Изобретение относится к обработке металлов давлением и может быть использовано при производстве профильных изделий, преимущественно труб с минимальной продольной кривизной.
Известен способ производства профилей методом прессования, включающий выдавливание заготовки из контейнера через матрицу, направление профиля между регулируемыми роликами клетей, захват и сопровождение профиля тянущим устройством вдоль стола пресса, обрезка профиля, поперечная передача на ось растяжной машины, растяжка (патент РФ 2177848, В 21 С 23/00). Прессовый инструмент в данном способе не обеспечивает высокой геометрической точности по длине профиля, поэтому требуется дополнительная правка поперечной кривизны профиля при выходе его на стол пресса путем проведения корректирующей деформации профиля между регулируемыми роликами клетей, установленных на столе пресса. Этот процесс достаточно трудоемкий, требует высококвалифицированной рабочей силы и постоянного контроля. Кроме того, при прессовании труднодеформируемых сплавов способ становится малоэффективным.
Известен инструмент для прессования изделий, включающий матрицедержатель, матрицу, прокладку, размещенную в расточке матрицедержателя, опорное кольцо и направляющую трубу (А.П. Коликов. Машины и агрегаты трубного производства. - М.: Машиностроение, 1977, с. 173) - прототип.
При прессовании материал профиля нагревается и приобретает высокую пластичность. Под действием нагрузок силы тяжести или напряжений, возникающих в процессе формообразования, возможно смещение оси профиля в радиальном направлении, приводящее к его продольной кривизне. Величину искривления осевых размеров профиля ограничивает внутренняя поверхность направляющей трубы. Однако в данной конструкции прессового инструмента принятый зазор между наружной поверхностью прессуемого изделия и направляющий трубы намного превосходит величину допуска на продольную кривизну профиля. Величина зазора обусловлена необходимостью компенсации несовпадения оси фильеры матрицы и оси направляющей трубы. Несоосность может достигать несколько миллиметров, так как их установочные базы сопрягаются посредством нескольких переходных звеньев. При прессовании предельная величина искривления оси профиля определяется величиной данного компенсационного зазора и во многих случаях не удовлетворяет требованиям точности изготовления изделий. Для ее исправления требуется введение сложных дополнительных технологических операций.
Задачей, на решение которой направлено изобретение, является повышение точности и производительности прессового комплекса, стабилизации технологического процесса, повышения выхода годного за счет снижения риска получения брака по продольной кривизне профиля.
Техническим результатом, достигаемым при применении инструмента, является получение профиля с минимальной и стабильной величиной продольной кривизны путем рациональной установки направляющей трубы и подбора ее геометрических размеров.
Указанный технический результат достигается тем, что в инструменте для прессования изделий, включающем матрицедержатель, матрицу и прокладку, размещенные в расточке матрицедержателя, опорное кольцо и направляющую трубу, размещенную в опорном кольце, в прокладке выполнена цилиндрическая расточка, соосная оси матрицедержателя, направляющая труба снабжена цилиндрическим выступом, сопрягаемым с цилиндрической расточкой в прокладке, и байонетным замком, соединяющим направляющую трубу с опорным кольцом.
Работа инструмента поясняется чертежом.
Прессовый инструмент содержит матрицедержатель 1, матрицу 2, прокладку 3 с цилиндрической проточкой 4, опорное кольцо 5 с байонетным замком 6 и направляющей трубой 7.
Работа прессового инструмента осуществляется следующим образом.
Направляющая труба 7 крепится посредством байонетного замка 6 к опорному кольцу 5 и сопрягается по наружной поверхности с цилиндрической проточкой 4, выполненной в прокладке соосно с осью матрицы 2. Байонетный замок предотвращает продольное перемещение направляющей трубы. При прессовании продольная кривизна прессуемого профиля 8 ограничивается величиной бокового зазора между прессуемым изделием и внутренней поверхностью направляющей трубы.
Пример. Прессуют 2 партии труб (по 3 трубы в каждой) из титанового сплава ВТ9, длина трубы равняется 2 м, наружный диаметр - 140 мм, толщина стенки - 26 мм, допустимое максимальное отклонение продольной кривизны не более 2 мм/м.
Используются два типа прессового инструмента:
1. В качестве направляющей трубы используется фланцевая труба внутренним диаметром, равным 160 мм, фланец трубы удерживается упором.
2. В качестве направляющей трубы используется фланцевая труба внутренним диаметром, равным 143 мм, которая установлена по наружному диаметру по посадке в цилиндрической проточке в прокладке прессового инструмента.
В первой партии отклонение от продольной кривизны составило 7,8-9,1 мм/м. Во второй 1,5-1,8 мм/м.
Заявленный инструмент позволяет:
1. Уменьшить поперечную кривизну профиля и исключить операцию по ее правке.
2. Снизить расход материала на тонну продукции.
3. Уменьшить периодичность и точность проведения центровки прессового оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ | 2005 |
|
RU2304030C1 |
| ПРЕССОВЫЙ ИНСТРУМЕНТ | 2007 |
|
RU2359768C1 |
| Инструмент для прессования изделийСО СМАзКОй | 1978 |
|
SU804048A1 |
| Инструментальный блок для прессования изделий | 1989 |
|
SU1803216A1 |
| ИНСТРУМЕНТ ДЛЯ КОМПАКТИРОВАНИЯ ШИХТОВЫХ МАТЕРИАЛОВ | 2005 |
|
RU2284236C1 |
| Матричный узел для обратного экструдирования | 1976 |
|
SU664705A1 |
| Матричный узел для прессования кольцевых профилей | 1975 |
|
SU580024A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| СПОСОБ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ЛЕГКИХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2455094C2 |
| СПОСОБ ПРОКАТКИ И ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2457051C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при производстве профильных изделий, преимущественно труб с минимальной продольной кривизной. Инструмент содержит матрицедержатель, в расточке которого размещены матрица и прокладка, и опорное кольцо, соединенное посредством байонетного замка с направляющей трубой. В прокладке имеется цилиндрическая расточка, соосная матрицедержателю. Направляющая труба выполнена с цилиндрическим выступом, сопрягаемым с цилиндрической расточкой прокладки. В результате обеспечивается получение профиля с минимальной и стабильной величиной продольной кривизны путем рациональной установки направляющей трубы. 1 ил.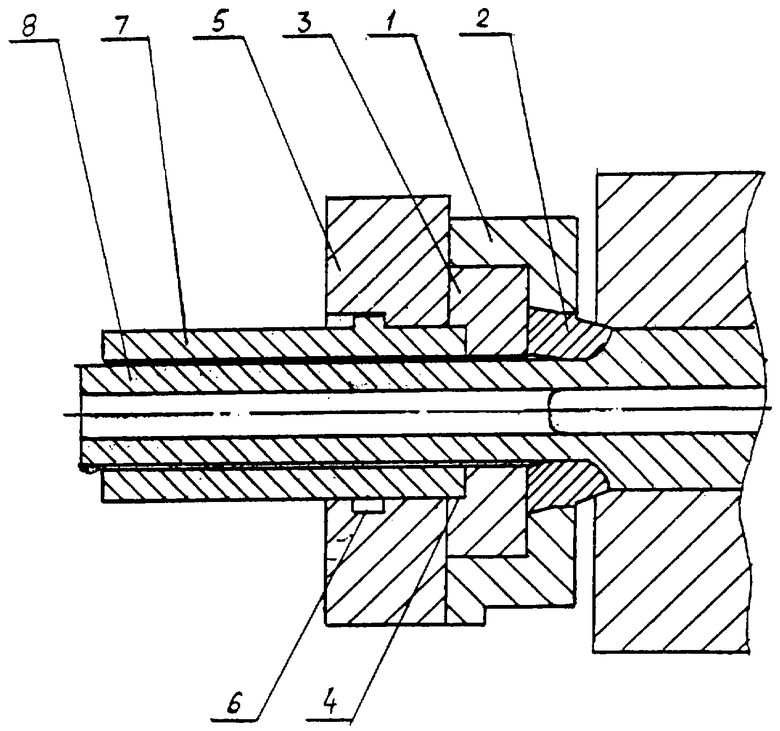
Инструмент для прессования изделий, содержащий матрицедержатель, матрицу и прокладку, размещенные в расточке матрицедержателя, опорное кольцо и направляющую трубу, размещенную в опорном кольце, отличающийся тем, что в прокладке выполнена цилиндрическая расточка, соосная оси матрицедержателя, направляющая труба снабжена цилиндрическим выступом, сопрягаемым с цилиндрической расточкой в прокладке, и байонетным замком, соединяющим направляющую трубу с опорным кольцом.
| КОЛИКОВ А.П | |||
| Машины и агрегаты трубного производства | |||
| - М.: Машиностроение, 1977, с | |||
| Джино-прядильная машина | 1922 |
|
SU173A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1988 |
|
SU1577159A1 |
| Инструмент для прессования полых изделий переменного сечения | 1980 |
|
SU897359A1 |
| Матричный блок для горячего прессования заготовок | 1981 |
|
SU1128998A1 |
| US 4592224, 03.06.1986 | |||
| СПОСОБ ПОЛУЧЕНИЯ БЕЛКОВ HCV, ПРИГОДНЫХ ДЛЯ ИСПОЛЬЗОВАНИЯ В ВАКЦИНЕ ИЛИ ИММУНОАНАЛИЗЕ, АСИАЛОГЛИКОПРОТЕИН (ВАРИАНТЫ), КОМПОЗИЦИЯ ДЛЯ ИСПОЛЬЗОВАНИЯ В ВАКЦИНЕ ИЛИ В ИММУНОАНАЛИЗЕ (ВАРИАНТЫ), СПОСОБ ОЧИСТКИ АСИАЛОГЛИКОПРОТЕИНА И СПОСОБ ПОНИЖЕНИЯ СОДЕРЖАНИЯ ИЛИ ЭЛИМИНАЦИИ HCV | 1991 |
|
RU2123528C1 |

