Изобретение относится к машиностроению, а именно может быть использовано при изготовлении тонкостенных крупногабаритных оболочек оживальной формы из заготовки конусной формы из малопластичной труднодеформируемой стали ВНС-16 однопереходной штамповкой в штампе.
При штамповке тонкостенной крупногабаритной заготовки конусной формы из малопластичной труднодеформируемой стали с целью получения детали оживальной формы необходимо предотвращение сминания боковых стенок заготовки пуансоном и перегрева ее, что влечет изменение механических свойств. Нагрев только заготовки перед штамповкой требует меньших затрат, чем подогрев в штампе. Способ изготовления тонкостенных крупногабаритных оболочек оживальной формы из заготовки конусной формы из малопластичной труднодеформируемой стали осуществляется однопереходной штамповкой в штампе, выполненном с зазором между матрицей и пуансоном, с предварительным нагревом заготовки, с формированием перед штамповкой фланца со стороны большего диаметра заготовки для зажима ее в матрице, а нагрев заготовки производят до температуры, которую находят из графика, отражающего зависимость температуры нагрева от предела прочности нагретой заготовки, по пределу прочности нагретой заготовки, определенному из соотношения:
 , где
, где
σвt - предел прочности нагретой заготовки;
σв - предел прочности обрабатываемого материала при t°=20°;
mв - коэффициент вытяжки при t°=20° в точке максимального прогиба;
mвt - коэффициент вытяжки в точке максимального прогиба при нагреве;
К - коэффициент пропорциональности, выведенный опытным путем, зависящий от механических свойств обрабатываемого материала.
Способ пояснен фиг.1 - где изображена заготовка и полученная деталь с указанием точки максимального прогиба - А. На фиг.2 показан график зависимости предела прочности для стали ВНС-16 от температуры нагрева заготовки.
Способ осуществляют следующим образом. Находят на заготовке точку максимального прогиба, зная диаметр заготовки в этой точке и диаметр полученной детали в той же точке, находят mвt - коэффициент вытяжки.
Коэффициент вытяжки при нагреве равен:

где D - диаметр детали в точке максимального прогиба;
d - диаметр заготовки в точке максимального прогиба.
Коэффициент вытяжки при холодной штамповке:

где D1 - диаметр полученной детали в точке максимального прогиба при t°=20°;
d - диаметр заготовки в точке максимального прогиба.
Зная марку материала заготовки, находят опытным путем К - коэффициент пропорциональности и строят график зависимости предела прочности от температуры нагрева заготовки. При штамповке заготовки конусной формы, не нагревая ее, получаем mв - коэффициент вытяжки при t°=20°. После чего, подставляя данные в зависимость, получают σвт - предел прочности при нагревании
График зависимости σвt от температуры нагрева заготовки из стали ВНС-16 строится следующим образом. На образцах материала, из которого изготовлена заготовка, и нагретых до определенной температуры, т.е. t°=200°C, 400°С,…1200°С, определяются σвt. На основании полученных экспериментальных данных строится график зависимости σвt от t°C.
Из графика зависимости предела прочности от температуры нагрева по определенной величине σвt находим температуру нагрева заготовки. После чего со стороны большего диаметра формируют фланец для зажима заготовки в матрице, нагревают заготовку до найденной температуры, помещают в матрицу, зажимают фланец и пуансоном осуществляют штамповку. Заготовку извлекают из штампа.
Пример осуществления способа.
Конусную сварную заготовку из стали ВНС-16 с минимальным диаметром 600 мм, максимальным диаметром 1200 мм, высотой 800 мм, толщиной стенки 0,8 мм вначале штампуют без нагрева заготовки до максимально возможной вытяжки. При этом D1=910 мм, d=900 мм, D=920 мм.
Зная марку материала заготовки (ВНС-16), строят график зависимости предела прочности σвt от температуры t°С (фиг.2).
Производят расчет:
 ,
,
 .
.
Далее, используя зависимость
и определив К=0,1, находим
 .
.
После чего по таблице (фиг.2) определяем температуру нагрева заготовки:
σвt=12 кгс/мм2 tв=900°C
Таким образом получена тонкостенная крупногабаритная деталь из малопластичной труднодеформируемой стали ВНС-1 из заготовки конусной формы методом однопереходной штамповки высокой точности с наименьшими затратами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПАКЕТА ДЕТАЛЕЙ ОЖИВАЛЬНОЙ ФОРМЫ | 2006 |
|
RU2317171C2 |
| СПОСОБ ШТАМПОВКИ ДЕТАЛИ ПОЛУСФЕРИЧЕСКОЙ ФОРМЫ ИЗ ТРУДНОДЕФОРМИРУЕМОГО ТИТАНОВОГО СПЛАВА ВТ6-С В ОДНОМ ШТАМПЕ | 2015 |
|
RU2635990C2 |
| Способ изготовления полых осесимметричных сложнопрофильных деталей (варианты) | 2023 |
|
RU2822541C1 |
| Способ изготовления вытяжкой полой детали сферической неполного контура формы из труднодеформируемого титанового сплава ВТ14 в одном комбинированном штампе | 2018 |
|
RU2698080C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОЙ КРУПНОГАБАРИТНОЙ ОБОЛОЧКИ | 2007 |
|
RU2351425C2 |
| Способ изготовления полых изделий | 1983 |
|
SU1148672A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПАКЕТА БЕСШОВНЫХ ТОНКОСТЕННЫХ КРУПНОГАБАРИТНЫХ ЭКВИДИСТАНТНЫХ ОБОЛОЧЕК ОЖИВАЛЬНОЙ ФОРМЫ ИЗ КОНУСНЫХ ЗАГОТОВОК | 2010 |
|
RU2466816C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ ПОЛУСФЕРИЧЕСКОЙ ФОРМЫ ИЗ ТРУДНОДЕФОРМИРУЕМОГО ТИТАНОВОГО СПЛАВА ВТ6-С | 2016 |
|
RU2635210C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЕМКОСТЕЙ | 1994 |
|
RU2074038C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОПЛА ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ ОЖИВАЛЬНОЙ ФОРМЫ (ВАРИАНТЫ) | 2013 |
|
RU2536653C1 |
Изобретение относится к области машиностроения и может быть использовано при штамповке тонкостенной крупногабаритной оболочки оживальной формы из заготовки конусной формы из труднодеформируемой стали или сплава. Осуществляют однопереходную штамповку в штампе, имеющем зазор между матрицей и пуансоном. Перед штамповкой со стороны большего диаметра заготовки формируют фланец для зажима ее в матрице. Предварительный нагрев заготовки осуществляют до температуры, найденной по графику зависимости температуры нагрева от предела прочности нагретой заготовки по пределу прочности нагретой заготовки, который определяют по имеющемуся в формуле соотношению. Получают деталь с наименьшими затратами, предотвращают сминание стенок и перегрев заготовки из труднодеформируемого сплава. 2 ил.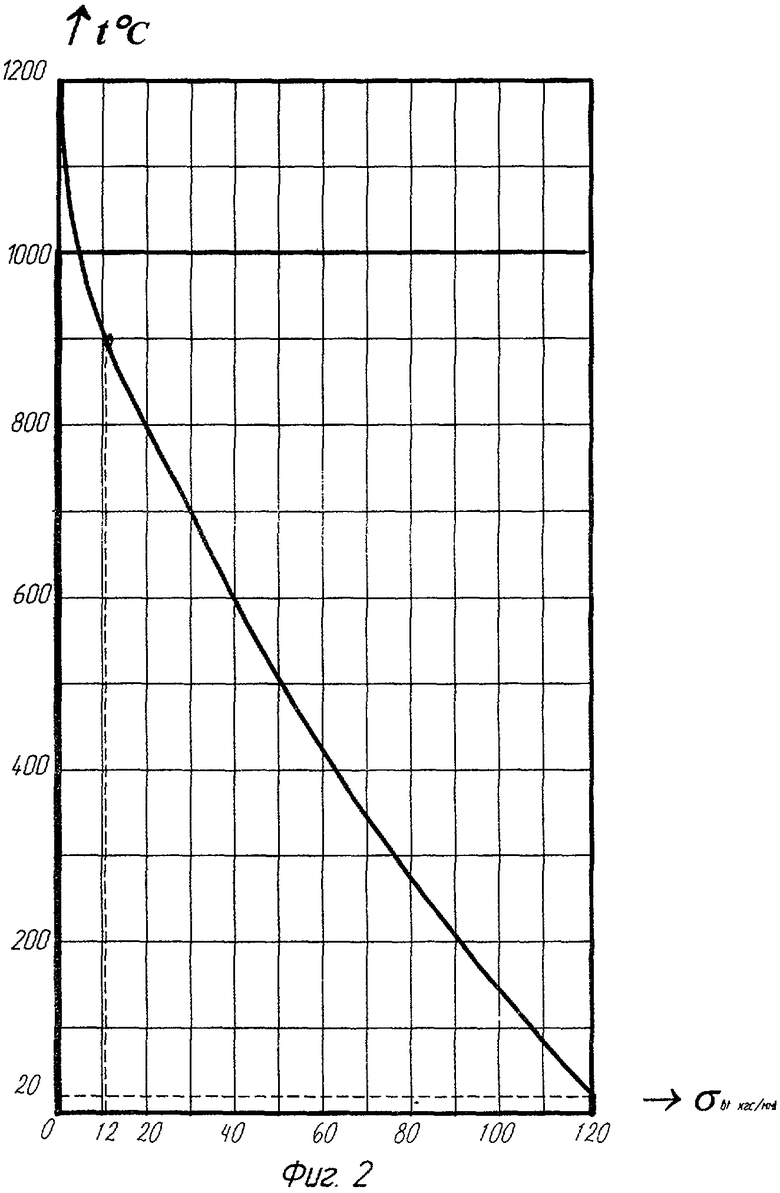
Способ изготовления тонкостенных крупногабаритных оболочек оживальной формы из заготовки конусной формы из малопластичной труднодеформируемой стали ВНС-16, включающий однопереходную штамповку в штампе, имеющем зазор между матрицей и пуансоном, формирование перед штамповкой со стороны большего диаметра заготовки фланца для зажима ее в матрице, предварительный нагрев заготовки до температуры, найденной по графику зависимости температуры нагрева от предела прочности нагретой заготовки по пределу прочности нагретой заготовки, определенному из соотношения:
где σвt - предел прочности нагретой заготовки;
σв - предел прочности обрабатываемого материала при t°=20°;
mв - коэффициент вытяжки при t°=20° в точке максимального прогиба;
mвt - коэффициент вытяжки в точке максимального прогиба при нагреве;
К=0,1 - коэффициент пропорциональности, выведенный опытным путем, зависящий от механических свойств обрабатываемого материала.
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЙ ОЖИВАЛЬНОЙ ФОРМЫ | 0 |
|
SU175917A1 |
| Штамп для изготовления конусных деталей из листовых фасонных заготовок | 1984 |
|
SU1212663A1 |
| Способ изготовления биметаллических труб из стали,плакированноой медью или сплавами на ее осннове | 1983 |
|
SU1139595A1 |
| СПОСОБ ЛИСТОВОЙ ШТАМПОВКИ С НАГРЕВОМ | 2000 |
|
RU2212969C2 |
| US 4055976 A, 01.11.1977. | |||

