Изобретение относится к обработке металлов давлением и может быть использовано при производстве труб большого диаметра.
Известен способ прессования труб, включающий нагрев слитка, подачу слитка к прессу, подачу слитка к контейнеру, подачу пресс-шайбы, распрессовку слитка, прошивку отверстия, прямое прессование трубы в зазор между иглой и матрицей, выталкивание пресс-остатка с трубой, обрезку пресс-остатка от трубы, очистку контейнера, уборку пресс-шайбы (Жолобов В.В., Зверев Г.И. Прессование металлов - М.: Металлургия, 1971, с. 229).
Известный способ обеспечивает высокую производительность при производстве труб малого и среднего диаметра (до 300 мм).
Недостатками данного способа являются большие потери металла при прошивке из-за выпрессовки "выдры", а также большие усилия прессования.
Данный способ прессования труб совпадает с заявленным способом по следующим существенным признакам: нагрев слитка, подача слитка к прессу, затем к контейнеру, распрессовка слитка, прошивка отверстия. прессование трубы.
Известен способ прессования труб большого диаметра выдавливанием на пуансон, включающий размещение слитка в контейнере, прессование трубы выдавливанием на пуансон в кольцевой зазор между пуансоном и контейнером, вырезку донца трубы, продвижение трубы вперед, выталкивание трубы из контейнера (там же, с. 27).
Данный способ прессования позволяет получать трубы большого диаметра, диаметр которых равен диаметру контейнера.
Недостатком данного способа являются большие усилия прессования, что не позволяет получать тонкостенные трубы большого диаметра с отношением толщины стенки к диаметру менее 0,1.
Данный способ совпадает с заявленным способом прессования труб по следующим существенным признакам: размещение слитка в контейнере, прессование трубы выдавливанием на пуансон в кольцевой зазор между пуансоном и контейнером, вырезка донца трубы.
Наиболее близким по технической сущности к предлагаемому изобретению является способ прессования труб, включающий размещение заглушки в матрицедержателе, подачу нагретого слитка в контейнер, распрессовку слитка пресс-штемпелем с пресс-шайбой, отвод пресс-шайбы с пресс-штемпелем, прошивку осевого отверстия прошивной иглой с образованием стакана, удаление заглушки из матрицедержателя, отделение дна заготовки иглой через отрезное кольцо и прессование трубы в кольцевой зазор, образованный матрицей и иглой, возврат иглы в исходное положение, выталкивание трубы с пресс-остатком из контейнера, отделение пресс-остатка и выталкивание трубы (там же, с. 12) - прототип.
В данном способе благодаря прошивке без образования "выдры" снижаются потери металла и повышается качество внутренней поверхности труб.
Недостатком данного способа является невозможность получения труб большого диаметра. Кроме того, данный способ может быть реализован только на прессах с прошивной системой.
Данный способ совпадает с заявленным способом прессования труб по следующим существенным признакам: размещение заглушки, подача нагретого слитка в контейнер, распрессовка слитка, прошивка осевого отверстия прошивной иглой с образованием стакана, удаление заглушки из матрицедержателя, отделение дна заготовки иглой через отрезное кольцо, прессование трубы.
Задачей, на решение которой направлено заявленное изобретение, является получение труб большого диаметра с отношением толщины стенки к диаметру менее 0,1 путем многопереходной последовательной выпрессовки трубы на пуансон в контейнере в зазор между пуансонами и стенкой контейнера, в том числе на прессах без прошивной системы.
Техническим результатом, достигаемым при осуществлении изобретения, является создание условий прессования, при которых нагрузки на прессовый инструмент не превышают допустимых и усилия пресса достаточно для получения труб большого диаметра с тонкой стенкой.
Указанный технический результат достигается тем, что в предлагаемом способе прессования труб большого диаметра, содержащем размещение заглушки в матрицедержателе, подачу нагретого слитка в контейнер, распрессовку слитка, прошивку осевого отверстия прошивной иглой с образованием стакана, удаление заглушки из матрицедержателя, отделение дна заготовки иглой через отрезное кольцо и прессование трубы, согласно изобретению прессование трубы осуществляют в зазор между пресс-иглой и стенкой контейнера за несколько последовательных переходов с базированием прошивной иглы или пресс-иглы предыдущего перехода на пресс-игле последующего перехода или с базированием пресс-иглы последующего перехода на пресс-игле предыдущего перехода или прошивной игле.
В одном случае после каждого перехода прессования, кроме окончательного, в матрицедержатель устанавливают соответствующее отрезное кольцо, а после каждого отделения дна заготовки в матрицедержатель устанавливают центрирующее кольцо, диаметр отверстия которого соответствует диаметру прошивной иглы или задействованной пресс-иглы с обеспечением скользящей посадки. При этом прошивку осевого отверстия и все переходы прессования осуществляют одним ходом пуансона.
В другом случае после прошивки осевого отверстия и после каждого перехода прессования пуансон отводят от иглы данного перехода, на выступающий ее конец надевают полую пресс-иглу, внутренний диаметр которой соответствует диаметру предыдущей иглы с обеспечением скользящей посадки между иглами. Удаление заглушки из матрицедержателя производят после прессования, и отделение дна отпрессованной трубы осуществляют составной из полного комплекта игл иглой.
В отличие от прототипа прессование трубы из прошитого слитка осуществляется в зазор между пуансоном и стенками контейнера за несколько последовательных переходов, причем отделение дна стакана, образовавшегося при прошивке и прессовании, осуществляется либо после каждого перехода прессования последовательно по частям, либо после окончательного прессования - полностью.
Прессование труб большого диаметра в несколько переходов таким образом, что каждый переход осуществляется выдавливанием на пресс-иглу большего диаметра, чем на предыдущем переходе, обеспечивает снижение усилия прессования на каждом переходе.
В одном случае благодаря отделению образовавшегося после очередного перехода прессования кольцевого дна с помощью соответствующего отрезного кольца обеспечивается возможность перемещения иглы и соответственно пресс-штемпеля для следующего перехода прессования. Установкой после каждого отделения дна перед очередным переходом прессования центрирующего кольца достигается точное базирование пресс-иглы, повышается точность прессуемой трубы и исключается истечение металла в зазор между центрирующим кольцом и иглой или пресс-иглами при последующих переходах прессования. Осуществление прошивки и прессования одним ходом пуансона позволяет в этом случае прессовать трубы большого диаметра при одном нагреве слитка и при нагрузках, не превышающих допустимые по условию прочности основных деталей и предельного усилия пресса.
В другом случае отделение и отвод пуансона от прошивной иглы или пресс-иглы очередного перехода и надевание на выступающий конец иглы полой пресс-иглы последующего перехода позволяет сократить количество отрезных и центрирующих колец. В этом случае удалением заглушки после всех переходов прессования и отделением дна отпрессованной трубы целиком иглой, составленной из полного комплекта игл, достигается снижение трудоемкости при изготовлении трубы и сокращается количество инструмента.
Все это позволяет также расширить номенклатуру прессуемых изделий.
Количество переходов прессования зависит от марки сплава прессуемой трубы, требуемого усилия прессования, температуры деформации металла, конечной толщины стенки, требуемой микроструктуры. Количество переходов и режимы прессования являются "ноу-хау" производства.
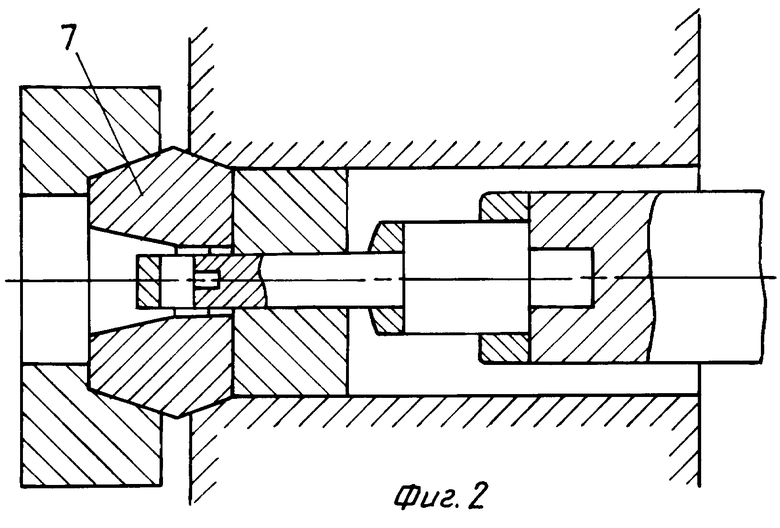
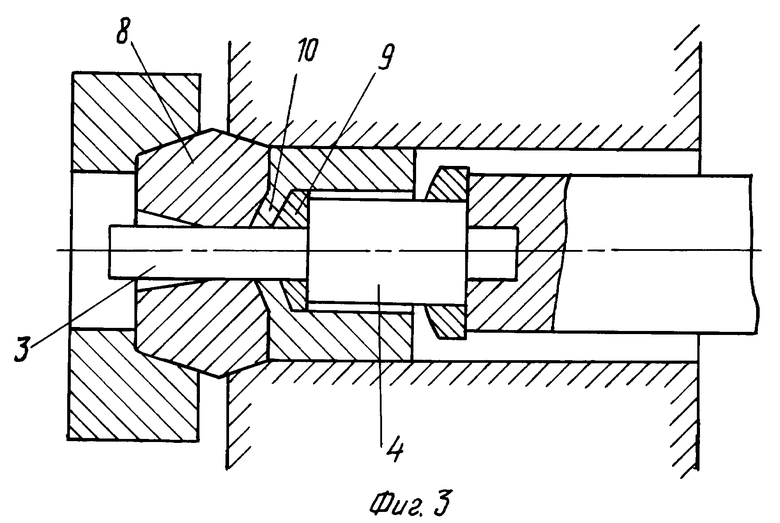
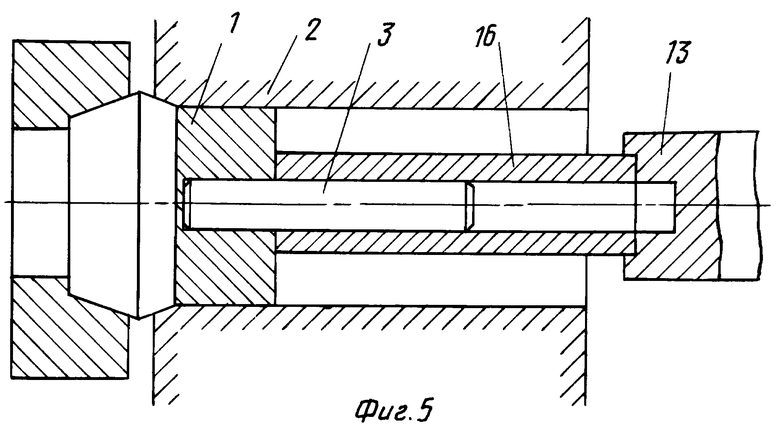
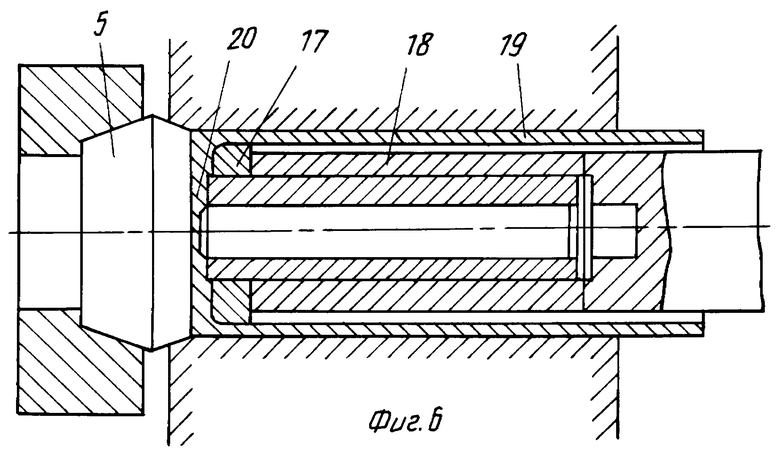
Изобретение поясняется чертежами, где на фиг. 1-4 показана схема процесса прессования по переходам в случае прессования трубы одним ходом пуансона: на фиг. 1 показана прошивка осевого отверстия с образованием стакана, на фиг. 2 - отделение дна стакана, на фиг. 3 - первый переход прессования с образованием кольцевого дна, на фиг. 4 - окончательный переход прессования. На фиг. 5-6 показана схема процесса прессования в случае отвода пуансона после каждого перехода; на фиг. 5 - начало второго перехода прессования, на фиг. 6 - окончательный переход прессования.
Способ прессования труб большого диаметра реализуется следующим образом. Нагретый до температуры прессования слиток 1 размещают в контейнере 2, распрессовывают и прошивают прошивной иглой 3, размещенной на ступенчатой пресс-игле 4, с образованием стакана (фиг. 1). Затем удаляют заглушку 5 из матрицедержателя 6, устанавливают отрезное кольцо 7 и вырубают (отделяют) дно стакана прошивной иглой 3 (фиг. 2). Затем удаляют отрезное кольцо 7 из матрицедержателя, устанавливают центрирующее кольцо 8, диаметр которого обеспечивает скользящую посадку в нем прошивной иглы 3, и производят первый переход прессования трубы в зазор между пресс-иглой 4 и стенкой контейнера 2 на пресс-шайбу 9 (фиг. 3). Затем удаляют центрирующее кольцо 8, устанавливают дополнительное промежуточное отрезное кольцо и отделяют кольцевое дно 10, образовавшееся при первом переходе прессования (не показано). Затем устанавливают центрирующее кольцо 11, диаметр которого обеспечивает скользящую посадку в нем пресс-иглы 4, и осуществляют окончательное прессование трубы на пресс-шайбу 12 в зазор между пресс-иглой последней ступени 13 и контейнером (фиг. 4). После прессования трубы снимают центрирующее кольцо 11, иглу 4 с трубой 14 фиксируют в матрицедержателе (мундштуке) пресса, пуансон и контейнер отводят от мундштука, затем трубу со ступенчатой иглой извлекают из контейнера. Отделение кольцевого дна 15 и извлечение ступенчатой иглы производят вне линии пресса.
Способ прессования трубы с отводом пуансона после каждого перехода реализуется следующим образом. Нагретый до температуры прессования слиток 1 размещают в контейнере 2, распрессовывают слиток и прошивают прошивной иглой 3, размещенной на пуансоне 13, с образованием стакана. Отводят пуансон 13, надевают на выступающий конец прошивной иглы 3 промежуточную полую пресс-иглу 16, внутренний диаметр которой соответствует диаметру прошивной иглы с обеспечением скользящей посадки между ними, и начинают второй переход прессования (фиг. 5). После прессования с образованием промежуточного стакана (не показано) отводят пуансон 13, на выступающий конец полой пресс-иглы 16 надевают пресс-шайбу 17 и полую пресс-иглу 18, внутренний диаметр которой соответствует наружному диаметру промежуточной полой пресс-иглы 16 с обеспечением скользящей посадки между ними, и производят окончательное прессование трубы 19 в кольцевой зазор между пресс-иглой 18 и стенками контейнера 2 с образованием дна стакана 20 (фиг. 6). Затем удаляют заглушку 5, устанавливают отрезное кольцо и отделяют дно от трубы иглой, составленной из полного комплекта игл. Затем трубу выталкивают из контейнера (не показано).
Предлагаемый способ прессования труб, как с использованием ступенчатой пресс-иглы, так и с использованием комплекта концентрических полых пресс-игл, позволяет производить трубы большого диаметра (более 300 мм) с отношением толщины стенки к диаметру менее 0,1.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕССОВАНИЯ КОРОТКОМЕРНЫХ ТРУБ | 2001 |
|
RU2208490C2 |
| СПОСОБ ПРЕССОВАНИЯ КОРОТКОМЕРНЫХ ТРУБ | 2007 |
|
RU2350420C1 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2094148C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2002 |
|
RU2216419C1 |
| СПОСОБ ПРЕССОВОЙ ПРОШИВКИ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2119396C1 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ | 1996 |
|
RU2097158C1 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ПОЛЫХ ИЗДЕЛИЙ | 2001 |
|
RU2191654C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ГОРЯЧИМ ВЫДАВЛИВАНИЕМ НА ПРЕССАХ С ПОДВИЖНЫМ КОНТЕЙНЕРОМ | 2004 |
|
RU2259897C1 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ | 2000 |
|
RU2184633C2 |
| УСТРОЙСТВО ДЛЯ ГОРЯЧЕГО ПРЕССОВАНИЯ ТРУБ И ЕГО ПЕРЕДНЯЯ ВТУЛКА | 1998 |
|
RU2146977C1 |

Изобретение используют при прессовании труб большого диаметра с отношением толщины стенки к диаметру менее 0,1. Техническим результатом изобретения является достижение нагрузок на прессовый инструмент, не превышающих допустимые. Способ прессования труб большого диаметра содержит размещенные заглушки в матрицедержателе, подачу нагретого слитка в контейнер, распрессовку слитка, прошивку осевого отверстия с образованием стакана, удаление заглушки, отделение дна и прессование трубы в зазор между пресс-иглой и стенкой контейнера за несколько переходов с определенным базированием пресс-игл и прошивной иглы. В одном случае, меняя в матрицедержателе отрезные и центрирующие кольца, одним ходом пуансона осуществляют прессование за несколько переходов и отделение образующегося при каждом промежуточном переходе кольцевого дна. В другом случае, надевая при отведенном пуансоне на выступающий из заготовки конец иглы последующую полую пресс-иглу, осуществляют прессование за несколько переходов, после чего, удалив заглушку, отделяют дно отпрессованной трубы иглой, составленной из полного комплекта надетых одна на другую игл. 2 з.п. ф-лы, 6 ил.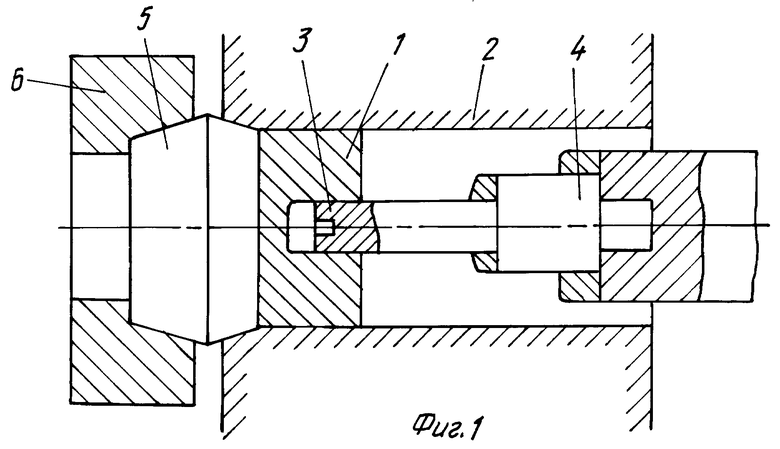
| Жолобов В.В | |||
| и др | |||
| Прессование металлов | |||
| - М.: Металлургия, 1971, с.12 | |||
| Способ прессования полых профилей | 1961 |
|
SU143009A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 0 |
|
SU264320A1 |
| US 4031732 A 28.06.77 | |||
| US 4292831 A 06.10.81. | |||

