Группа изобретений относится к пайке деталей, в частности к высокотемпературной пайке пластинчато-ребристых и трубчатых теплообменников в вакууме, и может быть использована в авиадвигателестроении и других отраслях машиностроения.
Известен способ пайки теплообменников (патент JP 3434999, 1996 г., кл. В23К 35/28 /1/), при котором трубки вставляют в отверстия трубной доски и наносят паяльную пасту на участки поверхности трубной доски вокруг трубок. Недостатком известного способа является то, что значительная диффузия кремния в материал основы, особенно трубок, и дальнейшее их частичное расплавление может привести к прожогам и снижению их прочностных характеристик.
Известен способ пайки теплообменника методом лучевого нагрева, включающий размещение изделия в вакууме, нагрев лучевой энергией с использованием отражательных элементов, выдержку и охлаждение паяемой поверхности изделия (см. А.С. 956188, 1982 г., кл. В23К 1/00 /2/).
В качестве прототипа выбран способ пайки теплообменника сканирующим электронным лучом, раскрытый в публикации ЧУЛКОВ Е.И. и др. «Пайка теплообменных устройств сканирующим электродным лучом», Сварочное производство, №2, 2003, с.46-48 /3/. Способ включает размещение изделия в вакууме, нагрев сканирующим электронным лучом, выдержку и охлаждение паяемой поверхности изделия.
Недостатком данного способа пайки является отсутствие контроля температурного поля паяемой поверхности. Это обстоятельство не позволяет обеспечить равномерность прогрева всех участков паяемой поверхности детали из-за их различного теплоотвода. Кроме того, образование на первом этапе пайки спекшихся конгломератов припоя усугубляет эту неравномерность. Интенсивный нагрев паяемых соединений с использованием сканирующего электронного луча часто приводит к перегреву материала трубок в зоне нагрева. Это обстоятельство способствует значительному росту зерна паяного соединения. Перегрев паяемых материалов объясняется значительным перепадом температур в растре нагрева, который может достигать 50-80°С. Наличие значительного роста зерна в паяемых материалах нежелательно, в связи с резким снижением их пластичности.
Отличительной особенностью предложенного технического решения является то, что одновременно с нагревом осуществляют тепловизионную съемку и визуализацию температурного поля паяемой поверхности изделия, далее выявляют участки паяемой поверхности, температура которых отличается от заданной температуры пайки, определяют величины отклонений температуры на выявленных участках поверхности и в соответствии с полученными величинами отклонений осуществляют выравнивание температуры на паяемой поверхности изделия до заданной температуры пайки путем изменения параметров пайки.
Техническим результатом заявленного способа является повышение качества пайки за счет осуществления контроля температуры нагрева поверхности изделия, а также повышение производительности пайки.
Технический результат заявленного способа пайки теплообменника сканирующим электронным лучом, включающего размещение изделия в вакууме, нагрев, выдержку и охлаждение паяемой поверхности изделия, достигается тем, что одновременно с нагревом осуществляют тепловизионную съемку и визуализацию температурного поля паяемой поверхности изделия с отображением его на мониторе, определяют степень неравномерности разогрева паяемой поверхности и величину отклонений температуры на выявленных участках и осуществляют выравнивание температуры на паяемой поверхности изделия до заданной температуры пайки путем изменения мощности электронного луча или скорости сканирования.
Технический результат осуществляется еще и тем, что тепловизионную съемку паяемой поверхности изделия осуществляют тепловизором. При этом осуществляют цветовую визуализацию температурного поля паяемой поверхности изделия с помощью информационно-вычислительной системы.
Технический результат осуществляется и тем, что определяют координаты участков паяемой поверхности, температура которых отличается от температуры пайки.
Из /3/ известно устройство для пайки теплообменника сканирующим электронным лучом, содержащее вакуумную камеру с иллюминатором, электронно-лучевую пушку с двухкоординатной отклоняющей системой и блоком питания, генератор развертки электронного луча, соединенный с двухкоординатной отклоняющей системой пушки, и блок управления, связанный с блоком питания электронно-лучевой пушки.
Недостатком данного устройства является невозможность контроля температурного поля паяемого изделия и своевременной его корректировки, что может привести к нарушению режима технологического процесса.
Предложенное устройство отличается от известного тем, что содержит приемник теплового излучения, выполненный с возможностью ее регистрации от паяемой поверхности изделия, и информационно-вычислительную систему, соединенную с приемником теплового излучения и выполненную с возможностью визуализации температурного поля паяемой поверхности изделия, при этом блок управления соединен с генератором развертки электронного луча.
Техническим результатом заявленного устройства является повышение производительности и качества пайки изделий, имеющих глубокие сквозные каналы, путем осуществления возможности выравнивания температуры по всей паяемой поверхности изделия.
Технический результат изобретения достигается тем, что устройство для пайки теплообменника сканирующим электронным лучом, содержащее вакуумную камеру с иллюминатором и электронно-лучевую пушку с блоком питания, имеющую двухкоординатную отклоняющую систему, связанную с генератором развертки электронного луча, в соответствии с изобретением, включает блок управления, связанный с блоком питания электронно-лучевой пушки и генератором развертки электронного луча, приемником теплового излучения, выполненным с возможностью регистрации теплового излучения от паяемой поверхности изделия, и информационно-вычислительной системой, соединенной с приемником теплового излучения и выполненной с возможностью визуализации температурного поля паяемой поверхности изделия.
Технический результат изобретения достигается и тем, что в устройстве в качестве приемника теплового излучения используют тепловизор, а информационно-вычислительная система содержит цветной дисплей для визуализации температурного поля, и тем, что устройство содержит отражатель тепловой энергии, выполненный в виде конической обечайки с углом при вершине конуса 40-60° и установленный в вакуумной камере для уменьшения потерь тепла при нагреве паяемой поверхности изделия сканирующим электронным лучом.
Устройство поясняется чертежом, на котором приведена схема, изображающая связь основных его узлов и их взаимодействие.
Устройство для пайки изделия 1 содержит вакуумную камеру 2 с иллюминатором 3, электронно-лучевую пушку 4 с двухкоординатной отклоняющей системой 5, установленной в вакуумной камере 2, блок питания 6 электронно-лучевой пушки 4, генератор 7 развертки электронного луча 8, соединенный с двухкоординатной (X; Y) отклоняющей системой 5 пушки 4, приемник теплового излучения 9, выполненный с возможностью регистрации теплового излучения паяемой поверхности 10 изделия 1, информационно-вычислительную систему 10, соединенную с приемником теплового излучения 9 и выполненную с возможностью визуализации температурного поля паяемой поверхности изделия 1, блок управления 12, один выход которого соединен со входом блока питания 6 электронно-лучевой пушки 4, а другой выход - со входом генератора 7 развертки электронного луча 8.
В качестве приемника теплового излучения 9 может быть использован, например, тепловизор, объектив которого направлен на паяемую поверхность 12 изделия 1 через иллюминатор 3 вакуумной камеры 2.
Для визуализации температурного поля паяемой поверхности 10 изделия 1, информационно-вычислительная система может быть выполнена, например, в виде компьютера, содержащего цветной дисплей 10.
Устройство для пайки может дополнительно содержать отражатель тепловой энергии, выполненный, например, в виде конической обечайки 12, с углом при вершине конуса β=40-60° и установленный в вакуумной камере 2. При этом отражатель выполнен с возможностью установки внутри него паяемого изделия 1 (например, паяемое изделие 1 устанавливают внутри конической обечайки 12, см. чертеж). Оператор обозначен позицией 13.
Способ пайки сканирующим электронным лучом с разверткой по заданной программе осуществляют следующим образом. Паяемое изделие размещают в вакууме и нагревают до температуры пайки. Одновременно осуществляют визуализацию температурного поля паяемой поверхности, дистанционно измеряют температуру на паяемой поверхности и ее распределение. Определяют степень неравномерности разогрева паяемой поверхности. На основании полученной информации производят выравнивание температуры паяемой поверхности. Для исключения интенсивных потерь тепла излучением и обеспечения равномерного нагрева паяемой поверхности теплообменника устанавливают отражатель вокруг его трубной доски.
Оператор 13 через блок управления 11 подает команду на блок 6 питания систем пушки 4 и на генератор развертки 7 электронного луча 8. Генератор 7 развертки электронного луча 8 подает питание на отклоняющую систему 5 пушки 4, обеспечивая по заданной программе сканирование луча 8 по паяемой поверхности изделия 1. Чувствительный элемент тепловизионной камеры 9 формирует цифровой сигнал, пропорциональный энергии излучения, обеспечивая ввод сигнала с нее на информационно-вычислительную систему - компьютер 10. Производится обработка полученных данных и визуализация теплового изображения поверхности изделия 1. Оператор 13 по визуальному изображению поля производит коррекцию распределения мощности луча по площади, обеспечивая тем самым одинаковый тепловой режим всем паяемым участкам изделия 1.
Пример. Данный способ осуществлен для высокотемпературной пайки трубчатого теплообменика в вакууме сканирующим электронным лучом. Использовали припой ВПр 2 системы Cu-Ni-Mn. В качестве материала трубок и трубных досок выбрана сталь 12Х18Н10Т. На обрабатываемую поверхность трубной доски наносили порошковый припой ВПр 2, распределяли его равномерно по паяемой поверхности и фиксировали связующим материалом. В качестве последнего использовали акриловую смолу в растворителе Р5. Теплообменник размещали в камере установки ЭЛУ-20. Паяемые поверхности изделия нагревали посредством генератора развертки электронного луча. При этом контроль температуры паяемой поверхности изделия производили тепловизором "Тандем VS60" и по мере необходимости корректировали степень нагрева. По достижении требуемой температуры пайки на поверхности изделия выдерживали ее, а затем изделие охлаждали.
Таким образом, использование группы изобретений позволяет обеспечивать стабильность, качество пайки и повысить производительность при пайке изделий, имеющих глубокие сквозные каналы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПАЙКИ ИЗДЕЛИЯ, ПРЕИМУЩЕСТВЕННО ТЕПЛООБМЕННИКА | 2007 |
|
RU2362657C1 |
| Способ изготовления смесительной головки камеры сгорания жидкостного ракетного двигателя (ЖРД) | 2019 |
|
RU2731688C1 |
| УСТРОЙСТВО ТЕХНИЧЕСКОГО КОНТРОЛЯ В ВИДИМОМ И ИНФРАКРАСНЫХ ДИАПАЗОНАХ СПЕКТРА | 2005 |
|
RU2299522C1 |
| УНИФИЦИРОВАННЫЙ ТЕПЛОВИЗИОННЫЙ ПРИБОР | 2009 |
|
RU2420770C1 |
| СПОСОБ ИЗМЕРЕНИЯ ТЕПЛОВЫХ ПОЛЕЙ ЭЛЕКТРОРАДИОИЗДЕЛИЙ | 2013 |
|
RU2564053C2 |
| СПОСОБ НАВЕДЕНИЯ ЛУЧА ЭЛЕКТРОННО-ЛУЧЕВОЙ ПУШКИ НА СОСТЫКОВАННЫЕ ПОВЕРХНОСТИ СВАРИВАЕМЫХ ЗАГОТОВОК | 2008 |
|
RU2393069C1 |
| СПОСОБ ВЫРАВНИВАНИЯ НЕРАВНОМЕРНОЙ ЧУВСТВИТЕЛЬНОСТИ ФОТОПРИЕМНИКОВ СКАНИРУЮЩИХ ЛИНЕЕК ТЕПЛОВИЗОРОВ | 1993 |
|
RU2113065C1 |
| СПОСОБ ИССЛЕДОВАНИЯ ВНУТРЕННИХ ОРГАНОВ И ТКАНЕЙ ЧЕЛОВЕКА | 2003 |
|
RU2256397C1 |
| СПОСОБ ПРОВЕДЕНИЯ ЛАЗЕРНОЙ ХИРУРГИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2251990C1 |
| СПОСОБ НАНЕСЕНИЯ ВАКУУМНЫХ ПОКРЫТИЙ В ОТВЕРСТИЯХ | 2001 |
|
RU2211258C2 |
Группа изобретений относится к высокотемпературной пайке пластинчато-ребристых и трубчатых теплообменников в вакууме и может быть использована в авиадвигателестроении и других отраслях машиностроения. В способе пайки теплообменника сканирующим электронным лучом паяемые изделия размещают в вакууме, нагревают, выдерживают и охлаждают. При этом определяют степень неравномерности их разогрева и обеспечивают выравнивание температуры на паяемой поверхности изделия до заданной температуры пайки путем изменения параметров пайки. Устройство для осуществления способа содержит вакуумную камеру с иллюминатором, электронно-лучевую пушку с двухкоординатной отклоняющей системой и блоком питания, генератор развертки электронного луча, соединенный с двухкоординатной отклоняющей системой пушки. Блок управления связан с блоком питания электронно-лучевой пушки и соединен с генератором развертки электронного луча. Кроме того, устройство содержит приемник теплового излучения и информационно-вычислительную систему, соединенную с приемником теплового излучения и выполненную с возможностью визуализации температурного поля паяемой поверхности изделия. Использование группы изобретений позволяет обеспечивать стабильность, качество пайки и повысить производительность при пайке изделий, имеющих глубокие сквозные каналы. 2 н. и 7 з.п. ф-лы, 1 ил.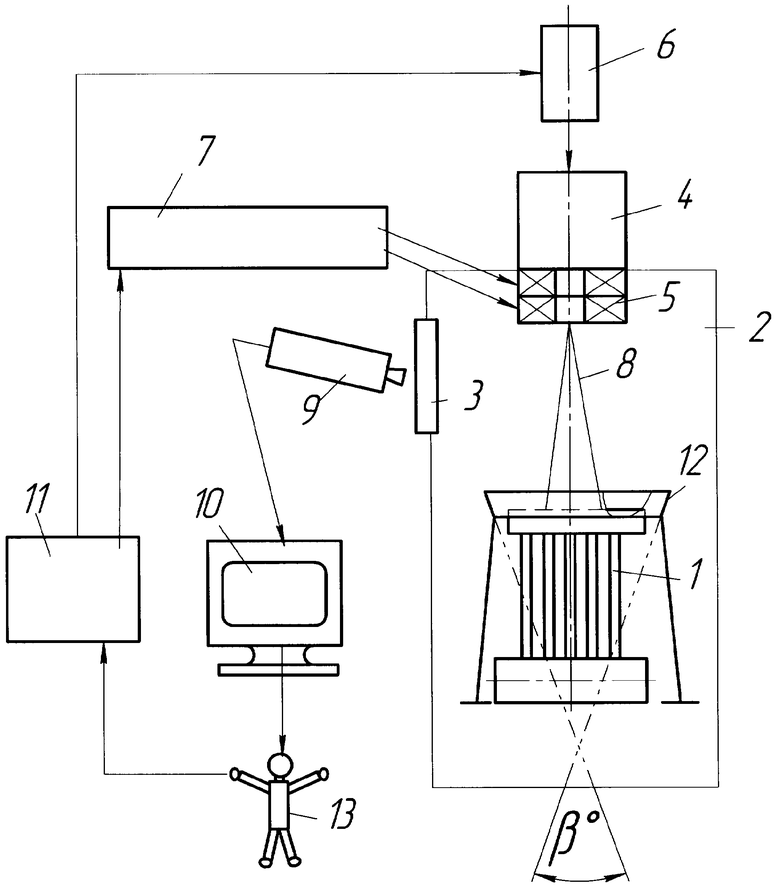
1. Способ пайки теплообменника сканирующим электронным лучом, включающий размещение изделия в вакууме, нагрев сканирующим электронным лучом, выдержку и охлаждение паяемой поверхности изделия, отличающийся тем, что одновременно с нагревом осуществляют тепловизионную съемку и визуализацию температурного поля паяемой поверхности изделия с отображением его на мониторе, определяют степень неравномерности разогрева паяемой поверхности и величину отклонений температуры на выявленных участках и осуществляют выравнивание температуры на паяемой поверхности изделия до заданной температуры пайки путем изменения мощности электронного луча или скорости сканирования.
2. Способ по п.1, отличающийся тем, что тепловизионную съемку паяемой поверхности изделия осуществляют тепловизором.
3. Способ по п.1, отличающийся тем, что осуществляют цветовую визуализацию температурного поля паяемой поверхности изделия.
4. Способ по п.1, отличающийся тем, что определяют координаты участков паяемой поверхности, температура которых отличается от температуры пайки.
5. Устройство для пайки теплообменника сканирующим электронным лучом, содержащее вакуумную камеру с иллюминатором и электронно-лучевую пушку с блоком питания, имеющую двухкоординатную отклоняющую систему, связанную с генератором развертки электронного луча, отличающееся тем, что оно снабжено блоком управления, связанным с блоком питания электронно-лучевой пушки, и генератором развертки электронного луча, приемником теплового излучения, выполненным с возможностью регистрации теплового излучения от паяемой поверхности изделия, и информационно-вычислительной системой, соединенной с приемником теплового излучения и выполненной с возможностью визуализации температурного поля паяемой поверхности изделия.
6. Устройство для пайки по п.5, отличающееся тем, что в качестве приемника теплового излучения используют тепловизор.
7. Устройство для пайки по п.5, отличающееся тем, что информационно-вычислительная система содержит монитор компьютера с цветным дисплеем для визуализации температурного поля паяемой поверхности изделия.
8. Устройство для пайки по п.5, отличающееся тем, что оно дополнительно содержит отражатель тепловой энергии, установленный в вакуумной камере для уменьшения потерь тепла при нагреве сканирующим электронным лучом паяемой поверхности изделия.
9. Устройство для пайки по п.8, отличающееся тем, что отражатель выполнен в виде конической обечайки с углом при вершине конуса 40-60°.
| ЧУЛКОВ Е.И | |||
| и др | |||
| Пайка теплообменных устройств сканирующим электродным лучом | |||
| Сварочное производство, 2003, №2, с.46-48 | |||
| Способ пайки деталей | 1980 |
|
SU956188A1 |
| УСТРОЙСТВО для КОНТРОЛЯ ТЕМПЕРАТУРЫ В ПРОЦЕССЕ | 0 |
|
SU362673A1 |
| Способ контроля паяного соединения | 1980 |
|
SU967701A1 |

