способу, описанному в качестве примера и проиллюстрированному на чертежах, а в рамках объема притязаний изобретения реализация способа, соответствующего изобретению, и применяемой в нем пружины возможна со всеми разновидностями других альтернативных вариантов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 1992 |
|
RU2125860C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО ПРОФИЛЯ И КОМПОЗИТНЫЙ ПРОФИЛЬ | 2018 |
|
RU2741043C1 |
| СПОСОБ И УСТРОЙСТВО ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ПЕНОПЛАСТОВЫХ ПАНЕЛЕЙ | 1997 |
|
RU2173263C2 |
| ПОДУШЕЧНОЕ ПРУЖИННОЕ УСТРОЙСТВО | 2006 |
|
RU2388393C2 |
| ТОНКИЙ МАТРАЦ С ПРУЖИНАМИ В ЧЕХЛАХ И СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2372009C2 |
| НАПОЛНИТЕЛЬ ДЛЯ ПРЕДМЕТА МЕБЕЛИ ИЛИ ПОСТЕЛЬНОЙ ПРИНАДЛЕЖНОСТИ | 2002 |
|
RU2223022C1 |
| ЭЛЕМЕНТ РУЛЕВОЙ ПОВЕРХНОСТИ | 2016 |
|
RU2682392C1 |
| ВНУТРЕННЯЯ ПРУЖИННАЯ СТРУКТУРА МАТРАЦА С КОАКСИАЛЬНЫМИ СПИРАЛЬНЫМИ ЗВЕНЬЯМИ (ВАРИАНТЫ) И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2127994C1 |
| АРМИРОВАНИЕ ПЕНОПЛАСТОВ ИЗ СОЕДИНЕННЫХ ДРУГ С ДРУГОМ СЕГМЕНТОВ ВОЛОКНАМИ | 2015 |
|
RU2705089C2 |
| ВОЛОКОННО-ОПТИЧЕСКИЙ СОЕДИНИТЕЛЬ, ИСПОЛЬЗУЕМЫЙ В НЕМ НАКОНЕЧНИК И СПОСОБ ИЗГОТОВЛЕНИЯ НАКОНЕЧНИКА | 1999 |
|
RU2264640C2 |
Изобретение относится к способу изготовления сердцевины матраца и направлено на создание матрацев, приспособленных непосредственно к каждому потребителю в отдельности. Сердцевина матраца состоит из двух гибких опорных слоев, между которыми установлены последовательные ряды сборных пружин, каждая из которых состоит из проволочной пружины, вокруг которой установлена гибкая полая оболочка из пенопласта. Оболочка каждой пружины снабжена радиально направленными полостями. Изготавливают проволочные пружины с разными диаметрами проволоки и при этом используют барабаны с пружинными проволоками, которые наматывают, получая проволочные пружины с различными диаметрами, формируют пенопластовые оболочки с различными характеристиками, формируют сборные пружины с желательной жесткостью путем изготовления подходящей сборки полученной оболочки с проволочной пружиной, наносят клей на срезанные стороны сборных пружин, устанавливают сборные пружины с нанесенным на них клеем между опорными слоями изготавливаемой сердцевины матраца, делая это в соответствии с образцом желательного расположения. 5 з.п. ф-лы, 2 ил.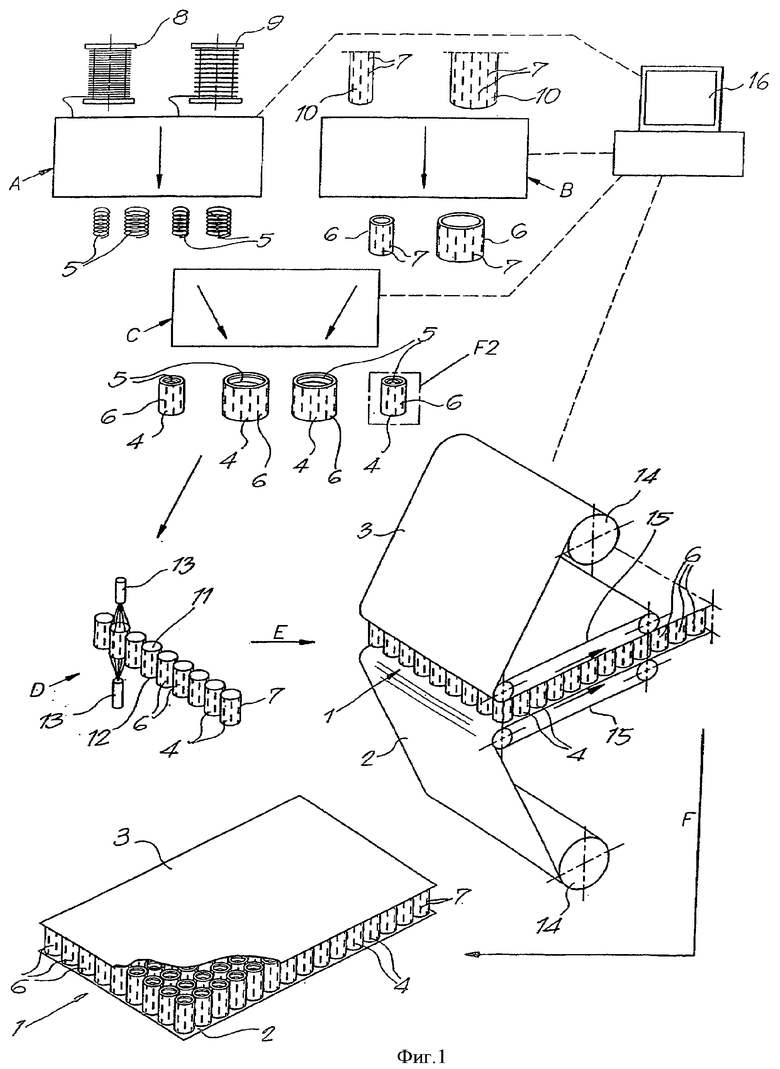
1. Способ изготовления сердцевины матраца, состоящей из двух гибких опорных слоев (2-3), между которыми установлены последовательные ряды сборных пружин (4), каждая из которых состоит из проволочной пружины (5), вокруг которой установлена гибкая полая оболочка (6) из пенопласта, причем оболочка (6) снабжена радиально направленными полостями, отличающийся тем, что изготавливают проволочные пружины (5) с разными диаметрами проволоки и при этом используют барабаны (8) с пружинными проволоками (9), которые наматывают, получая проволочные пружины (5) с различными диаметрами, формируют пенопластовые оболочки (6) с различными характеристиками, формируют сборные пружины (4) с желательной жесткостью путем изготовления подходящей сборки полученной оболочки (6) с проволочной пружиной (5), наносят клей на срезанные стороны (11-12) сборных пружин (4), устанавливают сборные пружины (4) с нанесенным на них клеем между опорными слоями (2-3) изготавливаемой сердцевины (1) матраца, делая это в соответствии с образцом желательного расположения.
2. Способ по п.1, отличающийся тем, что для сборки составных сжатых пружин (4) используют пенопластовые оболочки (6), внутренний диаметр которых, когда эти пенопластовые оболочки (6) не установлены, меньше, чем внешний диаметр устанавливаемых проволочных пружин (5).
3. Способ по п.2, отличающийся тем, что, в зависимости от желательных характеристик устанавливаемой составной пружины (4), выбирают пенопластовую оболочку (6) с подходящими внутренним диаметром и толщиной пенопластовой оболочки и подходящей жесткостью пенопласта.
4. Способ по п.1, отличающийся тем, что в соответствии с автоматическим процессом используют заданный образец желательного расположения сборных пружин (4), а также используя предписанные желательные характеристики для каждой из пружин (4) в отдельности, изготавливают подходящие проволочные пружины (5) и оболочки (6) и собирают их друг с другом, получая сборные пружины (4) с желательными предписанными характеристиками, и при этом устанавливают полученные пружины (4) в соответствии с образцом желательного расположения между опорными слоями, чтобы таким образом сформировать сердцевину (1) матраца, которую следовало изготовить.
5. Способ по одному из пп.1-4, отличающийся тем, что оболочки (6) формируют с использованием пенопластовых рукавов (10) с разными характеристиками, снабженных радиально направленными полостями (7), а от этих рукавов отрезают оболочки (6) подходящей длины.
6. Способ по одному из пп.1-4, отличающийся тем, что оболочки (6) изготавливают с использованием плоских полос пенопласта с разными характеристиками, причем эти полосы снабжены прорезями для формирования полостей (7), причем эти полосы загнуты с получением трубки, а концы полос наложены друг на друга и соединены друг с другом.
| Трехфазная линия электропередачи | 1977 |
|
SU624332A1 |
| US 6347423 В1, 19.02.2002 | |||
| УСТАНОВКА ДЛЯ БРИКЕТИРОВАНИЯ БИТУЛ1А | 0 |
|
SU167925A1 |
| DE 3831510 А, 18.05.1989 | |||
| Устройство для чистки кромок ткани | 1950 |
|
SU89789A1 |
| US 4449261 А, 22.05.1984 | |||
| МАТРАС С РАЗЛИЧНОЙ ЖЕСТКОСТЬЮ И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО МАТРАСА | 1995 |
|
RU2135061C1 |

