Изобретение относится к измерительной технике, к поверке ультразвукового дефектоскопа для измерения толщины стенки иммерсионным способом акустического контакта.
Известен образец для настройки ультразвукового дефектоскопа (RU 95101085, МПК G01N29/04, приоритет с 25.01.1995), который относится к неразрушающим методам контроля и предназначено для настройки чувствительности ультразвуковых дефектоскопов при ультразвуковом контроле, а также для метрологического обеспечения и поверки средств ультразвуковой дефектоскопии. Образец состоит из произвольного количества отдельных призм. Призмы соединяют вместе в произвольном сочетании по боковым граням с образованием двух параллельных плоскостей для ввода ультразвуковых колебаний.
Известен способ калибровки преобразователей акустической эмиссии и устройство для его реализации (RU 2321849, МПК G01N 29/04, G01N 29/30, приоритет с 14.04.2005), который состоит в том что, с помощью оптического интерференционного измерителя линейных перемещений выполняется калибровка системы, состоящей из источника акустического сигнала и монолитного передающего блока, после чего в акустический контакт с монолитным передающим блоком вводится стандартный преобразователь акустической эмиссии, обрабатывается и запоминается сигнал от этого преобразователя акустической эмиссии, затем устанавливается калибруемый преобразователь акустической эмиссии на место стандартного, записывается и обрабатывается второй сигнал в компьютере, который сравнивается с сохраненным эталонным, производя таким образом калибровку калибруемого преобразователя акустической эмиссии. Технический результат: повышение точности калибровки и расширение функциональных возможностей системы в целом.
Известен способ динамической калибровки ультразвукового дефектоскопа (RU 2550825, МПК G01N29/04, приоритет с 19.02.2014), который заключается в том, что проводят динамическую калибровку ультразвукового дефектоскопа, содержащего рядный блок электроакустических преобразователей, первый из которых является генератором ультразвукового излучения, а последующий преобразователь или преобразователи являются приемниками ультразвукового излучения, при этом пороговый уровень срабатывания дефектоскопа задают исходя из текущего значения амплитуды опорного сигнала, излучаемого зеркально по отношению к основному зондирующему сигналу и представляющего собой остаточное ультразвуковое излучение генератора в текущем такте или принудительное ультразвуковое излучение генератора в дополнительном такте. Технический результат: повышение точности задания порогового уровня срабатывания ультразвукового дефектоскопа в процессе контроля.
Прототипов к заявляемому изобретению не найдено. Наиболее близким аналогом заявленному изобретению является образец для проверки ручной настройки чувствительности дефектоскопа при автоматизированном ультразвуковом контроле (Патент RU 140993, МПК G01N29/04, приоритете 09.01.2014) выполнен в виде кольца с цилиндрическими сквозными отверстиями, в которые введены стандартные образцы с плоскодонными искусственными отражателями, при этом рабочие поверхности стандартных образцов установлены заподлицо с рабочей поверхностью кольца, цилиндрические отверстия в кольце выполнены радиальными, их оси лежат в одной плоскости, совпадают с радиусами кольца, пересекают его внешнюю боковую поверхность с постоянным шагом между смежными осями, а отверстия на этой поверхности снабжены фасками, которые после установки стандартных образцов заполняются герметиком. Полезная модель позволяет в автоматическом режиме проверять ручную настройку чувствительности дефектоскопической аппаратуры при контроле изделий со сферическими поверхностями путем регистрации искусственных отражателей, эквивалентных дефектам, заданных по нормам дефектности изделия теми же преобразователем, акустическим блоком и манипулятором, которыми ведется автоматизированный ультразвуковой контроль куполообразных изделий со сферическими поверхностями, определить оптимальный шаг сканирования преобразователя по дугообразной траектории, перпендикулярной вращению изделия при его контроле и обеспечить метрологическую поверку плоскодонных искусственных отражателей стандартных образцов.
Недостатком указанного выше аналога является то, что образец для проверки ручной настройки чувствительности дефектоскопа при автоматизированном ультразвуковом контроле имеет специализированное промышленное применение, так как создан для обеспечения в автоматическом режиме проверки ручной настройки чувствительности дефектоскопической аппаратуры при контроле изделий со сферическими поверхностями и не пригоден для использования в других целях, а именно при поверке ультразвукового дефектоскопа для измерения толщины стенки иммерсионным способом акустического контакта.
Технический результат настоящего изобретения заключается в снижении трудозатрат при поверке ультразвукового дефектоскопа для измерения толщины стенки иммерсионным способом акустического контакта.
Технический результат достигается тем, что в способе поверки ультразвукового дефектоскопа для измерения толщины стенки трубопровода иммерсионным способом акустического контакта, включающем проверку работоспособности пьезоэлектрических ультразвуковых датчиков ультразвукового дефектоскопа с использованием компьютера, по результатам которой судят о работоспособности ультразвукового дефектоскопа, проверку каждого из пьезоэлектрических ультразвуковых датчиков ультразвукового дефектоскопа осуществляют с использованием приспособления, выполненного со сквозной цилиндрической полостью, при этом в сквозную цилиндрическую полость устанавливают меру и пьезоэлектрический ультразвуковой датчик с обеспечением их фиксации в приспособлении, заполняют жидкостью пространство между линзой пьезоэлектрического ультразвукового датчика и мерой и осуществляют проверку работоспособности пьезоэлектрического ультразвукового датчика.
Приспособление для поверки ультразвукового дефектоскопа для измерения толщины стенки трубопровода иммерсионным способом акустического контакта включает корпус со сквозной цилиндрической полостью, выполненный с возможностью установки меры в сквозную цилиндрическую полость с одного торца корпуса и пьезоэлектрического ультразвукового датчика с другого торца корпуса, крышку прижимную с отверстиями для крепления к корпусу, кольца уплотнительные для обеспечения фиксации меры и пьезоэлектрического ультразвукового датчика в сквозной цилиндрической полости корпуса, при этом в корпусе выполнены технологические отверстия для заполнения сквозной цилиндрической полости жидкостью, а на внутренних стенках корпуса выполнены проточки для установки в них колец уплотнительных.
В частном случае реализации изобретения корпус приспособления может быть выполнен цилиндрической формы.
Корпус приспособления со стороны торца, в который устанавливают меру, имеет резьбовые отверстия для крепления крышки прижимной к корпусу посредством крепежных изделий.
Приспособление дополнительно содержит набор колец проставочных для фиксации меры, выполненных в виде полых цилиндров.
Крышка прижимная может быть выполнена в виде полого цилиндра с фланцем.
Корпус приспособления и крышка прижимная могут быть выполнены из стали.
Корпус приспособления и крышка прижимная могут быть выполнены из алюминия.
Корпус приспособления и крышка прижимная могут быть выполнены из пластика, армированного металлическими втулками, с резьбовыми отверстиями для установки крепежных изделий.
Ультразвуковой дефектоскоп считается поверенным, если параметры всех пьезоэлектрических ультразвуковых датчиков, установленных на нем, находятся в установленных пределах пороговых значений, и все каналы связи ультразвукового дефектоскопа работоспособны. Толщина каждой меры в наборе соответствует одной из измеряемых толщин стенки, а набор мер соответствует комплекту образцовых ультразвуковых мер.
Заявленное изобретение используется для поверки внутритрубных ультразвуковых дефектоскопов, внутритрубных комбинированных магнитоультразвуковых дефектоскопов в части поверки ультразвуковой секции.
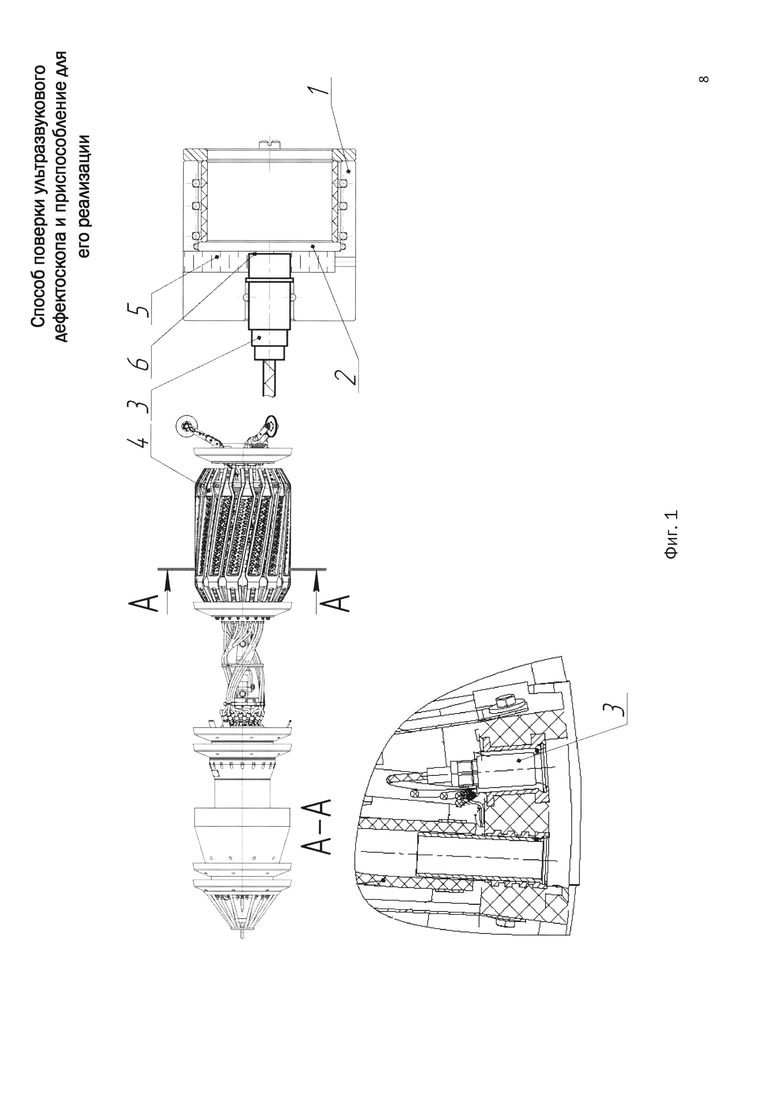
На фиг. 1 изображена реализация способа поверки ультразвукового дефектоскопа.
На фиг. 1 приняты следующие обозначения:
1. Приспособление для поверки ультразвукового дефектоскопа для измерения толщины стенки иммерсионным способом акустического контакта.
2. Мера.
3. Пьезоэлектрический ультразвуковой датчик.
4. Ультразвуковая секция.
5. Жидкость.
6. Линза пьезоэлектрического ультразвукового датчика.
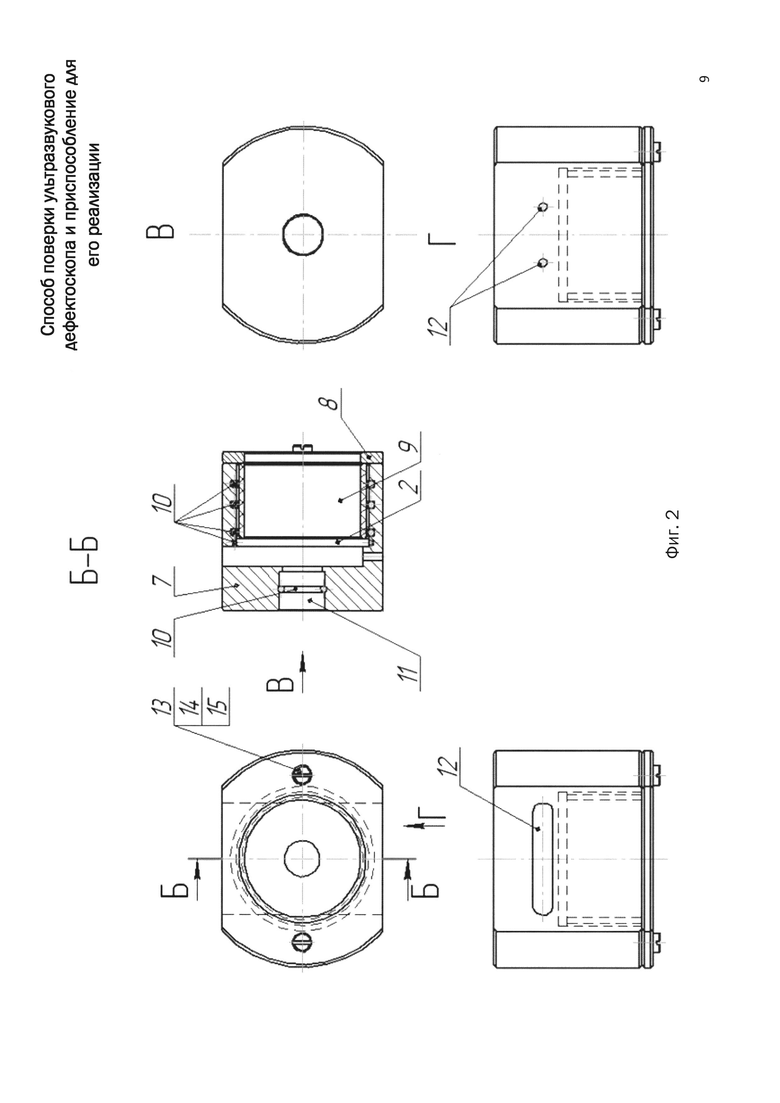
На фиг.2 изображено приспособление для поверки ультразвукового дефектоскопа для измерения толщины стенки иммерсионным способом акустического контакта.
На фиг. 2 приняты следующие обозначения:
2. Мера из набора мер поверки ультразвукового дефектоскопа для измерения толщины стенки иммерсионным способом акустического контакта.
7. Корпус.
8. Крышка прижимная.
9. Кольцо проставочное.
10. Кольцо уплотнительное.
11. Сквозная цилиндрическая полость.
12. Технологические отверстия для заполнения жидкостью пространства между линзой пьезоэлектрического ультразвукового датчика и мерой.
13. Глухое резьбовое отверстие.
14. Крепежные изделия.
15. Гладкое отверстие в крышке прижимной.
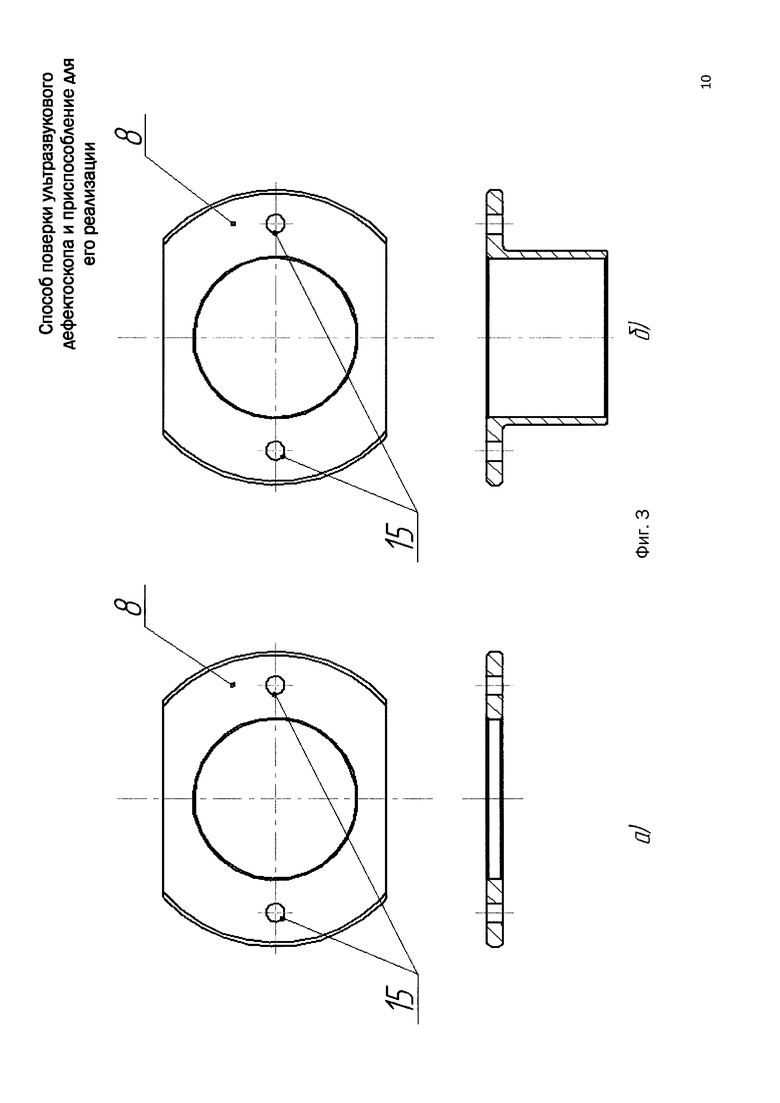
На фиг. 3 изображена крышка прижимная в частных случаях реализации.
На фиг.3 приняты следующие обозначения:
8. Крышка прижимная.
15. Отверстие в крышке прижимной.
Способ поверки ультразвукового дефектоскопа для измерения толщины стенки иммерсионным способом акустического контакта включает в себя проверку работоспособности пьезоэлектрических ультразвуковых датчиков ультразвукового дефектоскопа с использованием компьютера, по результатам которой судят о работоспособности ультразвукового дефектоскопа, при этом проверку каждого из пьезоэлектрических ультразвуковых датчиков ультразвукового дефектоскопа осуществляют с использованием приспособления 1, выполненного со сквозной цилиндрической полостью 11, при этом в сквозную цилиндрическую полость 11 устанавливают меру 2 и пьезоэлектрический ультразвуковой датчик 3 с обеспечением их фиксации в приспособлении, заполняют жидкостью 5 пространство между линзой пьезоэлектрического ультразвукового датчика 3 и мерой 2 и осуществляют проверку работоспособности пьезоэлектрического ультразвукового датчика 3.
Приспособление 1 для поверки ультразвукового дефектоскопа для измерения толщины стенки трубопровода иммерсионным способом акустического контакта состоит из корпуса 7 цилиндрической формы со сквозной цилиндрической полостью 11, который выполнен с возможностью установки меры 2 в сквозную цилиндрическую полость 12 с одного торца корпуса 7 и пьезоэлектрического ультразвукового датчика с другого торца корпуса 7, при этом корпус 7 со стороны торца, в который устанавливают меру 2, имеет резьбовые отверстия 13 для крепления крышки прижимной 8 к корпусу 7 посредством крепежных изделий 14.
В состав приспособления 1 для поверки ультразвукового дефектоскопа для измерения толщины стенки трубопровода иммерсионным способом акустического контакта входят также крышка прижимная с отверстиями 15 для крепления к корпусу 7 кольца уплотнительные 10 для обеспечения фиксации меры 2 и пьезоэлектрического ультразвукового датчика 3 в сквозной цилиндрической полости 11 корпуса 8, при этом в корпусе 7 выполнены технологические отверстия 12 для заполнения сквозной цилиндрической полости 11 жидкостью 5, а на внутренних стенках корпуса 7 выполнены проточки для установки в них колец уплотнительных 10.
Приспособление 1 дополнительно содержит набор колец проставочных 9 для фиксации меры 2, выполненных в виде полых цилиндров.
Крышка прижимная 8 может быть выполнена в виде полого цилиндра с фланцем. Корпус 7 и крышка 8 могут быть выполнены из стали, алюминия или пластика, армированного металлическими втулками, с резьбовыми отверстиями 13 для установки крепежных изделий 14.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления стенда сухой протяжки для проверки работоспособности внутритрубных инспекционных приборов на испытательном трубопроводном полигоне | 2017 |
|
RU2653138C1 |
| Способ обнаружения питтинговой коррозии | 2019 |
|
RU2714868C1 |
| Способ определения толщины стенки трубопровода в зоне дефекта типа "потеря металла" на основе статистической стабилизации параметров сигнала по данным ультразвуковой секции WM | 2018 |
|
RU2687846C1 |
| Способ изготовления фланцевой вставки для проверки работоспособности внутритрубных инспекционных приборов на испытательном трубопроводном полигоне | 2016 |
|
RU2625985C1 |
| Способ проведения внутритрубной диагностики в подвижной жидкостной пробке | 2017 |
|
RU2650621C1 |
| Носитель датчиков дефектоскопа внутритрубного ультразвукового | 2018 |
|
RU2692868C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ТОЛЩИНОМЕТРИИ С ВЫСОКИМ РАЗРЕШЕНИЕМ | 2014 |
|
RU2554323C1 |
| СПОСОБ И УСТРОЙСТВО КОНТРОЛЯ РАБОТОСПОСОБНОСТИ УЛЬТРАЗВУКОВОГО ДЕФЕКТОСКОПА | 1994 |
|
RU2104519C1 |
| Способ определения сигнала от стенки трубы по данным ВИП CD статистики энергетических линий | 2018 |
|
RU2690975C1 |
| СПОСОБ АВТОМАТИЗИРОВАННОЙ НАРУЖНОЙ ДИАГНОСТИКИ ТРУБОПРОВОДА И АВТОМАТИЗИРОВАННЫЙ ДИАГНОСТИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2021 |
|
RU2757203C1 |
Использование: для поверки ультразвукового дефектоскопа. Сущность изобретения заключается в том, что проверку каждого из пьезоэлектрических ультразвуковых датчиков ультразвукового дефектоскопа осуществляют с использованием приспособления, выполненного со сквозной цилиндрической полостью, при этом в сквозную цилиндрическую полость устанавливают меру и пьезоэлектрический ультразвуковой датчик с обеспечением их фиксации в приспособлении, заполняют жидкостью пространство между линзой пьезоэлектрического ультразвукового датчиком и мерой и осуществляют проверку работоспособности пьезоэлектрического ультразвукового датчика. Технический результат: повышение точности калибровки и расширение функциональных возможностей. 2 н. и 7 з.п. ф-лы, 3 ил.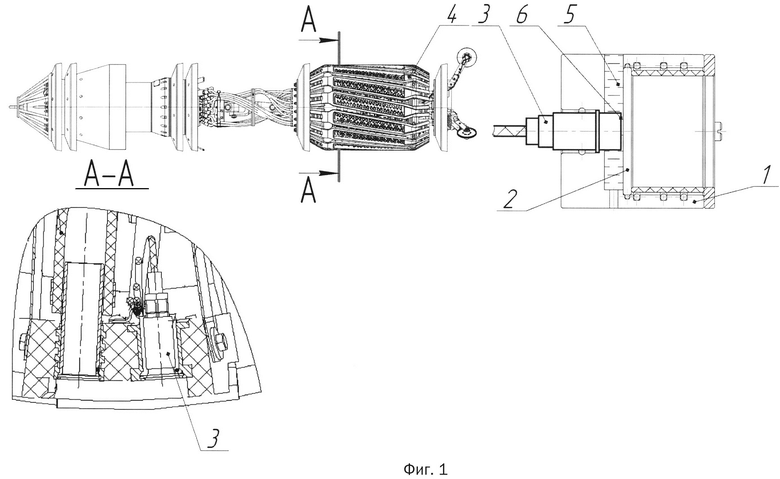
1. Способ поверки ультразвукового дефектоскопа для измерения толщины стенки трубопровода иммерсионным способом акустического контакта, включающий проверку работоспособности пьезоэлектрических ультразвуковых датчиков ультразвукового дефектоскопа с использованием компьютера, по результатам которой судят о работоспособности ультразвукового дефектоскопа, отличающийся тем, что:
проверку каждого из пьезоэлектрических ультразвуковых датчиков ультразвукового дефектоскопа осуществляют с использованием приспособления, выполненного со сквозной цилиндрической полостью, при этом в сквозную цилиндрическую полость устанавливают меру и пьезоэлектрический ультразвуковой датчик с обеспечением их фиксации в приспособлении, заполняют жидкостью пространство между линзой пьезоэлектрического ультразвукового датчика и мерой и осуществляют проверку работоспособности пьезоэлектрического ультразвукового датчика.
2. Приспособление для поверки ультразвукового дефектоскопа для измерения толщины стенки трубопровода иммерсионным способом акустического контакта по п. 1, включающее корпус со сквозной цилиндрической полостью, выполненный с возможностью установки меры в сквозную цилиндрическую полость с одного торца корпуса и пьезоэлектрического ультразвукового датчика с другого торца корпуса, крышку прижимную с отверстиями для крепления к корпусу, кольца уплотнительные для обеспечения фиксации меры и пьезоэлектрического ультразвукового датчика в сквозной цилиндрической полости корпуса, при этом в корпусе выполнены технологические отверстия для заполнения сквозной цилиндрической полости жидкостью, а на внутренних стенках корпуса выполнены проточки для установки в них колец уплотнительных.
3. Приспособление по п. 2, отличающееся тем, что корпус выполнен цилиндрической формы.
4. Приспособление по п. 2, отличающееся тем, что корпус со стороны торца, в который устанавливают меру, имеет резьбовые отверстия для крепления крышки прижимной к корпусу посредством крепежных изделий.
5. Приспособление по п. 2, отличающееся тем, что дополнительно содержит набор колец проставочных для фиксации меры, выполненных в виде полых цилиндров.
6. Приспособление по п. 2, отличающееся тем, что крышка прижимная выполнена в виде полого цилиндра с фланцем.
7. Приспособление по п. 2, отличающееся тем, что корпус и крышка прижимная выполнены из стали.
8. Приспособление по п. 2, отличающееся тем, что корпус и крышка прижимная выполнены из алюминия.
9. Приспособление по п. 2, отличающееся тем, что корпус и крышка прижимная выполнены из пластика, армированного металлическими втулками, с резьбовыми отверстиями для установки крепежных изделий.
| Бинокулярный микропроектор | 1960 |
|
SU140993A1 |
| СПОСОБ ДИНАМИЧЕСКОЙ КАЛИБРОВКИ УЛЬТРАЗВУКОВОГО ДЕФЕКТОСКОПА | 2014 |
|
RU2550825C1 |
| 0 |
|
SU161230A1 | |
| Аппарат для непрерывного разваривания сырья в спиртовом производстве | 1959 |
|
SU124397A1 |
| US 2016157833 A1, 09.06.2016 | |||
| Способ получения экстракта родиолы розовой | 1981 |
|
SU944578A1 |

