Изобретение относится к электронно-лучевой сварке и может быть использовано при изготовлении любых ответственных деталей газотурбинных двигателей, где необходимо точное выдерживание геометрических размеров деталей после сварки.
Известно устройство наведения электронного луча на стык свариваемых заготовок при электронно-лучевой сварке (RU пат. №2056244 кл. В23К 15/00, 1996). Устройство содержит телевизионную камеру, контролирующую зону сварки, блок обработки видиосигнала, выход которого связан с отклоняющей системой электронно-лучевой сварочной установки. Данное устройство является оптической системой слежения за стыком заготовок в процессе сварки и не позволяет произвести наведение электронного луча на стыкуемую плоскость заготовок изделия.
Наиболее близким предлагаемому решению является способ наведения электронного луча электронно-лучевой пушки на состыкованные поверхности свариваемых заготовок путем размещения оси электронного луча по контактным точкам сопрягаемых поверхностей заготовок (RU пат. №1352787 кл. В23К 15/00, 1986). Наведение электронного луча на состыкованные поверхности свариваемых заготовок осуществляют по двум точкам, одна из которых находится на стыке реперной ступеньки, а вторая - на стыке поверхностей свариваемых заготовок.
Недостатком известного способа является сложность наведения электронного луча на состыкованные плоскости свариваемых заготовок, поскольку настройку свариваемого изделия, помещенного в вакуумную камеру, приходится осуществлять визуально через иллюминатор.
Предложенное техническое решение отличается от известного тем, что используют световой луч, вначале ось светового луча совмещают с оптической и геометрической осями электронно-лучевой пушки, затем световой луч вводят в стык свариваемых заготовок, а в последующем перед сваркой заготовок ось электронного луча совмещают с осью светового луча.
Предложенное техническое решение отличается от известного и тем, что совмещение оси светового луча с оптической и геометрической осями электронно-лучевой пушки осуществляют в открытой атмосфере, а также тем, что в качестве светового луча используют лазер, ввод светового луча в стык свариваемых заготовок осуществляют по визирным элементам, выполненным на свариваемых деталях. В качестве визирного элемента выполняют сквозные реперные отверстия в стыке заготовок, вводят световой луч в каждое из этих отверстий, а его прохождение через отверстия выявляют посредством технологической пластины, размещаемой на выходе стыка заготовок.
Задачей данного изобретения является повышение качества электронно-лучевой сварки путем обеспечения точности наведения луча на свариваемый объект.
Задача осуществляется достижением технического результата, заключающегося в способе наведения электронного луча электронно-лучевой пушки на состыкованные поверхности свариваемых заготовок путем размещения оси электронного луча по контактным точкам сопрягаемых поверхностей заготовок, используют световой луч, вначале ось светового луча совмещают с оптической и геометрической осями электронно-лучевой пушки, затем световой луч вводят в стык свариваемых заготовок, а в последующем перед сваркой заготовок ось электронного луча совмещают с осью светового луча. Технический результат достигается и тем, что совмещение оси светового луча с оптической и геометрической осями электронно-лучевой пушки осуществляют в открытой атмосфере, а в качестве светового луча используют лазер. При этом ввод светового луча в стык свариваемых заготовок осуществляют по визирным элементам, выполненным на свариваемых деталях, а в качестве визирного элемента выполняют сквозные реперные отверстия в стыке заготовок, вводят световой луч в каждое из этих отверстий, а его прохождение через реперные отверстия выявляют посредством технологической пластины, размещаемой на выходе стыка заготовок.
Изобретение поясняется чертежами, где изображены:
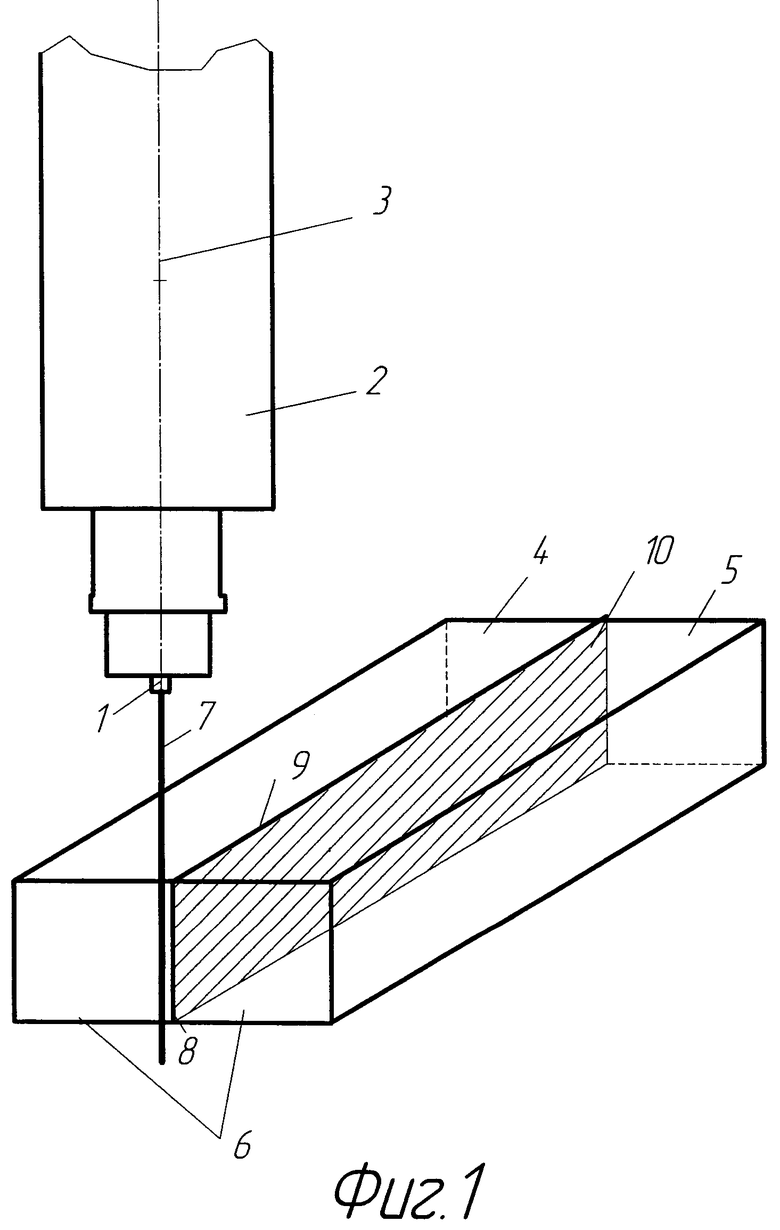
на фиг.1 - схема наведения луча электронно-лучевой пушки на состыковочные поверхности свариваемых заготовок;
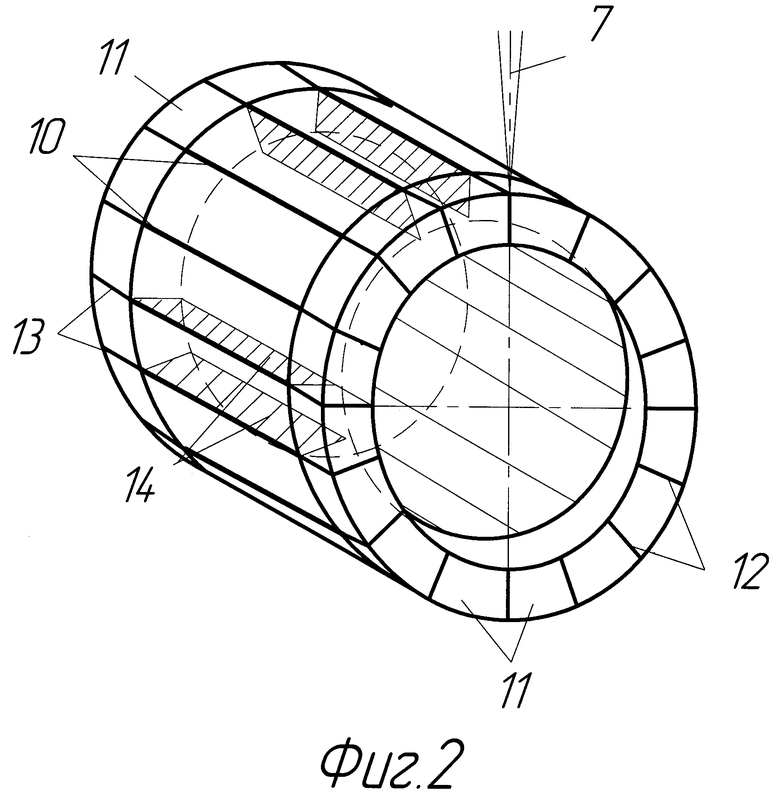
на фиг.2 - схема наведения луча электронно-лучевой пушки на состыкованные поверхности свариваемых заготовок, торцы которых закрыты деталями сварочного устройства;
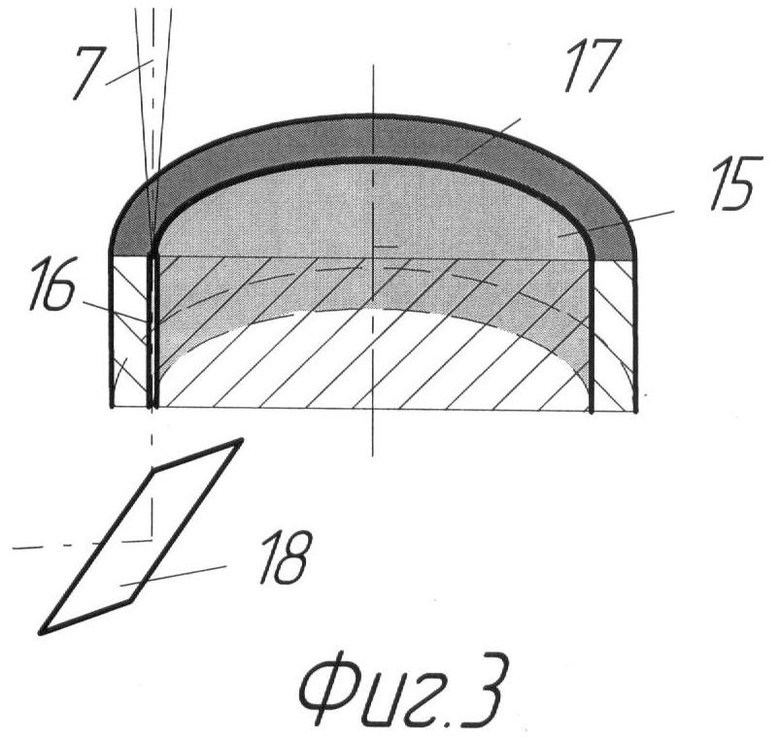
на фиг.3 - схема наведения луча на замкнутые состыкованные поверхности свариваемых деталей.
Способ осуществляется следующим образом. Лазерную головку 1 устанавливают на электронно-лучевой пушке 2, совмещая ось ее луча с геометрической и оптической осью 3 последней. Состыкованные заготовки 4, 5 размещают на столе или в манипуляторе электронно-лучевой установки вне вакуумной камеры (не показано). Ориентируют электронно-лучевую пушку 2 под сварку относительно состыкованных поверхностей заготовок. Подают питание на лазерную головку 1.
При сварке заготовок с торцевыми поверхностями 6 наводят лазерный луч 7 на грани 8 и 9 состыкованных поверхностей 10 заготовок 4, 5. При совпадении с гранями 8 и 9 лазерного луча 7 последний будет находиться в плоскости стыка изделия.
При сварке заготовок с торцевыми поверхностями деталей 11 сварочного устройства (канавки, выступы) лазерный луч 7 наводят на визирные элементы 12 и 13, выполненные на деталях 11. Визирные элементы 12 и 13 находятся в стыковочных поверхностях 14 заготовок. Координаты стыковочных поверхностей 14 заготовок фиксируют.
При сварке заготовок с замкнутыми состыкованными поверхностями 15 заготовок (круговые, овальные и тому подобные) в их состыкованных поверхностях 15 выполняют реперное отверстие 16 диаметром от 1,5 до 3 мм, в зависимости от толщины свариваемых заготовок. Проводят луч 7 лазера по внешней линии стыка 17 заготовок и направляют его в реперное отверстие 16 на технологическую пластину 18. Выявление на зеркальной технологической пластине, установленной под изделием, следа светового луча, прошедшего через реперное отверстие 16, свидетельствует о том, что он находится в состыкованных поверхностях 15 заготовок. Это означает, что электронно-лучевая пушка готова к сварке.
После проведения операции наведения лазерного луча в плоскость стыкуемых заготовок отключают питание лазера, удаляют лазерную головку из электронно-лучевой пушки и, не меняя взаимного положения изделия относительно пушки, закрывают камеру, создают в ней рабочий вакуум. Предварительно на токе наведения проверяют совпадение электронного луча с внешней линией стыка заготовок и производят сварку изделия.
При сварке изделий, состоящих из пар состыкованных поверхностей заготовок, переход электронно-лучевой пушки с одной состыкованной пары поверхностей заготовок на следующую пару осуществляют по ранее зафиксированным координатам.
Предложенный способ позволяет повысить качество электронно-лучевой сварки путем обеспечения точности наведения луча на свариваемый объект.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ наведения электронного луча на стык свариваемых деталей | 1985 |
|
SU1303326A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛИНГА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКОЙ | 2008 |
|
RU2395376C1 |
| СПОСОБ НАВЕДЕНИЯ ЭЛЕКТРОННОГО ЛУЧА НА СТЫК СВАРИВАЕМЫХ ДЕТАЛЕЙ | 1986 |
|
SU1352787A1 |
| СПОСОБ СОВМЕЩЕНИЯ ЭЛЕКТРОННОГО ЛУЧА СО СТЫКОМ КРУГОВОГО СОЕДИНЕНИЯ (ВАРИАНТЫ) | 2013 |
|
RU2552824C2 |
| Способ наведения электронного луча на стык свариваемых деталей | 1987 |
|
SU1481006A1 |
| Устройство для электронно-лучевой сварки | 1987 |
|
SU1516280A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ПЛИТЫ С ОРЕБРЁННОЙ ПОВЕРХНОСТЬЮ | 2016 |
|
RU2627553C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2047445C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1991 |
|
RU2027567C1 |
| Способ слежения за стыком при электронно-лучевой сварке | 1989 |
|
SU1680468A1 |
Изобретение относится к способу наведения луча электронно-лучевой пушки на состыкованные поверхности свариваемых заготовок и может быть использовано при изготовлении любых ответственных деталей газотурбинных двигателей, где необходимо точное выдерживание геометрических размеров деталей после сварки. Способ осуществляют следующим образом. В открытой атмосфере перед сваркой на электронно-лучевой пушке размещают лазерную головку. Вводят световой луч лазерной головки в стык свариваемых заготовок. Совмещают ось электронного луча с осью светового луча и удаляют лазерную головку из электронно-лучевой пушки. При сварке закрытых поверхностей заготовок предварительно на свариваемых заготовках выполняют визирные элементы, и ввод светового луча в стык осуществляют по визирным элементам. При сварке замкнутых поверхностей заготовок визирные элементы выполняют в виде сквозных реперных отверстий в состыкованных поверхностях заготовок, вводят световой луч в каждое из отверстий и выявляют прохождение светового луча через отверстия посредством технологической пластины, которую предварительно размещают на выходе стыка заготовок. 2 з.п. ф-лы, 3 ил.
1. Способ наведения электронного луча электронно-лучевой пушки на состыкованные поверхности свариваемых заготовок, заключающийся в том, что в открытой атмосфере перед сваркой на электронно-лучевой пушке размещают лазерную головку, вводят световой луч лазерной головки в стык свариваемых заготовок, совмещают ось электронного луча с осью светового луча и удаляют лазерную головку из электронно-лучевой пушки.
2. Способ по п.1, в котором на свариваемых заготовках выполняют визирные элементы и ввод светового луча в стык свариваемых заготовок осуществляют по визирным элементам.
3. Способ по п.2, в котором визирные элементы выполняют в виде сквозных реперных отверстий в состыкованных поверхностях заготовок, вводят световой луч в каждое из отверстий и выявляют прохождение светового луча через отверстия посредством технологической пластины, которую предварительно размещают на выходе стыка заготовок.
| СПОСОБ НАВЕДЕНИЯ ЭЛЕКТРОННОГО ЛУЧА НА СТЫК СВАРИВАЕМЫХ ДЕТАЛЕЙ | 1986 |
|
SU1352787A1 |
| Способ лазерной обработки | 1982 |
|
SU1137668A1 |
| Способ лазерной обработки материалов | 1982 |
|
SU1092858A1 |
| СПОСОБ СОВМЕЩЕНИЯ ЭЛЕКТРОННОГО ЛУЧА С ПЛОСКОСТЬЮ СТЫКА | 1988 |
|
SU1624832A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| ЧВЕРТКО А.И | |||
| и др | |||
| Оборудование для электронно-лучевой сварки | |||
| - Киев: Наукова Думка, 1973, с.165. | |||

