Изобретение относится к обработке металлов давлением, а именно к инструментальной оснастке для прессования и правки изделий, получаемых прессованием, в частности труб и прутков из титановых сплавов.
Известно, что при прессовании изделий на выходе из матрицы имеет место неравномерное распределение внутренних напряжений в изделиях. Это связано с неравномерным распределением температур по сечению изделия, наличием или отсутствием технологической смазки на поверхности матрицы, особенностью конструкции прессового инструмента, микродефектами металла и многими другими факторами. Наибольшее влияние этих негативных факторов наблюдается в начальной нестационарной стадии процесса прессования, далее процесс стабилизируется и неравномерность распределения внутренних напряжений в изделиях резко уменьшается. Неравномерность распределения внутренних напряжений является основным фактором, приводящим к смещению оси профиля в радиальном направлении, следствием этого является возникновение продольной кривизны профиля, которая приводит к браку, а в отдельных случаях - к запрессовке всей матричной сборки прессуемым металлом, что приводит к аварийной остановке процесса прессования.
Известен инструмент для прессования, содержащий, по крайней мере, однопозиционную инструментальную доску с пазом, в котором установлен матричный комплект, содержащий матрицедержатель с опорным кольцом, в котором установлена направляющая труба с фланцем и дополнительным фиксатором, размещенным между стенкой паза и матрицедержателем, при этом направляющая труба выполнена с двумя разъемными вставками, зафиксированными срезными элементами (патент РФ №2304030, кл. В21С 25/00, опубл. 10.08.2007. Бюл. №22) - прототип.
Наличие направляющих элементов позволяет лимитировать искривление оси прессового изделия при установившемся режиме прессования и исключить заклинивание матричного узла (матричную сборку) при чрезмерном искривлении профиля.
Недостатком данного изобретения является то, что фактически в начальном периоде прессования искривление оси изделия ничем не ограничивается, далее оно наследуется со всеми отрицательными последствиями, что является потенциальной причиной возникновения брака.
Задачей, на решение которой направлено данное изобретение, является повышение выхода годной продукции за счет устранения искривления концевой части профиля, повышение производительности процесса и улучшение эксплуатационных свойств прессового инструмента.
Техническим результатом, достигаемым при использовании заявляемого инструмента, является жесткая фиксация положения оси профиля в начале процесса прессования, и ее стабилизация в процессе дальнейшего прессования.
Поставленная задача решается тем, что в прессовом инструменте, содержащем инструментальную доску, в которой размещен матричный комплект, состоящий из матрицедержателя с матрицей, прокладки и опорного кольца, в котором установлена направляющая труба, согласно изобретению, на внутренней поверхности направляющей трубы на срезных предохранительных элементах установлены, по крайней мере, три секторные вставки, образующие пазы, по которым в осевом направлении перемещается втулка с центрирующей полостью. При этом в направляющей трубе и в секторных вставках выполнены сквозные отверстия для удаления смазки.
Благодаря втулке с центрирующей полостью, передний конец прессуемого изделия на выходе из матрицы попадает в центрирующую полость втулки и тем самым ориентируется по оси прессования, что исключает появление продольной кривизны в начале процесса прессования на этапе нестационарного истечения металла и, соответственно, устраняет основную причину брака и снижение выходов годного. Благодаря отверстиям в направляющей втулке происходит удаление стеклосмазки из направляющей трубы.
Благодаря не менее чем трем секторным вкладышам, равномерно размещенным по окружности, обеспечивается ориентация изделия по двум взаимно перпендикулярным плоскостям.
Сущность заявляемого изобретения поясняется чертежами, на которых на фиг.1 схематично изображен предлагаемый инструмент, на фиг.2 - втулка с центрирующей полостью.
Прессовый инструмент включает в себя инструментальную доску 1, в пазу которой установлен матрицедержатель 2 с матрицей 3, прокладка 4 и опорное кольцо 5, в которое установлена направляющая труба 6 с размещенными в ней секторными вставками 7, закрепленными срезными фиксирующими элементами 8 и втулкой с центрирующей полостью 9.
Предлагаемый прессовый инструмент работает следующим образом.
Перед прессованием очередного изделия втулка с центрирующей полостью 9 размещается в направляющей трубе 6, снабженной секторными вставками 7 у выходного торца матрицы 3. При прессовании передний конец прессуемого изделия попадает в центрирующую полость втулки 9, и дальнейшая выпрессовка изделия осуществляется при ориентированном по оси прессования изделии, которое происходит до выхода центрирующей втулки 9 из направляющей трубы 6. В дальнейшем центрирование обеспечивается секторными вставками 7.
Например, при прессовании прутков диаметром 152 мм из титанового сплава 6A14V на существующем прессовом инструменте концевая кривизна достигает 4,0 мм на длине 500 мм и требует проведения операции горячей правки перед последующей обработкой прутков. Предлагаемый прессовый инструмент позволяет снизить на данных прутках концевую кривизну до 1,0 мм на длине 500 мм.
Таким образом, предлагаемый прессовый инструмент по сравнению с прототипом позволяет максимально снизить концевую кривизну на прессизделиях, повысить производительность процесса и повысить выход годного.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ | 2005 |
|
RU2304030C1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ | 2002 |
|
RU2221660C1 |
| СБОРНАЯ МАТРИЦА ДЛЯ ПРЕССОВАНИЯ | 2003 |
|
RU2233723C1 |
| Инструментальный блок для прессования изделий | 1989 |
|
SU1803216A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| Устройство для бесслитковой прокатки и прессования металла | 2019 |
|
RU2724758C1 |
| Инструментальный блок | 1975 |
|
SU535976A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ С РЕГЛАМЕНТИРОВАННОЙ КРИВИЗНОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2403111C1 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1998 |
|
RU2146177C1 |
| СПОСОБ НАГРЕВА МАТРИЧНОГО КОМПЛЕКТА | 2005 |
|
RU2288062C1 |
Изобретение относится к обработке металлов давлением, в частности к инструментальной оснастке для прессования изделий и их правки. Инструмент содержит инструментальную доску, в которой размещен матричный комплект. Комплект включает матрицедержатель с матрицей, прокладки и опорное кольцо. В опорном кольце установлена направляющая труба. На внутренней поверхности последней на срезных предохранительных элементах установлены по меньшей мере три секторные вставки. Вставки образуют пазы. По упомянутым пазам перемещается в осевом направлении втулка с центрирующей полостью. В направляющей трубе и в секторных вставках могут быть выполнены сквозные отверстия для удаления смазки. В результате обеспечивается жесткая фиксация положения оси прессуемого изделия в начале процесса прессования и ее стабилизация в процессе дальнейшего прессования. 1 з.п. ф-лы, 2 ил.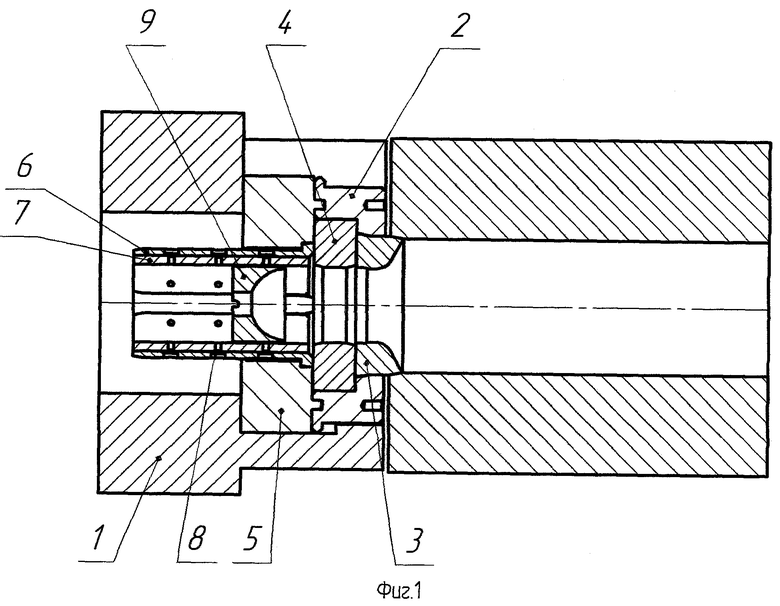
1. Прессовый инструмент, содержащий инструментальную доску, в которой размещен матричный комплект, состоящий из матрицедержателя с матрицей, прокладки и опорного кольца, в котором установлена направляющая труба, отличающийся тем, что на внутренней поверхности направляющей трубы на срезных предохранительных элементах установлены по меньшей мере три секторные вставки, образующие пазы, в которых с возможностью перемещения в осевом направлении расположена втулка с центрирующей полостью.
2. Инструмент по п.1, отличающийся тем, что направляющая труба и секторные вставки выполнены со сквозными отверстиями для удаления смазки.
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ | 2005 |
|
RU2304030C1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ | 2002 |
|
RU2221660C1 |
| УСТРОЙСТВО ДЛЯ ГОРЯЧЕГО ПРЕССОВАНИЯ ТРУБ И ЕГО ПЕРЕДНЯЯ ВТУЛКА | 1998 |
|
RU2146977C1 |
| US 4165625 А, 28.08.1979 | |||
| DE 102004005879 A1, 08.09.2005. | |||

