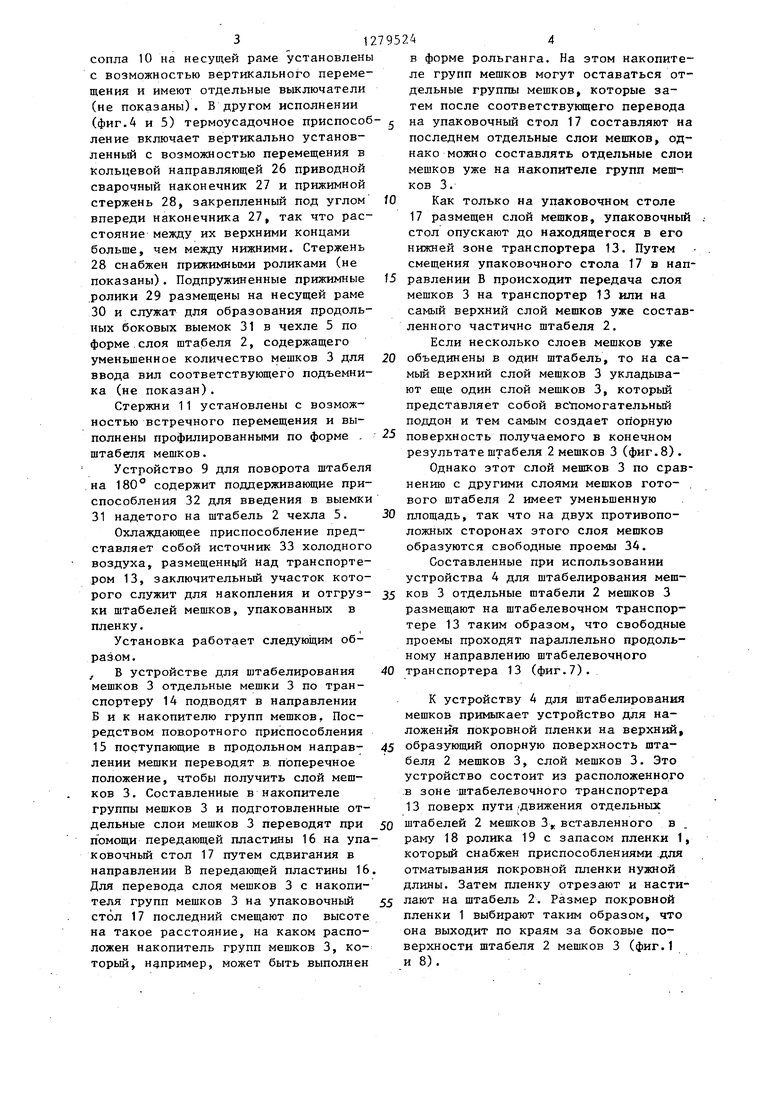
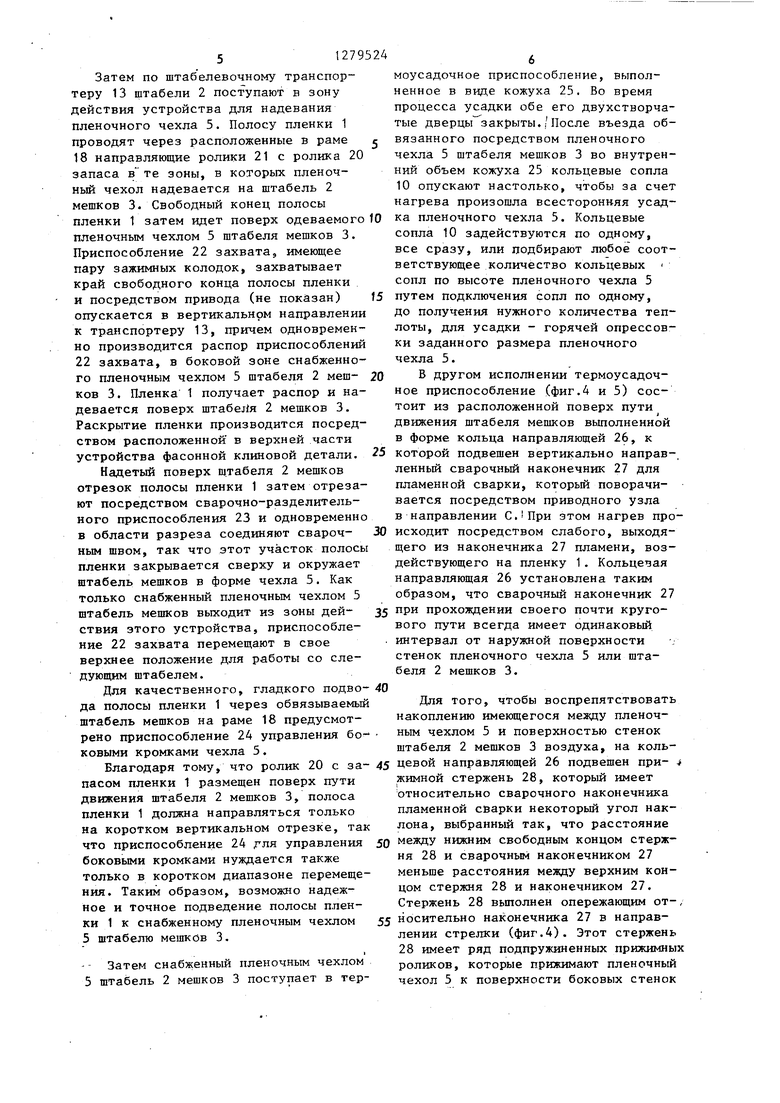
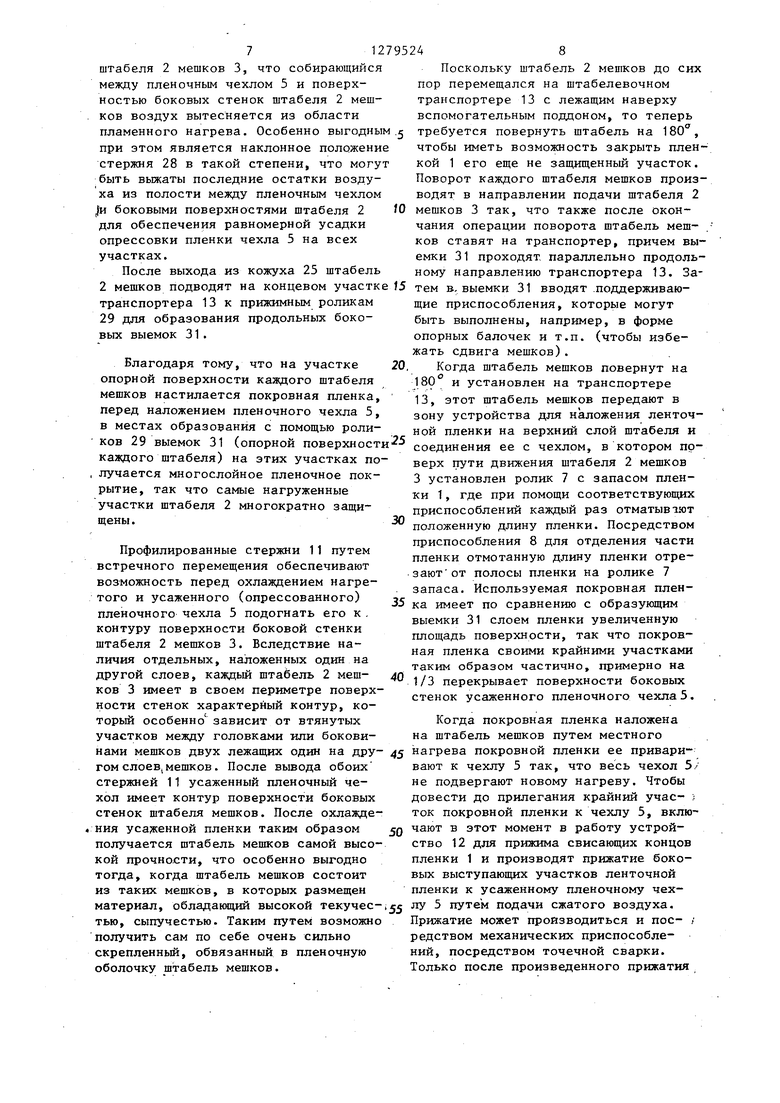
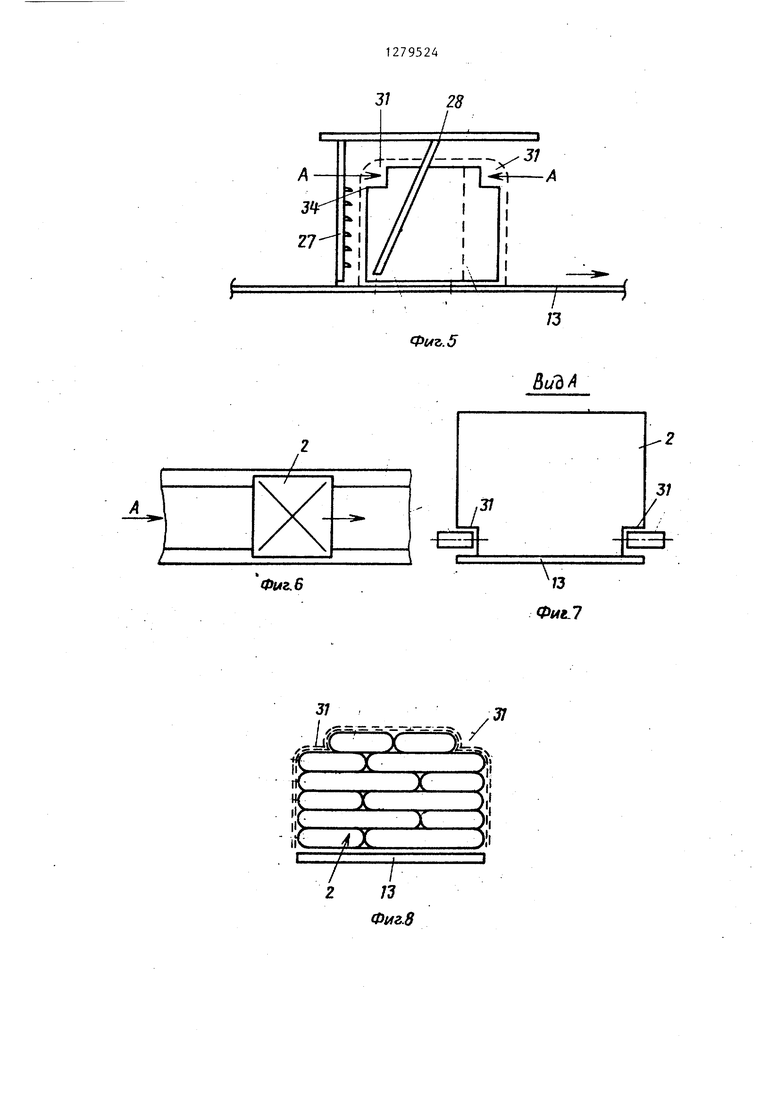
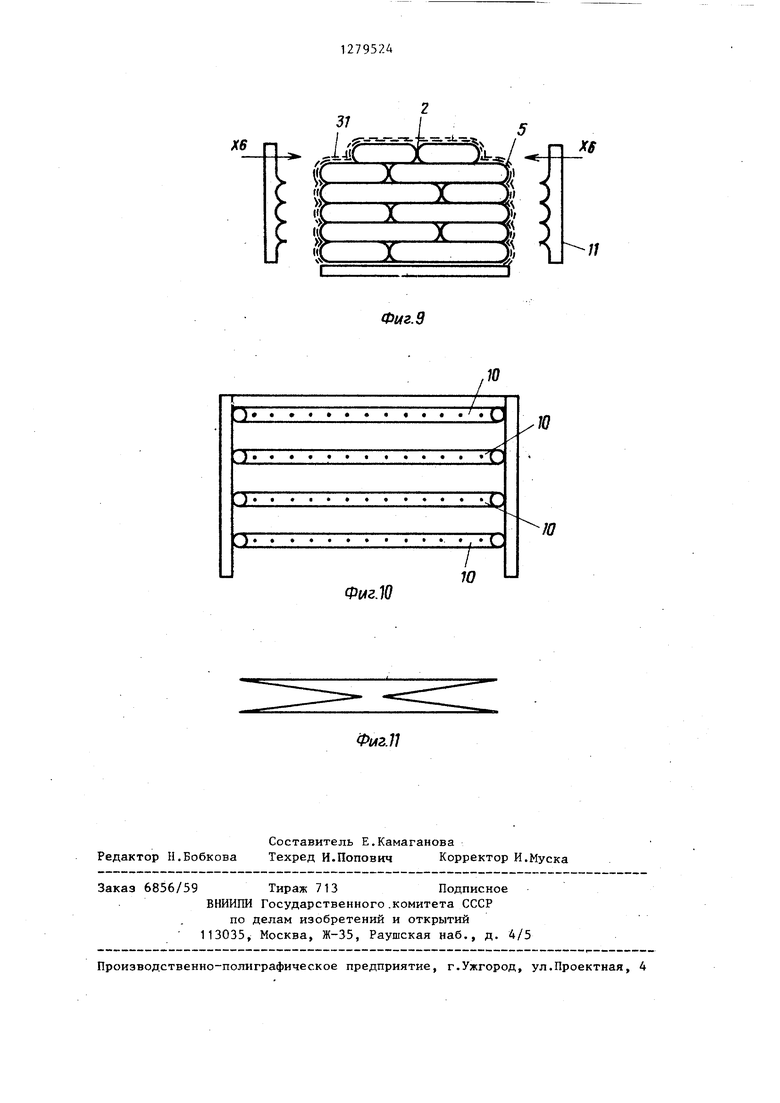
1 . 12795 Изобретение относится к области упаковки штабелей штучных грузов и может быть использовано при работе с подъемно-транспортным оборудованием, например, с вилoчньnv штабелером. 5 Цель изобретения - улучшение качества упаковки. На фиг.1 изображена установка для упаковки в пленку бесподдонного штабеля мешков, вид сбоку; на фиг.2 - О то же, вид сверху; на фиг.З - устройство для штабелирования мешков, вид сверху; на фиг.А - устройство для надевания пленочного мешка на штабель. вид сверху; на фиг.З - термоусадочное 5 приспособление, вид сбоку; на фиг.6 штабель мешков с продольными выемками и введенными в них роликами; на фиг.7 - вид А на фиг.6; на фиг.8 jDдeтый в пленочный чехол штабель меш котары, вид спереди; на фиг.9 - штабель мешков со стержнями для придани контуру пленочного чехла формы, соот ветствующей контуру штабеля; на фиг.10 - кольцевые сопла термоусадоч ного приспособления; на фиг.11 - поперечное сечение полосы пленки для изготовления пленочных чехлов. Установка для упаковки в пленку 1 бесподдонного штабеля 2 мешков 3 содержит устройство 4 для штабелирования мешков, устройство для надевания пленочного чехла 5 на штабель 2, уст ройство для подачи и наложения ленточной пленки 1 на верхний слой штабеля 2 и соединения ее с чехлом 5, содержащее сварочно-разделительное приспособление 6, ролик 7 запаса и приспособление 8 для отделения части пленки 1, устройство 9 поворота штабеля 2 на 180 , термоусадочное приспособление, выполненное в виде рас« положенных одно над другим кольцевых сопл 10 и по меньшей мере двух проти воположно расположенных стержней 11 для придания контуру пленочного чехла 5 формы, соответствующей контуру штабеля 2. При этом стержни 11 установлены с возможностью регулирования их расположения по высоте. Устройств 12 для прижима свисающих концов ленточной пленки 1 к чехлу содержит установленные с возможностью перемещения ролики (не показаны) или сопла 10 подачи сжатого воздуха и охлаждаю щее приспособление. Установка содержит штабелевочный транспортер 13, выполненный, напри4мер, в виде рольганга и состоящий из отдельных участков. Штабелевочный транспортер 13 служит для перемещения отдельных бесподдонных штабелей 2 мешков 3, упаковываемых в :;ленку 1, в зону действия устройства и приспособлений установки для проведения отдельных операций упаковки. Участки штабелевочного транспортера 13 имеют самостоятельные приводы и обш;ее управляющее устройство (не показано). Устройство 4 для штабелирования мешков 3 содержит транспортер 14 для подачи мешков 3 с поворотным приспособлением 15 для измерения направлеНИН движения мешков 3 по транспортеру 14, накопитель с установленной с возможностью горизонтального перемещения передающей пластиной 16 и упаковочный сто.л 17, установленный с возможностью горизонтального и вертикального перемещений. В зоне равмещения штабелей 2 на транспортере 13 в верхней части рамы 18 размещен ролик 19 запаса пленки 1 с приспособлением (не показано) для отмеривания, отрезания и настилания пленки 1 на верхнюю и боковые части штабеля 2. За штабелевочным транспортером 13 расположено устройство для надевания пленочного чехла 5 на штабель 2, содержащее ролик 20 запаса пленки 1, направляющие ролики 21, имеющие пару зажимных колодок, приспособление 22 захвата пленки 1, фасонную клиновую деталь для раскрытия пленки 1, расположенную в верхней части этого устройства (не показана), сварочно-раэделительное приспособление 23, приспособление 24 для управления боковыми кромками пленки 1. Пленка 1, размещенная на ролике 20, имеет трубчатую форму и сложена таким образом, что в , центральной части поперечного разреза располагается в два слоя, а в брковых частях - в четыре, при этом два центральных боковых слоя образованы боковой поверхностью трубчатой пленки 1 . Приспособление 22 захвата пленки ус-, тановлено с возможностью вертикального перемещения и перемещения зажимных колодок вдоль боковых поверхностей чехла 5 (не показано), За штабелевочным транспортером 13 в кожухе 25 расположено термоусадочное приспособление с двухстворчатыми дверцами (не показано). Кольцевые сопла 10 на несущей раме установлен с возможностью вертикального переме щения и имеют отдельные выключатели (не показаны). В другом исполнении (фиг.4 и 5) термоусадочное приспосо ление включает вертикально установленный с возможностью перемещения в кольцевой направляющей 26 приводной сварочный наконечник 27 и прижимной стержень 28, закрепленный под углом впереди наконечника 27, так что расстояние между их верхними концами больше, чем между нижними. Стержень 28 снабжен прижимными роликами (не показаны). Подпружиненные прижимные ролики 29 размещены на несущей раме 30и служат для образования продольных боковых выемок 31 в чехле 5 по форме.слоя штабеля 2, содержащего уменьшенное количество мешков 3 для ввода вил соответствующего подъемника (не показан). Стержни 11 установлены с возможностью встречного перемещения и выполнены профилированными по форме . штабеля мешков. Устройство 9 для поворота штабеля на 180° содержит поддерживающие приспособления 32 для введения в выемки 31надетого на штабель 2 чехла 5. Охлаждающее приспособление представляет собой источник 33 холодного воздуха, размещенной над транспортером 13, заключительный участок которого служит для накопления и отгрузки штабелей мешков, упакованных в пленку. Установка работает следующим образом. В устройстве для штабелирования мешков 3 отдельные мешки 3 по транспортеру 14 подводят в направлении Б и к накопителю групп мешков. Посредством ПОВ.ОРОТНОГО приспособления 15 поступающие в продольном направлении мешки переводят в. поперечное положение, чтобы получить слой мешков 3. Составленные в накопителе группы мешков 3 и подготовленные отдельные слои мешков 3 переводят при помощи передающей пластины 16 на упа ковочный стол 17 путем сдвигания в направлении В передающей пластины 16 Для перевода слоя мешков 3 с накопителя групп мешков 3 на упаковочный стол 17 последний смещают по высоте на такое расстояние, на каком расположен накопитель групп мешков 3, которьй, например, может быть выполнен в форме рольганга. На этом накопителе групп мешков могут оставаться отдельные группы мешков, которые затем после соответствующего перевода на упаковочный стол 17 составляют на последнем отдельные слои мешков, однако можно составлять отдельные слои мешков уже на накопителе групп меш-; ков 3. Как только на уцаковочном столе 17 размещен слой мешков, упаковочньй стол опускают до находящегося в его нижней зоне транспортера 13. Путем смещения упаковочного стола 17 в направлении В происходит передача слоя мешков 3 на транспортер 13 или на самый верхний слой мешков уже составленного частично штабеля 2. Если несколько слоев мешков уже объединены в один штабель, то на самьш верхний слой мешков 3 укладывают еще один слой мешков 3, который представляет собой вспомогательный поддон и тем самым создает опорную поверхность получаемого в конечном результате штабеля 2 мешков 3 (фиг. 8). Однако этот слой мешков 3 по сравнению с другими слоями мешков готового штабеля 2 имеет уменьшенную площадь, так что на двух противоположных сторонах этого слоя мешков образуются свободные проемы 34. Составленные при использовании устройства 4 для штабелирования мещков 3 отдельные штабели 2 мещков 3 размещают на штабелевочном транспортере 13 таким образом, что свободные проемы проходят параллельно продольному направлению штабелевоччого транспортера 13 (фиг.7). К устройству 4 для штабелирования мешков примыкает устройство для наложения покровной пленки на верхний, образующий опорную поверхность штабеля 2 мешков 3, слой мешков 3. Это устройство состоит из расположенного в зоне штабелевочного транспортера 13 поверх пути/движения отдельных штабелей 2 мешков 3 вставленного в раму 18 ролика 19 с запасом пленки 1, который снабжен приспособлениями .для отматывания покровной пленки нужной длины. Затем пленку отрезают и настилают на штабель 2. Размер покровной пленки 1 выбирают таким образом, что она выходит по краям за боковые поерхности штабеля 2 мешков 3 (фиг.1 8).
51279
Затем по штабелевочному транспор теру 13 штабели 2 поступают в зону действия устройства для надевания пленочного чехла 5. Полосу пленки 1 проводят через расположенные в раме 18 направляющие ролики 21 с ролика 20 запаса в те зоны, в которых пленочный чехол надевается на штабель 2 мешков 3. Свободный конец полосы пленки 1 затем рвдет поверх одеваемого пленочным чехлом 5 штабеля мешков 3. Приспособление 22 захвата, имеющее пару зажимных колодок, захватывает край свободного конца полосы пленки и посредством привода (не показан) опускается в вертикальном направлении к транспортеру 13, причем одновременно производится распор приспособлений 22 захвата, в боковой зоне снабженного пленочным чехлом 5 штабеля 2 мешков 3. Пленка 1 получает распор и надевается поверх штабе;{я 2 мешков 3. Раскрытие пленки производится посредством расположенной в верхней части устройства фасонной клиновой детали,
Надетьй поверх штабеля 2 мешков отрезок полосы пленки 1 затем отрезают посредством сварочно-разделительного приспособления 23 и одновременно в области разреза соединяют сварочным швом, так что этот участок полосы пленки закрывается сверху и окружает штабель мешков в форме чехла 5. Как только снабженный пленочным чехлом 5 штабель мешков выходит из зоны действия этого устройства, приспособление 22 захвата перемещают в свое верхнее положение для работы со следующим штабелем.
Для качественного, гладкого подвода полосы пленки 1 через обвязываемый штабель мешков на раме 18 предусмотрено приспособление 24 управления боновыми кромками чехла 5.
Благодаря тому, что ролик 20 с запасом пленки 1 размещен поверх пути движения штабеля 2 мешков 3, полоса пленки 1 должна направляться только на коротком вертикальном отрезке, так что приспособление 24 ля управления боковыми кромками нуждается также только в коротком диапазоне перемещения. Таким образом, возможно надежное и точное подведение полосы пленки 1 к снабженному пленочным чехлом 5 штабелю мешков 3.
Затем снабженный пленочным чехлом 5 штабель 2 мешков 3 поступает в термоусадочное приспособление, выполненное в виде кожуха 25. Во время процесса усадки обе его двухстворчатые дверцы закрыты.I После въезда обвязанного посредством пленочного чехла. 5 штабеля мешков 3 во внутренний объем кожуха 25 кольцевые сопла 10 опускают настолько, чтобы за счет нагрева произошла всесторонняя усадка пленочного чехла 5. Кольцевые сопла 10 задействуются по одному, все сразу, или подбирают любое соответствующее количество кольцевых сопл по высоте пленочного чехла 5 путем подключения сопл по одному, до получения нужного количества теплоты, для усадки - горячей опрессовки заданного размера пленочного чехла 5.
В другом исполнении термоусадочное приспособление (фиг.4 и 5) состоит из расположенной поверх пути движения штабеля мешков вьшолненной в форме кольца направляющей 26, к которой подвешен вертикально направленный сварочный наконечник 27 для пламенной сварки, который поворачивается посредством приводного узла в направлении С.При этом нагрев происходит посредством слабого, выходящего из наконечника 27 пламени, воздействующего на пленку 1. Кольцевая направляющая 26 установлена таким образом, что сварочный наконечник 27 при прохождении своего почти кругового пути всегда имеет одинаковый интервал от наружной поверхности стенок пленочного чехла 5 или штабеля 2 мешков 3.
Для того, чтобы воспрепятствовать накоплению имеющегося меязду пленочным чехлом 5 и поверхностью стенок штабеля 2 мешков 3 воздуха, на кольцевой направляющей 26 подвешен прижимной стержень 28, который имеет относительно сварочного наконечника пламенной сйарки некоторый угол наклона, выбранный так, что расстояние между нижним свободным концом стержня 28 и сварочным наконечником 27 меньше расстояния между верхним концом стержня 28 и наконечником 27. Стержень 28 выполнен опережающим относительно наконечника 27 в направлении стрелки (фиг.4). Этот стержень 28 имеет ряд подпружиненных прижимны роликов, которые прижимают пленочный чехол 5 к поверхности боковых стенок 7127 штабеля 2 мешков 3, что собирающийся между пленочным чехлом 5 и поверхностью боковых стенок штабеля 2 мешков воздух вытесняется из области пламенного нагрева. Особенно выгодным при этом является наклонное положение стержня 28 в такой степени, что могут быть выжаты последние остатки воздуха из полости между пленочным чехлом |и боковыми поверхностями штабеля 2 для обеспечения равномерной усадки опрессовки пленки чехла 5 на всех участках. После выхода из кожуха 25 штабель 2 мешков подводят на концевом участке J5 тем транспортера 13 к прижимным роликам 29 для образования продольных боковых выемок 31. Благодаря тому, что на участке опорной поверхности каждого штабеля мешков настилается покровная пленка перед наложением пленочного чехла 5 в местах образования с помощью роликов 29 выемок 31 (опорной поверхност каждого штабеля) на этих участках по лучается многослойное пленочное покрытие, так что самые нагруженные участки штабеля 2 многократно защиПрофилированные стержни 11 путем встречного перемещения обеспечивают возможность перед охлаждением нагретого и усаженного (опрессованного) пленочного чехла 5 подогнать его к . контуру поверхности боковой стенки штабеля 2 мешков 3. Вследствие наличия отдельных, наложенных один на другой слоев, каждый штабель 2 мешков 3 имеет в своем периметре поверх ности стенок характерный контур, который особенно зависит от втянутых участков между головками или боковинами мешков двух лежащих один на дру гом слоеВ;мешков. После вывода обоих стержней 11 усаженный пленочный чехол имеет контур поверхности боковых стенок штабеля мешков. После охлажде . НИН усаженной пленки таким образом получается штабель мешков самой высо кой прочности, что особенно выгодно тогда, когда штабель мешков состоит из таких мешков, в которых размещен материал, обладающий высокой текучеетью, сыпучестью. Таким путем возможно получить сам по себе очень сильно скрепленньй, обвязанный в пленочную оболочку штабель мешков. 4 Поскольку штабель 2 мешков до сих пор перемещался на штабелевочном транспортере 13 с лежащим наверху вспомогательным поддоном, то теперь требуется повернуть штабель на 180, чтобы иметь возможность закрыть пленкой 1 его еще не защищенный участок. Поворот каждого штабеля мешков производят в направлении подачи штабеля 2 мешков 3 так, что также после окончания операции поворота штабель меш- . ков ставят на транспортер, причем выемки 31 проходят, параллельно продольному направлению транспортера 13. Зав, выемки 31 вводят .поддерживающие приспособления, которые могут быть выполнены, например, в форме опорных балочек и т.п. (чтобы избежать сдвига мешков). Когда штабель мешков повернут на 180 и установлен на транспортере 13, этот штабель мешков передают в зону устройства для наложения ленточной пленки на верхний слой штабеля и соединения ее с чехлом, в котором прверх пути движения штабеля 2 мешков 3 установлен ролик 7 с запасом пленки 1, где при помощи соответствующих приспособлений каждый раз отматывают положенную длину пленки. Посредством приспособления 8 для отделения части пленки отмотанную длину пленки отрезают от полосы пленки на ролике 7 запаса. Используемая покровная пленка имеет по сравнению с образующим выемки 31 слоем пленки увеличенную площадь поверхности, так что покровная пленка своими крайними участками таким образом частично, примерно на 1/3 перекрывает поверхности боковых стенок усаженного пленочного чехла 5. Когда покровная пленка наложена на штабель мешков путем местного нагрева покровной пленки ее приваривают к чехлу 5 так, что весь чехол 5/ не подвергают новому нагреву. Чтобы довести до прилегания крайний учас- ток покровной пленки к чехлу 5, вклю этот момент в работу устройство 12 для прижима свисающих концов пленки 1 и производят прижатие боковых выступающих участков ленточной пленки к усаженному пленочному чех путем подачи сжатого воздуха, Прижатие может производиться и пос- / редством механических приспособлений, посредством точечной сварки, Только после произведенного прижатия 12 сбоку выступающих или свисающих участков ленточной пленки к усаженно му пленочному чехлу производят собственно нагрев, усадку и опрессовку покровной пленки. После выхода из устройства 9 поворота штабеля 2 мешков 3 поддерживают посредством введенных в выемки 31 приспособлений пока -охлаждается нагретая пленка. Приспособления размещены по обеим сторонам штабелевочного транспортера 13 и могут быть конструктивно выполнены как рольганги, которые размещены поверх штабелевочного транспортёра 13. Таким образом, обвязанный в оболочку чехол 5 штабеля 2 мешков 3 до своего съема с установки или до охлаждения нагре той и усаденной покровной пленки получает такую опорную площадку на Фиг.З
Фмг.Ц410участке его дна, что предотвращается деформация штабеля. На своем конечном участке штабелевочный транспортер 13 используется как накопитель для готовых упакованных в пленку штабелей мешков и с которого отдельные штабеля мешков могут сниматься при помощи соответствующих , устройств (не показаны). Для того, чтобы нагретую и опрессованную (усаженную) покровную пленку удалось быстрее охладить, включают охлаждающее приспособление, выполненное в виде источника 33, последний подводят к поверхности упакованного штабеля 2. Изобретение обеспечивает повьшение качества упаковки путем образования многослойного чехла в зонах наибольших нагрузок на упакованный штабель. 3029. .12
28
31

УСТАНОВКА ДЛЯ УПАКОВКИ В ПЛЕНКУ БЕСПОДЦОННОГО ШТАБЕЛЯ МЕШКОВ, содержащая устройство для штабелирования мешков, устройство для надевания пленочного чехла на штабель, устройство для подачи и наложения ленточной пленки на верхний слой штабеля и соединенияее с чехлом, содержащее сварочно-разделительное приспособление, устройство поворота штабеля на 180, термоусадочное приспособление и приспособление для захвата упакованного штабеля, отличающаяся тем, что, с целью улучшения качества упаковки, термоусадочное приспособление выполнено в виде расположенных одно над другим кольцевых сопл и по меньшей мере двух противоположно расположенных стержней для придания контуру пленочного чехла формы, соответствующей контуру штабеля, причем стержни установлены с возможностью регулирования их положения по высоте, устройство для наложения ленточной пленки включает ролик запаi са иприспособление для отделения части пленки, причем установка снабсо жена устройством для прижима свисающих концов ленточной пленки к чехлу, включающим установленные с возможностью перемещения ролики и охлаждающее приспособление.
Ф(г.10
Фиг. 9
| ТЕРМООБРАБОТКА УГЛЕВОДОРОДСОДЕРЖАЩЕГО ПЛАСТА ПО МЕСТУ ЗАЛЕГАНИЯ ПОСРЕДСТВОМ ОБРАТНОЙ ДОБЫЧИ ЧЕРЕЗ ОБОГРЕВАЕМУЮ СКВАЖИНУ | 2002 |
|
RU2303128C2 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
