(54) ИНСТРУМЕНТАЛЬНЫЙ БЛОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для многоканального прессования | 1976 |
|
SU642036A1 |
| Матричный блок для прессования полых профилей | 1974 |
|
SU500848A1 |
| Матричный узел для прессования полых профилей | 1974 |
|
SU504576A1 |
| Инструментальный блок для прессования изделий | 1989 |
|
SU1803216A1 |
| Устройство для прессования полых профилей | 1976 |
|
SU588033A1 |
| УСТРОЙСТВО ДЛЯ ЗАКАЛКИ ИЗДЕЛИЙ НА СТОЛЕ ПРЕССА | 2001 |
|
RU2236922C2 |
| Матричный узел для прессования ар-мированных труб | 1974 |
|
SU508293A1 |
| УСТРОЙСТВО ДЛЯ СКАЛЬПИРОВАНИЯ ЗАГОТОВОК | 1992 |
|
RU2006325C1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА К ГОРИЗОНТАЛЬНОМУ ГИДРАВЛИЧЕСКОМУ ПРЕССУ | 1972 |
|
SU349436A1 |
Изобретение касается обработки металлов давлением.
Известны инструментальные блоки для прессования изделий, содержащие смонтированные в мундштуке пресса рассекатель и матричную доску, на которой установлены втулка, имеющая внутреннюю поверхность в форме эллипсоида вращения, и соосная с цилиндрическим .контейнером обойма.
Однако с помощью такого блока невозможно прессовать одновременно несколько изделий, а также прутки и сплошные профили.
Предложенный блок отличается тем, что рассекатель своим основанием закреплен в центре матричной доски и выполнен в виде грибовидного тела, а также за счет того, что он снабжен дошолнительной втулкой с внутренней поверхностью в виде эллипсоида вращения, установленной в .контейнере и опирающейся на торец обоймы.
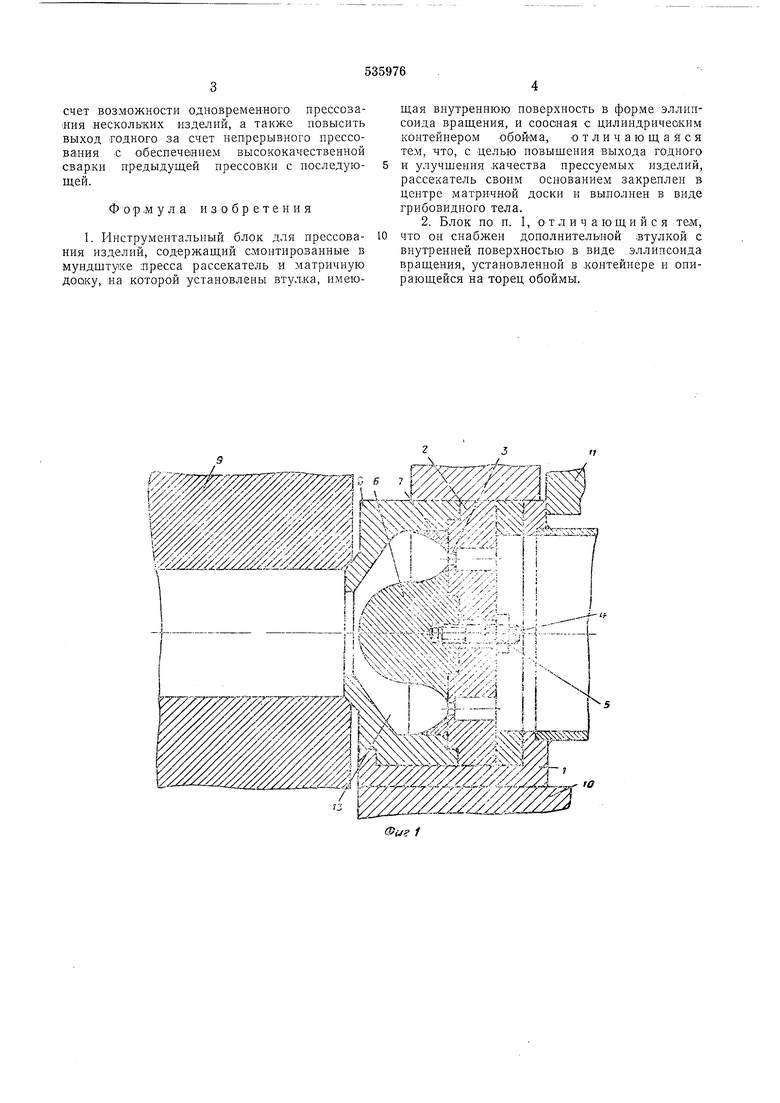
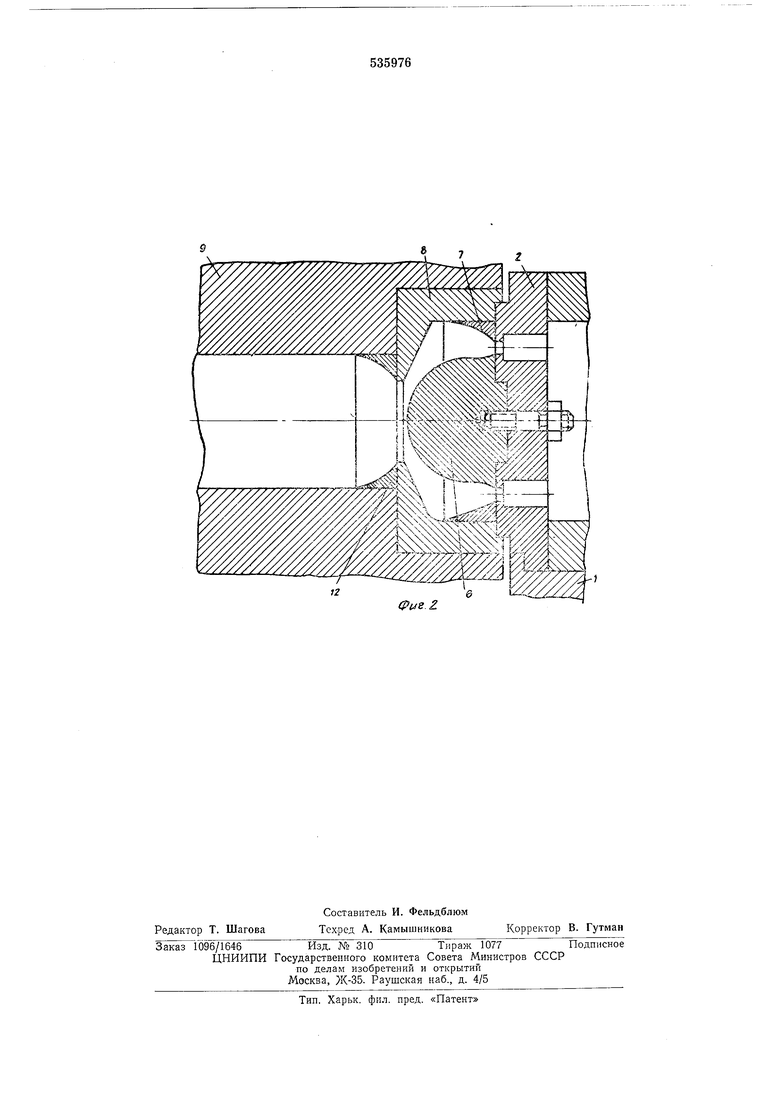
Иа фиг. 1 изображен .предлагаемый блок, общий вид; на фиг. 2 - общий вид блока с уста.новкой дополнительной втулки.
Инструментальный блок содержит установленную в му1ндщтуке 1 пресса матричную дооку 2 с матрицами 3. К матричной доске 2 с помощью шпильки 4 и 1гай|ки 5 прикреплен рассекатель 6. На торец матричной доски 2 опирается фигурная втулка 7 и обойма 8, взаимодействующая с .контейнером 9.
Мундщтук / устанавливается в станине пресса 10 и крепится в ней кл.иновым затвором 11. При монтаже обоймы 8 непосредственно в контейнере 2 устанавливается дополнительная фигурная втулка 12, внутренняя поверхность которой имеет форму эллипсоида вращения.
Работа блока осуществляется следующим образом.
Обойма 8 в сборе со втулкой выхода 7, рассекателем 6 и матричной доской 2 нагревается до темпер.атуры прессования и устанавливается на пресс. Контейнер 9 прижимается цилиндрам.и привода контейнера (на чертеже не показаны) к обойме 8 (см. фиг. 1) или к матричной доске 2 (см. фиг. 2). Заготовка, .нагретая до температуры прессопания, помещается в контейнере 9, после чего под действием прессштемпеля через прессшайбу (на чертеже не яоказаны) она продавливается через входную часть обоймы 8 во внутреннюю ее полость 13. Встречая на пути рассекатель 6, металл заготовки растекается и в виде сплошного кольцевого потеха ноступает к отверстияМ матриц 3, через которые вы.прессовывается в изделие.
Иопользование предложенного 1нструментального блока при прессовании полых и сплошных профилей позволяет значительно повысить производительность процесса за
счет возможности одновременного прессования нескольких изделий, а также повысить выход годного за счет непрерывного прессова,ния с обеспечением высококачественной свар.ки предыдущей прессовки с последующей.
Формула изобретения
I
