Изобретение относится к области трубопрокатного производства и касается усовершенствования конструкция механизма подачи и поворота стана холодной прокатки труб.
Известен механизм подачи и поворота стана холодно прокатки труб (см. патент СССР 1795918, кл. B 21 B 21/04).
Этот механизм содержит патрон подачи, преобразователь непрерывного вращения в импульсное планетарно-кривошипного типа и средство для перемещения патрона подачи, выполненное в виде наклонного диска на валу, подключенному к выходному звену преобразователя. Диск взаимодействует с роликами, смонтированными в корпусе патрона подачи.
Недостаток известной конструкции заключается в том, что наличие пары кулачок-ролик существенно снижает нагрузочную способность механизма. Кроме того, изменение величины подачи за счет изменения угла наклона диска затрудняет обеспечение требуемой точности подачи, так как незначительное изменение наклона диска приводит к значительному изменению величины подача.
Другим недостатком конструкции механизма является отсутствие возможности механизированного изменения величины подачи с пульта управления, поскольку устройство для изменения величины подачи (наклона кулачка) размещено с двух сторон вращающегося вала, что затрудняет механизацию настройки.
Простои, связанные с потерей времени на настройку изменения величины подачи, снижают производительность стана.
Из известных механизмов подачи и поворота станов холодной прокатки труб наиболее близким по технической сущности является механизм подачи и поворота, описанный в а.с. СССР 137336, кл. B 21 B 21/00.
Этот механизм содержит патрон подачи, имеющий возвратно-поступательно перемещающийся шпиндель с кулачковым зажимом и упорным подшипниковым узлом, планетарно-кривошипный преобразователь непрерывного вращения ведущего звена в импульсное вращение ведомого звена и кривошипно-шатунный привод перемещения шпинделя на величину подачи. Шатун кривошипно-шатунного привода перемещения шпинделя соединен с упорным подшипниковым узлом через рычажно-шарнирную систему.
Недостаток известной конструкции механизма подачи и поворота заключается в том, что для изменения величины подачи необходимо изменение радиуса кривошипа. Эта операция осуществляется вручную во время остановки стана, что приводит к потерям времени, снижает производительность стана.
Другим недостатком является наличие многозвенной, многошарнирной системы, что снижает требуемую точность подачи, быстроходность стана, ухудшает шумовую характеристику стана, а также увеличивает затраты на ремонт.
Задача настоящего изобретения состоит в создании механизма, позволяющего увеличить быстроходность и производительность стана, повысить точность настройки величины подачи и механизировать процесс изменения величины подачи.
Поставленная задача достигается тем, что в механизме подачи и поворота стана холодной прокатки труб, содержащем патрон подачи, имеющий возвратно-поступательно перемещающийся шпиндель с кулачковым зажимом и упорным подшипниковым узлом, планетарно-кривошипный преобразователь непрерывного вращения ведущего звена в импульсное вращение ведомого звена и кривошипно-шатунный привод перемещения шпинделя на величину подачи, согласно изобретению шатун кривошипно-шатунного привода перемещения шпинделя соединен с упорным подшипниковым узлом посредством двуплечего рычага с опорой, имеющей возможность принудительного изменения положения.
Такое конструктивное выполнение механизма подачи и поворота стана холодной прокатки труб обеспечит повышение производительности стана за счет уменьшения времени изменения величины подачи без остановки стана в результате механизации данного процесса. За счет механизации процесса изменения величины подачи возможен приборный контроль установленной величины, что повышает точность настройки. Кроме того, повышается быстроходность стана за счет сокращения количества шарниров в рычажной системе.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемый чертеж, на котором изображена кинематическая схема механизма подачи и поворота стана холодной прокатки труб.
Механизм подачи и поворота стана холодной прокатки труб содержит патрон подачи, выполненный в виде возвратно-поступательно перемещающегося шпинделя 1 с расположенным внутри него кулачковым зажимом 2 и с упорным подшипниковым узлом 3, планетарно-кривошипный преобразователь 4 непрерывного вращения в прерывистое и кривошипно-шатунный привод 5 перемещения шпинделя 1 на величину подачи. Преобразователь 4 непрерывного вращения в прерывистое включает солнечное колесо 6, смонтированное на приводном ведущем звене 7, сателлиты 8 с кривошипами 9, водило 10, колесо 11 внутреннего зацепления, ползун 12 на кривошипе 9, ведомое звено 13. На общем с ведомым звеном 13 валу 14 установлено зубчатое колесо 15, связанное с колесом 16. Кривошипно-шатунный привод перемещения шпинделя содержит кривошип-эксцентрик 17, кинематически связанный с ведомым звеном преобразователя 4, шатун 18 и зубчатые колеса 19, 20, 21. 22. Шатун 18 кривошипно-шатунного привода перемещения шпинделя 1 соединен с упорным подшипниковым узлом 3 посредством двуплечего рычага 23 с опорой 24, связанной через винтовую пару гайка 25-винт 26 с редуктором 27 и электродвигателем 28.
Механизм работает следующим образом.
Непрерывное вращение ведущего звена вала 7 через солнечное колесо 6, сателлиты 8 с кривошипами 9 и ползунами 12 и колесо внутреннего зацепления 11 преобразуется в импульсное вращение ведомого звена 13.
Импульс вращения звена 13 через зубчатые передачи 15-16, 19-20, 21-22 передается шпинделю 1 с зажимом заготовки 2, что обеспечивает поворот заготовки на угол 48÷53o в момент освобождения калибрами трубы. Этот жe импульс вращения звена 13 передается эксцентрику 17 через передачу 15-16, причем передаточное число зубчатой передачи 15-16 принимается таким, чтобы за один импульс эксцентрик 17 выполнил вращение на 180o.
Полученный эксцентриком 17 импульс вращения через шатун 18, двуплечий рычаг 23 и подшипниковый упорный узел 3 сообщает шпинделю 1 импульс возвратно-поступательного движения.
При движении шпинделя 1 в направлении рабочей клети зажим 2, удерживая заготовку, перемещает ее на величину подачи, а при движении шпинделя 1 в направлении, противоположном от клети, зажим 2 освобождает заготовку и шпиндель 1 возвращается в исходное положение.
Величина подачи шпинделя зависит от соотношения плеч двуплечего рычага 23. Для изменения величины подачи изменяется соотношение плеч двуплечего рычага 23 путем перемещения опоры 24 с помощью винтовой пары 25-26. Вращение винта 26 осуществляется электродвигателем 28 через редуктор 27.
Предложенный механизм подачи и поворота стана холодной прокатки труб по сравнению с известными позволит повысить быстроходность и производительность стана, повысить точность настройки величины подачи и механизировать процесс изменения величины подачи.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЗМ ПОДАЧИ И ПОВОРОТА СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2004 |
|
RU2291005C2 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2000 |
|
RU2212964C2 |
| УПОРНО-РЕГУЛИРОВОЧНЫЙ МЕХАНИЗМ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2172220C2 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2097156C1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1998 |
|
RU2170152C2 |
| СТАНОК-КАЧАЛКА | 1995 |
|
RU2105197C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1993 |
|
RU2040984C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ, ПРЕИМУЩЕСТВЕННО ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК И ТРУБ | 1998 |
|
RU2207227C2 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ СТЕРЖНЯ ОПРАВКИ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1993 |
|
RU2040349C1 |
| ЗАДНИЙ СТОЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1998 |
|
RU2186645C2 |
Использование: изобретение относится к области трубопрокатного производства и касается усовершенствования конструкции механизма подачи и поворота стана холодной прокатки труб. Сущность: механизм подачи и поворота стана холодной прокатки труб содержит патрон подачи, имеющий возвратно-поступательно перемещающийся шпиндель с кулачковым зажимом и упорным подшипниковым узлом, планетарно-кривошипный преобразователь непрерывного вращения в прерывистое и кривошипно-шатунный привод перемещения шпинделя на величину подачи. Шатун кривошипно-шатунного привода перемещения шпинделя соединен с упорным подшипниковым узлом посредством двуплечего рычага с опорой, связанной через винтовую пару гайка-винт с редуктором и электродвигателем. Величина подачи шпинделя зависит от соотношения плеч двуплечего рычага. Для изменения величины подачи изменяется соотношение плеч двуплечего рычага путем перемещения опоры с помощью винтовой пары. Изобретение обеспечивает повышение быстроходности и производительности стана, точности настройки величины подачи и позволяет механизировать процесс изменения величины подачи. 1 ил.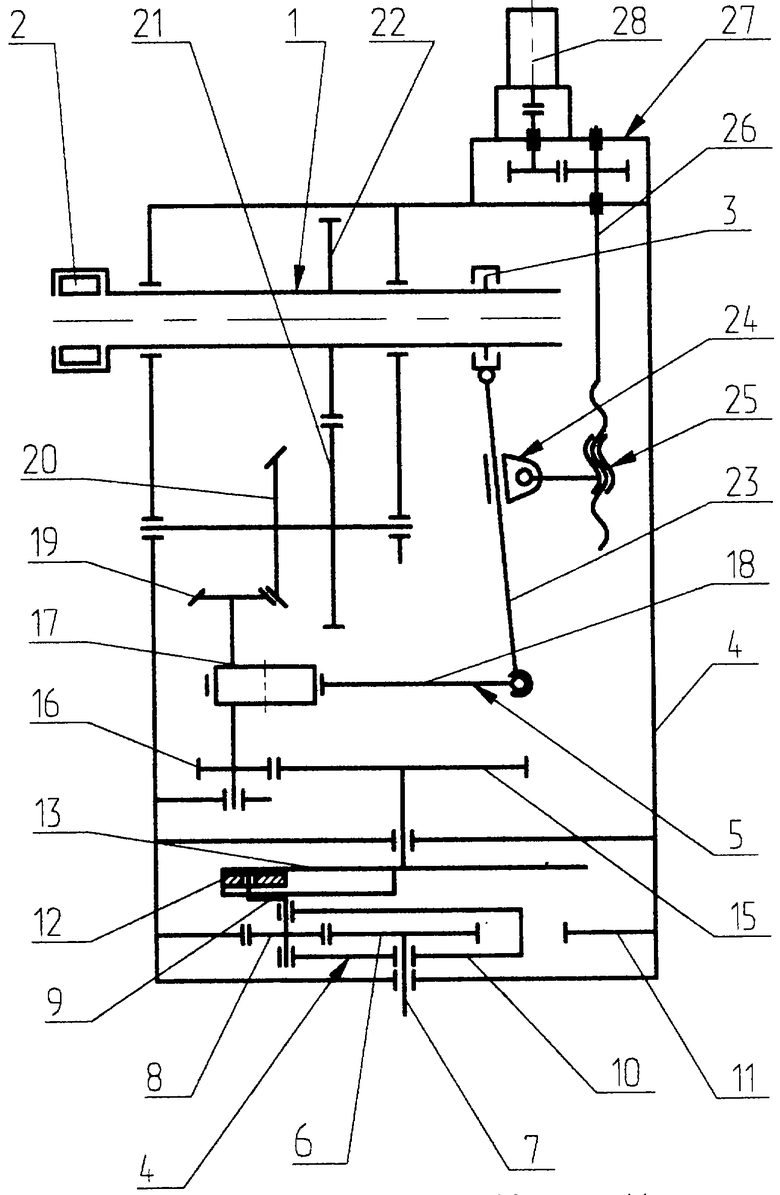
Механизм подачи и поворота стана холодной прокатки труб, содержащий патрон подачи, имеющий возвратно-поступательно перемещающийся шпиндель с кулачковым зажимом и упорным подшипниковым узлом, планетарно-кривошипный преобразователь непрерывного вращения ведущего звена в импульсное вращение ведомого звена и кривошипно-шатунный привод перемещения шпинделя на величину подачи, отличающийся тем, что шатун кривошипно-шатунного привода перемещения шпинделя соединен с упорным подшипниковым узлом посредством двуплечего рычага с опорой, имеющей возможность принудительного изменения положения.
| Подающее устройство стана холодной пильгерной прокатки труб | 1972 |
|
SU518113A3 |
| МЕХАНИЗМ ПОДАЧИ ПИЛЬГЕРНОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1969 |
|
SU423274A3 |
| US 3512386, 19.05.1970 | |||
| DE 3709008, 30.07.1991 | |||
| Литейная форма | 1987 |
|
SU1574360A1 |

