Предлагаемое изобретение относится к отрасли машиностроения, в частности к области обработки металлов давлением, и может быть использовано для изготовления в качестве крепежной фурнитуры из труднодеформируемых и малопластичных металлов и сплавов.
Процессы выдавливания с предварительным нагревом заготовки являются достаточно распространенными операциями в технологии машиностроения. Из них все больше привлекают технологов методы полугорячего выдавливания, среди которых активно ведутся исследования по температуре нагрева заготовок, использованию инструментальных сталей, применению смазочных материалов и др. (Ракошиц Г.С., Позднеев Б.М. Комбинирование процессов горячей, полугорячей, холодной объемной и листовой штамповки. М.: Машиностроение, 1985, стр.4-13). Однако влияние геометрии заготовки на процесс полугорячего выдавливания практически не исследовано.
Известен способ, взятый как прототип, полугорячего выдавливания осесимметричных деталей (Ильич В.Д., Мулин В.П. Полугорячее выдавливание. М.: НИИмаш, 1971, рис.2), при котором заготовку, отрезанную от прутка, нагревают, смазывают, опускают в матрицу, выдавливают до получения детали и затем охлаждают. Для получения качественных деталей по разностенности и кривизне заготовку выполняют по форме, близкой к контуру матрицы, а зазор между ними делают минимальным.
Недостатком такого способа выдавливания является то, что при этом понижается стойкость матрицы из-за максимальной площади контакта ее с заготовкой и его повышенной длительности.
Задачей предлагаемого изобретения является повышение стойкости матрицы выдавливания за счет снижения площади контакта заготовки с ее рабочей поверхностью без снижения качественных характеристик деталей.
Выполнение задачи достигается следующим образом.
При способе изготовления осесимметричных деталей из труднодеформируемых малопластичных металлов и сплавов, включающем получение заготовки, ее нагрев, выдавливание, на заготовку наносят антифрикционное покрытие и производят ее нагрев до температуры полугорячего выдавливания, которое осуществляют в матрице с полостью, имеющей дно со скосом, заготовку получают штамповкой с размером в поперечном сечении, меньшим размера полости матрицы для выдавливания, и выступами в виде продольных ребер, равноудаленных друг от друга по контуру заготовки, перед выдавливанием заготовку устанавливают в упомянутой полости матрицы нижней кромкой на скос дна полости с опорой продольными ребрами на ее стенки, а после выдавливания полученную деталь охлаждают, причем выдавливание осуществляют в цилиндрической матрице, а заготовку с выступами получают с поперечным сечением в виде правильного многогранника.
Для пояснения описываемого объекта на фиг.1 приведена схема расположения заготовки с выступами в цилиндрической полости матрицы перед выдавливанием, на фиг.2 - схема расположения заготовки с выступами в виде шестигранника в цилиндрической полости матрицы перед выдавливанием, на фиг.3 - схема расположения заготовки, вписанной в шестигранную полость матрицы перед выдавливанием, на фиг.4 - размеры болта с шестигранной головкой, на фиг.5 - размеры заготовки.
Способ полугорячего выдавливания осесимметричных деталей осуществляется следующим образом.
Крепежные изделия, работающие под большими нагрузками, выполняются из высокопрочных материалов и подвергаются упрочнению термообработкой. К таким изделиям можно отнести болты приводных колес гусеничных машин типа вездеходов, тракторов и др. Такие изделия изготавливаются из закаливаемых сталей типа 40Х или 45, а термообработка производится на твердость НКСЭ 40…45.
Ведущие колеса гусеничных машин, тракторов и вездеходов связаны с ведущими осями привода муфтами, которые соединены с дисками колес высокопрочными болтами из конструкционных сталей. Во избежание самоотворачивания болтов головки их выполнены массивными, с коническим переходом в стержень.
Одним из вариантов такого крепежа является болт с внутренней шестигранной полостью в головке. Его длина 100 мм, длина и диаметр стержня соответственно 75 и 20 мм, диаметр, высота головки и ее конического перехода ее в стержень соответственно 30, 20 и 5 мм, глубина полости и размер под ключ равны 11 и 17 мм. Объем и масса болта 34437 мм3 и 272 г.
Диаметр и высота заготовки для выдавливания по обычному методу соответственно 29,6 (с учетом температурного расширения) и 50 мм. Площадь предварительного контакта заготовки при укладке с поверхностью полости матрицы составляет Fk=4712,4 мм2.
Пример 1.
Для выдавливания по предлагаемому способу заготовку штампуют в следующем виде (установлена в матрице), где диаметр полости матрицы D=30 мм, диаметр описанной окружности выступов в виде продольных ребер 29, 8 мм, диаметр заготовки d=26 мм, радиус каждого из трех выступов r=2 мм, высота заготовки Н=65 мм, расстояние между выступами по контуру одинаковое и равно 120°.
Заготовка в матрицу укладывается с опорой выступами в ее полость, что дает требуемую соосность сборки, до упора в конический скос дна матрицы. Таким образом, начальный контакт нагретой заготовки с матрицей минимален и равен Fk=195 мм2, что составляет от площади контакта установки сопряженной круглой заготовки 4%.
При последующем выдавливании нагретая до температуры 750°С и смазанная заготовка вначале равномерно раздается и заполняет рабочее пространство инструмента, а затем выдавливается, образуя соответствующую конфигурацию изделия. Заготовку указанной формы можно получить, например, отрезкой от прутка и последующей осадкой в закрытой матрице с заполнением полости заданной конфигурации. В качестве антифрикционного покрытия заготовки берут термостойкую смазку «Графитол», которая не загрязняет детали, предотвращает коррозию и в процессе сгорания не дает дыма. Время контакта нагретой заготовки с матрицей по предлагаемому способу сокращается на величину холостого хода пуансона с момента укладки заготовки в матрицу и на момент раздачи заготовки в ней, т.е. примерно на 30-40%. Деформирование производят на механических прессах (лучше на коленно-рычажных прессах для холодного выдавливания), что также сокращает время контакта нагретой заготовки с матрицей.
Пример 2.
Заготовку выполняют в виде шестигранной призмы со следующими размерами: диаметр полости матрицы D=30 мм, а диаметр описанной вокруг шестигранника окружности 29,8 мм, расстояние между плоскостями шестигранной призмы S=25,8 мм, высота заготовки Н=59,7 мм. В этом случае начальный контакт нагретой заготовки с матрицей также минимален и равен Fk=358,2 мм2, что составляет от установки сопряженной круглой заготовки 7,6%. Эту заготовку с заданными размерами также можно получить осадкой круглого диска в закрытой матрице.
В обоих вариантах, как показано выше, предварительный нагрев матрицы меньше более чем на порядок, что дает на 15-30% более высокую ее стойкость.
Пример 3.
Полость матрицы шестигранная, а заготовка с минимальным контактом круглая. Этот способ спроектирован и проверен на практике. Размеры заготовки определяются исходя из размеров болта: полная его длина 49 мм, размер головки под ключ 27 мм, ее высота 10 мм, стержневая часть длиной 29 мм и диаметром 16 мм. Рассчитав объем болта V=16044 мм3, определим размеры круглой заготовки, учитывая, что ее диаметр D=26,6 мм, получим высоту Н=29 мм.
Существующая технология изготовления болтов с шестигранной головкой базируется на обработке резанием на токарных станках-автоматах. Коэффициент использования металла (КИМ) в этом случае составляет 49%.
Рассчитав высоту заготовки, если бы она была шестигранной, можем сравнить площадь поперечного сечения F=627 мм2, высота Н=25,6 мм2.
Зная размеры заготовки и матрицы, можно подсчитать площадь контакта заготовки, приняв ширину контакта плоскости с криволинейной поверхностью равной 1 мм. Тогда площадь контакта нагретой шестигранной заготовки при укладке ее в шестигранную матрицу будет равна Fk=2288,6 мм2. Соответственно площадь контакта круглой заготовки больше по высоте, чем шестигранной, опирающейся на грани полости шестигранной матрицы Fk=174 мм2. Это составляет 7,4% от сопряженной шестигранной поверхности, что также дает повышение стойкости инструмента на 15-30%.
Перед помещением заготовки в матрицу она покрывается «Графитолом», что позволяет снизить технологическую силу выдавливания до 700-780 кН и получить детали, имеющие хороший внешний вид и точность размеров, соответствующую холодному выдавливанию.
Сразу после выдавливания, выполненного при температуре заготовки 750°С, полученный болт выталкивается из рабочего пространства инструмента и сбрасывается в тару с машинным маслом. Ускоренное охлаждение полуфабриката непосредственно после полугорячего выдавливания дает возможность получить твердость в пределах НКСЭ 38…43 с небольшим процентом отклонений без дополнительной операции термообработки.
Предложенная технология получения высокопрочных болтов позволяет довести КИМ до 0,9 (т.е. увеличивается на 40%), сократить трудозатраты на 50%, повысить производительность труда в 4 раза и сэкономить затраты на инструмент. Кроме того, штампованные детали имеют лучшие механические характеристики на срез, чем полученные обработкой резанием, что позволяет их использовать в приводных колесах гусеничных тракторов для виноградников Т70С.
По предварительным подсчетам экономия на изготовлении одного болта с шестигранной головкой из стали 45 в серийном производстве при использовании предложенного способа составляет 3 рубля 50 копеек.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки металлических заготовок пластическим деформированием | 2015 |
|
RU2623515C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КРУПНОГАБАРИТНЫХ ОБОЛОЧЕК ОЖИВАЛЬНОЙ ФОРМЫ ИЗ ЗАГОТОВКИ КОНУСНОЙ ФОРМЫ ИЗ МАЛОПЛАСТИЧНОЙ ТРУДНОДЕФОРМИРУЕМОЙ СТАЛИ ВНС-16 ОДНОПЕРЕХОДНОЙ ШТАМПОВКОЙ В ШТАМПЕ | 2007 |
|
RU2365454C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1988 |
|
SU1561331A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ПРОДОЛЬНЫМИ РЕБРАМИ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2011 |
|
RU2484913C1 |
| СПОСОБ ОСАДКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ИЗ ХРУПКИХ И МАЛОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2012 |
|
RU2501624C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СТЕРЖНЯ С УТОЛЩЕНИЕМ | 2015 |
|
RU2596511C1 |
| Способ изготовления многогранных деталей | 1987 |
|
SU1484431A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ, ИМЕЮЩИХ МНОГОГРАННОЕ СЕЧЕНИЕ | 2001 |
|
RU2200642C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО КРЕПЕЖНЫХ, ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАЛОПЛАСТИЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 1991 |
|
SU1821009A3 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ТИПА КРЕСТОВИН В ШТАМПЕ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ МАТРИЦ | 2009 |
|
RU2399456C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении осесимметричных деталей, применяемых в качестве крепежной фурнитуры. На полученную штамповкой заготовку наносят антифрикционное покрытие и производят нагрев заготовки до температуры полугорячего выдавливания. Выдавливание ведут в матрице с полостью, имеющей дно со скосом. Заготовка имеет размер в поперечном сечении, меньший размера указанной полости, и выступы в виде продольных ребер. Ребра равноудалены друг от друга по контуру заготовки. Перед выдавливанием заготовку устанавливают в полости матрицы нижней кромкой на скос дна полости с опорой продольными ребрами на ее стенки. После выдавливания полученную деталь охлаждают. В результате обеспечивается повышение стойкости используемой технологической оснастки. 1 з.п. ф-лы, 5 ил.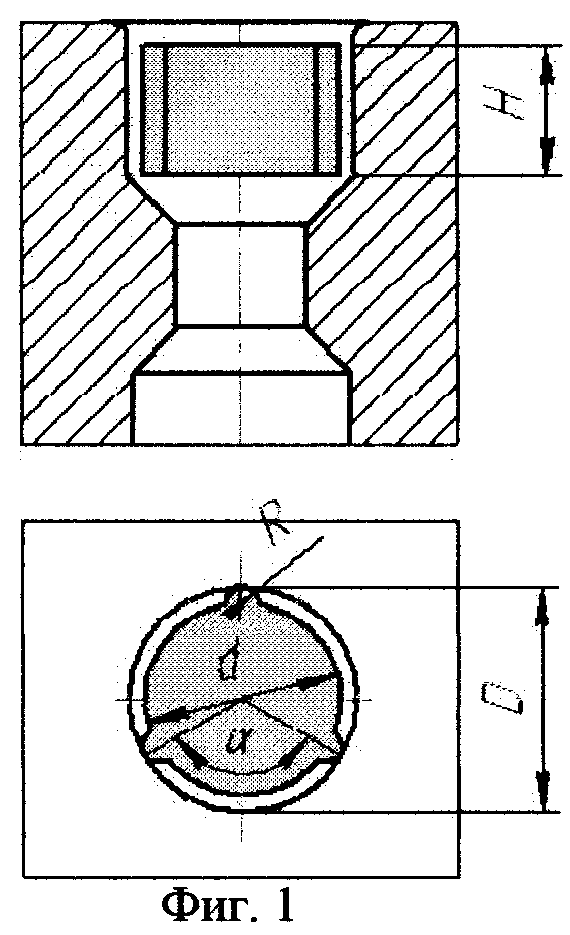
1. Способ изготовления осесимметричных деталей из труднодеформируемых малопластичных металлов и сплавов, включающий получение заготовки, ее нагрев, выдавливание, отличающийся тем, что на заготовку наносят антифрикционное покрытие и производят ее нагрев до температуры полугорячего выдавливания, которое осуществляют в матрице с полостью, имеющей дно со скосом, заготовку получают штамповкой с размером в поперечном сечении, меньшим размера полости матрицы для выдавливания, и выступами в виде продольных ребер, равноудаленных друг от друга по контуру заготовки, перед выдавливанием заготовку устанавливают в упомянутой полости матрицы нижней кромкой на скос дна полости с опорой продольными ребрами на ее стенки, а после выдавливания полученную деталь охлаждают.
2. Способ по п.1, отличающийся тем, что выдавливание осуществляют в цилиндрической матрице, а заготовку с выступами получают с поперечным сечением в виде правильного многогранника.
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО КРЕПЕЖНЫХ, ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАЛОПЛАСТИЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 1991 |
|
SU1821009A3 |
| Способ изготовления высокопроч-НыХ бОлТОВ и иНСТРуМЕНТ для ЕгООСущЕСТВлЕНия | 1979 |
|
SU837547A1 |
| Способ изготовления изделий из труднодеформируемых материалов | 1975 |
|
SU513778A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |

