Настоящее изобретение касается шлицевого профиля, согласно ограничительной части пункта 1 формулы изобретения, телескопической трубы, согласно ограничительной части пункта 7, а также способа изготовления шлицевого профиля, согласно ограничительной части пункта 9 формулы изобретения.
Для соединения с геометрическим замыканием ступицы и вала часто используются соединения с помощью призматической шпонки. Если должны передаваться большие крутящие моменты и должно быть обеспечено осевое смещение между ступицей и валом, как, например, в случае карданных валов, часто используется шлицевой профиль или соответственно шлицевой вал.
При этом шлицы часто имеют либо прямоугольный, либо трапециевидный профиль. При этом профили производятся либо обработкой резанием, либо холодной обработкой давлением, например методом динамической осадки валками. По сравнению с обработкой резанием холодная обработка давлением имеет, прежде всего, преимущество более высокой экономичности при высоких количествах производимых деталей.
Такие профили используются, например, у носителей дисков сцепления для автоматических коробок передач транспортного средства или у телескопических труб карданных валов, которые используются в больших количествах, например, в транспортном машиностроении. При этом соответственно используются внутренняя и внешняя труба с соответствующим профилированием на внутренней или, соответственно, внешней стороне. Из-за больших количеств деталей метод холодной обработки давлением представляет большой интерес для рентабельного производства продукции, но обусловленные высокой скоростью вращения и нагрузкой на телескопические трубы карданных валов в рабочем режиме предъявляются очень высокие требования к точности профильного соединения между внутренней и внешней трубой.
Таким образом, необходимо создать не только по возможности занимающее наибольшую площадь соединение между обоими профилями труб для передачи высоких крутящих моментов, но также для достижения высоких скоростей вращения должно гарантироваться очень хорошее центрирование обеих труб.
Задача настоящего изобретения состояла в том, чтобы найти зацепляющий профиль для приводных компонентов, в частности для выполненных с возможностью смещения относительно друг друга телескопических труб, который гарантирует в рабочем режиме по возможности более оптимальную силовую передачу с плавным ходом.
Эта задача решается, согласно изобретению, посредством зацепляющего профиля с отличительными признаками пункта 1 формулы изобретения. Дальнейшие предпочтительные варианты, согласно изобретению, осуществления следуют из зависимых пунктов 2-6 формулы изобретения.
В соответствующем изобретению шлицевом профиле для соединения с геометрическим замыканием вала со ступицей с, по существу, трапециевидными поперечными сечениями зацепляющих профилей как ступицы, так и вала, причем толщина стенки, по меньшей мере, в области зацепляющих профилей меньше, чем разница между диаметром окружности вершин выступов и диаметром окружности впадин зацепляющего профиля, соответственно, по меньшей мере, одна из двух обращенных друг к другу боковых поверхностей профилей ступицы и вала выполнена в поперечном сечении изогнутой или соответственно дугообразной.
Посредством этого соответствующего изобретению выполнения боковых поверхностей создается сплошное прилегание боковых поверхностей друг к другу в режиме работы под нагрузкой. Более незначительной в поперечном сечении контактной длиной боковых поверхностей при возрастающей нагрузке, вызванной передаваемым крутящим моментом, из-за упругой деформации соприкасающихся боковых поверхностей образуется распространяющаяся по значительной части высоты профиля контактная длина. Тем самым предпочтительно, учитывая осевую протяженность зацепляющего профиля, осуществляется имеющее большую поверхность хорошо центрированное соединение и вместе с тем достигается повышение допустимой нагрузки и плавности хода.
Преимущественно, изгибы обеих боковых поверхностей выполнены в поперечном сечении изогнутыми или соответственно дугообразными в одном и том же направлении.
Преимущественно, изгибы внутренних боковых поверхностей ступицы выполнены вогнутыми, а изгибы внешних боковых поверхностей вала - выпуклыми.
Посредством изогнутого контура боковых поверхностей осуществляется, с одной стороны, как уже представлено, прилегание боковых поверхностей под нагрузкой и вместе с тем плоскостное распределение нагрузки и, с другой стороны, этим предпочтительно достигают очень хорошего центрирующего эффекта и плавности хода.
Предпочтительно, изгибы имеют в поперечном сечении форму окружности и проходят преимущественно, по меньшей мере, на 50%-75% соответствующей высоты профиля. Вместе с тем даже при больших нагрузках, например, при передаче высоких крутящих моментов и/или высоких скоростях вращения соединения ступицы с валом, достигается плоскостное в рабочем режиме соединение между поперечными сечениями профилей или соответственно обращенными друг к другу боковыми поверхностями вала и соответственно ступицы.
Предпочтительно, центры окружностей изгибов обращенных друг к другу боковых поверхностей лежат в одной и той же точке или расположены радиально дистанцированно друг от друга, или расположены дистанцированно друг от друга с любым смещением. При концентрическом расположении центров окружностей достигают приблизительно постоянного в режиме покоя зазора, т.е. постоянного интервала между двумя обращенными друг к другу поверхностями поперечных сечений профилей. Если центры обеих окружностей расположены дистанцированно друг от друга вдоль общей линии радиуса, то достигается минимальный зазор в области средней высоты профиля, а на обоих концах высоты профиля - максимальный зазор. При этом в рабочем режиме плоскостной контакт обеих боковых поверхностей произойдет, как правило, также на средней высоте профиля, причем при растущей нагрузке поверхность касания увеличивается приблизительно равномерно наружу и вовнутрь. В случае расположенных на любом расстоянии друг от друга центрах минимальный зазор будет расположен со смещением либо наружу, либо вовнутрь относительно средней оси вала или соответственно ступицы, и соответствующим образом на этом месте в рабочем режиме образуется полюс зацепления или соответственно поверхность касания. Соответственно требованиям к карданному валу может быть выгоден лежащий дальше вовнутрь или дальше наружу контакт, который управляется или соответственно устанавливается соответствующим выбором геометрии изгиба.
Предпочтительно между обращенными друг к другу боковыми поверхностями вала и ступицы существует постоянный зазор или изменяющийся вдоль боковой поверхности зазор, преимущественно от минимум 0,02 мм до максимум 0,1 мм. С этими значениями получается оптимальное зацепление вала и ступицы для телескопического вала, причем в рабочем режиме под нагрузкой всегда боковые поверхности всех профилей по периметру находятся в контакте друг с другом.
Задача решается также посредством телескопической трубы для шарнирных валов с внутренней трубой и внешней трубой, в которой внутренняя труба или внешняя труба имеют шлицевой профиль, по любому из пунктов 1-6 формулы изобретения.
При этом предпочтительно внутренняя труба и внешняя труба выполнены в виде полого тела с приблизительно равномерной толщиной стенки. Такие шарнирные валы особенно хорошо подходят для применения на автомобилях для передачи усилий от коробки передач на ведущие мосты и, соответственно, колеса.
Далее, согласно изобретению, предлагается способ изготовления шлицевого профиля, согласно одному из пунктов 1-6 формулы изобретения, методом холодной обработки давлением, в котором один или несколько профильных валков или профильных роликов с выполненным соответственно шлицевому профилю поперечным сечением профиля приводятся в контакт с поверхностью ступицы или вала. При этом профиль может предпочтительно изготавливаться за одну технологическую операцию.
Предпочтительно, профильные валки и, соответственно, профильные ролики приводятся в периодический, ударяющий контакт. Этим методом динамической осадки валками может производиться особенно точное профилирование в тонкостенных трубах.
Пример осуществления данного изобретения более подробно поясняется ниже при помощи чертежей, на которых показано:
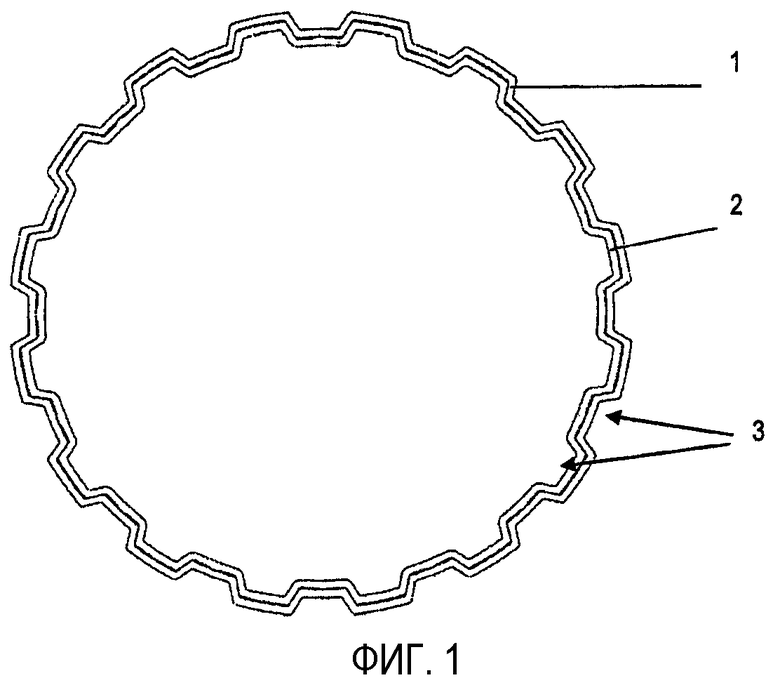
Фиг.1 - поперечное сечение телескопической трубы со ступицей и валом на сцепленном участке;
Фиг.2 - поперечное сечение фрагмента телескопической трубы со ступицей и валом с соответствующим изобретению шлицевым профилем;
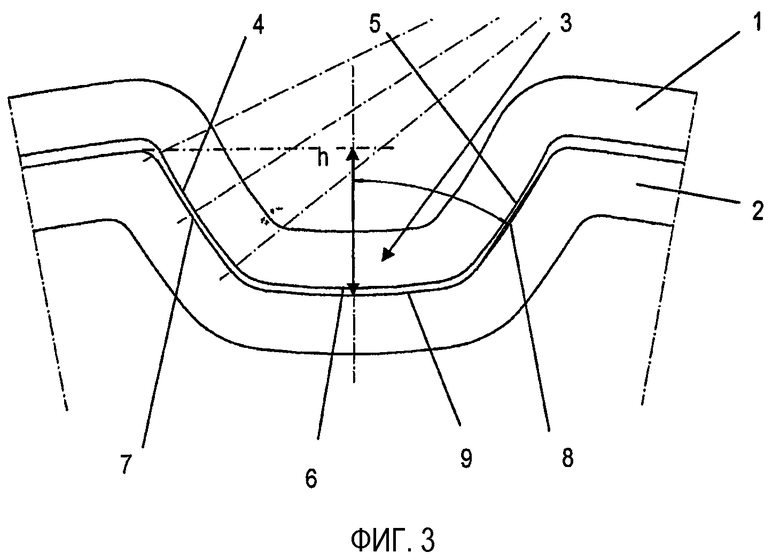
Фиг.3 - поперечное сечение фрагмента другой телескопической трубы со ступицей и валом с альтернативным, соответствующим изобретению шлицевым профилем; и
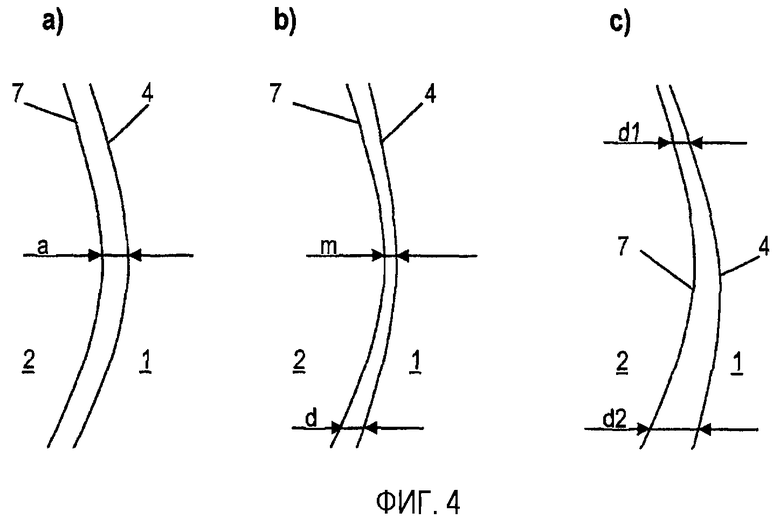
Фиг.4,a)-c) - схематически, ход противолежащих друг другу изгибов шлицевых профилей, согласно фиг.2, в трех различных вариантах.
На фиг.1 представлено поперечное сечение выполненной в виде полого профиля ступицы или соответственно внешней трубы 1 и вала или соответственно внутренней трубы 2 телескопической трубы, которая находит применение, например, в транспортном машиностроении. При этом как внешняя труба 1, так и внутренняя труба 2 имеют равномерно расположенное вдоль периметра профилирование с имеющими по существу трапециевидные поперечные сечения шлицами 3.
На фиг.2 подробнее представлен фрагмент отдельного, выполненного согласно изобретению шлицевого профиля телескопической трубы, согласно фиг.1. При этом внешняя труба 1 содержит имеющий по существу трапециевидное поперечное сечение шлиц 3 с вогнуто изогнутыми к внутренней стороне боковыми поверхностями 4 или соответственно 5. Вершина 6 шлица предпочтительно имеет выпуклый к внутренней стороне профиля изгиб.
Внутренняя труба 2 содержит имеющий соответствующим образом выполненное поперечное сечение шлиц 3 с выпукло изогнутой к внешней стороне боковой поверхностью 7 или соответственно 8. Дно 9 шлица предпочтительно выполнено выпукло изогнутым.
Вследствие этой геометрии шлицы 3 внутренней трубы 1 и внешней трубы 2 имеют зазор между их боковыми сторонами. Вследствие одинаково направленной кривизны боковых поверхностей 4 и 7 или соответственно 5 и 8 шлицов внутренней трубы 1 и внешней трубы 2, соответственно смежные поверхности шлицов в поперечном сечении сначала соприкасаются почти точечно, причем при возрастающей нагрузке или соответственно возрастающей скорости вращения из-за повышения приложенного в этом месте усилия возникает небольшая упругая деформация соответствующих боковых поверхностей. Эта упругая деформация ведет к тому, что контакт обеих боковых поверхностей 5 и 8 и соответственно 4 и 7 линейнообразно растягивается в поперечном сечении. При этом уменьшается повышение возрастающего удельного давления, и допустимая удельная нагрузка не превышается даже при высоких частотах вращения и высоких усилиях при больших передаваемых крутящих моментах. В качестве дополнительного преимущества под нагрузкой достигается плоскостной, хорошо центрированный контакт между внутренней трубой 1 и внешней трубой 2.
Того же эффекта можно, конечно, также достигнуть, если изгибы боковых поверхностей 4, 5 или соответственно 7, 8 расположены противоположно тому, как это представлено на фиг.3.
Альтернативно, только одна из боковых поверхностей может иметь изгиб, в то время как другая боковая поверхность имеет прямолинейный контур. Это может быть выгодно при толстостенных трубах или валах и соответственно валах из цельного материала.
На фиг.4,a)-c) схематически представляются альтернативные изгибы обращенных друг к другу боковых поверхностей 4 и 7.
На фиг.4,a) представлен вариант двух обращенных друг к другу боковых поверхностей 4 и 7 с приблизительно постоянным интервалом a. Этого можно достигать в случае имеющего форму дуги окружности изгиба боковых поверхностей 4 и соответственно 7 посредством того, что центры окружностей обоих изгибов лежат в одной и той же точке.
На фиг.4,b) боковые поверхности 4 и 7, приблизительно на половинной высоте имеют самый маленький интервал m, в то время как самый больший интервал d имеется на нижней и соответственно верхней кромке. Это достигается смещением центров окружностей изгибов вдоль средней линии изгиба относительно боковых поверхностей 4 и 7, причем здесь окружность боковой поверхности 7 имеет меньший диаметр, чем окружность боковой поверхности 4.
Наконец, на фиг.4,c) представлено еще контактирование боковых поверхностей 4 и 7 с расположенными со смещением относительно средней линии изгиба центрами окружностей боковых поверхностей. Это ведет к тому, что, например, в области верхней кромки достигается самый незначительный интервал d1 и в области нижней кромки - самый большой интервал d2.
Выяснилось, что соответствующий изобретению шлицевой профиль особенно хорошо подходит для валов или соответственно ступиц с диаметром от 20 до 200 мм и числом шлицов от 2 до 60 шлицов или соответственно зубцов. При этом шлицы имеют высоту от 1 до 10 мм. Изгиб выбирается при этом так, что в состоянии покоя достигают среднего зазора a между шлицами вала и ступицы от 0,02 до 0,10 мм. Радиус кривизны в случае имеющего форму дуги окружности изгиба предпочтительно выбирается в пределах от одно- до сорокакратной высоты шлицов. В случае дистанцированных друг от друга центрах окружностей изгибов центр большей окружности предпочтительно расположен со смещением в пределах от 1/4 до удвоенного радиуса меньшей окружности.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАЦЕПЛЯЮЩИЙ ПРОФИЛЬ ШЛИЦЕВОГО ВАЛА | 2004 |
|
RU2360157C2 |
| ТОРОИДАЛЬНЫЙ ФЮЗЕЛЯЖ БЕСПИЛОТНОГО ВОЗДУШНОГО ЛЕТАТЕЛЬНОГО АППАРАТА | 1993 |
|
RU2108267C1 |
| ОБЪЕДИНЕННЫЙ ОПОРНЫЙ ПОДУЗЕЛ УЗЛА НЕСУЩИХ ВИНТОВ БЕСПИЛОТНОГО ВОЗДУШНОГО ЛЕТАТЕЛЬНОГО АППАРАТА | 1993 |
|
RU2113378C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ КОРНЕВИЩ КОРНЕОТПРЫСКОВЫХ СОРНЯКОВ, ПРЕИМУЩЕСТВЕННО КОРНЕЙ И КОРНЕВИЩ СОЛОДКИ, И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2160524C1 |
| ДЕМПФИРУЮЩИЙ УЗЕЛ НЕСУЩИХ ВИНТОВ БЕСПИЛОТНОГО ВОЗДУШНОГО ЛЕТАТЕЛЬНОГО АППАРАТА | 1993 |
|
RU2117604C1 |
| ПРИВОДНОЙ КИНЕМАТИЧЕСКИЙ УЗЕЛ БЕСПИЛОТНОГО ВОЗДУШНОГО ЛЕТАТЕЛЬНОГО АППАРАТА | 1993 |
|
RU2114766C1 |
| СООСНЫЙ ПОДУЗЕЛ ТРАНСМИССИЯ/ЦЕНТРАЛЬНАЯ ВТУЛКА УЗЛА НЕСУЩИХ ВИНТОВ БЕСПИЛОТНОГО ВОЗДУШНОГО ЛЕТАТЕЛЬНОГО АППАРАТА | 1993 |
|
RU2108269C1 |
| ЛОПАСТНОЙ ПОДУЗЕЛ НЕСУЩЕГО ВИНТА БЕСПИЛОТНОГО ВОЗДУШНОГО ЛЕТАТЕЛЬНОГО АППАРАТА | 1993 |
|
RU2125952C1 |
| Составное зубчатое колесо | 2024 |
|
RU2836493C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ФАСОННЫХ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2018390C1 |
Изобретение относится к шлицевому профилю для соединения валов и ступиц. Вал и ступица имеют трапециевидные поперечные сечения зацепляющих профилей. Толщина стенки в области зацепляющего профиля меньше, чем разница между диаметром окружности вершин выступов и диаметром окружности впадин зацепляющего профиля. По меньшей мере одна из обеих обращенных друг к другу боковых поверхностей зацепляющихся профилей ступицы и вала выполнена в поперечном сечении изогнутой или дугообразной. Причем между обращенными друг к другу боковыми поверхностями зацепляющихся профилей вала и ступицы существует изменяющийся вдоль боковой поверхности зазор. Решение обеспечивает улучшенное центрирование соединения, повышение допустимой нагрузки и плавность хода. 4 н. и 8 з.п. ф-лы, 6 ил.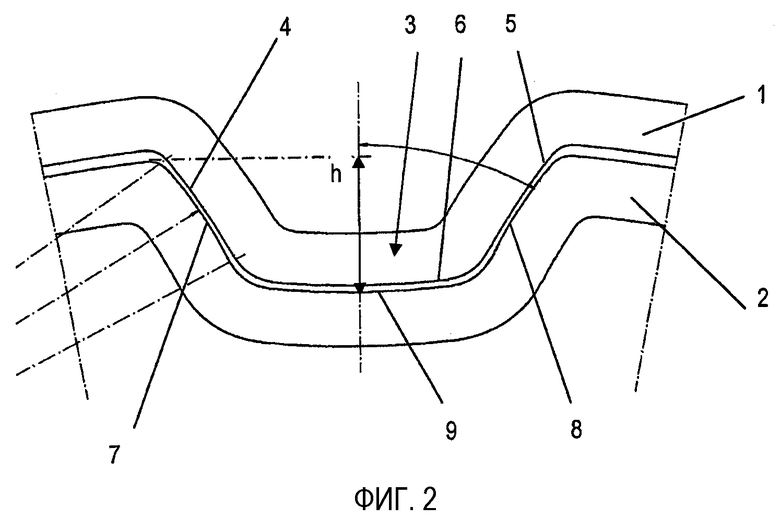
1. Шлицевой профиль для соединения с геометрическим замыканием валов и ступиц с, по существу, трапециевидными поперечными сечениями (3) зацепляющих профилей как ступицы (1), так и вала (2), причем толщина стенки, по меньшей мере, в области зацепляющего профиля меньше, чем разница между диаметром окружности вершин выступов и диаметром окружности впадин зацепляющего профиля, отличающийся тем, что соответственно, по меньшей мере, одна из обеих обращенных друг к другу боковых поверхностей (4, 7; 5, 8) зацепляющихся профилей ступицы (1) и вала (2) выполнена в поперечном сечении изогнутой или соответственно дугообразной, причем между обращенными друг к другу боковыми поверхностями (4, 7; 5, 8) зацепляющихся профилей вала (2) и ступицы (1) существует изменяющийся вдоль боковой поверхности зазор.
2. Шлицевой профиль по п.1, отличающийся тем, что изгибы обеих боковых поверхностей (4, 7; 5, 8) в поперечном сечении выполнены изогнутыми или соответственно дугообразными в одном и том же направлении.
3. Шлицевой профиль по п.2, отличающийся тем, что изгибы внутренних боковых поверхностей (4, 5) ступицы (1) выполнены вогнутыми, и изгибы внешних боковых поверхностей (7, 8) вала (2) - выпуклыми.
4. Шлицевой профиль по любому из пп.1-3, отличающийся тем, что изгибы имеют в поперечном сечении форму окружности и проходят преимущественно, по меньшей мере, на 50-75% соответствующей высоты (h) профиля.
5. Шлицевой профиль по п.4, отличающийся тем, что центры окружностей изгиба обращенных друг к другу боковых поверхностей лежат в одной и той же точке или расположены радиально дистанцированно друг от друга, или расположены дистанцированно друг от друга с любым смещением.
6. Шлицевой профиль по любому из пп.1-3, отличающийся тем, что упомянутый изменяющийся вдоль боковой поверхности зазор составляет от минимум 0,02 мм до максимум 0,10 мм.
7. Шлицевой профиль по п.4, отличающийся тем, что упомянутый изменяющийся вдоль боковой поверхности зазор составляет от минимум 0,02 мм до максимум 0,10 мм.
8. Телескопическая труба для шарнирных валов с внутренней трубой (2) и внешней трубой (1), причем внутренняя труба (2) или внешняя труба (1) имеют шлицевой профиль (3) по п.1.
9. Телескопическая труба для шарнирных валов с внутренней трубой (2) и внешней трубой (1), причем внутренняя труба (2) или внешняя труба (1) имеют шлицевой профиль (3) по п.6.
10. Телескопическая труба по п.8 или 9, отличающаяся тем, что внутренняя труба (2) и внешняя труба (1) выполнены в виде полого тела с приблизительно равномерной толщиной стенки.
11. Способ изготовления шлицевого профиля (3) по п.1 методом холодной обработки давлением, отличающийся тем, что один или несколько профильных роликов или профильных валков с выполненным соответственно шлицевому профилю (3) поперечным сечением приводятся в контакт с поверхностью ступицы (1) или соответственно вала (2).
12. Способ по п.11, отличающийся тем, что профильные ролики или соответственно профильные валки приводятся в периодический, ударяющий контакт.
| US 5243874 А, 14.09.1993 | |||
| Способ получения шлицевого соединения | 1982 |
|
SU1086247A1 |
| WO 9605101 А1, 22.02.1996 | |||
| ДЕМПФИРУЮЩАЯ ПАНЕЛЬ ДЛЯ СТАЛЬНОГО ТРОСА | 2011 |
|
RU2538477C2 |
| GB 1501568 А, 15.02.1978 | |||
| СПОСОБ НАКАТКИ ВНУТРЕННИХ ЗУБЧАТЫХ ПРОФИЛЕЙ | 1997 |
|
RU2108887C1 |
| US 2952145 А, 13.09.1960 | |||
| US 2003073503 А1, 17.04.2003 | |||
| DE 3635916 C1, 24.03.1988 | |||
| JP 7279983 А, 27.10.1995 | |||
| US 4348874 А, 14.09.1982 | |||
| US 5720102 А, 24.02.1998 | |||
| Механическая рука | 1978 |
|
SU747605A1 |

