Изобретение относится к изготовлению многогранных изделий холодным деформированием и может быть использовано для изготовления высокопрочных крепежных изделий типа болтов.
Цель изобретения - повышение качества получаемых деталей, упрощение инструмента и повышение его стойкости.
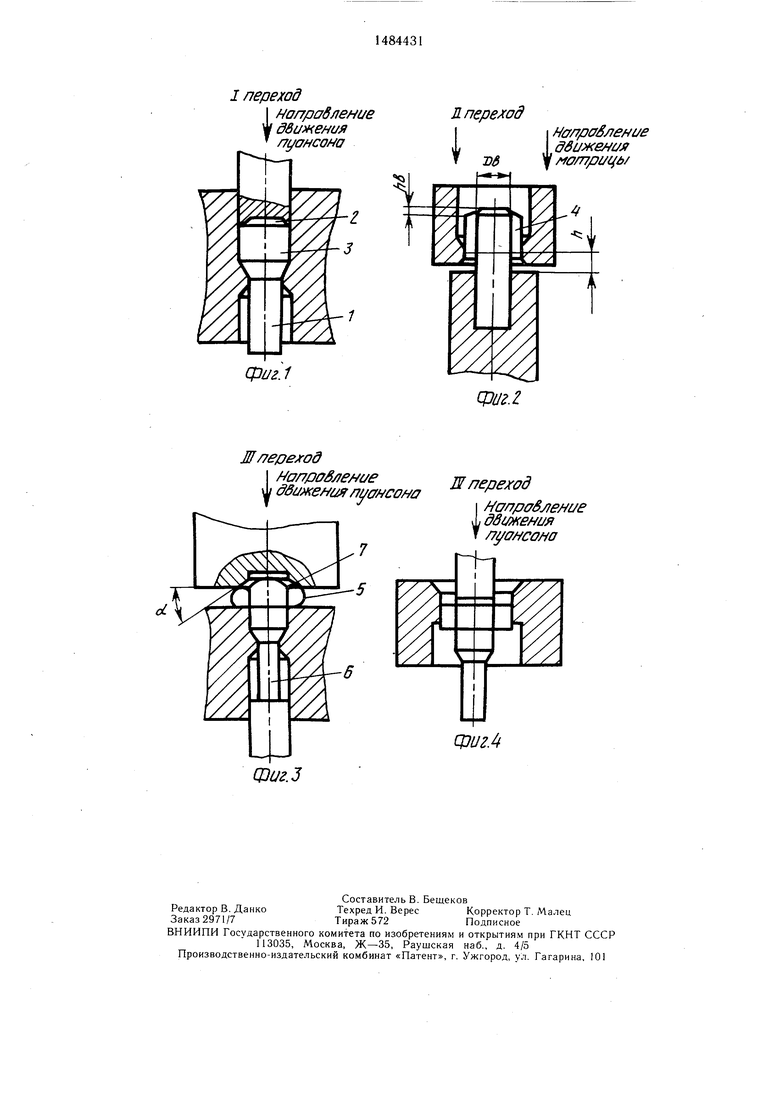
На фиг. 1 представлено редуцирование центрального стержня с выдавливанием торцевого выступа (I переход); на фиг. 2 - редуцирование пресс-остатка с формированием многогранного сечения (II переход); на фиг. 3 - высадка многогранной головки с фаской с редуцированием части стержня под резьбу (III переход); на фиг. 4 - редуцирование головки детали в размер под ключ (IV переход).
Способ осуществляется следующим образом.
Механизмом переноса холодновысадоч- ного автомата заготовку подают на первый переход, на котором редуцируют центральный стержень 1, а также осуществляют обратное выдавливание торцевого выступа 2 на пресс-остатке 3. Далее, на втором переходе, редуцируют пресс-остаток 3 с круглого на шестигранное сечение 4.
На данном переходе изделие расположено головкой к пуансону.
При этом часть металла смещается на задний торец головки и затем полностью заштамповывается при дальнейшей высадке головки.
Конический участок, оставшийся после редуцирования, является естественным приемником для металла, что обеспечивает его равномерное распределение без образования заусениц.
Свободная высота h определяется из условия сохранения диаметра редуцированного центрального стержня по всей длине и по результатам экспериментов составляет h (0,07-0,08) D, где D - диаметр стержня
Для полного заполнения углов шестигранника диаметр описанной окружности редуЈь00 4 Јь
00
цированного пресс-остатка должен составлять D., Diar -(0,2-0,5) мм, где DSxr - диаметр исходной заготовки, что также определено экспериментально.
На третьем переходе высаживают шести- гранную головку 5 с одновременным редуцированием части стержня 6 под накатку резьбы.
Высадку осуществляют пуансоном, имеющим центральное углубление по форме со- храняемого цилиндрического торцевого выступа и получаемой фаски 7 с углом . 20-40°.
Фаска необходима для того, чтобы металл, перемещаемый в дальнейшем, при редуцировании головки не выходил за пределы верхнего торца головки.
Затем бочкообразную форму головки исправляют редуцированием.
На четвертом переходе заготовку проталкивают через матрицу пуансоном, опи- рающимся на предварительно сформованный торцевой выступ, который предохраняет головку от обратного выдавливания ее пуансоном при редуцировании. Диаметр пуансона равен диаметру выступа D. Размеры тор- цевого выступа 2 выбраны следующим образом: DB (0,7-0,8)S, hB (0,07-0,09) О, где S - размер головки «под ключ, Нъ- высота торцевого выступа.
Для наиболее качественного заполнения углов шестигранника диаметр описанной окружности заготовки после высадки должен соответствовать соотношению .4 + (0,2-0,5) мм, где Оиэд. - диаметр описанной окружности готовой головки.
При этом обеспечивается высокое качество головки, в т.ч. полное отсутствие за- усенцев и соответствие ее формтл и размеров.
Пример. Изготавливают болт МЦО из стали 35. Оборудование - холодновысадоч- ный автомат АВ 1921. Заготовка - пруток & 14 мм, после волочения 0 12,3 мм, име- ет предварительную степень деформации 23% что соответствует прочности б& 60 кг/мм, на первом переходе производят редуциро5
5
д
0 ,
0
5
0
вание с П 2,3 на йГ 10 со степенью деформации 36% и обратное выдавливание торцевого выступа с размерами ,2 мм, h 0,9 мм.
На втором переходе редуцируют пресс- остаток, после редуцирования пресс-остатка на шестигранник его размер «под ключ составляет 11 мм, степень деформации.ц/15%.
На третьем переходе высаживают головку на размер «под ключ ,2 мм с фаской 40°, общая степень деформации стержня составляет 49%, головки - 52%, что с учетом разупрочнения вследствие эффекта Баушингера обеспечивает «5 85 кг/мм2.
При редуцировании головки на четвертом переходе происходит поверхностная пластическая деформация шестигранного профиля, что дополнительно повышает ее твердость и прочность.
Формула изобретения
1.Способ изготовления многогранных деталей, преимущественно типа болтов, содержащих многогранную головку в размер «под ключ и центральный стержень с резьбовым участком, заключающийся в многопереходной обработке заготовки путем редуцирования центрального стержня и высадки головки с фаской, а также последующим редуцированием головки и участка стержня под резьбу, отличающийся тем, что, с целью повышения качества получаемых деталей и экономичности, при редуцировании центрального стержня болта на пресс-автомате в зоне головки болта выдавливают торцовый выступ, затем редуцированием на пресс-остатке формируют многогранный профиль, при высадке головки болта упомянутый торцовый выступ сохраняют, а при оформлении головки болта в размер «под ключ усилие редуцирования прилагают к торцовому выступу.
2.Способ по п. 1, отличающийся тем, что высадку головки болта совмещают с редуцированием участка стержня под резьбу.
J переход
I направление w движения пуансона
фиг.1
Направление
движения
атриум
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ, ИМЕЮЩИХ МНОГОГРАННОЕ СЕЧЕНИЕ | 2001 |
|
RU2200642C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОГРАННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2241569C2 |
| Способ формирования многогранных головок болтов | 1989 |
|
SU1764757A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ | 2001 |
|
RU2203157C2 |
| СПОСОБ ПОСПЕЛОВА ВЫСАДКИ ИЗДЕЛИЙ ТИПА СТЕРЖНЯ С ГОЛОВКОЙ И МНОГОГРАННЫМ ПОДГОЛОВНИКОМ | 1991 |
|
RU2010663C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ С ФЛАНЦЕМ | 2012 |
|
RU2489224C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСНЫХ БОЛТОВ | 2001 |
|
RU2207930C2 |
| Способ изготовления многогранных изделий,преимущественно болтов | 1980 |
|
SU878406A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТА С ГОЛОВКОЙ, ИМЕЮЩЕЙ ВНУТРЕННИЙ МНОГОГРАННИК И ФЛАНЕЦ, НА ХОЛОДНОВЫСАДОЧНОМ АВТОМАТЕ | 2007 |
|
RU2350424C1 |
| Способ формирования головок болтов | 1982 |
|
SU1152702A1 |
Изобретение относится к обработке металлов давлением ,в частности, к способам изготовления многогранных деталей типа болтов. Цель изобретения - повышение качества получаемых деталей, упрощение инструмента и повышение его стойкости. При редуцировании центрального стержня болта на пресс-остатке в зоне головки болта выдавливают торцовый выступ. Редуцируют пресс-остаток и формируют многогранный профиль. При высадке головки болта редуцируют участок стержня под резьбу и сохраняют торцовый выступ. Головку болта в размер "под ключ" получают редуцированием, прилагая усилие к торцовому выступу. 1 з.п.ф-лы, 4 ил.
Млереход
I НолраДлениеТУлепрупд
4 движения пуансона пеРе™° Ji Напро
движем лиансона
Нопраёлен движения
Фиг. г
пеРе™° i Напро
движем лиансона
Нопраёление движения
| Способ изготовления многогранных изделий,преимущественно болтов | 1980 |
|
SU878406A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
