Изобретение относится к пайке изделий, в частности к способам высокотемпературной пайки пластинчато-ребристых и трубчатых теплообменников в вакууме, и может быть использовано в авиадвигателестроении и других отраслях машиностроения.
Известен способ пайки теплообменников (патент JP 3434999, за 1996 г., В23K 35/28), при котором в отверстия трубной доски вставляют трубки и наносят паяльную пасту вокруг трубок на участки поверхности трубной доски. Недостатком известного способа является значительная диффузия кремния из материала припоя в материал основы, особенно трубок. Диффузия кремния в дальнейшем может привести к частичному расплавлению материала трубок и, как результат, к их прожогам и снижению прочностных характеристик.
Известен способ пайки изделия, включающий поэтапный нагрев соединяемых деталей до температуры плавления припоя с выдержкой после каждого этапа нагрева и последующее охлаждение деталей (RU пат. №2090321 от 97 г. Кл. В23K 1/00). Изделие из разнотолщинных колец для выравнивания их температуры нагревают до 400-450°С и выдерживают. Однако поэтапность нагрева паяемых деталей в известном способе способствует лишь выравниванию их температуры, но не учитывает своими этапами изменения состояния участвующих в пайке компонентов припоя, что затрудняет проникновение их в соединения сопрягаемых деталей, а также может привести к деформации стенок внутренней детали, тем самым снижая качество пайки.
Отличительной особенностью предложения является то, что нагрев соединяемых деталей на каждом этапе осуществляют в вакууме сканирующим электронным лучом до температуры изменения фазового состояния припоя.
Отличительной особенностью предложения является и то, что дополнительно на каждом этапе нагрева осуществляют контроль и корректировку температурного поля поверхностей соединяемых деталей, при этом осуществляют тепловизионную съемку и визуализацию температурного поля поверхностей соединяемых деталей.
Техническим результатом заявленного способа пайки изделия является повышение качества пайки, в особенности имеющего глубокие сквозные каналы, за счет приемов, учитывающих и использующих при пайке изменения состояния участвующих в ней компонентов припоя.
Технический результат осуществляется тем, что в способе пайки изделия, преимущественно теплообменника, включающем поэтапный нагрев соединяемых деталей до температуры плавления припоя с выдержкой после каждого этапа нагрева и последующее охлаждение деталей, нагрев соединяемых деталей на каждом этапе осуществляют в вакууме сканирующим электронным лучом до температуры изменения фазового состояния припоя.
Технический результат достигается еще и тем, что на каждом этапе нагрева осуществляют контроль, корректировку, а также тепловизионную съемку и визуализацию температурного поля соединяемых деталей.
Предложенное техническое решение поясняется чертежом - схемой термического цикла ступенчатого нагрева теплообменника при пайке сканирующим электронным лучом, где поз.I-IV обозначены этапы его ступенчатого нагрева, t°С - температура паяемой поверхности на доске теплообменника, τ мин - время пайки.
Перед пайкой изделие (соты теплообменника) обезжиривают в бензине (нефрас). Изделие устанавливают в приспособлении в вертикальном положении с фиксацией трубок относительно трубных досок. При осуществлении способа может быть использован любой припой, например порошковый, который наносят на наружную поверхность трубной доски равномерным слоем и при необходимости закрепляют полимерным связующим. Для проведения процесса пайки подготовленное таким образом изделие помещают в вакуумную камеру электронно-лучевой установки.
Пайку производят сканирующим электронным лучом с разверткой по заданной программе поэтапно. На первом этапе (см. чертеж) производят нагрев порошкового припоя лучом малой мощности до температуры разложения связующего без его вскипания и осуществляют выдержку при данной температуре. При этом из припоя удаляется связующее. Поскольку процесс протекает без кипения, то локального выброса припоя на паяемой поверхности изделия не происходит. При этом температура припоя и поверхности паяемого изделия выравнивается. На втором этапе нагрева мощность луча увеличивают, осуществляя на паяемых участках достаточную для свободного спекания припоя температуру. Затем для получения равномерного спеченного слоя припоя на зеркале паяемых изделий эту температуру выдерживают. На третьем этапе нагрева снова увеличивают мощность электронного луча и доводят температуру припоя до температуры солидуса. Снова выдерживают температуру. При этом происходит очистка припоя и его обезгаживание, а также выравнивание температуры паяемых деталей и припоя. Следующий этап характеризуется дальнейшим наращиванием мощности луча и доведением температуры на участках пайки до температуры ликвидуса. Затем мощность луча несколько уменьшают до величины, достаточной для поддержания температуры пайки, т.е. осуществляют выдержку. Количество этапов пайки в каждом конкретном случае его применения зависимо от состава используемых при этом компонентов, его химических и физических свойств. Использование электронного луча в поэтапном нагреве паяемых поверхностей позволяет первоочередно направить его тепловую энергию на прогрев припоя в глубинах паяемых швов, которую можно оперативно регулировать. Равномерное распределение мощности электронного луча по площади трубной доски паяемого теплообменника осуществляют путем сканирования его по растру, обеспечивающему равномерный нагрев всей площади трубной доски с помощью генератора. Равномерность температурного поля поверхности паяемых изделий дистанционно контролируют термовизором. Оператор через пульт управления задает параметры технологического процесса. Устройство распределения мощности электронного луча по площади вырабатывает сигналы, которые усиливаются в преобразователях "напряжение-ток". Электрические токи, протекающие по катушкам отклоняющей системы ЭЛП, отклоняют электронный луч на заданную программируемую величину по двум координатам.
Данный способ был осуществлен при пайке трубчатого теплообменника сканирующим электронным лучом в вакууме припоем ВПр2 системы Сu-Ni-Мn. Материалом трубок и трубных досок выбиралась сталь 12Х18Н10Т. На поверхность трубной доски и собранные трубки наносили порошкообразный припой. Его распределяли равномерно по поверхности, фиксировали с помощью связующего материала, в качестве которого использовали раствор акриловой смолы в растворителе Р5. Теплообменник размещали в камере установки ЭЛУ-20, оснащенной термовизором «Тандем VS60» и устройством распределения мощности электронного луча по площади. Тепловизор использовали для измерения и фиксации температуры паяемой поверхности объекта по тепловому излучению. Включали энергоблок, устройство распределения мощности и тепловизор. Поднимали температуру на поверхности трубной доски до первого фазового перехода - разложения полимерного связующего припоя без вскипания (400-450°С).
При использовании иного связующего температура корректируется. Выдерживали температуру в течение 1-1,2 мин. Затем увеличивали ток луча, доводя температуру паяемой поверхности до изменения состояния припоя (свободное спекание порошка). Выдерживали данную температуру в течение 1-1,5 мин до получения равномерного спеченного слоя припоя. Следует указать, что продолжительность выдержки варируется в зависимости от марки припоя и его количества. Далее увеличивали мощность луча, доводя температуру на паяемой поверхности изделия до фазового перехода компонентов припоя - температуры солидуса (880-920°С). Опять выдерживали данную температуру припоя в течение 1,5-2 мин, очищая его состав от примесей и окислов и производя обезгаживание. Следует отметить, что при большей продолжительности выдержки может произойти диффузия меди в материал трубок. Это может привести в конечном итоге к прожогам последних. Снова повышали температуру припоя до очередного фазового перехода его компонентов - до температуры ликвидуса (1060-1070°С). Выдерживали данную температуру в течение 1,5-2 мин, обеспечивая полное расплавление припоя и заполнение припоем сквозных зазоров между отверстиями в трубной доске и трубками. При большей продолжительности выдержки может произойти вытекание припоя. После этого выключали энергоблок и охлаждали изделие в вакуумной камере.
Способ позволил обеспечить стабильность качества пайки порошковыми припоями изделий, имеющих глубокие сквозные каналы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПАЙКИ ТЕПЛООБМЕННИКА СКАНИРУЮЩИМ ЭЛЕКТРОННЫМ ЛУЧОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2355526C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТОЧНОГО УПЛОТНЕНИЯ РОТОРОВ | 2012 |
|
RU2497645C1 |
| СПОСОБ РЕМОНТА ПОВЕРХНОСТНЫХ ДЕФЕКТОВ ПЕРА ЛОПАТОК ТУРБИНЫ ГТД | 2010 |
|
RU2419526C1 |
| ТВЕРДЫЙ ПРИПОЙ | 2007 |
|
RU2469829C2 |
| ТВЕРДЫЙ ПРИПОЙ, СПОСОБ ПАЙКИ ТВЕРДЫМ ПРИПОЕМ, ПАЯНОЕ ИЗДЕЛИЕ И ПАСТА, СОДЕРЖАЩАЯ ЭТОТ ТВЕРДЫЙ ПРИПОЙ | 2007 |
|
RU2458770C2 |
| СПЛАВ НА ОСНОВЕ НИКЕЛЯ С ВЫСОКИМ ИНТЕРВАЛОМ ПЛАВЛЕНИЯ, ПРИГОДНЫЙ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ СУПЕРАУСТЕНИТНОЙ СТАЛИ | 2016 |
|
RU2716966C2 |
| Способ бесфлюсовой пайки | 1974 |
|
SU531678A1 |
| Способ пайки | 1974 |
|
SU515605A1 |
| Способ пайки погружением | 1976 |
|
SU575183A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО КАТОДА | 2011 |
|
RU2486995C2 |
Изобретение может быть использовано для пайки пластинчато-ребристых и трубчатых теплообменников в вакууме, например, в авиадвигателестроении и других отраслях машиностроения. Осуществляют поэтапный нагрев соединяемых деталей в вакууме сканирующим электронным лучом до температуры плавления припоя и последующее охлаждение. На каждом этапе нагрев осуществляют до температуры изменения фазового состояния компонентов порошкообразного припоя с выдержкой после каждого этапа нагрева. На первом этапе проводят нагрев до температуры разложения связующего припоя. На втором этапе припой нагревают до температуры спекания порошка, на третьем этапе - до температуры солидуса, а на четвертом - до температуры ликвидуса припоя. Равномерность температурного поля поверхности паяемых деталей контролируют дистанционно тепловизором и при необходимости корректируют ее. Способ позволяет обеспечить качество пайки порошковыми припоями изделий, имеющих глубокие сквозные каналы. 2 з.п. ф-лы, 1 ил.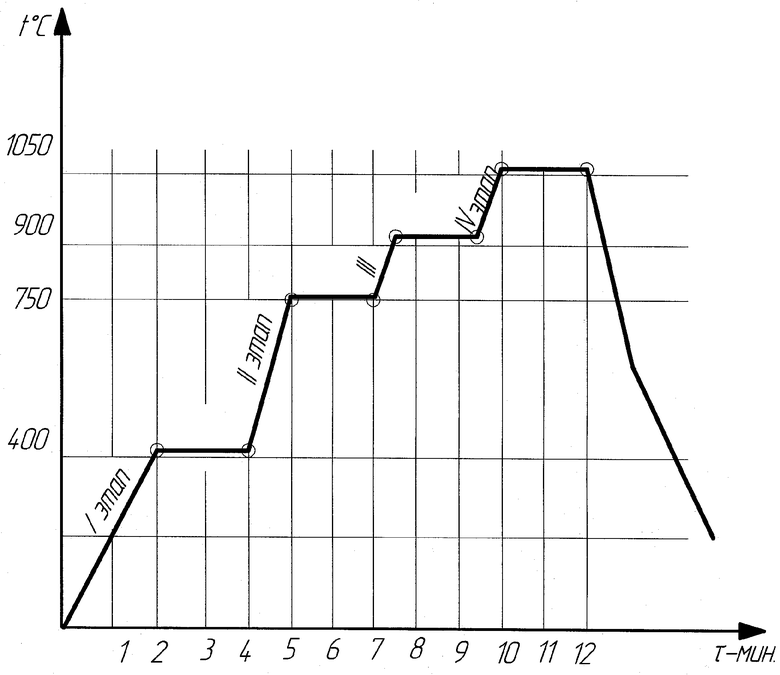
1. Способ пайки теплообменника, включающий поэтапный нагрев соединяемых деталей в вакууме сканирующим электронным лучом до температуры плавления припоя и последующее охлаждение, отличающийся тем, что нагрев на каждом этапе осуществляют до температуры изменения фазового состояния компонентов порошкообразного припоя с выдержкой после каждого этапа нагрева, при этом на первом этапе проводят нагрев до температуры разложения связующего припоя, на втором этапе припой нагревают до температуры спекания порошка, на третьем этапе - до температуры солидуса, а на четвертом - до температуры ликвидуса припоя.
2. Способ по п.1, отличающийся тем, что на каждом этапе нагрева осуществляют контроль и корректировку температурного поля поверхностей соединяемых деталей изделия.
3. Способ по п.2, отличающийся тем, что контроль температурного поля осуществляют с помощью тепловизионной съемки и визуализации температурного поля поверхностей соединяемых деталей изделия.
| КРЮКОВ М.А | |||
| и др | |||
| Разработка и внедрение технологического процесса изготовления трубчатого теплообменника | |||
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
| - М., 12.04.2001, с.57-59 | |||
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1995 |
|
RU2090321C1 |
| Способ пайки керамики с металлом | 1977 |
|
SU795784A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННИКА | 1990 |
|
RU2043885C1 |
| СПОСОБ БЕЗФЛЮСОВОЙ ПАЙКИ АЛЮМИНИЕВЫХ ИЗДЕЛИЙ | 1997 |
|
RU2124971C1 |
| JP 10175062 A, 30.08.1998. | |||

