Изобретение относится к подающему устройству прокатываемого материала и способу подачи прокатываемого материала, в частности к подающему устройству для штанги толкателя на стане для прокатки бесшовных труб.
Чтобы равномерно перемещать прокатываемый материал по прокатному стану и сделать независимым процесс прокатки от усилий, с которыми рабочие валки воздействуют на прокатываемый материал, на прокатных станах принято, что прокатываемый материал подается на прокатный стан при помощи подающего устройства. Например, при прокатке бесшовных труб принято, что пустотелая заготовка подается на прокатный стан при помощи упора, расположенного на конце введенной в пустотелую заготовку оправки.
Способы прокатки, при которых промежуточный продукт, например пустотелая заготовка, перемещается по прокатному стану при помощи подающего устройства, начинаются, как правило, с того, что промежуточный продукт располагают за пределами прокатного стана. Затем в контакт с прокатываемым материалом вступает перемещающийся в направлении подачи упор, который передает движение подачи на прокатываемый материал. При этом, в случае прокатки пустотелых заготовок, одновременно в пустотелую заготовку вводится оправка. Это осуществляется предпочтительно в ускоренном режиме. При перемещении упора промежуточный продукт подается на прокатный стан и вступает в контакт с рабочими валками прокатного стана. На прокатных станах, на которых рабочие валки расположены в направлении подачи в задней части прокатного стана, промежуточный продукт должен вначале перемещаться на расстояние подачи. И только после этого происходит раскатка промежуточного продукта, например, в так называемую гильзу, в процессе раскатки упор должен подать промежуточный продукт с определенной скоростью и силой подачи (рабочий ход).
Качество катаного продукта зависит непосредственно от прилагаемого подающим устройством усилия подачи и достигаемой скорости подачи. Поэтому создаваемое усилие подачи и вызываемое им движение должны соответствовать высоким требованиям. Подача должна осуществляться при постоянной скорости и постоянном усилии, независимо от существующих в процессе прокатки вдоль промежуточного продукта продольных усилий. Поэтому привод, обеспечивающий подачу во время прокатки, должен иметь особенно жесткую конструкцию. Например, при прокатке пустотелой заготовки он должен воспринимать растягивающие усилия порядка нескольких тонн без изменения при этом заданной скорости подачи.
Наряду с этими требованиями к приводу подающего устройства предъявляется также требование, относящееся к уменьшению продолжительности рабочих циклов. Так, желательно, чтобы подача промежуточного продукта на рабочие валки и обратный ход упора после окончания процесса прокатки за новым промежуточным продуктом осуществлялись как можно быстрее. Поэтому известные подающие устройства включают особые средства для быстрого перемещения упора. Частично они выполнены как отдельные вспомогательные приводы. Считаются очень дорогостоящими приводы, удовлетворяющие требованиям относительно жесткости конструкции и неизменности скорости подачи, а также обеспечивающие быстрое перемещение упора, например имеющие ускоренный режим.
Из практики известны, в частности, два типа конструкций подающих устройств для пустотелых заготовок. Первая конструкция включает один единственный шестереночный привод, входящий в зацепление с зубчатой рейкой, предусмотренной на штанге толкателя. Расстояние между шестереночным приводом и прокатным станом несколько превышает двойную длину прокатываемой пустотелой заготовки. Это расстояние обусловлено наличием оправки, которая в начале рабочего процесса должна находиться в положении, обеспечивающем подвод прокатываемой пустотелой заготовки между концом оправки и прокатным станом. Вслед за этим оправка, соответствующая примерно длине пустотелой заготовки, на первом этапе подачи вводится в пустотелую заготовку (длина подачи приблизительно равна длине пустотелой заготовки). На втором этапе подачи пустотелая заготовка при помощи предусмотренного на конце оправки упора подается на рабочие валки и проталкивается через очаг деформации (расстояние подачи превышает длину пустотелой заготовки). В этом первом варианте конструкции вся подача осуществляется за счет взаимодействия шестереночного привода с зубчатой рейкой. При этом зубчатая рейка должна иметь длину, превышающую в два раза длину пустотелой заготовки. Отсюда получается конструктивная длина всего подающего устройства, которая более чем в четыре раза превышает длину пустотелой заготовки.
Наряду с большой конструктивной длиной эта известная первая конструкция имеет также тот недостаток, что шестереночный привод установлен на большом расстоянии от прокатного стана (более двух длин пустотелой заготовки). С увеличением расстояния возрастает тенденция к колебаниям штанги толкателя. Колебания штанги толкателя и находящейся на ней оправки негативно сказываются на качестве проката. Кроме того, у этой конструкции транспортировка в целом осуществляется при помощи двигателя с определенной скоростью. Это ведет к большой продолжительности циклов.
Для уменьшения конструктивной длины такого типа подающего устройства предлагается, чтобы подача передвижного упора осуществлялась при помощи двух различных приводов. Вспомогательный привод, выполненный в виде тянущего троса, обеспечивает введение оправки в пустотелую заготовку. Это может происходить с большой скоростью. Вслед за введением оправки осуществляется соединение зоны упора штанги толкателя с передвижной опорой, снабженной зубчатой рейкой. Подвод пустотелой заготовки на рабочие валки и продвижение пустотелой заготовки во время процесса прокатки (рабочий ход) осуществляется затем при помощи шестереночного привода, входящего в зацепление с зубчатой рейкой передвижной опоры. Этот второй вариант конструкции обеспечивает - в отличие от первого варианта конструкции - перемещение упора с различной скоростью, так что возможны непродолжительные рабочие циклы. Однако этот второй вариант конструкции отличается очень высокими строительными затратами. Кроме того, этот вариант конструкции очень подвержен колебаниям. Передвижная опора, удерживающая зону упора штанги толкателя, должна обеспечивать соединение и отсоединение этой зоны. Поэтому добиться жесткости конструкции можно только за счет высоких строительных затрат. И даже при жесткой конструкции колебания передаются через эту передвижную опору на штангу толкателя и оправку, что влияет на качество проката.
Наряду с высокими строительными затратами и конструктивно обусловленной высокой упругостью всего устройства, и вытекающей отсюда недостаточной точностью позиционирования оправки, захватный механизм передвижной опоры подвержен сбоям и быстрому износу. Далее, необходимость операции блокировки делает невозможной дальнейшую оптимизацию продолжительности цикла.
На этом фоне задачей изобретения является создание подающего устройства для прокатываемого материала и способа подачи прокатываемого материала, позволяющих устранить технические недостатки уровня техники без повышения строительных затрат.
Эта задача решается за счет независимых пунктов формулы изобретения, относящихся к подающему устройству согласно изобретению и способу подачи прокатываемого материала согласно изобретению. Предпочтительные варианты исполнения приводятся в зависимых пунктах формулы изобретения.
В основе изобретения лежит идея, заключающаяся в том, что для перемещения упора используют по меньшей мере два, расположенных друг за другом в направлении подачи, однотипных привода. Число предусмотренных приводов, и следующее из этого расстояния между приводами, определяет размеры держателя упора, то есть длину подающего устройства, на которую оно отстоит от местоположения наиболее удаленного от прокатного стана упора. Длина держателя упора, например штанги толкателя, уменьшается пропорционально увеличению числа приводов, так что возможны также короткие конструктивные формы подающего устройства. В результате уменьшения конструктивной длины держателя упора повышается жесткость подающего устройства. Достигнутое таким образом устранение колебаний повышает качество проката.
Однотипность приводов обеспечивает простую передачу перемещаемых конструктивных элементов от одного упора к следующему упору, так что снижаются строительные затраты. Несмотря на однотипную конструкцию, приводы могут быть рассчитаны на задание различных скоростей подачи. Благодаря этому можно избежать того, что один привод должен быть приспособлен для задания различных скоростей подачи и в связи с этим имеет более дорогостоящую конструкцию. Подающее устройство согласно изобретению позволяет отказаться от подверженных сбоям механизмов, например передвижных опор со сцепным механизмом.
Под подающим устройством понимается, в частности, устройство, перемещающее оправку при прокатке бесшовных труб. Подающие устройства для других видов прокатываемого материала, например слябов, или для дополнительной обработки катаных труб также могут иметь конструкцию подающего устройства согласно изобретению.
Предусмотренный согласно изобретению упор для передачи движения подачи на прокатываемый материал выполнен, в частности, как поверхность, контактирующая с задним относительно направления подачи концом прокатываемого материала. В рамках настоящего описания как упор могут рассматриваться также другие конструктивные элементы, позволяющие передавать движение подачи на прокатываемый материал. Это могут быть, например, захваты или фрикционные приводы.
Как держатель упора рассматриваются, в частности, конструктивные элементы подающего устройства, на которые могут воздействовать приводы для перемещения упора в направлении подачи. Под приводом понимается, в частности, конструктивный элемент, производящий перемещение подвижного упора.
Согласно преимущественной конструкции подающего устройства согласно изобретению, упор выполнен на конце оправки. Отсюда вытекает особенно простая конструкция. Под оправкой понимается, в частности, часть подающего устройства, которая вводится в прокатываемую пустотелую заготовку. Оправка помещается преимущественно с возможностью вращения на держателе упора. К упору может примыкать как часть держателя упора переходной элемент, который обеспечивает полное проталкивание прокатываемого материала через очаг деформации.
Согласно предпочтительному варианту исполнения изобретения упор удерживается штангой толкателя. При этом между упором и штангой толкателя предусмотрен переходной элемент. При этом штанга толкателя может, в частности, иметь коробчатую конструкцию.
Приводы предпочтительно включают шестерни, которые входят в зацепление с выполненной на держателе упора зубчатой рейкой. В этой связи каждую входящую в зацепление с зубчатой рейкой шестерню следует понимать как привод. При этом предусмотренные шестерни могут соответственно приводиться в движение отдельными двигателями. Однако предпочтительно предусмотрен общий двигатель, который передает движение на приводы, например шестерни. Как приводы для перемещения упора могут быть предусмотрены также другие линейные приводы для держателя упора. Например, фрикционные диски могут входить в зацепление с ходовыми рельсами держателя упора, зубчатые колеса в зацепление с цепями, могут быть предусмотрены гидравлические подъемные цилиндры.
Согласно предпочтительной форме исполнения изобретения приводы включают двигатели с различными характеристиками и/или различными передаточными числами. В результате могут быть достигнуты различные скорости перемещения упора. Согласно альтернативной, также предпочтительной, форме исполнения изобретения предусмотрен общий двигатель для приводов, имеющий характеристику, позволяющую осуществлять медленное перемещение упора с высокой силой и большой точностью, и в дополнение ускоренный режим для перемещения упора с небольшой силой и высокой скоростью.
Согласно предпочтительной форме исполнения изобретения по меньшей мере на одном конце зубчатой рейки предусмотрена область переменного профиля зубьев. Под областью переменного профиля зубьев понимается изменение ширины и высоты зубьев. В частности, на конце предусмотрены более узкие, низкие зубья, которые далее вдоль зубчатой рейки увеличиваются по ширине и высоте до заданной стандартной ширины и стандартной высоты. Эта область переменного профиля зубьев обеспечивает хорошее сцепление шестерни с зубчатой рейкой.
Способ подачи прокатываемого материала согласно изобретению, посредством которого движение подачи передается посредством упора на прокатываемый материал, предусматривает, что держатель упора перемещается первым приводом на первую длину подачи и вторым приводом, того же типа, что и первый привод, перемещается на вторую длину подачи. При этом первый привод передает держатель упора на второй привод. Как только второй привод продолжит перемещение держателя упора, первый привод может переключаться на холостой ход, даже если он еще находится в зацеплении с частями держателя упора (например, зубчатой рейки). Подача предпочтительно осуществляется непрерывно.
Подающее устройство для прокатываемого материала согласно изобретению и способ подачи прокатываемого материала согласно изобретению применяются, в частности, для продвижения пустотелой заготовки на удлинительный стан.
Далее изобретение поясняется более детально на основании чертежей, на которых представлен лишь один пример исполнения. На них показаны:
Фиг.1 - подающее устройство согласно изобретению в положении полностью отведенной назад оправки, в схематическом виде сбоку.
Фиг.2 - устройство по фиг.1 в положении, в котором оправка введена в пустотелую заготовку, в схематическом виде сбоку.
Фиг.3 - устройство по фиг.1 и 2 во время рабочего хода, в схематическом виде сбоку.
Фиг.4 - конец зубчатой рейки с областью переменного профиля зубьев, в схематическом виде сбоку.
На фиг.1 изображен прокатный стан 1 для прокатки пустотелой заготовки 1. Подающее устройство 3 для пустотелой заготовки 2 расположено в направлении подачи перед прокатным станом 1. Подающее устройство включает оправку 4. На конце оправки 4 выполнен упор 5 для передачи движения подачи на пустотелую заготовку 2. К упору 5 примыкают в качестве держателя упора промежуточный элемент 6 и штанга 7 толкателя. На нижней стороне штанги 7 толкателя предусмотрена зубчатая рейка 8. Приводы 9 и 10 запускаются от одного или нескольких не показанных двигателей.
Для подачи пустотелой заготовки 2 штанга 7 толкателя перемещается приводом 10. Вращающаяся шестерня 13 входит в зацепление с зубчатой рейкой и перемещает штангу 7 толкателя в направлении подачи. При этом не показанный двигатель вращает шестерню 12 и шестерню 13 в ускоренном режиме. Оправка 4 вводится в ускоренном режиме в пустотелую заготовку 2. Упор 5 прилегает к заднему по отношению к направлению подачи концу пустотелой заготовки 2 (фиг.2).
При дальнейшем перемещении передний по отношению к направлению подачи конец зубчатой рейки 8 достигает привода 9. Шестерня 12 привода 9 входит в зацепление с зубчатой рейкой 8 и продолжает перемещение штанги 7 толкателя и соответственно оправки 4. Одновременно с образованием сцепления между шестерней 12 и зубчатой рейкой 8 скорость вращения не показанного двигателя снижается до предусмотренной для процесса прокатки медленной скорости движения (фиг.3). В процессе дальнейшего движения подачи шестерня 13 привода 10 выходит из зацепления с зубчатой рейкой 8.
Зубчатая рейка 8 может иметь область переменного профиля зубьев как на переднем, так и на заднем конце. Показаны зубья 20 и 21, имеющие основной профиль. Для передачи усилий перемещения шестерни 12 и 13 находятся соответственно в зацеплении с основным профилем. Для облегчения сцепления зубчатой рейки 8 с шестерней область переменного профиля зубьев предусматривает, что ширина зуба а и высота зуба b уменьшаются в направлении переднего конца зубчатой рейки 8. Зубья 22 и 23 имеют соответственно меньшую высоту зуба и меньшую ширину зуба относительно высоты и ширины зубьев 21 и 22 (показано штриховыми линиями). Тем самым упрощается сцепление шестерни с зубчатой рейкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для непрерывной горячей прокатки без вращения гильз в бесшовные трубы | 1977 |
|
SU1041021A3 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| ПЛАНЕТАРНЫЙ СТАН ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 2003 |
|
RU2237530C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ ОПРАВКИ В ТРУБОПРОКАТНОМ СТАНЕ | 2012 |
|
RU2547050C1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ВАЛЬЦОВКИ ПОЛЫХ ИЛИ В ЛЮБОМ СЛУЧАЕ ПРУТКОВЫХ ДЕТАЛЕЙ С ВОГНУТОЙ ПОВЕРХНОСТЬЮ | 2018 |
|
RU2740568C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ С РЕГУЛИРУЕМОЙ СКОРОСТЬЮ ДЛИННОЙ ОПРАВКИ ПРОКАТНОГО СТАНА | 2010 |
|
RU2450875C1 |
| СПОСОБ ХОЛОДНОЙ ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 2010 |
|
RU2436640C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ КОРЖОВА Н.Н. | 1992 |
|
RU2061565C1 |
| Стан для прокатки профильных из-дЕлий | 1979 |
|
SU795688A1 |
| Стан пилигримовой прокатки труб | 1977 |
|
SU740319A1 |
Изобретение относится к подающему устройству прокатываемых пустотелых заготовок и способу подачи этих заготовок в прокатный стан. Подающее устройство прокатываемой заготовки в стан для прокатки содержит подвижный в направлении подачи упор для передачи движения подачи прокатываемой заготовке, держатель упора и по меньшей мере два привода для перемещения держателя упора, приводы для перемещения держателя упора расположены друг за другом в направлении подачи и выполнены однотипными. В способе подачи прокатываемой заготовки в прокатный стан движение подачи передают упором пустотелой заготовке, и держатель упора перемещают первым приводом на первую длину подачи и вторым приводом, однотипным первому приводу, перемещают на вторую длину подачи. Обеспечивается снижение капитальных затрат, повышение точности позиционирования заготовки, оптимизации продолжительности рабочего цикла. 3 н. и 7 з.п. ф-лы, 4 ил.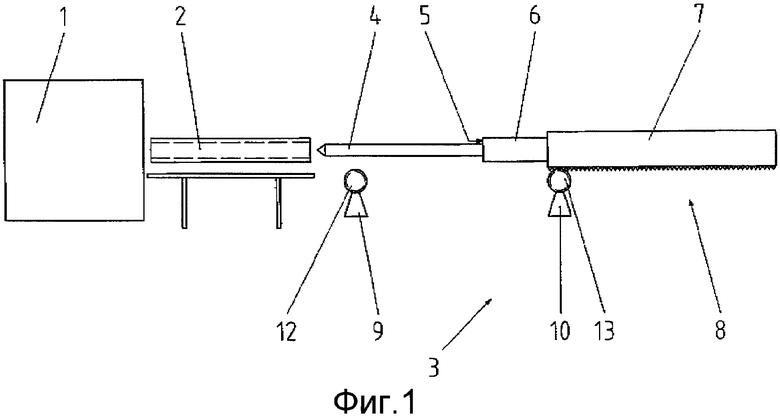
1. Подающее устройство прокатываемой заготовки в стан для прокатки, содержащее подвижный в направлении подачи упор для передачи движения подачи прокатываемой заготовке, держатель упора и по меньшей мере два привода для перемещения держателя упора, отличающееся тем, что приводы для перемещения держателя упора расположены друг за другом в направлении подачи и выполнены однотипными.
2. Подающее устройство по п.1, отличающееся тем, что оно предназначено для подачи пустотелой заготовки на раскатной стан, причем упор расположен на конце справочного стержня.
3. Подающее устройство по п.1 или 2, отличающееся тем, что держателем упора является штанга толкателя.
4. Подающее устройство по п.1, отличающееся тем, что приводы содержат шестерни, входящие в зацепление с выполненной на держателе упора зубчатой рейкой.
5. Подающее устройство по п.1, отличающееся тем, что каждый привод имеет отдельный двигатель.
6. Подающее устройство по п.5, отличающееся тем, что приводы имеют двигатели с различными характеристиками и/или различными передаточными числами.
7. Подающее устройство по п.1, отличающееся тем, что приводы имеют общий двигатель.
8. Подающее устройство по п.4, отличающееся тем, что по меньшей мере на одном конце зубчатой рейки имеется область переменного профиля зубьев.
9. Способ подачи прокатываемой заготовки в прокатный стан посредством устройства по одному из пп.1-8, при котором движение подачи передают упором пустотелой заготовке, и держатель упора перемещают первым приводом на первую длину подачи и вторым приводом, однотипным первому приводу, перемещают на вторую длину подачи.
10. Применение подающего устройства по одному из пп.1-8 для продвижения пустотелой заготовки на удлинительный стан.
| US 4037453, 26.07.1977 | |||
| JP 2000301214 A, 31.10.2000 | |||
| DE 19609291 A, 27.02.1997 | |||
| МЕХАНИЗМ ПОДАЧИ И ПОВОРОТА СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1999 |
|
RU2207202C2 |
| Подающее устройство стана холодной прокатки труб | 1985 |
|
SU1268223A1 |

