Изобретение относится к устройствам для изготовления облицовочных строительных материалов, а именно к конструкции пустотообразователей, предназначенных для изготовления керамических изделий со сквозными отверстиями (пустотами), используемых для получения облицовочных плиток строительных конструкций.
Известно, что для облицовки стен в строительстве применяются керамические изделия различных конструкций, изготовленные методом пластического формования брикетов, которые после обжига разделяют путем механического раскола на отдельные плитки (RU 70909 U1, кл. Е04С 2/00, опубликован 2008.02.20).
Из указанного решения также известно, что для облегчения разделения брикета на отдельные плитки предусматриваются специальные подрезы, выполненные на отформованном брикете по плоскостям раскола. Такие подрезы выполняют как на боковых стенках сквозных отверстий в брикетах, так и на наружных стенках самого керамического брикета. Отверстия в таких брикетах формируются пустотообразователями, представляющими собой отдельные конструктивные элементы, укрепленные на специальных держателях и установленные внутри мундштука установки, в которой происходит прессование глины, истекающей из ленточного вакуум-пресса. После чего резательным устройством глиняный брус разделяют на брикеты.
Конфигурация каждого пустотообразователя определяется тем, что глина при своем движении обтекает его, причем так, что сила, спрессовывающая глину, распределяется равномерно по всему периметру в сечении пустотообразователя. Для этого пустотообразователь изготавливают с наклонными плоскостями, по которым скользит глина.
Кроме того, держатель пустотообразователя выполняется в виде стержня, имеющего площадь сечения меньшего размера, чем минимальное сечение самого пустотообразователя.
Конструктивно держатели в мундштуке укреплены на общей опорной пластине, отнесенной на определенное расстояние от выходной фильеры.
Из уровня техники также известны варианты пустотообразователей, предназначенные для формирования керамического облицовочного изделия, выполненные аналогично описанному, т.е. каждый из которых содержит корпус, включающий рабочую часть, выполненную с возможностью формирования в изделии сквозных отверстий, и средство для образования в стенках этих отверстий канавок, облегчающих разделение изделия на плитки, и отличающихся от вышеназванного решения конструкцией узла, предназначенного для образования в стенках отверстий канавок (RU 70842 U1, кл. В28В 7/18, опубликован 2008.02.20).
Известное решение направлено на повышение качественного разделения получаемых блоков на плитки, однако, оно все равно не гарантирует отсутствие брака при разделении изделия на плитки, поскольку полученный согласно нему черепок во всех точках сечения керамического брикета, в том числе и в зоне перегородок, имеет одинаковую прочность.
Поэтому при механическом расколе такого керамического брикета, несмотря на выполненные подрезы, происходит разрушение не только ненужных в последствии элементов, таких, например, как перегородки между сквозными отверстиями, поддерживающие исходную форму брикета при формовке, сушке и обжиге, но и изделий в виде плиток.
Технический результат, на достижение которого направлено предложенное решение, состоит в повышении качественных показателей керамических изделий в виде плиток при одних и тех же затратах как сырья, так и электроэнергии, а также резком снижении брака выхода годных изделий при механическом разделении блоков.
Указанный технический результат достигнут в предложении благодаря использованию новой конструкции пустотообразователя, а именно: пустотообразователь установки для изготовления керамического брикета содержит корпус в виде прямоугольной пластины, на краях двух противоположных сторон которой выполнены опорные выступы для взаимодействия со стенками входного отверстия мундштука указанной установки, а с третьей стороны пластины, предназначенной для установки в зоне выходного отверстия мундштука, выполнены прорези, направленные вдоль указанных двух сторон и предназначенные для формирования ослабленных участков перегородок в брикете.
Ширина каждой прорези выбрана из условия ее соответствия заданной ширине перегородки в брикете, а длина выбрана минимальной исходя из свойств исходного материала для изготовления брикета. Так, например, для более липкой глины пластина имеет меньшую длину прорезей и, наоборот, для менее липкой глины длину этих прорезей увеличивают. При этом для каждого состава глины пластины пустотообразователя подбирают отдельно.
Изобретение поясняется чертежами.
На фиг.1 изображен пустотообразователь (в плане);
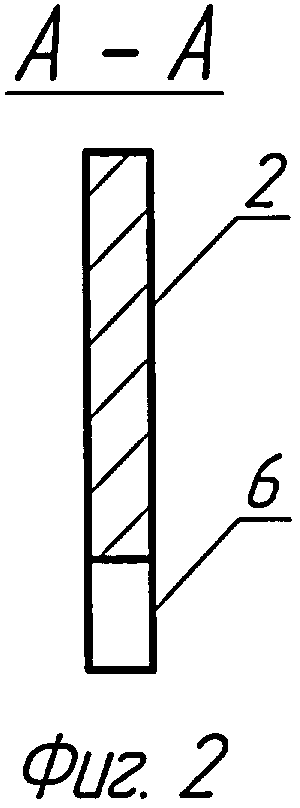
На фиг.2 - разрез А-А на фиг.1;
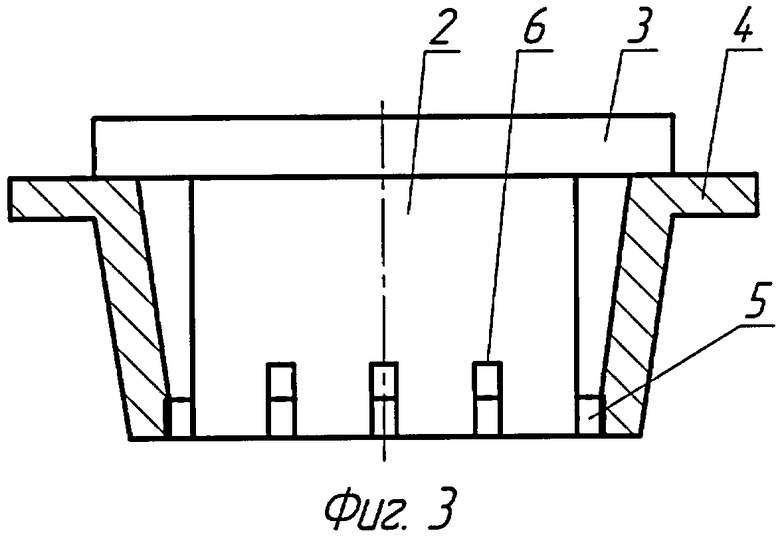
На фиг.3 схематично изображен пустотообразователь, размещенный в мундштуке установки для формования брикетов (вид сверху);
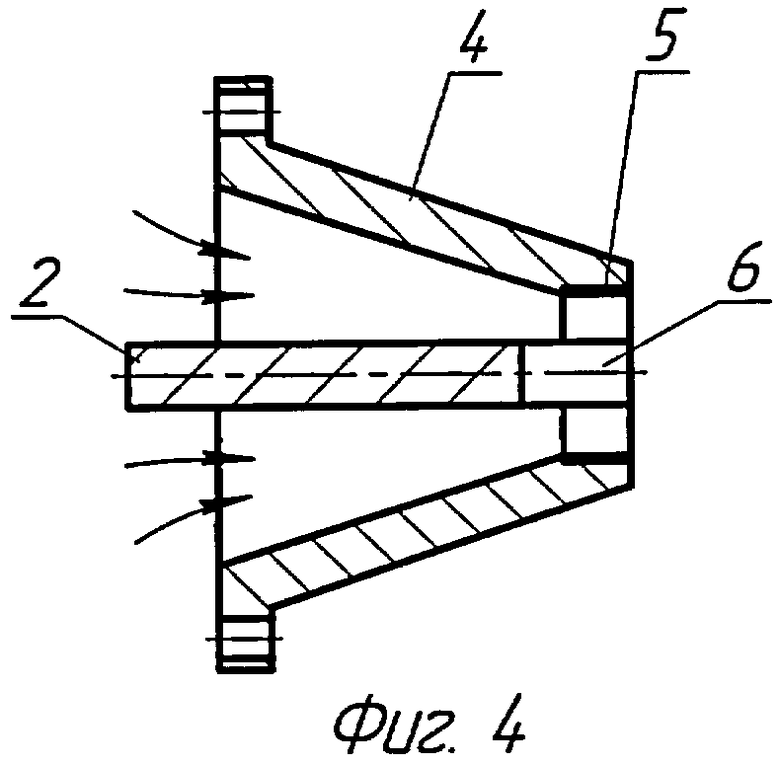
На фиг.4 - то же (вид сбоку).
Изображенный на фиг.1 пустотообразователь 1 выполнен в виде одной общей пластины 2, по краям боковых сторон которой образованы выступы 3, предназначенные для опоры на стенки входного отверстия мундштука 4 (фиг.3). Сторона пластины 2, предназначенная для установки в зоне фильеры 5 выходного отверстия мундштука 4, выполнена с прорезями 6. На фиг.4 чертежа стрелками показано направление движения глины внутри мундштука 4.
Ширина прорезей 6 равна ширине опорных керамических элементов (перегородок) в керамическом брикете, а длина зависит от свойств глиняной шихты и выбирается минимальной.
Распределение прессующих глину сил в мундштуке 4 с такой конструкцией пустотообразователей происходит следующим образом. Благодаря наклонным поверхностям внутренней полости самого мундштука происходит прессование верхней и нижней частей глиняного брикета, а внутренние перегородки практически не пропрессовываются, а просто слепляются. В результате этого после обжига брикета верхние и нижние части брикета имеют повышенную прочность черепка, а перегородки - пониженную. В результате чего при механическом расколе эти перегородки, идущие в отход, легко разрушаются, а готовые изделия в виде облицовочных плиток получаются более высокого качества и прочности и не разрушаются.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО ОБЛИЦОВОЧНОГО ИЗДЕЛИЯ И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ТАКИМ СПОСОБОМ | 2011 |
|
RU2456154C1 |
| ПУСТОТООБРАЗОВАТЕЛЬ УСТРОЙСТВА ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО ИЗДЕЛИЯ | 2007 |
|
RU2380224C2 |
| ПУСТОТООБРАЗОВАТЕЛЬ УСТАНОВКИ ДЛЯ ФОРМИРОВАНИЯ КЕРАМИЧЕСКОГО ОБЛИЦОВОЧНОГО ИЗДЕЛИЯ (ВАРИАНТЫ) | 2007 |
|
RU2360794C1 |
| КЕРАМИЧЕСКОЕ ИЗДЕЛИЕ ДЛЯ ПОЛУЧЕНИЯ ОБЛИЦОВОЧНЫХ ПЛИТОК СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ (ВАРИАНТЫ) | 2007 |
|
RU2347046C1 |
| КЕРАМИЧЕСКОЕ ИЗДЕЛИЕ ДЛЯ ОБЛИЦОВКИ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ | 1997 |
|
RU2132430C1 |
| Способ изготовления тонкостенных облицовочных плиток | 1981 |
|
SU952818A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ С ОТДЕЛКОЙ ПРИРОДНЫМ КАМНЕМ ИЛИ ДЕРЕВЯННЫМИ ПАНЕЛЯМИ | 2004 |
|
RU2325491C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТКИ ДЛЯ ОБЛИЦОВКИ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И УСТРОЙСТВО РАЗДЕЛЕНИЯ ЗАГОТОВКИ ИЗ ХРУПКОГО МАТЕРИАЛА | 2001 |
|
RU2209727C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО ИЗДЕЛИЯ ДЛЯ ОБЛИЦОВКИ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И УСТРОЙСТВО ДЛЯ РАЗРЕЗАНИЯ БРУСА ИЗ ПЛАСТИЧНОЙ МАССЫ | 1999 |
|
RU2167761C2 |
| ЛЕНТОЧНЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ КИРПИЧА | 2000 |
|
RU2193482C2 |

Изобретение относится к области изготовления строительных материалов экструзией. Пустотообразователь установки для изготовления керамического брикета содержит корпус в виде прямоугольной пластины, на краях двух противоположных сторон которой выполнены опорные выступы для взаимодействия со стенками входного отверстия мундштука указанной установки, а с третьей стороны пластины, предназначенной для установки в зоне выходного отверстия мундштука, выполнены прорези, направленные вдоль указанных двух сторон и предназначенные для формирования ослабленных участков перегородок в брикете. При этом ширина каждой прорези выбрана из условия ее соответствия заданной ширине перегородки в брикете. Технический результат заключается в повышении качества изготавливаемых изделий. 4 ил.
Пустотообразователь установки для изготовления керамического брикета, содержащий корпус в виде прямоугольной пластины, на краях двух противоположных сторон которой выполнены опорные выступы для взаимодействия со стенками входного отверстия мундштука указанной установки, а с третьей стороны пластины, предназначенной для установки в зоне выходного отверстия мундштука, выполнены прорези, направленные вдоль указанных двух сторон и предназначенные для формирования ослабленных участков перегородок в брикете, при этом ширина каждой прорези выбрана из условия ее соответствия заданной ширине перегородки в брикете.
| Переменная бесступенчатая передача для нагнетателя | 1946 |
|
SU70842A1 |
| Держатель для скрипки при игре на ней | 1928 |
|
SU24686A1 |
| ТЕРМОБИМЕТАЛЛИЧЕСКОЕ РЕЛЕ | 1992 |
|
RU2041523C1 |
| JP 7186125 А, 25.07.1995 | |||
| ЛУНДИН М.Г | |||
| и др | |||
| Производство кирпича методом полусухого прессования | |||
| - М., 1958, с.86. | |||

