Настоящее изобретение касается зацепляющего профиля согласно ограничительной части пункта 1 формулы изобретения.
Для соединения с геометрическим замыканием ступицы и вала часто используются призматические шпоночные сочленения. Если должны передаваться большие крутящие моменты и должно быть возможным смещение между ступицей и валом, часто используется шлицевой профиль или соответственно шлицевой вал.
При этом шлицы часто имеют либо прямоугольный, либо трапециевидный профиль. При этом профили производятся либо обработкой резанием, либо холодной обработкой давлением, например, методом динамической осадки валками. По сравнению с обработкой резанием холодная обработка давлением имеет, прежде всего, преимущество более высокой экономичности при высоких количествах производимых деталей.
Непосредственно при холодной обработке давлением при производстве таких профилей ряд параметров имеет решающее значение для точности профиля. Они представляют собой, в частности, диаметр, толщину зуба, шаг зацепления, форму и направление фронта зуба или, соответственно, шлица, овальность детали и т. д. Допуски этих отдельных параметров накапливаются, в конечном итоге, в ошибках посадки между ступицей и валом, которые имеют значение для эффективного соединения между ступицей и валом. Поэтому эти посадки нужно рассчитывать с достаточным зазором, чтобы делать вообще возможным соединение.
Однако этот необходимый зазор приводит к снижению качества сопряжения между ступицей и валом, что отрицательно отражается на соединении, в зависимости от параметров и целей использования. Часто требования к качеству этих деталей при последующей холодной обработке давлением могут выполняться только условно, ввиду неоднородностей исходного материала.
Эта проблема может встречаться у носителей дисков сцепления для автоматических приводов транспортного средства или, например, проявляться при производстве телескопических труб карданных валов, которые используются в больших количествах, например, в транспортном машиностроении. При этом соответственно используется внутренняя и внешняя труба с соответствующим профилированием на внутренней и, соответственно, внешней стороне. Из-за больших количеств деталей метод холодной обработки давлением представляет большой интерес для рентабельного производства продукции, но обусловленные высокой скоростью вращения труб телескопической трубы карданных валов в рабочем режиме предъявляются очень высокие требования к точности профильного соединения между внутренней и внешней трубой.
При применении обычных профилей между обеими трубами возникает зазор на перегиб, обусловленный, как правило, большой длиной профиля, который может приводить в рабочем режиме к неприемлемым радиальным перемещениям шарнирного вала и который может приводить к разрушению шарнирного вала при высоких нагрузках и частотах вращения. Зазор на перегиб вызывается радиальным зазором между профилем внутренней и внешней трубы.
Задача настоящего изобретения состоит в том, чтобы разработать зацепляющий профиль для приводных компонентов, в частности, для выполненных подвижно друг относительно друга шарнирных валов, у которых минимизирован или устранен совсем радиальный зазор.
Эта задача решается согласно изобретению посредством зацепляющего профиля с отличительными признаками пункта 1 формулы изобретения. Дальнейшие согласно изобретению предпочтительные варианты осуществления следуют из зависимых пунктов 2-6 формулы изобретения.
Соответствующий изобретению шлицевой профиль для соединения с геометрическим замыкателем вала со ступицей с по существу прямоугольным или трапециевидным поперечным сечением шлица имеет на дне шлица или на головке шлица либо ступицы, либо вала, по меньшей мере, одно выступающее радиально наружу ребро. При этом в радиальном направлении относительно продольной оси ступицы или соответственно вала возникает контакт линия-поверхность. Такой контакт может предпочтительно выполняться с небольшим зазором или совсем без зазора.
Предпочтительно каждое дно шлица или каждая головка шлица ступицы или вала имеет по меньшей мере одно ребро. При этом вдоль всего периметра достигается заданное соединение профилей между ступицей и валом, а также достигается точное радиальное позиционирование вала в ступице.
Предпочтительно ребро выполнено параллельным боковой поверхности шлица, предпочтительно вдоль всей длины соответствующего дна шлица или соответственно головки шлица. Непосредственно при больших длинах зацепления, которые появляются в случае телескопических труб, вместе с тем достигается точное радиальное соединение линия-поверхность между шлицами ступицы и вала, соответственно, внутренней трубы и внешней трубы.
Предпочтительно ребро имеет сужающееся наружу, трапециевидное поперечное сечение. Такую форму можно просто производить холодной обработкой давлением, и она имеет высокую стабильность. Предпочтительно ребро имеет максимальную ширину, равную 50%, предпочтительно 25% ширины соответствующего дна шлица или соответственно головки шлица. Чем более узким образовано ребро, тем меньше будет контактная поверхность головки ребра на соответствующей поверхности противоположного дна шлица или соответственно головки шлица. При этом можно достигать точных геометрических условий даже при больших длинах профилей.
Предпочтительно радиус контактной поверхности ребра до противоположного дна шлица или соответственно головки выполнен без зазора относительно продольной оси ступицы или соответственно вала или образован с предварительным натягом. Радиальный зазор между ступицей и валом может таким образом практически полностью устраняться. Далее обнаружилось, что предварительный натяг может осуществляться, т.е. радиус контактной поверхности ребра больше, чем радиус противоположного дна шлица или соответственно головки шлица, даже если ребра образованы на профиле ступицы. Это подходит, в частности, в случае тонкостенных полых профилей, причем либо ступица, либо вал, либо обе части выполнены в виде полых профилей. При этом предпочтительно может компенсироваться также встречающаяся у полых профилей, обусловленная неоднородностью материала овальность поперечного сечения.
Предпочтительно соответственно на дне шлица или соответственно на головке шлица расположены по меньшей мере два выполненных параллельно друг другу ребра. Соответственно размерам профилей и размерам ступицы и вала, а также в зависимости от передаваемых усилий и скоростей вращения может быть предпочтительным предусматривание больше, чем одного ребра.
Образованные рядом с ребром или ребрами карманы между радиально противолежащими поверхностями каждого профилированного дна и, соответственно, головки шлица оказались большим преимуществом для распределения смазочного материала в промежутках профилей.
Задача решается также посредством телескопической трубы для шарнирных валов с внутренней трубой и внешней трубой, у которой внутренняя труба или внешняя труба имеют шлицевой профиль, согласно одному из пунктов 1-6 формулы изобретения.
При этом предпочтительно внутренняя труба и внешняя труба выполнены в виде полого тела с приблизительно равномерной толщиной профиля. Такие шарнирные валы особенно хорошо подходят для применения на автомобилях для передачи усилий от двигателя на ведущие мосты и, соответственно, колеса.
Далее согласно изобретению предлагается способ изготовления шлицевого соединения согласно одному из пунктов 1-6 формулы изобретения методом холодной обработки давлением, в котором один или несколько профильных валков или профильных роликов в соответствии с необходимой для профилирования находящейся внутри полой части профильной оправкой с выполненным соответственно ребру профилем, приводятся в контакт с поверхностью ступицы или вала. При этом ребра могут предпочтительно изготавливаться за одну технологическую операцию, вместе с образованием шлицов.
Предпочтительно профильные валки и, соответственно, профильные ролики приводятся в периодический ударяющий контакт. Этим методом динамической осадки валками может производиться особенно точное профилирование.
Пример осуществления данного изобретения более подробно поясняется ниже при помощи чертежей, на которых показано:
Фиг.1 - поперечное сечение телескопической трубы с соответствующим изобретению шлицевым профилем;
Фиг.2 - поперечное сечение фрагмента выполненного согласно изобретению шлица согласно фиг.1;
Фиг.3 - поперечное сечение фрагмента альтернативного варианта осуществления телескопической трубы;
Фиг.4 - поперечное сечение фрагмента другого альтернативного варианта осуществления телескопической трубы;
Фиг.5 - поперечное сечение фрагмента согласно фиг.2 с альтернативным выполнением соответствующего изобретению шлица.
На фиг.1 представлено поперечное сечение выполненной в виде полого профиля внешней трубы 1 и внутренней трубы 2 телескопической трубы, которая находит применение, например, в транспортном машиностроении. При этом как внешняя труба 1, так и внутренняя труба 2 имеет равномерно расположенное вдоль периметра профилирование с имеющими трапециевидное поперечное сечение шлицами 3.
На фиг.2 подробнее представлен фрагмент отдельного шлицевого профиля телескопической трубы согласно фиг.1. При этом внешняя труба 1 содержит выполненный вовнутрь трапециевидный шлиц 3 с направленной к внутренней стороне головкой 4 шлица. Головка 4 шлица имеет цилиндрическую относительно продольной оси телескопической трубы поверхность. Внутренняя труба имеет соответствующим образом выполненный шлиц 3 с направленным к внешней стороне дном 5 шлица. Дно 5 шлица также имеет цилиндрическую поверхность, аналогично головке 4 шлица.
На дне 5 шлица теперь выполнено выступающее радиально наружу ребро 6. Торец 6' ребра 6 находится в этом примере в середине головки 4 шлица внешней трубы, предпочтительно без люфта. Посредством незначительной ширины b опоры в сравнении с шириной B головки 4 шлица практически создается соединение точка-поверхность или соответственно при учете продольной протяженности шлицев 3 - соединение линия-поверхность. Далее, незначительная ширина b ребра 6 позволяет точное производство при соблюдении самого малого допуска даже при методе холодной обработки давлением, который только вообще позволяет беззазорный расчет сопряжения.
Соответственно, обращенные друг к другу боковые поверхности 7 шлицев 3 внешней трубы 1 и внутренней трубы 2 предпочтительно имеют между собой небольшой зазор, чтобы компенсировать неточности угла профиля и шага шлицев при производстве шлицевого профиля и сделать возможным сопряжение внешней трубы 1 и внутренней трубы 2. Зазор может составлять, например, при среднем диаметре трубы 100 мм и толщине стенки 2 мм примерно 0,05 мм. Такие значения достижимы при методе холодной обработки давлением.
Если теперь каждое дно 5 каждого шлица 3 внутренней трубы 2 предпочтительно имеет подобного рода ребро 6, то при этом может предпочтительно полностью устраняться радиальный зазор соединения между внешней трубой 1 и внутренней трубой 2. Вместе с тем, также надежно устраняется вредный в случае таких телескопических труб зазор на перегиб.
На фиг.3 и 4 представлены следующие примеры осуществления соответствующего изобретению шлицевого профиля с ребром 6 толстостенных трубчатых профилей 1' и, соответственно, 2'. Понятно, что также возможна комбинация из двух толстостенных трубчатых профилей 1' и 2', а также сплошной профиль может использоваться в качестве внутренней трубы 2.
На фиг.5 представлен другой альтернативный вариант соответствующего изобретению шлицевого профиля, причем здесь два расположенных параллельно друг другу ребра 6 образованы в дне 5 шлица. При этом обнаружено, что карманы 8, образованные между ребрами 6 и дном 5 шлица и, соответственно, головкой 4 шлица, лучше всего подходят для принятия и распределения смазочных материалов и способствуют лучшему по сравнению с обычными шлицевыми профилями без ребер 6 качеству смазки.
Для специалиста без дополнительных пояснений ясно, что ребра 6 могут быть образованы также, например, на внутренней стороне внешней трубы 1 на головке 4 шлица и, следовательно, ориентированы вовнутрь. Также ребра 6 могут быть расположены, соответственно, на головке шлица внутренней трубы 2 или соответственно на дне шлица внешней трубы 1.
Вследствие того что можно изготавливать ребра 6 с точными размерами, вместо устранения зазора между торцом 6' ребра 6 и противоположной головкой 4 шлица может устанавливаться предварительный натяг, так как торец 6' имеет больший радиус относительно продольной оси внешней трубы 1 и, соответственно, внутренней трубы 2, чем радиус головки 4 шлица. Это особенно пригодно для применения у тонкостенных внешних (1) и, соответственно, внутренних трубах (2), причем в этом случае также можно компенсировать возможные овальности, т.е. отклонения от точной круговой формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЛИЦЕВОЙ ПРОФИЛЬ ДЛЯ СОЕДИНЕНИЯ СТУПИЦ И ВАЛОВ | 2004 |
|
RU2391578C2 |
| Двухколесный велосипед | 1989 |
|
SU1754561A1 |
| ВЕНТИЛЯТОР ДЛЯ ТУРБОМАШИНЫ | 2014 |
|
RU2683343C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ КОРНЕВИЩ КОРНЕОТПРЫСКОВЫХ СОРНЯКОВ, ПРЕИМУЩЕСТВЕННО КОРНЕЙ И КОРНЕВИЩ СОЛОДКИ, И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2160524C1 |
| МЕХАНИЗМ ИЗМЕНЕНИЯ ФАЗ ГАЗОРАСПРЕДЕЛЕНИЯ | 2002 |
|
RU2284419C2 |
| ИНВАЛИДНАЯ КОЛЯСКА С ЭЛЕКТРОМЕХАНИЧЕСКИМ ПРИВОДОМ | 1991 |
|
RU2085166C1 |
| МЕХАНИЗМ ИЗМЕНЕНИЯ ФАЗ ГАЗОРАСПРЕДЕЛЕНИЯ | 2002 |
|
RU2208173C1 |
| Гребной винт с регулируемым шагом | 2020 |
|
RU2766366C1 |
| Способ изготовления внутренних шлицев в трубной заготовке | 1989 |
|
SU1754290A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |
Изобретение относится к машиностроению, в частности к шлицевым валам. Телескопическая труба состоит из внешней трубы и внутренней трубы, при этом как внешняя труба, так и внутренняя труба имеют шлицы с прямоугольным или трапециевидным поперечным сечением. Внешняя труба содержит выполненный внутрь шлиц с направленной к внутренней стороне головкой шлица. Внутренняя труба имеет соответствующим образом выполненный шлиц с направленным к внешней стороне дном шлица. На дне шлица выполнено выступающее радиально наружу ребро. Причем ребро выполнено за одно целое из материала дна шлица или головки шлица. Решение направлено на минимизацию или устранение радиального зазора между валами. 3 н. и 18 з.п. ф-лы, 5 ил.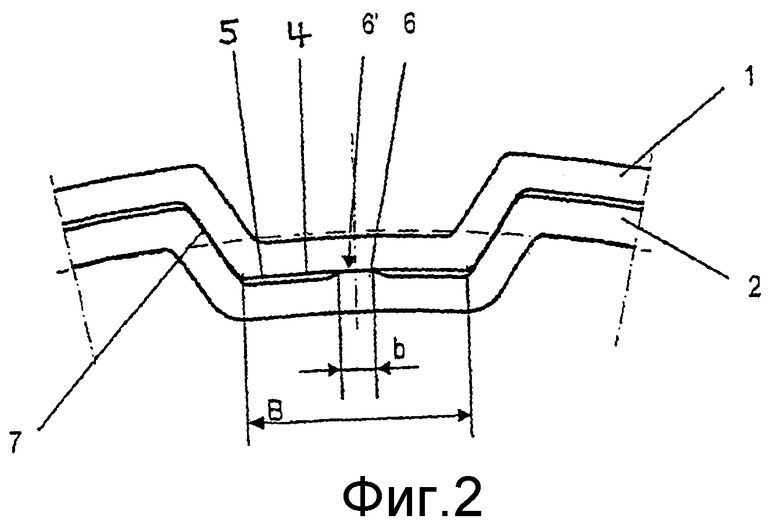
1. Шлицевой профиль для соединения с геометрическим замыканием валов и ступиц с, по существу, прямоугольным или трапециевидным поперечным сечением шлица, отличающийся тем, что дно (5) шлица или головка (4) шлица, либо ступицы (1), либо вала (2) имеет, по меньшей мере, одно выступающее радиально наружу ребро (6), которое выполнено за одно целое из материала дна (5) шлица или головки (4) шлица.
2. Профиль по п.1, отличающийся тем, что каждое дно (5) шлица или каждая головка (4) шлица ступицы (1) или вала (2) имеет, по меньшей мере, одно ребро (6).
3. Профиль по п.1 или 2, отличающийся тем, что ребро (6) выполнено параллельным боковой поверхности (7) шлица (3), предпочтительно вдоль всей длины соответствующего дна (5) шлица или, соответственно, головки (4) шлица.
4. Профиль по п.1 или 2, отличающийся тем, что ребро (6) имеет сужающееся наружу трапециевидное поперечное сечение и максимальная ширина (b) составляет 50%, предпочтительно 25% от ширины (В) соответствующего дна (5) шлица или, соответственно, головки (4).
5. Профиль по п.3, отличающийся тем, что ребро (6) имеет сужающееся наружу трапециевидное поперечное сечение и максимальная ширина (b) составляет 50%, предпочтительно, 25% ширины (В) соответствующего дна (5) шлица или соответственно, головки (4).
6. Профиль по п.1 или 2, отличающийся тем, что радиус контактной поверхности ребра (6) до противолежащего дна (5) шлица, или соответственно, головки (4) шлица относительно продольной оси ступицы (1) или, соответственно, вала (2) выполнен без зазора или образован с предварительным натягом.
7. Профиль по п.3, отличающийся тем, что радиус контактной поверхности ребра (6) до противолежащего дна (5) шлица или, соответственно, головки (4) шлица относительно продольной оси ступицы (1) или, соответственно, вала (2) выполнен без зазора или образован с предварительным натягом.
8. Профиль по п.4, отличающийся тем, что радиус контактной поверхности ребра (6) до противолежащего дна (5) шлица или, соответственно, головки (4) шлица относительно продольной оси ступицы (1) или, соответственно, вала (2) выполнен без зазора или образован с предварительным натягом.
9. Профиль по п.5, отличающийся тем, что радиус контактной поверхности ребра (6) до противолежащего дна (5) шлица или, соответственно, головки (4) шлица относительно продольной оси ступицы (1) или, соответственно, вала (2) выполнен без зазора или образован с предварительным натягом.
10. Профиль по п.1 или 2, отличающийся тем, что соответственно на дне (5) шлица или головке (4) шлица образованы, по меньшей мере, два расположенных параллельно друг другу ребра (6).
11. Профиль по п.3, отличающийся тем, что соответственно на дне (5) шлица или головке (4) шлица образованы, по меньшей мере, два расположенных параллельно друг другу ребра (6).
12. Профиль по п.4, отличающийся тем, что соответственно на дне (5) шлица или головке (4) шлица образованы, по меньшей мере, два расположенных параллельно друг другу ребра (6).
13. Профиль по п.5, отличающийся тем, что соответственно на дне (5) шлица или головке (4) шлица образованы, по меньшей мере, два расположенных параллельно друг другу ребра (6).
14. Профиль по п.6, отличающийся тем, что соответственно на дне (5) шлица или головке (4) шлица образованы, по меньшей мере, два расположенных параллельно друг другу ребра (6).
15. Профиль по п.7, отличающийся тем, что соответственно на дне (5) шлица или головке (4) шлица образованы, по меньшей мере, два расположенных параллельно друг другу ребра (6).
16. Профиль по п.8, отличающийся тем, что соответственно на дне (5) шлица или головке (4) шлица образованы, по меньшей мере, два расположенных параллельно друг другу ребра (6).
17. Профиль по п.9, отличающийся тем, что соответственно на дне (5) шлица или головке (4) шлица образованы, по меньшей мере, два расположенных параллельно друг другу ребра (6).
18. Телескопическая труба для шарнирных валов с внутренней трубой (2) и внешней трубой (1), причем внутренняя труба (2) или внешняя труба (1) имеют шлицевой профиль по п.1.
19. Телескопическая труба по п.18, отличающаяся тем, что внутренняя труба (2) и внешняя труба (1) выполнены в виде полого тела с приблизительно равномерной толщиной профиля.
20. Способ изготовления шлицевого профиля по п.1 методом холодной обработки давлением, отличающийся тем, что один или несколько профильных роликов или профильных валков в соответствии с необходимой для профилирования, находящейся внутри полой части профильной оправкой с выполненным соответственно ребру (6) профилем приводятся в контакт с поверхностью ступицы (1) или вала (2).
21. Способ по п.20, отличающийся тем, что профильные валки или, соответственно, профильные ролики приводятся в периодически ударяющий контакт.
| US 3364768 А, 23.01.1968 | |||
| US 5720102 А, 24.02.1998 | |||
| Соединение валов | 1979 |
|
SU838134A1 |
| Соединение валов | 1977 |
|
SU620706A2 |
| US 4552544 А, 12.11.1985. | |||

