ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу получения формованного продукта, состоящего из смолы, полимеризованной реакцией поликонденсации в расплаве.
УРОВЕНЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
Известно, что различные поликонденсационные полимеры, представленные полиэфирной смолой, такой как полиэтилентерефталат (в дальнейшем "ПЭТ") обладают такими характеристиками, как превосходные тепловые и механические свойства и, недавно, также как экологически приемлемый повторно используемый материал и широко применяются в качестве волокон, магнитных лент, упаковочных пленок, полотен или продуктов, получаемых методом литья под давлением, для различных применений или заготовок в производстве емкостей для напитков.
В частности, быстро возрастает производство полого продукта, полученного выдувным формованием заготовки, имеющего превосходные характеристики, такие как небольшая масса, устойчивость к удару и прозрачность, наряду с пригодностью к переработке для вторичного использования, которая требуется для контейнеров для различных напитков, таких как газированный напиток или сок, чай и минеральная вода, или жидких специй, таких как соевый соус, фруктовое пюре и салатное масло, косметического и жидкого моющего средства и ожидается, что такие продажи далее будут расширяться в будущем.
Этим контейнерам требуется не только иметь превосходную прочность, устойчивость к удару и прозрачность, но также не воздействовать на вкус содержимого. Таким образом, для применяемого поликонденсационного полимера требуются высокая степень полимеризации, отсутствие окрашивания и высокое качество с низким содержанием примеси, образуемой путем термического разложения, например, ацетальдегида. Кроме того, для такого поликонденсационного полимера требуется строго промышленно стабильное получение, с хорошей продуктивностью и с низкой ценой.
В случае полого продукта, полученного из полиэтилентерефталатной смолы, заготовку получают выдувным формованием гранул смолы, полученных путем твердофазной полимеризации, дающей низкое окрашивание и небольшое содержание ацетальдегида; однако, недавно в качестве низкозатратного способа получения был предложен способ для получения заготовки путем перекачивания полиэтилентерефталатной смолы, получаемой путем непрерывной полимеризации в расплаве, в заготовочную формовочную машину в расплавленном состоянии, как оно есть (см., например, патенты 1-16).
Для получения формованного продукта со стабильным качеством необходимо регулировать качество и количество расплавленной смолы, перекачиваемой в формовочную машину с постоянной скоростью. Однако способы, предложенные до настоящего времени, не являются легкими для стабильного поддержания качества формованного продукта, так как поликонденсированная смола, представленная полиэтилентерефталатной смолой, при длительном периоде пребывания в расплавленном состоянии приводит к реакции термического разложения, что приводит к проблемам пониженного качества, таким как, в зависимости от времени пребывания, накопление продукта разложения, такого как ацетальдегид, уменьшению молекулярной массы и окрашиванию. В добавление к вышесказанному, молекулярная масса может уменьшаться во время перекачивания смолы, отгружаемой из реактора полимеризации в формовочную машину, что может приводить к варьированию вязкости расплава и, таким образом, перекачанного количества. Количество, перекачанное в формовочную машину, может также изменяться при варьировании вязкости расплава смолы, отгружаемой из реактора полимеризации, путем предварительного изменения в системе полимеризации.
Способы, предлагаемые обычно, имеют также затруднение при приведении в соответствие "скорости получения смолы" в реакторе полимеризации в расплаве и "скорости формования смолы" в формовочной машине. Например, когда формовочная машина ломается или формовочную машину останавливают для удаления олигомера, и подобных налипаний на пресс-форму, "скорость формования смолы" в формовочной машине ниже "скорости получения смолы" в реакторе полимеризации в расплаве. Наоборот, "скорость получения смолы" в реакторе полимеризации в расплаве может быть ниже "скорости формования смолы" в формовочной машине, когда реакция в системе полимеризации глохнет. Как описано выше, взаимное варьирование "скорости получения смолы" и "скорости формования смолы" приводит к варьированию качества смолы благодаря изменению времени пребывания смолы в расплаве во входящем потоке большем, чем у формовочной машины.
Кроме того, машина для литья под давлением, такая как заготовочная формовочная машина, имеет ту проблему, что поток расплавленной смолы поступает из реактора полимеризации в расплаве прерывисто из-за многократного формования доз смолы и циклу литья, который всегда вызывает варьирование времени пребывания смолы в расплаве.
Патент 2 впервые описывает компенсационный способ для прерывистого потока в машину для литья под давлением путем открытия канала питания формовочной машины в определенной последовательности для достижения по существу постоянного потока материала во время формования с применением множественных формовочных машин в практическом способе получения вышеописанного формованного продукта; однако, этот патент не предусматривает варьирования качества или вязкости расплава смолы, подаваемой в формовочную машину. Как описано выше, обоюдное варьирование "скорости получения смолы" и "скорости формования смолы" приводит к варьированию качества смолы. Этот способ также имеет проблему образования большого количества дефектных продуктов или потерь до того момента, как качество формованного продукта стабильно восстанавливается после возникновения одной аварии, так как требуется усложненная система или последовательность замены.
Патенты 4, 6, 7, 9, 10 и 14 впервые описывают способ для перевода альдегида, который образуется и аккумулируется в смоле в течение пребывания полимера в расплаве при полимеризации в расплаве до охлаждения и отверждения после полимеризации в расплаве и перекачивания в формовочную машину, в безвредную форму путем добавления поглотителя ацетальдегида. Однако это не эффективно в отношении проблемы уменьшения молекулярной массы смолы, хотя может быть применено в качестве мер к ацетальдегиду в случае варьирования качества смолы и перекачиваемого количества смолы, подводимой в формовочную машину и, также, обоюдного варьирования "скорости получения смолы" и "скорости формования смолы". Кроме того, существует также проблема ухудшения цветового тона смолы под действием самого поглотителя ацетальдегида.
Другие патенты среди патентов 1-16 не предлагают технологии для полного исключения изменения качества формованного продукта в случае вариаций качества и перекачиваемого количества смолы, подводимой в формовочную машину, и также обоюдного варьирования "скорости получения смолы" и "скорости формования смолы".
[Патент 1] JP № 3345250
[Патент 2] JP-A-11-508836
[Патент 3] JP-A-11-511187
[Патент 4] USP № 5656221
[Патент 5] JP-A-2000-506199
[Патент 6] JP-A-2002-514239
[Патент 7] JP-A-2001-516297
[Патент 8] WO 98/41559
[Патент 9] JP-A-2001-516389
[Патент 10] JP-A-2001-517164
[Патент 11] JP-A-2000-117819
[Патент 12] WO 2004/24577
[Патент 13] US-A-2005-29712
[Патент 14] DE-A-10356298
[Патент 15] JP-A-2005-171081
[Патент 16] JP-A-2005-193379
ПЕРЕЧЕНЬ ЗАДАЧ, РЕШЕННЫХ В ИЗОБРЕТЕНИИ
Задача настоящего изобретения состоит в создании технологии, при помощи которой можно получать формованный продукт с стабильным качеством и массой в течение периода действия. Технология представляет собой способ получения высококачественного формованного продукта с низкой ценой путем перекачивания смолы, непрерывно полимеризуемой реакцией поликонденсации в расплаве, в котором легко регулируются качество и величина потока питания расплавленной смолы, подводимой в формовочную машину, и они легко регулируются также даже в случае обоюдного варьирования "скорости получения смолы" и "скорости формования смолы" в расплавленном состоянии, как оно есть.
Авторы интенсивно изучали пути для решения вышеописанных задач и нашли, что поликонденсация в расплаве возможна при низкой температуре, никогда не достигаемой в общеизвестном устройстве полимеризации, в способе получения формованного продукта, характеризуемом непрерывной полимеризацией смолы реакцией поликонденсации в расплаве, перекачиванием полимеризованной смолы в расплавленном состоянии в по меньшей мере одну формовочную машину, и формование расплава. А именно, путем применения реактора полимеризации, основанном на новом принципе, форполимер непрерывно подводится в расплавленном состояния от канала подведения форполимера в реактор полимеризации, отгружается из отверстий пористой пластины с последующей полимеризацией во время сброса при пониженном давлении на подложку.
В результате, благодаря небольшому варьированию качества и вязкости расплава расплавленной смолы, подводимой в формовочную машину, величина потока питания и качество смолы, подводимой в формовочную машину, могут сохраняться постоянными путем регулирования давления переноса в формовочную машину, с тем, чтобы поддерживать на произвольном уровне давление от 0,1 до 100 МПа (абсолютное давление) и, также, время пребывания расплава при перекачивании смолы может быть сокращено путем проектирования меньшего объема переносящего трубопровода (диаметр трубопровода) для расплавленной смолы. Согласно настоящему изобретению проблема прерывистого потока в формовочную машину может быть решена без сложной системы или последовательности переключения; и качество смолы и величина потока питания могут быть нормированы также при использовании множества формовочных машин.
Вследствие возможности проведения поликонденсации в расплаве при низкой температуре, что обеспечивает незначительное варьирование качества и вязкости расплава расплавленной смолы, подводимой в формовочную машину, качество смолы и величина потока питания к множественным формовочным машинам и/или гранулирующим машинам могут быть стабильно установлены также путем применения способа питания смолой к каждой отдельной формовочной машине и/или гранулирующей машине путем установки по меньшей мере двух отгружающих насосов на реакторе полимеризации по настоящему изобретению.
Кроме того, было найдено, что путем установки перекачивающего насоса, связанного с гранулирующей машиной и/или добавочно выпускным соплом в формовочной машине, на дне упомянутого реактора полимеризации или после отгружающего насоса упомянутого реактора полимеризации для контроля выхода упомянутого перекачивающего насоса, основанном на определении уровня на дне реактора полимеризации, и таким образом, удержания постоянным времени пребывания полимера на дне реактора полимеризации в расплаве, возможно избежать варьирования времени пребывания полимера в расплаве на дне реактора полимеризации даже в случае обоюдного варьирования "скорости получения смолы" и "скорости формования смолы", и, в течение периода действия может быть получен формованный продукт со стабильным качеством и массой.
Основываясь на этих находках, авторы создали настоящее изобретение.
Таким образом, настоящее изобретение включает в себя следующие аспекты:
1. Способ получения формованного продукта, состоящего из смолы, полимеризованной реакцией поликонденсации в расплаве, включающий непрерывное подведение форполимера в расплавленном состоянии из канала подведения форполимера в реактор полимеризации, разгрузку из отверстий пористой пластины, с последующей полимеризацией во время сброса при пониженном давлении на подложку и формование путем перекачивания в по меньшей мере одну формовочную машину в расплавленном состоянии без отверждения, где давление переноса в упомянутую формовочную машину регулируется таким образом, что давление поддерживается на произвольном уровне от 0,1 до 100 МПа (абсолютное давление).
2. Способ получения согласно п.1, в котором давление переноса в формовочную машину регулируется таким образом, что давление поддерживается на произвольном уровне от 0,1 до 100 МПа (абсолютное давление) путем регулирования отводимого количества из отгружающего насоса упомянутого реактора полимеризации.
3. Способ получения согласно п.1, в котором давление переноса в формовочную машину регулируется таким образом, что давление поддерживается на произвольном уровне от 0,1 до 100 МПа (абсолютное давление) путем:
(I) регулирования отводимого количества из отгружающего насоса упомянутого реактора полимеризации на уровне 1-100 от величины потока питания форполимера; и путем
(II) системы возвращения смолы, отгружаемой из отгружающего насоса на дно упомянутого реактора полимеризации, состоящей из трубопровода, присоединенного к отводимому потоку отгружающего насоса упомянутого реактора полимеризации и дну упомянутого реактора полимеризации и системы измерения давления на выходе и контроля степени открытия вентиля возврата полимера или вентиля противодавления, установленного на упомянутом трубопроводе.
4. Способ получения согласно пп.1-3, в котором давление переноса в формовочную машину составляет от 0,1 до 100 МПа и регулируется для поддержания уровня, не выходящего за пределы ±80% от установленного давления.
5. Способ получения согласно любому из пп.1-4, в котором полимер перекачивается в гранулирующую машину и/или выпускное сопло, так что время пребывания полимера в расплаве на дне регулируется в пределах 0,1-120 минут путем установки на дно упомянутого реактора полимеризации, или после отгружающего насоса упомянутого реактора полимеризации, перекачивающего насоса, связанного с гранулирующей машиной и/или дополнительно выпускным соплом в формовочной машине.
6. Способ получения формованного продукта, состоящего из смолы, полимеризованной реакцией поликонденсации в расплаве, включающий в себя постоянное подведение форполимера в расплавленном состоянии из канала подведения форполимера в реактор полимеризации, разгрузку из отверстий пористой пластины, полимеризацию во время сброса на подложку при пониженном давлении, отгрузку упомянутой смолы из по меньшей мере двух отгружающих насосов упомянутого реактора полимеризации, с последующим формованием путем перекачивания в по меньшей мере две формовочные машины и/или гранулирующие машины в расплавленном состоянии без отверждения.
7. Способ получения согласно п.6, в котором по меньшей мере одна формовочная машина и/или гранулирующая машина связаны с каждым из отгружающих насосов упомянутого реактора полимеризации.
8. Способ получения согласно любому из пп.1-7, в котором по меньшей мере часть поликонденсационного полимера, полученного путем упомянутой реакции поликонденсации в расплаве в количестве большем, чем количество, применяемое при формовании или гранулировании, возвращается для рециркуляции на произвольную стадию среди стадий получения упомянутого поликонденсационного полимера.
9. Способ получения формованного продукта согласно любому из пп.1-8, в котором упомянутый форполимер вводится в реакцию с произвольным количеством регулятора молекулярной массы на произвольной стадии до подведения в упомянутый реактор полимеризации.
10. Способ получения формованного продукта согласно любому из пп.1-9, в котором упомянутый формованный продукт представляет собой по меньшей мере один вид, выбранный из заготовки для формования бутылки, пленки, полотен, контейнеров и волокон.
11. Способ получения согласно любому из пп.1-10, в котором смола, полимеризованная путем упомянутой реакции поликонденсации в расплаве, представляет собой полиэфирную смолу.
12. Устройство для получения формованного продукта, состоящее из смолы, полимеризованной реакцией поликонденсации в расплаве, включающее постоянное подведение форполимера в расплавленном состоянии из канала подведения форполимера в реактор полимеризации, разгрузку из отверстий пористой пластины, с последующей полимеризацией во время сброса на подложку при пониженном давлении и формование путем перекачивания в по меньшей мере одну формовочную машину в расплавленном состоянии без отверждения, где давление переноса в упомянутую формовочную машину регулируется таким образом, что давление поддерживается от 0,1 до 100 МПа (абсолютное давление).
13. Устройство согласно п.12, в котором давление переноса в формовочную машину регулируется таким образом, что давление поддерживается от 0,1 до 100 МПа (абсолютное давление) путем регулирования отводимого количества из отгружающего насоса упомянутого реактора полимеризации.
14. Устройство согласно п.12, в котором давление переноса в формовочную машину регулируется таким образом, что давление поддерживается от 0,1 до 100 МПа (абсолютное давление) путем:
(I) регулирования отводимого количества из отгружающего насоса упомянутого реактора полимеризации на уровне 1-100 от величины потока питания форполимера и
(II) системы возвращения смолы, отгружаемой из отгружающего насоса на дно упомянутого реактора полимеризации, состоящей из трубопровода, присоединенного к отводимому потоку отгружающего насоса упомянутого реактора полимеризации и дну упомянутого реактора полимеризации и системы измерения давления на выходе и контроля степени открытия вентиля возврата полимера или вентиля противодавления, установленного на упомянутом трубопроводе.
15. Устройство согласно любому из пп.12-14, в котором полимер перекачивают в гранулирующую машину и/или выпускное сопло, так что время пребывания полимера в расплаве регулируется на уровне от 0,1 до 120 минут путем установки на дно упомянутого реактора полимеризации, или после отгружающего насоса упомянутого реактора полимеризации, перекачивающего насоса, связанного с гранулирующей машиной и/или дополнительно выпускным соплом в формовочной машине
16. Устройство для получения формованного продукта, состоящего из смолы, полимеризованной реакцией поликонденсации в расплаве, в котором форполимер непрерывно подводится в расплавленном состоянии из канала подведения форполимера в реактор полимеризации, разгружается из отверстий пористой пластины, полимеризуется во время сброса на подложку при пониженном давлении, и смола отгружается из по меньшей мере двух отгружающих насосов упомянутого реактора полимеризации, затем формуется путем перекачивания в по меньшей мере две формовочные машины и/или гранулирующие машины в расплавленном состоянии без отверждения.
Путем применения способа получения по настоящему изобретению в способе получения высококачественного формованного продукта с низкой себестоимостью посредством перекачивания в расплавленном состоянии, как она есть, смолы, непрерывно полимеризуемой реакцией поликонденсации в расплаве, можно легко и стабильно поддерживать качество и величину потока питания расплавленной смолы, подводимой в формовочную машину, и, также, их легко регулировать даже в случае обоюдного варьирования "скорости получения смолы" и "скорости формования смолы"; и в течение периода действия может быть получен формованный продукт со стабильным качеством и массой.
ОПИСАНИЕ НАИЛУЧШЕГО ВАРИАНТА ОСУЩЕСТВЛЕНИЯ
Так как настоящее изобретение использует реактор полимеризации, основанный на новом принципе, ниже специально объяснены, в указанном порядке, (a) принцип способа полимеризации, (b) поликонденсационный полимер, (c) реактор полимеризации, (d) способ полимеризации и (e) способ формования.
(a) Принцип способа полимеризации:
Способ полимеризации по настоящему изобретению представляет собой способ, осуществляемый путем подведения смолы форполимера, которая может быть полимеризована путем реакции поликонденсации в расплаве, в расплавленном состоянии из канала подведения форполимера в реактор полимеризации, разгрузки из отверстий пористой пластины и сброса под действием гравитации на подложку при пониженном давлении или в атмосфере инертного газа при пониженном давлении.
Как описано ниже, путем удовлетворения приемлемых условий в отношении характеристик форполимера, структуры реактора полимеризации и способа полимеризации при сбросе на подложку форполимер может содержать большое количество пены и скатываться вниз в реакторе полимеризации в виде шароподобных (массивных) структур из смолы по мере прохождения полимеризации.
Это вызывает значительное увеличение в области контакта между смолой и паровой фазой, эффект перемешивания смолы и эффективного удаления из форполимера побочного продукта реакции поликонденсации (этиленгликоля в случае полиэтилентерефталата) или примеси, образующейся путем термического разложения в течение полимеризации (ацетальдегид в случае полиэтилентерефталата).
Таким образом, способ полимеризации по настоящему изобретению имеет преимущество впечатляюще более высокой скорости полимеризации по сравнению с традиционной технологией полимеризацией в расплаве; а также получения смолы, имеющей очень небольшой остаток примеси и высокое качество при низкой температуре, которая никогда не достигается в общеизвестном устройстве полимеризации.
(b) Поликонденсационный полимер:
"Смола, которая может быть полимеризована путем реакции поликонденсации в расплаве", в настоящем изобретении обозначает полимер со структурой, образованной по меньшей мере одним видом мономера с двумя или несколькими способными к конденсации функциональными группами, связанным через упомянутые функциональные группы. Вышеупомянутый мономер может быть или мономером, имеющим упомянутые функциональные группы, непосредственно присоединенные к алифатической углеводородной группе, или мономером, имеющим упомянутые функциональные группы, непосредственно присоединенные к ароматической углеводородной группе.
Специфические примеры поликонденсированных смол включают в себя полимеры, имеющие связанную структуру алифатической углеводородной группой с упомянутыми функциональными группами, такие как алифатические полиэфиры, алифатические полиамиды и алифатические поликарбонаты; полимеры, имеющие связанную структуру алифатической углеводородной группы и ароматической углеводородной группы с упомянутыми функциональными группами, такие как алифатические ароматические полиэфиры, алифатические ароматические полиамиды и алифатические ароматические поликарбонаты; и полимеры, имеющие связанную структуру ароматической углеводородной группы с упомянутыми функциональными группами, такие как ароматические полиэфиры и ароматические полиамиды.
Вышеописанные поликонденсированные смолы могут быть гомополимерами или сополимерами. Они представляют собой также сополимеры, в которых различные связи, такие как эфирные связи, амидные связи и карбонатные связи, могут присутствовать в статистическом или блок-порядке. Специфические примеры этих сополимеров включают в себя полиэфиркарбонаты и полиэфирамиды.
"Форполимер" обозначает полимер в начальной стадии полимеризации, с меньшей степенью полимеризации, чем степень полимеризации конечной смолы, и может включать в себя олигомер, или мономер и олигомер, предварительно полимеризованный до желаемой степени полимеризации с применением общеизвестного устройства, такого как реактор полимеризации вертикального перемешивания, реактор полимеризации горизонтального перемешивания с моноосевой или двуосевой перемешивающей лопастью, тип тонкопленочного реактора полимеризации с пластинами, со стеканием вниз самотеком, тонкопленочный реактор полимеризации со стеканием вниз самотеком на наклонных плоскостях, трубчатый реактор полимеризации и башня с орошаемыми стенками.
Например, форполимер полиэфира производится путем поликонденсации соединения, имеющего гидроксильные группы, и соединения, имеющего карбоксильную группу, или соединения, имеющего эфир карбоксильной группы с низшим спиртом. Форполимер полиамида получают путем поликонденсации соединения, имеющего аминогруппу, и соединения, имеющего карбоксильную группу. Форполимер поликарбоната получают путем поликонденсации соединения, имеющего карбонильную группу, которая прямо связана с двумя группами, такими как арилокси-группа или алкокси-группа с обеих сторон, и соединением, имеющим гидроксильную группу.
Типично, например, форполимер алифатического полиэфира получали путем поликонденсации мономера, имеющего гидроксильную группу, прямо присоединенную к алифатической углеводородной группе, имеющей от 1 до 30 атомов углерода, такого как этиленгликоль, и мономера, имеющего карбоксильную группу, прямо присоединенную к алифатической углеводородной группе, имеющей от 1 до 30 атомов углерода, такого как адипиновая кислота; или мономера, имеющего гидроксильную группу и карбоксильную группу, прямо присоединенных к алифатической углеводородной группе, имеющей от 1 до 30 атомов углерода, такого как гликолевая кислота.
Форполимер алифатического ароматического полиэфира получают путем поликонденсации мономера, имеющего гидроксильную группу, прямо присоединенную к алифатической углеводородной группе, имеющей от 1 до 30 атомов углерода, такого как этиленгликоль, 1,3-пропандиол, 1,3-бутандиол, 1,4-бутандиол, неопентилгликоль, 2,6-нафталиндикарбоновая кислота, 1,6-гексаметиленгликоль, 1,4-циклогександиол, и 1,4-циклогексан-диметанол; и мономера, имеющего карбоксильную группу, прямо присоединенную к ароматической углеводородной группе, имеющей от 6 до 30 атомов углерода, такого как терефталевая кислота, изофталевая кислота, щавелевая кислота, янтарная кислота, адипиновая кислота, додекандиовая кислота, фумаровая кислота, малеиновая кислота, 1,4-циклогександикарбоновая кислота, 5-натрийсульфоизофталевая кислота, 3,5-дикарбоксибензолсульфоновая кислота в виде тетраметилфосфониевой соли и 1,4-циклогександикарбоновая кислота; или мономера с такой карбоновой группой, этерифицированной низшим спиртом.
Форполимер ароматического полиэфира получали путем поликонденсации мономера, имеющего гидроксильную группу, прямо присоединенную к ароматической углеводородной группе, имеющей от 6 до 30 атомов углерода, такого как бисфенол A, и мономера, имеющего карбоксильную группу, прямо присоединенную к ароматической углеводородной группе, имеющей от 6 до 30 атомов углерода, такого как терефталевая кислота.
Форполимер алифатического полиамида получали путем поликонденсации мономера, имеющего аминогруппу, прямо присоединенную к алифатической углеводородной группе, имеющей от 2 до 30 атомов углерода, такой как гексаметилен диамин, и мономера, имеющего карбоксильную группу, прямо присоединенную к алифатической углеводородной группе, имеющей от 1 до 30 атомов углерода, такого как адипиновая кислота.
Форполимер алифатического ароматического полиамида получали путем поликонденсации мономера, имеющего аминогруппу, прямо присоединенную к алифатической углеводородной группе, имеющей от 2 до 30 атомов углерода, такого как гексаметилендиамин, и мономера, имеющего карбоксильную группу, прямо присоединенную к ароматической углеводородной группе, имеющей от 6 до 30 атомов углерода, такого как терефталевая кислота.
Форполимер ароматического полиамида получали путем поликонденсации мономера, имеющего аминогруппу, прямо присоединенную к алифатической углеводородной группе, имеющей от 6 до 30 атомов углерода, такого как пара-фенилендиамин, и мономера, имеющего карбоксильную группу, прямо присоединенную к ароматической углеводородной группе, имеющей от 6 до 30 атомов углерода, такого как терефталевая кислота.
Форполимер алифатического поликарбоната получали путем поликонденсации мономера, имеющего гидроксильную группу, прямо присоединенную к алифатической углеводородной группе, имеющей от 2 до 30 атомов углерода, такого как 1,6-гександиол, и мономера, имеющего карбонильную группу, которая прямо связанна с фенокси-группами с обоих сторон, такого как дифенилкарбонат.
Форполимер алифатического ароматического поликарбоната получали путем поликонденсации мономера, имеющего гидроксильную группу, прямо присоединенную к алифатической углеводородной группе, имеющей от 2 до 30 атомов углерода, такого как 1,6-гександиол, и мономера, имеющего гидроксильную группу, прямо присоединенную к ароматической углеводородной группе, имеющей от 6 до 30 атомов углерода, такого как бисфенол A, и мономера, имеющего карбонильную группу, которая прямо присоединена к фенокси-группам с обеих сторон, такого как дифенилкарбонат.
Все эти форполимеры включают в себя те, что получены путем сополимеризации до полиалкиленгликоля, такого как полиэтиленгликоль, полипропиленгликоль и политетраметиленгликоль.
В качестве ссылки по поводу специфического способа получения вышеописанных форполимеров может быть предложен, например, "Polymer Synthesis, vol.1, second edition", 1992 (US, published by Academic Press, Inc).
Степень полимеризации форполимера, пригодная для настоящего изобретения, может быть определена по вязкости расплава, при исследовании в условиях скорости сдвига 1000 (с-1) при температуре проведения полимеризации в реакторе полимеризации по настоящему изобретению. Предпочтительный диапазон составляет 60-100000 (пуаз). С помощью регулирования при 60 (пуаз) или более высокой мощное вспенивание и рассеивание форполимера, отгружаемого из отверстий пористой пластины реактора полимеризации, может быть подавлено и с помощью регулирования при 100000 (пуаз) или меньшей, побочные продукты могут быть эффективно удалены из системы и такая полимеризация протекает быстро. Степень полимеризации форполимера по настоящему изобретению предпочтительно находится в диапазоне от 100 до 50000 (пуаз), более предпочтительно в диапазоне от 200 до 10000 (пуаз) и особенно предпочтительно в диапазоне от 300 до 5000 (пуаз). Основание для того, чтобы форполимер с такой относительно высокой вязкостью являлся предпочтительным в настоящем изобретении состоит в проведении полимеризации смолы в состоянии, содержащей большее количество пены, как описано выше, и, таким образом, в значительном возрастании скорости полимеризации.
(c) Реактор полимеризации:
Реактор полимеризации по настоящему изобретению представляет собой устройство, характеризующееся подведением вышеописанного форполимера в расплавленном состоянии в реактор полимеризации, разгрузкой из отверстий пористой пластины, с последующей поликонденсацией в расплаве во время сброса на подложку при пониженном давлении или в атмосфере инертного газа при пониженном давлении.
(c-1) Пористая пластина:
Пористая пластина представляет собой пластинчатый субстрат с множественными сквозными отверстиями. Применением пористой пластины может быть подавлен разброс форполимера и также может быть предотвращено локальное накопление в реакторе и, таким образом, может быть получено высокое качество и гомогенная смола.
В отношении структуры пористой пластины толщина не ограничена специально, однако, она обычно находится в диапазоне от 0,1 до 300 мм, предпочтительно в диапазоне от 1 до 200 мм, более предпочтительно в диапазоне от 5 до 150 мм. Пористая пластина должна выдерживать давление подводящегося потока расплавленного форполимера и также, когда подложка полимеризационой емкости фиксируется на пористой пластине, она должна иметь прочность, достаточную для поддерживания массы подложки и отливки форполимера, и усилена ребрами жесткости, подобные также предпочтительны.
Вид отверстий пористой пластины обычно является выбранным из круговой, овальный, треугольный, щелевой, многоугольный и звездообразный видов. Площадь поперечного сечения отверстия обычно находится в диапазоне от 0,01 до 100 см2, предпочтительно в диапазоне от 0,05 до 10 см2 и особенно предпочтительно в диапазоне от 0,1 до 5 см2. Она также предназначена для установки выпускного сопла и подобного, присоединенного к отверстию.
Расстояние между отверстиями обычно составляет, измеренное как расстояние между центрами, от 1 до 500 мм, предпочтительно от 10 до 100 мм. Отверстия пористой пластины могут быть сквозными отверстиями или могут быть трубками, присоединенными к пористой пластине. Они могут быть конусообразными. Предпочтительно определять размер и вид отверстия так, что потеря давления при пропускании форполимера через пористую пластину составляет от 0,1 до 50 кг/см2.
Число отверстий пористой пластины не ограничено специально и зависит от условий, таких как реакционная температура или давление, количество катализатора и диапазон молекулярный массы полимеризуемого, однако, оно обычно необходимо равняется, при производстве полимера 100 кг/ч, 10-105, более предпочтительно 50-104 и еще более предпочтительно 102-103.
В качестве материала пористой пластины обычно предпочтителен металлический материал, такой как нержавеющая сталь, углеродистая сталь, сплав хастелой, никель, титан, хром и другие сплавы.
Способ разгрузки форполимера через такую пористую пластину включает в себя способ отливки под действием головки жидкости или ее собственной массы, способ пневматической экструзии с применением насоса и подобных, однако, предпочтительно экструдировать с применением насоса с возможностью взвешивания, такого как шестеренчатый насос, для подавления варьирования количества скапывающего форполимера.
Предпочтительно устанавливать фильтр в поток, проходящий с внешней стороны пористой пластины. Путем применения фильтра могут быть удалены посторонние частицы, обременяющие отверстия пористой пластины. Виды фильтра могут быть выбраны, соответственно, с тем, чтобы удалять посторонние частицы большие, чем диаметр отверстия пористой пластины и не разламывающиеся при прохождении через форполимер.
(c-2) Подложка:
Форполимер, отгружаемый из отверстий пористой пластины, капает на подложку. Типичная структура подложки включает в себя "проволочную", "цепеобразную", объединенную с проволочным материалом или "решетообразную структуру" ("металлическая сетка"), "стереорешетообразную структуру" с проволочным материалом, связанным подобно «jangle gym», "тонкую пластинчатую" с плоской поверхностью или искривлением и "пористую пластинчатую" структуру. В добавление к этим, для эффективного удаления реакционных побочных продуктов или примесей, образующихся при термическом разложении во время полимеризации, активное перемешивание и поверхностное обновление предпочтительны, путем увеличения площади поверхности смолы, которая должна быть сброшена, наряду со сбросом форполимера на подложку с жесткостью в отношении направления сброса. Также предпочтительна подложка со структурой для прерывания сброса смолы, такая как "проволочная структура с жесткостью в отношении направления сброса". Комбинация этих подложек может также применяться.
"Проволочная" подложка представляет собой материал с очень большим отношением между средним размером поперечного сечения и длиной в направление перпендикуляра к упомянутому поперечному сечению. Площадь поперечного сечения не ограничена специально, однако, она обычно находится в диапазоне от 10-3 до 102 см2, предпочтительно в диапазоне от 10-3 до 101 см2 и особенно предпочтительно в диапазоне от 10-2 до 1 см2. Вид поперечного сечения не ограничен специально, однако, оно обычно является выбранным из таких видов, как круговой, овальный, треугольный, квадратный, многоугольный и звездообразный. Вид поперечного сечения включает в себя любой из тех же или различных видов в направлении длины. Также включены проволоки с полостью. Отдельный тип проволоки или множественные проволоки, объединенные способом скручивания, и подобные также являются включенными. Проволоки с гладкой или шероховатой поверхностью или частичными выступами также являются включенными.
"Цепеобразная" подложка представляет собой материал с кольцами, сделанными из вышеописанного связанного проволочного материала. Вид кольца включает в себя такие как круговой, овальный, прямоугольный и квадратный. Способ связывания включает в себя одномерный, двумерный и трехмерный способы.
Подложка "решетообразная структура (металлическая сетка)" представляет собой вышеописанный проволочный материал, объединенный в решетку. Объединенные проволоки включают в себя линейные проволоки или изогнутые проволоки и угол объединения может быть выбран произвольно. Соотношение площадей между материалом и пространством, где материал "решетообразной структуры (металлической сетки)" выступает от вертикального направления к поверхности, не ограничен специально, однако, он обычно находится в диапазоне от 1:0,5 до 1:1000, предпочтительно в диапазоне от 1:1 до 1:500 и особенно предпочтительно в диапазоне от 1:5 до 1:100. Соотношение площадей предпочтительно такое же в горизонтальном направлении, в то время как в вертикальном направлении оно может быть тем же или соотношением объемов, предпочтительно более большим в меньшей части.
Подложка "стереорешетообразной структуры" представляет собой проволочный материал, стерескопически объединенный только подобно «jangle gym» в 3D-решетке. Объединенные проволоки включают в себя линейные проволоки или изогнутые проволоки и угол объединения может быть выбран произвольно.
Подложка "проволочная структура с жесткостью в отношении направления сброса" представляет собой проволоку, соединенную с переходами, имеющими круглое или многоугольное поперечное сечение в правом углу, или проволоки, соединенные с дискообразным или цилиндрическим материалом. Расстояние между ребрами жесткости предпочтительно не меньше, чем 5 мм. Типичный пример включает в себя проволоку с дисками, через которые пропускается проволока, и диски имеют диаметр больший, чем диаметр проволоки на не менее чем 5 мм, но не больший, чем 100 мм и толщину от 1 до 50 мм, и присоединяются в пространстве через расстояние от 1 до 500 мм.
Объемное отношение между подложкой, установленной в реакторе и пространством в реакторе, не ограничено специально, однако, оно обычно находится в диапазоне от 1:0,5 до 1:107, предпочтительно в диапазоне от 1:10 до 1:106 и особенно предпочтительно в диапазоне от 1:50 до 1:105. Объемное отношение между подложкой и пространством в реакторе предпочтительно то же в горизонтальном направлении, в то время как в вертикальном направлении оно может быть тем же или пространственно объемное отношение в реакторе предпочтительно является более большим в меньшей части.
Если одиночная подложка установлена или установлены множественные подложки, то они могут быть выбраны, соответственно, в зависимости от вида. "Проволочная" или "цепеобразная" подложка обычно составлена из 1 до 105 частей, предпочтительно 3 до 104 частей. "Решетообразная структура" или "цепеобразная, связанная двумерно", "тонкая пластинчатая" и "пористая пластинчатая" подложки обычно образованы 1-104 частями, предпочтительно 2-103 частями. "Стереорешетообразная структура" и "цепеобразная, связанная трехмерно" подложки могут быть установлены поодиночке или множественно в отделениях, соответственно, при обсуждении размера устройства или пространства, доступного для установки.
Когда установлены множественные подложки, предпочтительно, чтобы они разделялись, не контактируя друг с другом, применением, соответственно, разделителей.
Материал подложки не ограничен специально, однако, он обычно является выбранными из таких материалов, как нержавеющая сталь, углеродистая сталь, сплав хастелой и титан. Также включены проволоки после различных поверхностных обработок, таких как платинирование, футеровка, пассивирующая обработка и кислотная очистка.
В настоящем изобретении форполимер обычно подводится из одного или нескольких отверстий пористой пластины, в зависимости от одной подложки, однако, число отверстий может быть выбрано, соответственно, в зависимости от вида подложки. Форполимер может также быть сброшен на множественные подложки после прохождения через одно отверстие.
Положение подложки не ограничено специально до тех пор, пока форполимер может быть сброшен на подложку и метод прикрепления подложки к пористой пластине может быть выбран из, соответственно, случая, когда ее устанавливают с пропусканием через отверстие пористой пластины, и случаем, где ее устанавливают без пропускания через отверстие пористой пластины, но ниже отверстия пористой пластины.
Высота для отливки форполимера в соответствии с подложкой после прохождения через отверстие предпочтительно находится в диапазоне от 0,5 до 50 м, предпочтительно в диапазоне от 1 до 20 м и более предпочтительно в диапазоне от 2 до 10 м.
(c-3) Нагревательное устройство:
Температура полимеризации может быть удобно установлена путем регулирования температуры нагревателя или теплоподводящей рубашки, расположенной на поверхности стенки реактора полимеризации, покрывающей подложку, или путем размещения нагревателя или теплоносителя внутри подложки для регулирования этих температур.
(c-4) Устройство уменьшения давления:
Уровень пониженного давление в реакторе полимеризации может быть удобно установлен путем связывания выпускного канала для сброса давления, установленного в произвольном месте реактора полимеризации, с вакуумной линией для контроля уровня пониженного давления. Из выпускного канала для сброса давления отводятся побочные продукты полимеризации, примеси, образующиеся при термическом разложении в процессе полимеризации, и инертный газ, необязательно вводимый в реактор полимеризации.
(c-5) Устройство подвода инертного газа:
Для проведения реакции в атмосфере инертного газа при пониженном давлении, и когда инертный газ прямо вводится в реактор полимеризации, газ может подводиться из подводящего канала, установленного в произвольном положении реактора полимеризации. Канал подвода инертного газа предпочтительно расположен далеко от пористой пластины и близко к каналу отвода смолы. Также предпочтительно, чтобы подвод располагался в стороне от выпускного канала для сброса давления.
Также возможен способ предварительной абсорбции и/или поглощения инертного газа в форполимер и в этом случае устройство подвода инертного газа дополнительно устанавливается на входящем потоке реактора полимеризации по настоящему изобретению.
В качестве устройства подвода инертного газа используют известное адсорбционное устройство, такое как адсорбционное устройство типа насадочной колонны, пластинчатое адсорбционное устройство и адсорбционное устройство типа колонны с распылительным орошением, описанные, например, в "Chemical Apparatus Design and Operation" series, No. 2, revised, "Gas Absorption", P.49-54 (Published 15, March, 1981 from Chemical Industry Co., Ltd.); или способ для инжектирования инертного газа в трубопровод перекачивания форполимера. Наиболее предпочтительным способом является способ с применением устройства для адсорбции инертного газа во время сброса форполимера на подложку в атмосфере инертного газа. В этом способе инертный газ с более высоким давлением, чем давление в реакторе полимеризации, вводили внутрь устройства для адсорбции инертного газа. Давление здесь предпочтительно составляет от 0,01 до 1 МПа, более предпочтительно от 0,05 до 0,5 МПа и еще более предпочтительно от 0,1 до 0,2 МПа.
(d) Способ полимеризации:
Авторы нашли, что путем полимеризации форполимера с вязкостью расплава в описанном выше диапазоне, с применением вышеописанного реактора полимеризации, в диапазоне температуры полимеризации и уровнем пониженного давления, как описано далее, рассеивание форполимера при мощном вспенивании точно под пористой пластиной подавляется и также подавляется повреждение качества смолы путем загрязнения на поверхности сопла или поверхности стены реактора полимеризации и неожиданно наблюдается явление "прироста площади поверхности смолы " путем включения большего количества пены в отливку смолы в соответствии с подложкой и "скатывание смолы в круглую пену на подложке".
В то же время был подтвержден значительный прирост в скорости полимеризации и улучшение цветового тона смолы.
Значительный прирост в скорости полимеризации предполагается как привносимый соединенным действием возрастающего эффекта площади поверхности смолы путем включения большего количества пены и эффекта обновления поверхностной площади с помощью пластифицирующего действия пены. Пластифицирующее действие пены делает возможным улучшение цветового тона смолы путем сокращения времени пребывания смолы внутри реактора полимеризации и легкого выведения из реактора полимеризации смолы высокой вязкости после полимеризации до высокой степени.
Тонкопленочное устройство полимеризации в расплаве со сбросом под действием гравитации, такое как традиционная колонна с орошаемыми стенками, для получения высококачественной смолы с высокой степенью полимеризации, предназначено для полимеризации форполимера с небольшой степенью окрашивания, полученного на ранней стадии реакции, и гораздо меньшей степенью полимеризации по сравнению со способом по настоящему изобретению, при более высокой температуре и при более коротком времени пребывания по сравнению с настоящим изобретением. Основываясь на традиционном здравом смысле, последующая полимеризация в расплаве форполимера с высокой степенью полимеризации и высокой вязкостью расплава, как в способе по настоящему изобретению, считалась приводящей к значительному прогрессу в окрашивании и избыточному, более продолжительному времени пребывания во время сброса в реактор полимеризации, и такое производство высококачественной смолы никогда не предполагалось.
Наоборот, в настоящем изобретении, как описано выше, путем установки диапазона вязкости расплава форполимера на более высоком уровне по сравнению с традиционным здравым смыслом или, как объяснено ниже, далее, путем установки температуры полимеризации на меньшем уровне по сравнению с традиционным здравым смыслом, было найдено, что вспененное состояние смолы может регулироваться, и скорость полимеризации может быть значительно повышена несмотря на низкую температуру и неожиданный эффект, что смола с высокой степенью полимеризации может легко отводиться.
(d-1) Температура полимеризации:
Температура реакция поликонденсации предпочтительно не ниже температуры, меньшей на 10°C, чем точка плавления кристалла поликонденсированной смолы, и не выше температуры, большей, чем точка плавления кристалла, на 60°C. Путем установки температуры не более низкой, чем температура, меньшая точки плавления кристалла на 10°C, может быть подавлено отверждение реакционных продуктов или удлинение времени реакции; и путем установки температуры не выше температуры, более высокой, чем точка плавления кристалла, на 60°C, может быть подавлено термическое разложение и может быть получена смола с превосходным цветовом тоном. Эта температура более предпочтительно не ниже температуры, меньшей точки плавления кристалла на 5°C, и не выше температуры, более высокой, чем точка плавления кристалла, на 40°C, и более предпочтительно не ниже точки плавления кристалла и не выше температуры, более высокой, чем точка плавления кристалла, на 30°C. Основанием для предпочтения такой относительно низкой реакционной температуры в настоящем изобретении является легкость поглощения смолой большего количество пены и возможность значительного прироста в скорости полимеризации.
"Точка плавления кристалла" здесь представляет собой температуру максимума эндотермического пика, полученного при плавлении кристалла, при измерении в следующих условиях с применением "Pyris 1 DSC" от Perkin Elmer Co., Ltd. (дифференциальный сканирующий калориметр с компенсацией на входе). Пиковую температуру определяли с применением прилагающегося программного обеспечения.
Температура измерения: 0-300°C.
Скорость повышения температуры: 10°C/мин.
(d-2) Давление полимеризации:
Реакция поликонденсации в расплаве по настоящему изобретению должна проводиться при пониженном давлении для гарантирования состояния смолы, содержащего большое количество пены. Уровень пониженного давления устанавливается, соответственно, в ответ на сублимационное состояние форполимера или поликонденсационных реакционных продуктов или скорости реакции. Уровень пониженного давления предпочтительно является не более высоким, чем 50000 Па, более предпочтительно не более высоким, чем 10000 Па, более предпочтительно не более высоким, чем 1000 Па, и особенно предпочтительно не более высоким, чем 500 Па. Нижний предел не ограничен специально, однако, он предпочтительно не меньше, чем 0,1 Па с точки зрения размера устройства для создания пониженного давления внутри реактора полимеризации.
Также предпочтителен способ, по которому путем введения небольшого количества инертного газа, не влияющего отрицательно на реакцию поликонденсации в реакторе полимеризации, побочные продукты полимеризации или примеси, образующиеся при термическом разложении во время полимеризации, удаляются с газом.
Введение инертного газа в реактор полимеризации обычно считается методом преимущественно для прогресса реакции путем уменьшения парциального давления побочных продуктов полимеризации и сдвига равновесия. Однако инертный газ, вводимый в настоящем изобретении, достаточен в очень небольшом количестве и таким образом ускоряющий эффект на скорость полимеризации благодаря уменьшающему эффекту парциального давления ожидается небольшим и, таким образом, роль инертного газа не может быть объяснена, основываясь на традиционном понимании.
В результате исследования авторы неожиданно наблюдали, что при введении инертного газа в реактор полимеризации, явление вспенивания форполимера при сбросе на подложку в расплавленном состоянии становилось мощным, что впечатляюще увеличивало площадь поверхности упомянутого форполимера и обеспечивало очень хорошую возобновляемость состояния поверхности. Причина не установлена, однако, это изменение во внутреннем и поверхностном состоянии этого форполимера оценивали как вызывающее значительное увеличение скорости полимеризации.
Вводимый инертный газ предпочтительно представляет собой такой газ, который не имеет отрицательного воздействия на смолу, такого как окрашивание, метаморфизм и разложение, и включает в себя азот, аргон, гелий, диоксид углерода или низший углеводород и их газовую смесь. В качестве инертного газа предпочтительны азот, аргон, гелий и диоксид углерода и азот является особенно предпочтительным среди них с точки зрения легкой доступности.
Очень небольшое введенное количество инертного газа достаточно в настоящем изобретении, такое как предпочтительно от 0,05 до 100 мг в расчете на 1 г смолы, отводящейся из реактора полимеризации. Путем установки количества инертного газа не меньшего, чем 0,05 мг в расчете на отводимый 1 г смолы, вспенивание смолы становится достаточным и возрастание эффекта степени полимеризации становится высоким. В то же время, при установке не более высокой, чем 100 мг, становится легко наращивать уровень пониженного давления. Количество инертного газа более предпочтительно составляет от 0,1 до 50 мг в расчете на 1 г отводимой смолы и особенно предпочтительно от 0,2 до 10 мг.
Способ введения инертного газа включает в себя способ прямого введения в реактор полимеризации, способ введения в реактор полимеризации путем адсорбции и/или включения инертного газа в форполимер заранее и высвобождение упомянутого абсорбированного и/или включенного газа из форполимера при пониженном давлении; а также способ, объединяющий их. "Адсорбция" здесь обозначает случай, в котором инертный газ растворяется в смоле и не присутствует как пузырьки воздуха, тогда как "включение" обозначает присутствие в виде пузырьков воздуха. В случае присутствия в виде пузырьков воздуха размер пузырьков воздуха предпочтительно являлся таким небольшим, как возможно, и средний диаметр пузырьков воздуха предпочтительно являлся не большим, чем 5 мм, и более предпочтительно не большим, чем 2 мм.
(d-3) Время полимеризации:
Время полимеризации представляет собой общее от времени, требующееся для скапывания смолы в соответствии с подложкой и времени пребывания на дне реактора полимеризации, предпочтительно в диапазоне от 10 секунд до 100 часов, более предпочтительно в диапазоне от 1 минуты до 10 часов, еще более предпочтительно в диапазоне от 5 минут до 5 часов, особенно предпочтительно в диапазоне от 20 минут до 3 часов и наиболее предпочтительно в диапазоне от 30 минут до 2 часов.
В настоящем изобретении, для подавления термического разложения, такого как на дне реактора полимеризации или отводящем трубопроводе, предпочтительно сокращать время пребывания в этих областях.
(d-4) Скорость полимеризации:
Полимеризационная способность реактора полимеризации по настоящему изобретению имеет признаки, такие как, в случае применения проволочный подложки, установленной внутри реактора полимеризации, возрастание пропорционально числам субстрата, и легкость увеличения масштаба конструкции.
В случае применения проволочной подложки скорость потока форполимера на субстрат предпочтительно составляет от 10-2 до 102 л/ч и путем установки скорости потока в пределах этого диапазона может быть гарантирована достаточная производительность и также может быть впечатляюще увеличена скорость полимеризации. Более предпочтительно, скорость потока находится в диапазоне от 0,1 до 50 л/ч.
В случае принятия подложки из комбинации проволок, такой как субстрат решетообразной структуры (металлическая сетка), скорость потока предпочтительно составляет от 10-2 до 102 л/ч на подложке проволочной структуры, установленной в вертикальном направлении, более предпочтительно в диапазоне от 0,1 до 50 л/ч.
В случае принятия подложки без структуры, полученной комбинированием проволок, такой как тонкий пластинчатый субстрат, скорость потока предпочтительно составляет от 10-2 до 102 л/ч на отверстие пористой пластины подвода форполимера к подложке, более предпочтительно в диапазоне от 0,1 до 50 л/ч.
(d-5) Регулятор молекулярной массы:
В настоящем изобретении, если необходимо, на произвольной стадии до подвода форполимера в реактор полимеризации по настоящему изобретению, форполимер может быть введен в реакцию с регулятором молекулярной массы в произвольном количестве. Авторы обнаружили, что путем коррекции молекулярной массы форполимера, подводимого в реактор полимеризации по настоящему изобретению, скорость сброса форполимера на подложку может быть впечатляюще изменена, посредством чего может регулироваться время пребывания в реакторе полимеризации и качество, такое как степень полимеризация получающейся смолы и продуктивность может легко регулироваться в широком диапазоне.
В качестве регулятора молекулярной массы применялись реагент для уменьшения молекулярной массы или реагент для увеличения молекулярной массы. В настоящем изобретении путем применения регулятора молекулярной массы, качество, такое как степень полимеризации поликонденсационного полимера и производительность, могут быть установлены в широком диапазоне, не достижимом при традиционном способе полимеризации.
Когда применяется реагент для уменьшения молекулярной массы, степень полимеризации поликонденсационного полимера, получающегося в реакторе полимеризации по настоящему изобретению, может быть уменьшена в широком диапазоне путем добавления только относительно небольшого количества реагента для уменьшения молекулярной массы. Это так, поскольку в добавление к исходному эффекту реагента для уменьшения молекулярной массы существует также эффект сокращения реакционного времени путем увеличения скорости сброса форполимера на подложку. Способность к значительно меньшей степени полимеризации получающегося поликонденсационного полимера имеет то же значение значительного уменьшения производительности.
Наоборот, в традиционном способе полимеризации, реализуется только исходный эффект реагента для уменьшения молекулярной массы, и степень полимеризация поликонденсационного полимера уменьшается в ответ на только добавленное количество реагента для уменьшения молекулярной массы и, таким образом, для регулировки в широком диапазоне, требуется добавить большее количество, что ставит проблему с точки зрения процесса, цены и также качества продукта. В тоже время, когда применяется реагент для увеличения молекулярной массы, степень полимеризации поликонденсационного полимера, получающегося в реакторе полимеризации по настоящему изобретению, может значительно возрастать только путем добавления относительно небольшого количества реагента для увеличения молекулярной массы. Это так, поскольку, в добавление к исходному эффекту реагента для увеличения молекулярной массы, существует также эффект увеличения времени реакции путем меньшей скорости сброса форполимера на подложку. Способность к значительному приросту степени полимеризации получающегося поликонденсационного полимера имеет то же значение, как способность к впечатляющему приросту производительности. Наоборот, в традиционном способе полимеризации реализуется только исходный эффект реагента для увеличения молекулярной массы, и степень полимеризации поликонденсационного полимера возрастает соответственно только добавлению количества реагента для увеличения молекулярной массы и, чтобы таким образом регулировать в широком диапазоне, требуется добавлять большее количество, что ставит проблему с точки зрения процесса, цены и также качества продукта.
При варьировании молекулярной массы форполимера, подводимого из стадии получения форполимера, измеряли варьирование состояния; основываясь на этом результате, добавляли регулятор молекулярной массы к форполимеру на стадии до подвода форполимера в реактор полимеризации, посредством чего достигалось изменение в молекулярной массе и форполимер может также быть введен в реактор полимеризации в состоянии небольшого изменения молекулярной массы.
Регулятор молекулярной массы может быть введен в реакцию с форполимером на произвольной стадии до подвода форполимера в реактор полимеризации. Эта реакция может быть проведена путем установки отдельного реактора или в трубопроводе путем введения регулятора молекулярной массы в трубопровод подвода форполимера. Предпочтителен способ, в котором смешение и реакция регулятора молекулярной массы активируется путем применения устройства смешения с приводом, таким как экструдер, или стационарным устройством смешения.
В качестве реагента для уменьшения молекулярной массы может быть применен известный реагент, такой как применяется для деполимеризации или уменьшения молекулярной массы полимера, соответственно и зависимости от видов полимера. В качестве реагента для уменьшения молекулярной массы также предпочтительно применять исходный мономер, как описано выше, или форполимер с меньшей молекулярной массой, отбираемый от стадии более близкой к сырью, или соединение, побочно образующееся при реакции поликонденсации.
Например, в случае полиэфирной смолы может быть применена смесь, состоящая из одного или нескольких видов соединений, выбранных из соединений, имеющих две или менее гидроксильных группы, прямо присоединенных к алифатической углеводородной группе, имеющей от 1 до 30 атомов углерода, таких как этиленгликоль, 1,3-пропандиол, 1,4-бутандиол, неопентилгликоль, 1,6-гексаметиленгликоль, 1,4-циклогександиол, метанол, этанол, пропанол, бутанол и бензиловый спирт; или алкиленгликоля, такого как диэтиленгликоль, триэтиленгликоль, тетраэтиленгликоль, дипропиленгликоль и трипропиленгликоль; или воды; или соединений, имеющих две или менее карбоксильных группы, прямо присоединенных к ароматической углеводородной группе, имеющей от 6 до 30 атомов углерода, таких как терефталевая кислота, изофталевая кислота, нафталиндикарбоновая кислота, 5-натрийсульфоизофталевая кислота и 3,5-дикарбоксибензолсульфоновая кислота в виде тетраметилфосфониевой соли; или соединений, имеющих две или менее карбоксильных группы, прямо присоединенных к алифатической углеводородной группе, имеющей от 1 до 30 атомов углерода, таких как муравьиная кислота, уксусная кислота, пропионовая кислота, бутановая кислота, щавелевая кислота, янтарная кислота, адипиновая кислота, додекандиовая кислота, фумаровая кислота, малеиновая кислота и 1,4-циклогександикарбоновая кислота; или соединений, имеющих гидроксильную группу и карбоксильную группу, прямо присоединенных к алифатической углеводородной группе, имеющей от 1 до 30 атомов углерода, таких как молочная кислота и гликолевая кислота; или соединений, имеющих такую карбоновую группу, этерифицированную низшим спиртом.
Также, в случае полиамидной смолы или поликарбонатной смолы, в качестве реагента для уменьшения молекулярной массы могут быть применены исходный мономер, как описано выше, или форполимер с меньшей молекулярной массой, отбираемый от стадии, более близкой к сырью или соединение, побочно образующееся путем реакции поликонденсации. Также возможно, что вышеописанный реагент для уменьшения молекулярной массы для полиэфирной смолы применяется взамен, в качестве реагента для уменьшения молекулярной массы, для полиамидной смолы или поликарбонатной смолы, или, наоборот, вышеописанный реагент для уменьшения молекулярной массы для этих смол применяется как реагент для уменьшения молекулярной массы полиэфирной смолы. Кроме того, возможны следующие способы;
- подавление прироста молекулярной массы: путем подавления реакции поликонденсации путем добавления соединения с функцией подавления полимеризации каталитическим действием, такого как вода и триметилфосфат;
- уменьшение молекулярной массы, а также подавление прироста молекулярной массы: путем добавления монофункциональныой группы, являющейся реагентом для тушения реакции или малореакционоспособным соединением;
- подавление реакции поликонденсации: путем уменьшения температуры форполимера путем добавления форполимера с меньшей температурой или путем смешения части форполимера, имеющего локально меньшую температуру, с другой порцией.
Реагент для увеличения молекулярной массы не ограничен специально тем, что он обладает действием увеличивать молекулярную массу форполимера. Способ увеличения молекулярной массы представлен одним или несколько видами, выбранными из:
- добавление, для увеличения молекулярной массы путем реакции обмена, форполимера с более высокой молекулярной массой, отбираемого от стадии, более близкой к продукту, или продукта, содержащего полимер с высокой молекулярной массой, или полимера с высокой молекулярной массой, полученного другой полимеризационной технологией, такой как твердофазная полимеризация;
- частичная реакция образования поперечных связей путем добавления соединения, имеющего три или несколько функциональных групп, которые могут участвовать в реакции конденсации, таких как глицерин, пентаэритрол, сорбит, 1,2,4-бензолтрикарбоновая кислота и лимонная кислота;
- ускорение реакции поликонденсации путем добавления, или путем добавления большего, чем ординарного, количества гидролизата, полученого гидролизом оксида титана, тетрабутоксида титана, тетраизопропоксида титана, галогенида титана или алкоксида титана; гидролизата, полученного путем гидролиза оксида германия, изопропоксида германия, алкоксида германия; и соединения, содержащего титан, германий, мышьяк, олово, алюминий, кобальт и имеющего каталитическое действие на полимеризацию, такого как оксид мышьяка, ацетат олова, 2-этилгексанат олова, ацетат алюминия, пропионат алюминия, лактат алюминия, хлорид алюминия, гидроксид алюминия, карбонат алюминия, фосфат алюминия, этоксид алюминия, изопропоксид алюминия, ацетилацетонат алюминия и ацетат кобальта;
- промотирование реакции поликонденсации путем добавления форполимера, нагретого до более высокой температуры или путем смешения части форполимера, нагретого локально до более высокой температуры с другой порцией, для увеличения температуры форполимера.
(d-6) Другие добавки:
Настоящее изобретение включает в себя случай, когда различные добавки, если необходимо, сополимеризовали или смешивали, такие как матирующее вещество, теплостабилизатор, замедлитель горения, антистатический агент, противовспенивающий агент, нормохроматический агент, антиоксидант, поглотитель УФ-лучей, кристаллообразующий агент, осветлитель и поглотитель примеси. Эти стабилизаторы или различные добавки могут быть добавлены на произвольных стадиях до формования.
В частности, в настоящем изобретении, предпочтительно пригодный стабилизатор добавляют в зависимости от полимеризуемого полимера. Например, в случае полиэфирной смолы, предпочтительным является соединение, основанное на соединении пятивалентного и/или трехвалентного фосфора или затрудненного фенола. Добавленное количество соединения фосфора составляет предпочтительно 2-500 частей/млн, считая массовое отношение элементарного фосфора к полимеру, более предпочтительно 10-200 частей/млн; в виде специфических соединений предпочтительны триметилфосфит, фосфорная кислота и фосфористая кислота. Соединение, основанное на фосфоре, является предпочтительным, так как не только подавляет окрашивание полимера, но также имеет эффект агента кристаллообразования.
Соединение, основанное на затрудненном феноле, является производным, основанном на затрудненном феноле, имеющем заместитель со стерическим барьером в положении, соседнем с фенольной гидроксильной группе и соединением, имеющим по меньшей мере одну эфирную связь в молекуле. Добавленное количество соединение, основанного на затрудненном феноле, предпочтительно составляет от 0,001 до 1% по массе, считая на полученный полимер, более предпочтительно от 0,01 до 0,2% по массе. Специфические соединения включают в себя тетракис[3-(3,5-ди-трет-бутил-4-гидроксифенил)пропионат] пентаэритрола, 1,1,3-трис(2-метил-4-гидрокси-5-трет-бутилфенил)бутан, октадецил 3-(3,5-ди-трет-бутил-4-гидроксифенил)пропионат, N,N'-гексаметиленбис(3,5-ди-трет-бутил-4-гидроксигидроциннамид). Совместное применение этих стабилизаторов является одним из предпочтительных способов.
В настоящем изобретении также предпочтительно добавлять кристаллообразующий агент и в случае полиэфирной смолы предпочтительны такие соединения, как соединение, основанное на фосфоре, соль металла органической кислоты и порошкообразный полиолефин, или другие смолы. Добавленное количество кристаллообразующего агента предпочтительно составляет от 2 до 1000 частей/млн от полимера, более предпочтительно от 10 до 500 частей/млн. Специально включенными являются фосфаты, такие как натриевая соль 2,2'-метиленбис(4,6-ди-трет-бутилфенил)фосфорной кислоты, натриевая соль бис(4-трет-бутилфенил)фосфорной кислоты; и сорбиты, такие как бис(пара-метилбензилиден)сорбит; и металлсодержащие соединения, такие как гидроксиалюминиевая соль бис-4-трет-бутилбензойной кислоты. В частности, для заготовки, применяемой для бутылки из полиэтилентерефталата путем нагревания в горловинной порции для термической кристаллизации, его предпочтительно применять для промотирования кристаллизации и для уменьшения температуры термической кристаллизации.
В настоящем изобретении добавление поглотителя летучих низкомолекулярных примесей является также одним из предпочтительных способов. В случае полиэтилентерефталата примесь представляет собой ацетальдегид и поглотитель для него включает в себя полимер или олигомер полиамида, или полиэфирамида, или соединение с низкомолекулярной массой, имеющее амидную группу или аминную группу, такое как 2-аминобензамид. Специфические примеры таких соединений включают в себя полимеры, такие как полиамид нейлон-6,6, нейлон-6 и нейлон-4,6 или полиэтиленимин, кроме того, продукты реакции между N-фенилбензиламином и 2,4,4-триметилпентеном, или Irganox-1098, Irganox-565 (зарегистрированная торговая марка) производимые Ciba Specialty Chemicals Co. Ltd., и подобные. Эти поглотители предпочтительно добавляются на стадии между отгрузкой смолы из реактора полимеризации и его поступлением в формовочную машину.
(E) Способ формования:
Полимер, полученный путем полимеризации, может быть применен в формовании путем повторного плавления после грануляции, однако, полимер может перекачиваться в формовочную машину в расплавленном состоянии для формования. По этим способам могут быть уменьшены не только затруднительные стадии до формования гранул, такие как транспортировка, хранение и высушивание, и энергия, но также может быть получен гораздо более высококачественный формованный продукт.
Когда полимер, полученный путем полимеризации, перекачивали в расплавленном состоянии в формовочную машину для формования, для получения формованного продукта с небольшим варьированием качества и массы, использовались следующие способы: регулировка давления перекачивания смолы в формовочную машину до постоянной величины (E-1) и регулировка времени пребывания полимера в расплаве входящего потока формовочной машины до постоянной величины (E-2).
Посредством реактора полимеризации, основанного на новом принципе по настоящему изобретению, возможна поликонденсация в расплаве при гораздо более низкой температуре, чем в традиционный технологии полимеризации, что обеспечивает небольшое варьирование качества и вязкости расплава расплавленной смолы, подводимой в формовочную машину, и таким образом, формованный продукт с небольшим варьированием качества и массы и/или гранулы с небольшой варьированием качества могут быть стабильно получены путем установки по меньшей мере двух отгружающих насосов в реакторе полимеризации по настоящему изобретению и подвода смолы отдельно к формовочной машине и/или гранулирующей машине (E-3). Естественно предпочтительный способ (E-3) состоит в том, способы (E-1) и (E-2) применялись в комбинации.
Кроме того, посредством реактора полимеризации по настоящему изобретению, также возможно по меньшей мере часть поликонденсационного полимера, полученного в количестве большем, чем количество, применяемое в формовании или гранулировании, возвращать для рециркуляции на произвольную стадию среди стадий получения упомянутого поликонденсационного полимера (E-4).
Все способы (от E-1 до E-4) объяснены ниже.
(E-1) Способ регулировки давления переноса смолы в формовочную машину.
В способе получения формованного продукта по настоящему изобретению, для регулировки давления переноса смолы в формовочную машину на постоянном уровне требуется поддерживать давление переноса в формовочную машину на произвольном уровне давления от 0,1 до 100 МПа (абсолютное давление).
Когда давление переноса в формовочную машину варьирует, трудно поддерживать постоянным величину потока питания смолы в формовочную машину. В частности, когда применяется машина для литья под давлением, повторяется стадия взвешивания полученной смолы и стадия инжектирования без получения смолы, что делает поток смолы прерывистым и, таким образом, варьирование давления переноса в формовочную машину является неизбежным и создает проблему варьирования массы формованного продукта.
Давление переноса в формовочную машину предпочтительно является не меньшим, чем 0,1 МПа для точного поступления высоковязкой смолы в формовочную машину и предпочтительно не большим, чем 100 Мпа, с точки зрения размера устройства или предотвращения утечки смолы из соединительной части трубопровода. Предпочтительно давление находится в диапазоне от 0,5 до 70 МПа, более предпочтительно в диапазоне от 1 до 50 МПа и наиболее предпочтительно в диапазоне от 2 до 30 МПа. Путем поддержания давления переноса на высоком уровне меньший объем (меньший диаметр) транспортирующего трубопровода для расплавленной смолы является возможным, и время пребывания в расплаве при перекачивании смолы может быть предпочтительно укорочено. Особенно предпочтительный диапазон составляет от 3 до 20 МПа.
При регулировке давления переноса в формовочную машину на постоянном уровне, предпочтительно, чтобы варьирование давления являлось небольшим и, для предотвращения варьирования массы формованного продукта, предпочтительно не отклоняться более ±80% от установленного давление, более предпочтительно не более ±50%, особенно предпочтительно не более ±30% и наиболее предпочтительно не более ±20%.
Используя такой способ, возможно поддерживать постоянной величину потока питания смолы в различные формовочные машины, включая машину для литья под давлением и даже если применяются множественные те же или различные виды формовочных машин, величина потока питания смолы может поддерживаться постоянной без сложной системы переключения и последовательности переключения. Также при формовании с применением множественных формовочных машин, даже когда часть формовочных машин отключается из-за аварии, производство формованного продукта со стабильным качеством и массой может быть возможно на других формовочных машинах.
Как описано выше, способы контроля давления переноса в формовочную машину не ограничены специально и общеизвестные способы могут быть применены; предпочтительные способы контроля специально объяснены ниже (E-1-1 и E-1-2).
(E-1-1) Способ регулирования давления переноса путем регулировки отводимого количества из отгружающего насоса:
Давление переноса измеряется в трубопроводе для переноса расплавленной смолы из реактора полимеризации в формовочную машину, и производительность отгружающего насоса регулируется таким образом, что давление переноса удерживается на произвольном уровне от 0,1 до 100 МПа (абсолютное давление). В этом случае, предпочтительно, чтобы варьирование давления являлось небольшим и предпочтительно не отклонялось более ±80% от установленного давления для предотвращения варьирование массы формованного продукта.
(E-1-2) Способ регулирования давление переноса путем возвращения части смолы, отгружаемой в реактор полимеризации при поддержании постоянным отводимого количества отгружающего насоса:
В этом способе отгружающий насос реактора полимеризации регулируется так, чтобы поддерживать отводимое количество на выбранном уровне 1,0-100 от величины потока питания форполимера. Отводимое количество отгружающего насоса предпочтительно не меньше, чем 1,0 от величины потока питания форполимера для предотвращения пребывания смолы в реакторе полимеризации и предпочтительно не больше 100 с точки зрения размера устройства; предпочтительно в диапазоне 1,1-50, более предпочтительно в диапазоне 1,15-20 и наиболее предпочтительно в диапазоне 1,2-5.
В добавление к трубопроводу для переноса расплавленной смолы из реактора полимеризации в формовочную машину после упомянутого отгружающего насоса устанавливали трубопровод для возврата части отгруженной смолы на дно упомянутого реактора полимеризации и устанавливали систему определения давления на выходе и контроль степени открытия вентиля возврата полимера или вентиля противодавления на трубопроводе для возврата смолы на дно.
Давление переноса измеряли в трубопроводе для переноса расплавленной смолы из реактора полимеризации в формовочную машину, и степень открытия системы определения давления на выходе и контроля степени открытия вентиля возврата полимера, или вентиля противодавления, регулируются так, что давление переноса удерживается на произвольном уровне от 0,1 до 100 МПа (абсолютное давление). В этом случае, предпочтительно, чтобы варьирование давления являлось небольшим и предпочтительно не отклонялось более ±80% от установленного давления для предотвращения варьирования массы формованного продукта.
Этот способ делает постоянным отводимое количество отгружающего насоса, приводя к небольшой нагрузке отгружающего насоса и небольшому риску аварии и, таким образом, является предпочтительным.
(E-2) Способ контроля для времени пребывания полимера в расплаве:
В способе получения формованного продукта по настоящему изобретению возможно проводить полимеризацию при низкой температуре, никогда не достигаемой общеизвестными устройствами полимеризации и даже когда время пребывания полимера в расплаве варьируют на входящем потоке формовочной машины, варьирование качества или массы формованного продукта являются небольшими. В качестве способа для дальнейшего поддержания постоянным времени пребывания полимера в расплаве на дне реактора полимеризации путем установки отгружающего насоса, связанного с гранулирующей машиной и/или выпускного сопла на дне реактора полимеризации или после отгружающего насоса реактора полимеризации, полимер может перекачиваться в гранулирующую машину и/или выпускное сопло так, что время пребывания расплавленного полимера на дне реактора полимеризации регулируется на выбранном значении времени в диапазоне 0,1-120 минут. Посредством этого, даже в случае обоюдного варьирования "скорости получения смолы" и "скорости формования смолы", варьирование время пребывания расплавленного полимер на дне реактора полимеризации может быть избегнуто, что иначе ведет к повреждению качество полимера, и возможно стабильное производство в течение периода действия с небольшим варьированием качества и массы формованного продукта.
Время пребывания полимера в расплаве на дне реактора полимеризации предпочтительно не короче, чем 0,1 минута с точки зрения поддержания воздушной герметичности отгружающего насоса и предпочтительно не длиннее, чем 120 минут с точки зрения подавления термического разложения смолы, более предпочтительно в диапазоне от 0,2 до 60 минут, далее предпочтительно в диапазоне от 0,3 до 30 минут и особенно предпочтительно в диапазоне от 0,4 до 15 минут.
Когда время пребывания полимера в расплаве на дне реактора полимеризации варьирует значительно, качество смолы или вязкость расплава может изменяться и, таким образом, его предпочтительно удерживать постоянным, предпочтительно не отклоняясь более ±100% от определенного времени пребывания полимера в расплаве, более предпочтительно не более ±80%, особенно предпочтительно не более ±50%, особенно предпочтительно не более ±30% и наиболее предпочтительно не более ±20%.
(E-3) Способ установки по меньшей мере двух отгружающих насосов при реакторе полимеризации по настоящему изобретению.
Для стабильного получения формованного продукта с небольшим варьированием качества и массы и/или гранул с небольшим варьированием качества путем связывания множественных формовочных машин и/или гранулирующих машин с реактором полимеризации по настоящему изобретению предпочтителен способ, в котором устанавливаются по меньшей мере два отгружающих насоса при упомянутом реакторе полимеризации и смола подводится во множественные формовочные машины и/или гранулирующие машины.
Предпочтительно создавать производственную линию, где по меньшей мере одна или несколько формовочных машин и/или гранулирующих машин связаны с каждым отгружающим насосом. Эти формовочные машины и/или гранулирующие машины могут одновременно формовать и/или гранулировать и могут также формовать или гранулировать с применением одной желательной формовочной машины или гранулирующей машины на производственной линии путем установки вентиля переключения на разветвленном трубопроводе, связывающем отгружающий насос и множественные формовочные машины или гранулирующие машины.
Как описано выше, путем установки по меньшей мере двух отгружающих насосов, создаются по меньшей мере две производственные линии, что делает изменение в продукции или виде формованного продукта каждой линией легким. Этим способом, даже когда по меньшей мере одна из линий останавливается из-за аварии или ремонта, производство может быть продолжено путем регулировки производительности других линий.
Отводимое количество отгружающего насоса каждой линии может быть установлено в соответствии с производством, планируемым формовочной машиной или гранулирующей машиной и, в случае машины для литья под давлением, оно может быть синхронизировано с циклом взвешивание-инжектирование; или отводимое количество отгружающего насоса может также регулироваться так, что давление переноса в машину для литья под давлением удерживается на произвольном давлении от 0,1 до 100 МПа (абсолютное давление). Давление переноса в формовочную машину может также регулироваться путем возвращения части отгружаемой смолы на дно реактора полимеризации или перекачивания в выпускное сопло или гранулирующую машину, установленную отдельно от формовочной машины, при регулировании отводимого количества, выбранного из 1,0-100 от величины потока питания форполимера.
(E-4) Способ возврата на произвольную стадию среди стадий получения упомянутого поликонденсационного полимера для рециркуляции по меньшей мере части поликонденсационного полимера, полученного в количестве большем, чем количество, применяемое в формовании или гранулировании.
В вышеописанном способе (E-2) потери могут быть сведены к минимуму путем возвращения отведенной смолы из выпускного сопла или гранулирующей машины, для избежания варьирования времени пребывания полимера в расплаве входящего потока формовочной машины, на произвольную стадию среди стадий получения упомянутого поликонденсационного полимера.
Эти поликонденсационные полимеры, иные, чем количество, применяемое для формования продуктов или гранул, которые изначально являлись целью, в дальнейшем обозначены как "избыточные полимеры".
Для рециркуляции "избыточные полимеры" могут быть, например, или введены через пористую пластину реактора полимеризации, основанного на новом принципе по настоящему изобретению, или введены посредством установки выпускного сопла в произвольном положении, таком как дно упомянутого реактора полимеризации, или присоединены в поток упомянутого поликонденсационного полимера во входящем потоке упомянутого реактора полимеризации из устройства получения форполимера, или в бак исходного мономера, или произвольном положении трубопровода, связывающего эти устройства.
Когда "избыточные полимеры" присоединяются в поток упомянутого поликонденсационного полимера, для минимизирования варьирования времени пребывания полимера в системе полимеризации, также предпочтителен способ, по которому скорость потока входящего потока исходного мономера или форполимера к месту соединения уменьшается в ответ на количество присоединенных "избыточных полимеров". Когда "избыточные полимеры" образуются в большом количестве, для минимизирования прироста во времени пребывания на входящем потоке к месту соединения, также предпочтителен способ присоединения во входящий поток бак исходного мономера, первый или второй реактор получения форполимера, в частности, реактор для образования начального продукта конденсации или первый реактор поликонденсации. Когда "избыточные полимеры" образуются в небольшом количестве, также предпочтителен способ присоединения в конечный реактор, ближайший к отгружаемой части "избыточных полимеров".
Также предпочтителен способ, по которому "избыточные полимеры" соединяются с небольшим количеством форполимера, имеющего низкую степень полимеризации или, ранее, с исходным мономером, чтобы делать смешение легким, до присоединения полимеров к потоку упомянутого поликонденсационного полимера. Также предпочтительны для этой цели способ применения стационарного смесителя или бака предварительного смешения перемешиваемого типа, тестомесильного типа или экструдирующего типа.
Все "избыточные полимеры" могут быть присоединены в поток упомянутого поликонденсационного полимера для циркуляции или только часть может быть циркулирована для стабилизации полимерной системы на ранней стадии и остановка может быть покрыта, если гранулы или закончились, или забракованы.
(E-5) Другие условия формования:
Полимер, один раз гранулированный, в частности в случае высоко кристаллического полимера, требует нагревания при высокой температуре в процессе плавления и, кроме того, легко образует тепло сдвига, что создает проблему значительного повреждения качества. Однако гранулы и формованный продукт, полученные способом полимеризации и способом формования по настоящему изобретению, имеют небольшое повреждение качества до и после процесса плавления. Считается, что это имеет место потому, что температура полимеризации является низкой в способе полимеризации по настоящему изобретению и, кроме того, полимеризация завершается в короткое время, и, благодаря отсутствию ротационного привода или областей задержки смолы в самом устройстве полимеризации, существует небольшой входящий поток воздуха, расщепление молекулярных звеньев при сдвиге и повреждение смолы при пребывании в расплаве и, далее, не имеется эффекта адсорбция влаги или окислительного повреждения даже при подводе к устройству расплавления.
Для перенесения полимера, полимеризованного способом полимеризации по настоящему изобретению, в формовочную машину в расплавленном состоянии для формования, необходимо переносить полимер, отводимый из реактора полимеризации в формовочную машину при температуре такой низкой, как это возможно и в короткое время в пределах диапазона не-отверждения полимера. "Расплавленное состояние" здесь обозначает, что полимер находится в состоянии течения путем плавления при нагревании и имеет вязкость около 500000 Пуаз или меньшую.
Температура для переноса и формовки полимера, полученного путем полимеризации, в формовочную машину является не ниже температуры более низкой, чем точка плавления кристалла на 10°C, для стабильного переноса без значительного нарастания вязкости или отверждения. Путем установки температуры не выше температуры, более высокой, чем точка плавления кристалла на 60°C, может быть получен высококачественный формованный продукт с низким уровнем окрашивания или образования летучих примесей при термическом разложении. Температура более высокая, чем точка плавления кристалла на 0-40°C, является предпочтительной, более предпочтительной является температура выше точки плавления кристалла на 0-30°C, еще более предпочтительной является температура выше точки плавления кристалла на 0-20°C и особенно предпочтительной является температура выше точка плавления кристалла на 1-15°C. Эти температуры могут быть достигнуты путем удобного регулирования температуры нагревателем или кожухом, покрывающим транспортирующий трубопровод, перекачивающий насос и формовочную машину.
Время, необходимое до формования, предпочтительно находится в пределах 40 минут, более предпочтительно в пределах 20 минут и особенно предпочтительно в пределах 10 минут. Естественно, более короткое время является лучшим. "Время, требующееся до формования" здесь представляет собой период от момента времени, когда расплавленный полимер выходит из отгружающего насоса реактора полимеризации до момента времени, когда он охлажден до температуры не более высокой, чем температура кристаллизация упомянутого полимера, такого как формованный продукт или гранулы. Когда расплавленный полимер непрерывно перекачивается в трубопроводе, и т.д., может быть применено среднее время, вычисленное из объема трубопровода, и т.д., и скорости потока. Когда это время варьирует, необходимо устанавливать в пределах времени, описанного выше.
В качестве формовочной машины, коммерческая формовочная машина, использующая в качестве сырья гранулы, может быть применена в исходном состоянии или после модификации. В частности, в настоящем изобретении, так как полимер в расплавленном состоянии прямо подводится из реактора полимеризации, механизм пластификации гранулы, такой как винт пластификации расплава, может быть упрощен или опущен, который необходим в формовочной машине, использующей традиционные гранулы в качестве сырья. В результате, формование может быть проведено в условиях пластификационного механизма низкого теплообразования при сдвиге, посредством чего может быть получен гораздо более высококачественный формованный продукт.
Формование может быть проведено с применением одной формовочной машины или двух, или нескольких формовочных машин одинаковых или различных типов. Так как формовочная машина управляется прерывисто, когда применяются множественные формовочные машины, для стабилизации на постоянном уровне скорости потока полимера, отводимого из реактора полимеризации, также предпочтительно применять способ, при котором скорость потока усредняется посредством переключения цикла формования в данном количестве множественных формовочных машин.
Когда полимер, непрерывно отводимый из реактора полимеризации, вводится в формовочную машину, управляемую прерывисто, также предпочтителен способ, по которому накопитель отдельно устанавливается на половине пути для накопления расплавленного полимера. Такой способ более предпочтителен, поскольку формовочная машина и накопитель синхронизируются для уменьшения пребывания расплавленного полимера.
Такой способ также предпочтителен, поскольку путем установки отдельно от формовочной машины выпускного сопла смолы, или экструдера, или гранулирующей машины, одновременно получаются формованный продукт и гранулы.
Далее, основываясь на чертежах, описан случай полимеризации полиэтилентерефталата, в качестве предпочтительного примера по настоящему изобретению.
На фиг.1 и других показаны варианты осуществления предпочтительной комбинации для осуществления способа по настоящему изобретению, однако, настоящее изобретение не ограничено ими.
Цифровые обозначения на чертежах имеют следующие значения:
1 - Перекачивающий насос;
2 - Канал подведения форполимера;
3 - Пористая пластина;
4 - Смотровое окно;
5 - Подложка;
6 - Канал подвода инертного газа;
7 - Выпускной канал с уменьшенным давлением;
8 - Отгружающий насос;
9 - Распределитель;
10 - Формовочные машины A;
11 - Формовочные машины B;
12 - Формовочные машины C;
13 - Гранулирующая машина;
14 - Перекачивающий насос;
15 - Система определения давления на выходе и контроля на выходе отгружающего насоса;
16 - Система для определения уровня и контроля на выходе перекачивающего насоса;
17 - Реактор полимеризации;
18 - Система определения давления на выходе и контроля степени открытия вентиля возврата полимера; или вентиль противодавления;
19 - Вентиль переключения;
20 - Распределитель;
21 - Реактор полимеризации перемешиваемого типа;
22 - Перемешивающая лопасть;
23 - Трубопровод возврата полимера;
N1 - Перекачивающий насос;
N2 - Канал подведения форполимера;
N3 - Пористая пластина;
N5 - Подложка;
N6 - Канал подвода инертного газа;
N7 - Выпускной канал с пониженным давлением;
N8 - Откачка и перекачивающий насос;
N10 - Устройство адсорбции инертного газа;
P1 - Реактор этерификации;
P2 - Перемешивающая лопасть;
P3 - Выпускной канал с пониженным давлением;
P4 - Перекачивающий насос;
P5 - Первый реактор полимеризации перемешиваемого типа;
P6 - Перемешивающая лопасть;
P7 - Выпускной канал с пониженным давлением;
P8 - Перекачивающий насос;
P9 - Второй реактор полимеризации перемешиваемого типа;
P10 - Перемешивающая лопасть;
P11 - Выпускной канал с пониженным давлением;
E1 - Первый реактор переэтерификации;
E2 - Перемешивающая лопасть;
E3 - Выпускной канал с пониженным давлением;
E4 - Перекачивающий насос;
E5 - Второй реактор переэтерификации;
E6 - Перемешивающая лопасть;
E7 - Выпускной канал с пониженным давлением;
E8 - Перекачивающий насос;
E9 - Первый реактор полимеризации перемешиваемого типа;
E10 - Перемешивающая лопасть;
E11 - Выпускной канал с пониженным давлением;
E12 - Перекачивающий насос;
E13 - Реактор полимеризации горизонтального перемешивания;
E14 - Перемешивающая лопасть;
E15 - Выпускной канал с пониженным давлением.
На фиг.1, форполимер A поликонденсационного полимера, такого как полиэтилентерефталат, подводится в реактор полимеризации из канала подведения форполимера (2) посредством перекачивающего насоса (1), если необходимо, с регулятором молекулярной массы B, и вводится внутрь реактора полимеризации пропусканием через пористую пластину (3) и сбрасывается на подложку (5). Внутри реактор полимеризации (17) регулируется на определенном уровне пониженного давления; побочно образующиеся этиленгликоль, и т.д., и подобные, или инертный газ, такой как азот, подводимый, если необходимо, из канала подвода инертного газа (6), отводятся через выпускной канал с пониженным давлением (7). Полимер, полученный путем полимеризации, отводится посредством отгружающего насоса (8). Производительность отгружающего насоса (8) регулировали посредством системы (15) для определения давления на выходе и контроля на выходе отгружающего насоса. Полимер отводили и после непрерывной отгрузки посредством отгружающего насоса (8) подводили в формовочные машины A-C (10-12) через транспортный трубопровод и распределитель (9), и формовали. Также может быть присоединено три или несколько формовочных машин.
Полимер, полимеризованный во время отливки в соответствии с подложкой (5), отводился из отводящего канала посредством отгружающего насоса (8) после отливки в нижнюю часть реактора полимеризации (17) и, в этом случае, предпочтительно делать количество, накопленное в нижней части реактора полимеризации, таким небольшим, как возможно и таким постоянным, как возможно. Способ регулирования накопленного количества включают в себя в себя регулировку величины жидкого потока питания перекачивающего насоса (1) и отгружающего насоса (8) посредством регулирования накопленного количества через смотровое окно (4) или с помощью уровнемера, такого как уровнемер типа емкостного сопротивления. В качестве предпочтительного примера на фиг.1 показан способ регулировки путем установки перекачивающего насоса (14), связанного с гранулирующей машиной (13), и путем перекачивания в гранулирующую машину одновременно с формовочной машиной, с тем, чтобы время пребывания полимера на дне реактора полимеризации (17) регулировалось на выбранном значении времени.
Перекачивающий насос (1 и 14), реактор полимеризации (17), отгружающий насос (8), транспортирующий трубопровод и распределитель (9), формовочные машины A-C (10-12), гранулирующую машину (13) и т.д. нагревали нагревателем или кожухом и поддерживали нагретыми.
Реактор полимеризации, примененный в настоящем изобретении, может быть снабжен мешалкой и т.д., на дне реактора полимеризации, однако, это не является особенно необходимым. Поэтому, возможно удалить ротационный привод на самом реакторе полимеризации, который гарантирует полимеризацию в хорошо изолированных условиях, даже в высоком вакууме. Так как ротационный привод отгружающего насоса покрывается отгружаемой смолой, такой реактор герметизирован гораздо лучше, чем реактор полимеризации с ротационным приводом.
Способ по настоящему изобретению может также быть осуществлен в одиночном агрегате реактора полимеризации. Он может осуществлен двумя или несколькими агрегатами реактора полимеризации. Кроме того, одиночный агрегат реактора полимеризации может быть секционирован в вертикальном или горизонтальном типе для создания многостадийных реакторов полимеризации.
В настоящем изобретении стадия увеличения молекулярной массы, от форполимера поликонденсационного полимера, такого как полиэтилентерефталат, к поликонденсационному полимеру, такому как полиэтилентерефталат с высокой степенью полимеризации, который является целевым полимером, может также быть проведена путем полимеризации во время сброса всего форполимера из отверстий пористой пластины на подложку. Однако предпочтительным является способ, состоящий в комбинировании с другими способами, например, полимеризации в реакторе полимеризации перемешиваемого типа и в реакторе полимеризации горизонтального перемешивания.
Реактор полимеризации горизонтального перемешивания включают в себя, например, реактор полимеризации, описанный в четвертой главе "Research Report by Reaction Engineering Research Association: Reactive Processing, Part 2" (Society of Polymer Science, Japan; 1992), такой как винтовой тип, тип независимой лопасти, моноаксиальный тип и диаксиальный тип.
В качестве реактора полимеризации перемешиваемого типа может быть применен любой из реакторов перемешиваемого типа, описанных, например, в главе 11 "Chemical Apparatus Handbook (Edited by Society of Chemical Engineers, Japan; 1989). Вид реактора не ограничен специально. Обычно применяется цилиндрический вид вертикального или горизонтального типа. Вид перемешивающей лопасти также не ограничен специально. Например, применяются лопаточный тип, якорный тип, турбинный тип, винтовой тип, ленточный тип и двулопастной тип.
Стадия получения форполимера из сырья может быть проведена или в порционной системе или непрерывной системе. В случае порционной системы все количество сырья или реакционных продуктов подводятся в реактор, подвергаются реакции в течение нескольких установленных часов, и затем все количество реакционных продуктов перекачивается в следующий реактор. В то же время, в случае непрерывной системы, сырье или реакционные продукты непрерывно подводятся в каждый реактор и реакционные продукты могут отгружаться непрерывно. Непрерывная система является предпочтительной для получения гомогенного и высококачественного поликонденсационного полимера, такого как полиэтилентерефталат и его формованного продукта в большом количестве.
В настоящем изобретении формовочная машина обозначает устройство для приведения расплавленной смолы в определенный вид, включая такие устройства, как экструзионная машина, машина для литья под давлением и выдувная формовочная машина. Формованный продукт, полученный на формовочной машине, включает в себя бутылки, заготовки для бутылок, пленки, полотна, тюбики, прутки, волокна и полученные методом литья продукты различных видов. Настоящее изобретение является применимым, в частности, для получения заготовки для пищевых бутылок. Это так, поскольку для пищевых бутылок жестко требуется иметь не только превосходную прочность и прозрачность, но также иметь уменьшенное количество летучих примесей с низкой молекулярной массой, представленных ацетальдегидом в случае полиэтилентерефталата, влияющих на вкус или запах содержимого, наряду с хорошей производительностью и возможностью быть произведенными с низкой себестоимостью.
На фиг.2 представлен типичный пример реактора полимеризации, осуществляющего способ по настоящему изобретению, в случае применения устройства адсорбции инертного газа. Форполимер A поликонденсационного полимера, такого как полиэтилентерефталат, подводится в устройство адсорбции инертного газа (N10) из канала подведения форполимера (N2) через перекачивающий насос (N1) и вводится внутрь устройства адсорбции инертного газа пропусканием через пористую пластину (N3) и сброса на подложку (N5). Внутри устройство адсорбции инертного газа регулируется на определенном уровне пониженного давления посредством выпускного канала с уменьшенным давлением (N7) и форполимер A адсорбирует, во время отливки, инертный газ, такой как азот, вводимый из канала подвода инертного газа (N6). Форполимер A подводится из подводящего канала (2) в реактор полимеризации (17) путем откачки и перекачивающего насоса (N8), вводится внутрь реактора полимеризации пропусканием через пористую пластину (3) и сбрасывается на подложку (5). Внутри реактор полимеризации регулируется на определенном уровне пониженного давления и побочно образующиеся этиленгликоль, и т.д. удаляются через выпускной канал с уменьшенным давлением (7). Полимер, полученный путем полимеризации, отгружается посредством отгружающего насоса (8) в отводящий канал через распределитель (9). Реактор полимеризации (17) и остальные устройства нагревали нагревателем или кожухом и поддерживали нагретыми.
Полимер, полученный путем полимеризации, непрерывно отгружается из отгружающего насоса (8) и затем подводится в формовочные машины A-C (10-12) через транспортирующий трубопровод и распределитель (9) и формуется. Могут быть присоединены три или несколько формовочных машин.
Как предпочтительный пример для поддержания правильного и постоянного времени пребывания смолы во входящем потоке формовочной машины и, таким образом, получения формованного продукта с всегда постоянным качеством и массой, на фиг.2 представлено устройство, имеющее подсоединенный перекачивающий насос (14), связанный с гранулирующей машиной (13) одновременно с формовочными машинами. В устройстве смола перекачивается в гранулирующую машину (13) с тем, чтобы регулировать время пребывания полимера в расплаве на дне реактора полимеризации на выбранном значении времени.
Перекачивающий насос (1 и 14), устройство адсорбции инертного газа (N10), реактор полимеризации (17), отгружающий насос (8), транспортирующий трубопровод и распределитель (9), формовочные машины A-C (10-12), гранулирующую машину (13) и т.д. нагревали нагревателем или кожухом и поддерживали нагретыми.
Фиг.3 представляет вариант осуществления в предпочтительной комбинации для практического осуществления способа по настоящему изобретению, посредством регулирования давления переноса возвращением части отгружаемой смолы на дно реактора полимеризации при поддержании постоянным отводимого количества отгружающего насоса. Однако настоящее изобретение не ограничено этими вариантами осуществления.
Форполимер A поликонденсационного полимера, такого как полиэтилентерефталат, подводится в реактор полимеризации из канала подведения форполимера (2) через перекачивающий насос (1) и вводится внутри реактор полимеризации (17) пропусканием через пористую пластину (3), и сбрасывается на подложку (5). Внутри реактор полимеризации (17) регулируется на определенном уровне пониженного давления и побочно образующиеся этиленгликоль и т.д. или инертный газ, такой как азот, подводимый, если необходимо, через канал подвода инертного газа (6) отводятся через выпускной канал с уменьшенным давлением (7). Полимер, полученный путем полимеризации, отгружается из отгружающего насоса (8). Отводимое количество из отгружающего насоса (8) регулируется на уровне, выбранном от 1,0 до 100 от величины потока питания форполимера A.
Полимер, полученный путем полимеризации, непрерывно отгружается из отгружающего насоса (8) и затем подводится в формовочные машины A-C (10-12) через транспортирующий трубопровод и распределитель (9) и формуется. Могут быть присоединены три или несколько формовочных машин.
Трубопровод для возвращения смолы на дно реактора полимеризации устанавливали добавочно к формовочной машине, после отгружающего насоса (8) и системы определения давления на выходе и контроля степени открытия вентиля возврата полимера; или на упомянутом трубопроводе устанавливали вентиль противодавления (18). Степень открытия системы определения давления на выходе и контроль степени открытия вентиля возврата полимера или вентиль противодавления (18) регулируются с тем, чтобы поддерживать давление переноса в формовочной машине на произвольном уровне.
Полимер, полимеризованный во время сброса на подложку, отводился из отводящего канала посредством отгружающего насоса (8) после отливки в нижнюю часть реактора полимеризации. В этом случае, предпочтительно делать количество, накопленное в нижней части реактора полимеризации, таким небольшим, как возможно и таким постоянным, как возможно. Способ регулирования накопленного количества включает в себя регулировку величины жидкого потока питания перекачивающего насоса (14) и отгружающего насоса (8) посредством регулирования накопленного количества через смотровое окно (4) или уровнемером, таким как уровнемер типа емкостного сопротивления.
В качестве предпочтительного примера фиг.3 представляет устройство, имеющее подсоединенный перекачивающий насос (14), связанный с гранулирующей машиной (13) одновременно с формовочными машинами. В устройстве смола перекачивается в гранулирующую машину (13) с тем, чтобы регулировать время пребывания полимера в расплаве на дне реактора полимеризации на выбранном значении времени.
Перекачивающий насос (1 и 14), реактор полимеризации (17), отгружающий насос (8), транспортирующий трубопровод и распределитель (9), систему определения давления на выходе и контроля степени открытия вентиля возврата полимера, или вентиль противодавления (18), формовочные машины A-C (10-12), гранулирующую машину (13) и т.д. нагревали нагревателем или кожухом и поддерживали нагретыми.
Фиг.4 представляет типичный пример реактора полимеризации для осуществления способа по настоящему изобретению, в случае применения устройства адсорбции инертного газа, путем регулирования давления переноса посредством возвращения части отгружаемой смолы на дно реактора полимеризации при поддержании постоянным отводимого количества отгружающего насоса.
Фиг.5 представляет пример предпочтительного варианта осуществления способа для установки по меньшей мере двух отгружающих насосов рядом с дном реактора полимеризации, однако, настоящее изобретение не ограничено этими вариантами осуществления.
Форполимер A поликонденсационного полимера, такого как полиэтилентерефталат, подводится в реактор полимеризации (17) через канал подведения форполимера (2) через перекачивающий насос (1) из реактора полимеризации, и вводится внутрь реактора полимеризации пропусканием через пористую пластину (3) и сбрасывается на подложку (5). Внутри реактор полимеризации регулируется на определенном уровне пониженного давления и побочно образующиеся этиленгликоль и т.д. или инертный газ, такой как азот, подводимый, если необходимо, через канал подвода инертного газа (6), отводятся через выпускной канал с уменьшенным давлением (7). Полимер, полученный путем полимеризации, отгружается множественными отгружающими насосами (8) через распределитель (9).
Полимер, полученный путем полимеризации, непрерывно отводится каждым отгружающим насосом (8) и затем подводится в формовочные машины A-C (10-12) или гранулирующую машину (13) через транспортный трубопровод, снабженный вентилем переключения (19), и формуется. Могут быть присоединены три или несколько формовочных машин и гранулирующих машин.
Полимер, полимеризованный во время сброса на подложку, отводится из отводящего канала посредством отгружающего насоса, после сброса в нижнюю часть реактора полимеризации. В этом случае предпочтительно делать количество, накопленное в нижней части реактора полимеризации, таким небольшим, как возможно, и таким постоянным, как возможно. Способ регулирования накопленного количества включает в себя регулировку величины жидкого потока питания перекачивающего насоса (1) и отгружающего насоса (8) посредством регулирования накопленного количества через смотровое окно (4) или уровнемером, таким как уровнемер типа емкостного сопротивления.
Перекачивающий насос (1 и 14), реактор полимеризации (17), отгружающий насос (8), транспортирующий трубопровод и распределитель (9), вентиль переключения (19), формовочные машины A-C (10-12), гранулирующую машину (13), и т.д. нагревали нагревателем или кожухом и поддерживали нагретыми.
Фиг.6 представляет специфический пример реактора полимеризации для осуществления способа по настоящему изобретению путем установки по меньшей мере двух отгружающих насосов рядом с дном реактора полимеризации, в случае применения устройства адсорбции инертного газа.
Фиг.9 представляет пример предпочтительного варианта осуществления, в случае полимеризации полиэтилентерефталата, для рециркуляции "избыточных полимеров". Однако настоящее изобретение не ограничено этим.
На фиг.9 представлен специфический пример полимеризации полиэтилентерефталата и формования с применением в качестве сырья терефталевой кислоты высокой чистоты. Сырье S, которое представляет собой терефталевую кислоту высокой чистоты и этиленгликоль, образует в реакторе этерификации (P1) бис(гидроксиэтилтерефталат) и олигомер, составленный из только нескольких мономерных блоков, что является конденсатами полиэтилентерефталата начальных стадий. Продукты перекачиваются в первый реактор полимеризации перемешиваемого типа (P5) через перекачивающий насос (P4) и образуют форполимер с предельной вязкостью [h] в диапазоне от 0,04 до 2 дл/г путем реакции поликонденсации. Когда форполимер с желаемой предельной вязкостью [h] не может быть получен сразу в первом реакторе полимеризации перемешиваемого типа (P5), форполимер далее перекачивается во второй реактор полимеризации перемешиваемого типа (P9) через перекачивающий насос (P8) и подвергается дальнейшей поликонденсации для получения форполимера с желаемой предельной вязкостью [h].
Форполимер A полиэтилентерефталата, полученный таким образом, подводится в реактор полимеризации (17) через канал подведения форполимера (2) через перекачивающий насос (1) и вводится внутрь реактора полимеризации пропусканием через пористую пластину (3) и скапывает в соответствии с подложкой (5). Внутри реактор полимеризации регулируется на определенном уровне пониженного давления и побочно образующиеся этиленгликоль и т.д. или инертный газ, такой как азот, подводимый, если необходимо, из канала подвода инертного газа (6), отводятся через выпускной канал с уменьшенным давлением (7). Полимер, полученный путем полимеризации, отгружается посредством отгружающего насоса (8) и подводится в формовочные машины A-C (10-12) через транспортирующий трубопровод и распределитель (9). Могут быть присоединены три или несколько формовочных машин. Смола полиэтилентерефталата, полимеризованная в избыточном количестве над количеством, обрабатываемом формовочной машиной, возвращается через трубопровод возврата полимера (23) в первый реактор полимеризации перемешиваемого типа (P5) через перекачивающий насос (14) и может быть рециркулирована.
Полимер, полимеризованный во время отливки в соответствии с подложкой (5), отводился из отводящего канала посредством отгружающего насоса (8), двигается посредством мотора M после отливки в нижнюю часть реактора полимеризации (17). В этом случае предпочтительно делать количество, накопленное в нижней части реактора полимеризации (17), таким небольшим, как возможно и таким постоянным, как возможно. Способ регулирования накопленного количества включает в себя регулировку величины жидкого потока питания перекачивающего насоса (14) посредством регулирования накопленного количества через смотровое окно (4) или уровнемером, таким как уровнемер типа емкостного сопротивления.
Перекачивающий насос (1 и 14), сам реактор полимеризации (5), первый реактор полимеризации перемешиваемого типа (P5), второй реактор полимеризации перемешиваемого типа (P9), перекачивающий насос (P4), отгружающий насос (8), транспортирующий трубопровод и распределитель (9), трубопровод возврата полимера (23), формовочные машины A-C (10-12) и т.д. нагревали нагревателем или кожухом и поддерживали нагретыми.
На фиг.10 представлен специфический пример полимеризации полиэтилентерефталата и формования с применением в качестве сырья диметилтерефталата. Сырье S, которое представляет собой диметилтерефталат и этиленгликоль, образуют бис(гидроксиэтилтерефталат) и олигомер, образованный из только нескольких мономерных блоков, что представляет собой ранние стадии конденсатов полиэтилентерефталата, в первом реакторе переэтерификации (E1) и втором реакторе переэтерификации (E5). Продукты перекачиваются в первый реактор полимеризации перемешиваемого типа (E9) посредством перекачивающего насоса (E8) и образуют форполимер с предельной вязкостью [h] в диапазоне от 0,04 до 2 дл/г путем реакции поликонденсации. Когда форполимер с желаемой предельной вязкостью [h] не может быть получен сразу в первом реакторе полимеризации перемешиваемого типа (E9), форполимер далее перекачивается в реактор полимеризации горизонтального перемешивания (E13) с помощью перекачивающего насоса (E12) и подвергается далее поликонденсации для получения форполимера с желаемой предельной вязкостью [h]. Форполимер A полиэтилентерефталата, полученный таким образом, подводится, аналогично фиг.9, в реактор полимеризации (17) через канал подведения форполимера (2) через перекачивающий насос (1), вводится внутрь реактор полимеризации пропусканием через пористую пластину (3) и сбрасывается на подложку (5). Внутри реактор полимеризации (17) регулируется на определенном уровне пониженного давления и побочно образующиеся этиленгликоль и т.д. или инертный газ, такой как азот, вводимый, если необходимо, из канала подвода инертного газа (6), отводятся через выпускной канал с уменьшенным давлением (7). Полимер, полученный путем полимеризации, отгружается посредством отгружающего насоса (8), движимого мотором M и подводится в формовочные машины A-C (10-12) через транспортирующий трубопровод и распределитель (9), и формуется. Могут быть присоединены три или несколько формовочных машин. Смола полиэтилентерефталата, полимеризованная в избыточном количестве над количеством, обрабатываемом формовочной машиной, возвращается в первый реактор полимеризации перемешиваемого типа (E9) через трубопровод возврата полимера (23) с помощью перекачивающего насоса (14) и может быть рециркулирована.
На фиг.11 представлен пример предпочтительного варианта осуществления в полимеризация полиэтилентерефталата, в случае применения регулятора молекулярной массы B. Однако настоящее изобретение не ограничено данным вариантом осуществления. На этой фигуре форполимер A полиэтилентерефталата подводится в реактор полимеризации (17) из стадия получения форполимера с помощью перекачивающего насоса (1) через трубопровод. Регулятор молекулярной массы B смешивается в подводящем трубопроводе и молекулярная масса форполимера A изменяется путем реакции между форполимером A и регулятором молекулярной массы B в трубопроводе. Форполимер A подводится в реактор полимеризации (17) через канал подведения форполимера (2) и вводится внутрь реактора полимеризации (17) пропусканием через отверстия пористой пластины (3) и сбрасывается на подложку (5).
Внутри реактор полимеризации (17) регулируется на определенном уровне пониженного давления и побочно образующиеся этиленгликоль и т.д. или инертный газ, такой как азот, вводимый, если необходимо, из канала подвода инертного газа (6), отводятся через выпускной канал с уменьшенным давлением (7).
Полимер, полученный путем полимеризации, отводился из отводящего канала (9) посредством отгружающего насоса (8) после отливки в нижнюю часть реактора полимеризации. В этом случае, предпочтительно делать количество, накопленное в нижней части реактора полимеризации (17), таким небольшим, как возможно, и таким постоянным, как возможно. Способ регулирования накопленного количества включает в себя регулировку величины жидкого потока питания перекачивающего насоса (14) и отгружающего насоса (8) посредством регулирования накопленного количества через смотровое окно (4) или уровнемером, таким как уровнемер типа емкостного сопротивления.
Перекачивающий насос (1 и 14), реактор полимеризации (17), отгружающий насос (8), транспортирующий трубопровод и т.д. нагревали нагревателем или кожухом и поддерживали нагретыми.
Поликонденсационный полимер, отгружаемый из реактора полимеризации посредством отгружающего насоса (8), после регулировки качества, такого как степень полимеризации и производимое количество с помощью регулятора молекулярной массы B, перекачивается и может быть формован или гранулирован в формовочных машинах A-C (10-12) или гранулирующих машинах (13), установленных рядом с реактором полимеризации, как показано.
ПРИМЕРЫ
Настоящее изобретение объяснено со ссылкой на примеры.
Основные измеряемые величины в примерах определяли по следующим методикам.
(1) Предельная вязкость [h]
Предельную вязкость [h] измеряли согласно нижеследующему уравнению методом экстраполяции к нулевой концентрации отношения hsp/C между относительной вязкостью hsp в o-хлорфеноле при 35°C и концентрацией C (г/100 мл): с применением вискозиметра Оствальда (Ostwald).
ВЫРАЖЕНИЕ 1

Степень полимеризации форполимера может быть исследована через более общеприменимую вышеупомянутую предельную вязкость [h] вместо вязкости расплава в случае полиэтилентерефталата.
Например, вязкость расплава при 260°C форполимера смолы полиэтилентерефталата с предельной вязкостью [h] 0,15 дл/г составляет около 60 пуаз, а вязкость расплава при 260°C форполимера смолы полиэтилентерефталата с предельной вязкостью [h] 1,2 дл/г составляет около 100000 пуаз.
(2) Точка плавления кристалла
Точку плавления кристалла определяли из температуры максимума эндотермического пика, полученного из плавления кристалла, измеренного в нижеследующих условиях с применением "Pyris 1 DSC" (дифференциально-сканирующий калориметр с компенсацией на входе) от Perkin Elmer Co., Ltd. Пиковые величины определяли с применением прилагающегося аналитического программного обеспечения.
Температура измерения: 0 до 300°C.
Скорость набора температуры: 10°C/мин.
(3) Количество карбоксильных групп на концах цепи полимера
Определяли согласно следующему выражению, путем растворения 1 г образца в 25 мл бензилового спирта, а затем добавления 25 мл хлороформа для титрования с 1/50 N спиртовым раствором гидроксида калия, основываясь на величине из титрования VA (мл) и величине из холостого опыта V0, без полиэтилентерефталата:
Количество карбоксильных групп на концах цепи полимера:
(meq/кг)=(vA-V0)×20.
(4) Цветовой тон смолы (L величина, B величина)
Исследовали согласно способу JIS-Z8730 с применением прилагающегося аналитического программного обеспечения, путем растворения 1,5 г образца в 10 г 1,1,1,3,3,3-гексафтор-2-пропанола и анализа методом измерения пропускания с использованием UV-2500PC (спектрофотометр в диапазоне UV-VIS) от Shimadzu Corp.
(5) Содержание примесей
Образец тщательно измельчали и размалывали с охлаждением в течение 3-10 минут при охлаждении в жидком азоте с применением мельницы 6700 с заморозкой (морозильная мельница) от SPEX Co., Ltd., с приведением к размеру частиц 850-1000 мкм. 1 г упомянутого порошка помещали в стеклянную ампулу с 2 мл воды и запаивали, после пропускания азота, и нагревали при 130°C в течение 90 минут для экстрагирования примесей, таких как ацетальдегид. Ампулу открывали после охлаждения для анализа в нижеследующих условиях с применением GC-14B (газовый хроматограф) от Shimadzu Corp.
Колонка: VOCOL (60 м×0,25мм при толщине пленки 1,5 мкм).
Температурные условия: выдерживание при 35°C в течение 10 мин, с последующим приростом в 5°C/мин до 100°C и затем 20°C/мин от 100 до 220°C.
Температура в инжекторе 220°C.
Способ инжектирования: раздельный способ (отношение разделения=1:30), инжектируемый объем 1,5 мкл.
Способ регистрации: Фурье-трансформация (FID).
ПРИМЕР 1
С применением устройства, показанного на фиг.1, форполимер полиэтилентерефталата с предельной вязкостью [h] 0,48 дл/г, количеством карбоксильных групп на концах цепи полимера 32 meq/кг и точкой плавления кристалла 256°C, подводился в реактор полимеризации (17) через канал подведения форполимера (2) с помощью перекачивающего насоса (1), отгружаемый со скоростью 15 г/минуту на каждое отверстие пористой пластины (3) в расплавленном состоянии при 265°C, затем полимеризовался при пониженном давлении 65 Па во время сброса на подложку при той же внешней температуре как в отгрузке, отводился из реактора полимеризации (17) посредством отгружающего насоса (8) и подвергался формованию в заготовку в выдувном формовании последовательно при температуре формования 280°C с применением машины формования раздувом с биаксиальным ориентированием (SBIII-100H-15 от Aoki Technical Laboratory, Inc.) в качестве формовочной машины A (10). Гантелевидные куски формовали при температуре формования 280°C с применением машины для литья под давлением (MJEC-10 от MODERN MACHINERY CO., LTD) в качестве формовочной машины B (11). Вместо формовочной машины была установлена гранулирующая машина C в качестве формовочной машины C (12).
Производительность отгружающего насоса (8) со дна реактора полимеризации (17) регулировали путем определения выпускного давления на исходящем потоке отгружающего насоса (8) и применением системы (15) для определения давления на выходе и контроля на выходе отгружающего насоса с тем, чтобы поддерживать на уровне 20 МПа (абсолютное давление) в течение формования. Таким образом, варьирование выпускного давления в течение формования всегда регулировалась в пределах ±20%.
Применялась пористая пластина толщиной 50 мм, с 14 отверстиями диаметром 1 мм, где каждые выровненные в линию 7 отверстий с расстоянием с 10 мм между ними образовывали 2 параллельные линии с расстоянием 70 мм. В непосредственной близости каждого отверстия использовалась подложка, присоединенная вертикально к проволокам, имеющими диаметр 2 мм и длину 8 м, где упомянутые проволоки были установлены перпендикулярно к другим проволокам, имеющий диаметр 2 мм и длину 100 мм в 100 мм пространстве для образования решетообразной структуры. В качестве материала подложки применялась нержавеющая сталь.
В качестве форполимера применяли форполимер, такой как полученный путем добавления 0,04% по массе триоксида димышьяка и 100 частей/млн триметилфосфата, считая на массовую долю элементарного фосфора. Время пребывания в реакторе полимеризации составляло 70 минут. Использовали время пребывания, определенное по количеству полимера внутри реактора полимеризации, разделенного на величину потока питания. Это вызывало уменьшение мощного вспенивания форполимера, отгружаемого из пористой пластины в течение полимеризации, что приводило к очень небольшому загрязнению на поверхности сопла или поверхности стены. Наблюдали поглощение большого количества пены, сбрасываемой смолой, и скатывание смолы на подложку в виде круглой пены.
Прежде всего, трубопровод транспортировки полимера к перекачивающему насосу (14) на фиг.1 закрывали, с тем, чтобы подводить смолу только в формовочные машины A-C (10-12) для постоянного формования формованных продуктов в течение более 5 часов. Циклы формования формовочной машины A (10) и формовочной машины B (11), в частности, хронометраж каждой стадии взвешивания не были установлены определенным способом и, таким образом, формование формовочной машиной A (10) и формовочной машиной B (11) проводились независимо. Формовочная машина C (12) также функционировала в постоянных условиях без регулировки изначально установленных величин.
Выход, вид и качество формованных продуктов, полученных формовочными машинами A-C (10-12), исследовали один раз в час и подтверждали, что формованные продукты со стабильным качеством могут быть получены в течение более 5 часов. Результаты представлены в таблице 1.
ПРИМЕР 2
Полимеризацию и формование проводили в тех же условиях, как в примере 1, за исключением того, что выпускное давление в течение формования регулировали с тем, чтобы оно сохранялось на уровне 5 МПа (абсолютное давление) посредством системы (15) для определения давления на выходе и контроля на выходе отгружающего насоса. Результаты представлены в таблице 2.
ПРИМЕР 3
Полимеризацию и формование проводили в тех же условиях, как в примере 1, за исключением того, что выпускное давление в течение формования регулировали с тем, чтобы поддерживать на уровне 2 МПа (абсолютное давление) посредством системы (15) для определения давления на выходе и контроля на выходе отгружающего насоса. Результаты представлены в таблице 3.
ПРИМЕР 4
Полимеризацию и формование проводили в тех же условиях, как в примере 1 и открывали трубопровод транспортировки полимера к перекачивающему насосу (14) на фиг.1; количество полимера, накопленного на дне реактора полимеризации измеряли детектором уровня, установленным на дне реактора полимеризации (17). Время пребывания на дне реактора полимеризации регулировали с тем, чтобы поддерживать на уровне 2 минут посредством системы (16) для определения уровня и контроля на выходе перекачивающего насоса и перекачивающего насоса (14), чей выход регулировали посредством системы. Полимер, отгружаемый перекачивающим насосом, гранулировали в гранулирующей машине (13). Таким образом, варьирование времени пребывания на дне реактора полимеризации (17) в течение формования всегда регулировалось в пределах ±20%.
Смола подводилась таким образом в формовочные машины A-C (10-12) и гранулирующую машину (13) для непрерывного формования формованных продуктов в течение более 5 часов. После 1 часа, как произошла симуляция аварии формовочной машины, формовочная машина B (11) была остановлена и формование было продолжено только в формовочных машинах A и C (10 и 12) и гранулирующей машине (13).
Выход, вид и качество формованных продуктов, полученных каждой формовочной машиной, исследовали один раз в час и подтверждали, что формованные продукты со стабильным качеством могут быть получены в течение более 5 часов, в частности, даже после остановки формовочной машины B (11) после 1 часа, путем применения других формовочных машин. Результаты представлены в таблице 4.
СРАВНИТЕЛЬНЫЙ ПРИМЕР 1
Полимеризацию и формование проводили в тех же условиях, как в примере 1. Однако контроль отгружающего насоса посредством системы (15) для определения давления на выходе и контроля на выходе для отгружающего насоса не проводили; и отводимое количество поддерживали на уровне 12,6 кг/ч. Это приводило к всегда большему варьированию выпускного давления в течение формования в диапазоне от 0 до 220 МПа (абсолютное давление).
Смола подводилась таким образом только в формовочные машины A-C (10-12) для непрерывном формовании формованных продуктов в течение более 5 часов.
Выход, вид и качество формованных продуктов, полученных каждой формовочной машиной, исследовали один раз в час и было найдено низкое качество всех формованных продуктов и варьирование также являлось большим. Результаты представлены в таблице 5.
СРАВНИТЕЛЬНЫЙ ПРИМЕР 2
Полимеризацию и формование проводили в тех же условиях, как в примере 1, за исключением того, что выпускное давление в течение формования регулировали с тем, чтобы поддерживать на уровне 0,05 МПа (абсолютное давление) посредством системы (15) для определения давления на выходе и контроля на выходе отгружающего насоса. Однако в этом случае питание расплавленной смолой не может быть закончено в пределах периода взвешивание формовочной машины, и продолжение формования являлось невозможным.
ПРИМЕР 5
С применением устройства, показанного на фиг.3, форполимер полиэтилентерефталата с предельной вязкостью [h] 0,46 дл/г, количеством карбоксильных групп на концах цепи полимера 32 meq/кг и точкой плавления кристалла 256°C, подводился со скоростью 12,6 кг/ч в реактор полимеризации (17) через канал подведения форполимера (2) с помощью перекачивающего насоса (1), отгружаемый со скоростью 15 г/минуту на каждое отверстие пористой пластины (3) в расплавленном состоянии при 265°C, затем полимеризовался при пониженном давлении 65 Па во время отливки в соответствии с подложкой при той же внешней температуре как в отгрузке, отводился из реактора полимеризации (17) посредством отгружающего насоса (8) и подвергался формованию в заготовку в выдувном формовании последовательно при температуре формования 280°C с применением машины формования раздувом с биаксиальным ориентированием (SBIII-100H-15 от Aoki Technical Laboratory, Inc.) в качестве формовочной машины A (10).
Гантелевидные куски формовали при температуре формования 280°C с применением машины для литья под давлением (MJEC-10 от MODERN MACHINERY CO., LTD) в качестве формовочной машины B (11).
Взамен формовочной машины была установлена гранулирующая машина в качестве формовочной машины C (12). Кроме того, был установлен трубопровод на возврат полимера от средней точки трубопровода, связывающего отгружающий насос (8) и перекачивающий насос (14) с дном реактора полимеризации (17). На этот трубопровод для возврата полимера была установлена система определения давления на выходе и контроль степени открытия вентиля возврата полимера, для регулирования скорости потока.
Отводимое количество отгружающего насоса (8) со дна реактора полимеризации поддерживалось на уровне 20,0 кг/ч. Также, путем измерения давления отходящего потока отгружающего насоса (8) с тем, чтобы поддерживать на уровне 20 МПа (абсолютное давление) в течение формования, степень открытия вентиля возврата полимера, установленного на трубопроводе возврата полимера, регулировали посредством системы определения давления на выходе и контроля степени открытия вентиля возврата полимера (18). Таким образом, варьирование выпускного давления в течение формования всегда регулировалось в пределах ±20%.
Применялась пористая пластина толщиной 50 мм, с 14 отверстиями диаметром 1 мм, где каждые выровненные в линию 7 отверстий с расстоянием с 10 мм между ними образовывали 2 параллельные линии с расстоянием 70 мм. В непосредственной близости каждого отверстия использовалась подложка, присоединенная вертикально к проволокам, имеющими диаметр 2 мм и длину 8 м, где упомянутые проволоки были установлены перпендикулярно к другим проволокам, имеющий диаметр 2 мм и длину 100 мм в 100 мм пространстве для образования решетообразной структуры. В качестве материала подложки применялась нержавеющая сталь.
В качестве форполимера применяли форполимер, такой как полученный путем добавления 0,04% по массе триоксида димышьяка и 100 частей/млн триметилфосфата, считая на массовую долю элементарного фосфора. Время пребывания в реакторе полимеризации составляло 70 минут. Использовали время пребывания, определенное по количеству полимера внутри реактора полимеризации (17), разделенного на величину потока питания. Это вызывало уменьшение мощного вспенивания форполимера, отгружаемого из пористой пластины в течение полимеризации, что приводило к очень небольшому загрязнению на поверхности сопла или поверхности стены. Наблюдали поглощение большого количества пены, сбрасываемой смолой, и скатывание смолы на подложку в виде круглой пены.
Прежде всего, трубопровод транспортировки полимера к перекачивающему насосу (14) на фиг.3 закрывали, с тем, чтобы подводить смолу только в формовочные машины A-C (10-12) для постоянного формования формованных продуктов в течение более 5 часов. Циклы формования формовочной машины A (10) и формовочной машины B (11), в частности, хронометраж каждой стадии взвешивания не были установлены определенным способом и, таким образом, формование формовочной машиной A (10) и формовочной машиной B (11) производились независимо. Формовочная машина C (12) также управлялась в постоянных условиях без регулировки начальных величин.
Выход, вид и качество формованных продуктов, полученных каждой формовочной машиной, исследовали один раз в час и подтверждали, что формованные продукты со стабильным качеством могут быть получены в течение более 5 часов. Результаты представлены в таблице 6.
ПРИМЕР 6
Полимеризацию и формование проводили в тех же условиях, как в примере 5. В этом случае, количество полимера, накопленного на дне реактора полимеризации (17) измеряли детектором уровня, установленным на дне реактора полимеризации (17). Время пребывания на дне реактора полимеризации (17)регулировали с тем, чтобы поддерживать на уровне 2 минут, посредством системы (16) для определения уровня и контроля на выходе перекачивающего насоса, с помощью перекачивающего насоса (14), чей выход регулировали системой. Полимер, отгружаемый из перекачивающего насоса (14), гранулировали в гранулирующей машине (13). Таким образом, варьирование времени пребывания на дне реактора полимеризации в течение формования всегда регулировалось в пределах ±20%.
Смола подводилась таким образом в формовочные машины A-C (10-12) и гранулирующую машину (13) для непрерывного получения формованных продуктов в течение более 5 часов. В этом случае, после 1 часа, в качестве симуляции аварии формовочной машины, формовочную машину B (11) останавливали и формование продолжалось только в формовочных машинах A и C (10 и 12) и гранулирующей машине (13).
Выход, вид и качество формованных продуктов, полученных каждой формовочной машиной, исследовали один раз в час и подтверждали, что формованные продукты со стабильным качеством могут быть получены в течение более 5 часов, в частности, даже после остановки формовочной машины B (11) после 1 часа, путем применения других формовочных машин. Результаты представлены в таблице 7.
СРАВНИТЕЛЬНЫЙ ПРИМЕР 3
Полимеризацию и формование проводили в тех же условиях, как в примере 5. Однако отводимое количество отгружающего насоса (8) удерживалось при 12,6 кг/ч и трубопровод транспортировки полимера к перекачивающему насосу (14) на фиг.1 закрывали, с тем, чтобы подводить смолу только в формовочные машины A-C (10-12). Это приводило к всегда большему варьированию выпускного давления в течение формования в диапазоне от 0 до 220 МПа (абсолютное давление).
Таким образом, формованные продукты непрерывно получали в течение более 5 часов. Выход, вид и качество формованных продуктов, полученных каждой формовочной машиной, исследовали один раз в час и находили низкое качество всех формованных продуктов, и варьирование также являлось большим. Результаты представлены в таблице 8.
ПРИМЕР 7
С применением устройства, показанного на фиг.5, форполимер полиэтилентерефталата с предельной вязкостью [h] 0,48 дл/г, количеством карбоксильных групп на концах цепи полимера 32 meq/кг и точкой плавления кристалла 256°C, подводился в реактор полимеризации (17) через канал подведения форполимера (2) с помощью перекачивающего насоса (1), отгружаемый со скоростью 15 г/минуту на каждое отверстие пористой пластины (3) в расплавленном состоянии при 265°C, затем полимеризовался при пониженном давлении 65 Па во время отливки в соответствии с подложкой при той же внешней температуре как в отгрузке, отводился из реактора полимеризации (17) посредством отгружающего насоса (8), установленного рядом с дном реактора полимеризации и подвергался формованию в заготовку в выдувном формовании последовательно при температуре формования 280°C с применением машины формования раздувом с биаксиальным ориентированием (SBIII-100H-15 от Aoki Technical Laboratory, Inc.) в качестве формовочной машины A (10).
Во время остановки формовочной машины A (10) смоле разрешали подводиться в гранулирующую машину (13) вентилем переключения (19). Гантелевидные куски формовали при температура формования 280°C с применением машины для литья под давлением (MJEC-10 от MODERN MACHINERY CO., LTD) в качестве формовочной машины B (11). Во время остановки формовочной машины B (11) смоле разрешали подводиться в гранулирующую машину (13) с помощью вентиля переключения (19). Формовочная машина C (12) не была присоединена. Гранулы производили только установкой гранулирующей машины (13).
Применялась пористая пластина (3) толщиной 50 мм, с 14 отверстиями диаметром 1 мм, где каждые выровненные в линию 7 отверстий с расстоянием с 10 мм между ними образовывали 2 параллельные линии с расстоянием 70 мм. В непосредственной близости каждого отверстия использовалась подложка (5), присоединенная затем вертикально к проволокам, имеющими диаметр 2 мм и длину 8 м, где упомянутые проволоки были установлены перпендикулярно к другим проволокам, имеющим диаметр 2 мм и длину 100 мм в 100 мм пространстве для образования решетообразной структуры. В качестве материала подложки применялась нержавеющая сталь. Отгружающий насос управлялся посредством регулирования через смотровое окно (4) таким образом, что полимер мало накапливался на дне реактора полимеризации (17).
В качестве форполимера применяли форполимер, такой как полученный путем добавления 0,04% по массе триоксида димышьяка и 100 частей/млн триметилфосфата, считая на массовую долю элементарного фосфора. Время пребывания в реакторе полимеризации составляло 70 минут. Использовали время пребывания, определенное по количеству полимера внутри реактора полимеризации, разделенного на величину потока питания. Это вызывало уменьшение мощного вспенивания форполимера, отгружаемого из пористой пластины (3) в течение полимеризации, что приводило к очень небольшому загрязнению на поверхности сопла или поверхности стены. Наблюдали поглощение большого количества пены, сбрасываемой смолой, и скатывание смолы на подложку в виде круглой пены.
Прежде всего посредством вентиля переключения смолу подводили в формовочную машину A (10), формовочную машину B (11) и гранулирующую машину (13) и путем регулировки производительности отгружающего насоса при любом значении из 5,0 кг/ч, 4,5 кг/ч и 3,1 кг/ч формованные продукты и гранулы непрерывно получали в течение более 5 часов. Выход, вид и качество формованных продуктов, полученных каждой формовочной машиной, исследовали один раз в час. Согласно настоящему изобретению могут быть получены высококачественные формованные продукты и гранулы, имеющие высокую степень полимеризации, хороший цветовой тон и низкое содержание ацетальдегида. Результаты представлены в таблице 9.
СРАВНИТЕЛЬНЫЙ ПРИМЕР 4
С применением устройства, показанного на фиг.7, полимеризацию проводили подобно примеру 7. Полимер отводился из реактора полимеризации (17) одним отгружающим насосом (8), установленным рядом с дном реактора полимеризации (17), и направлялся распределителем (20). Машина формования раздувом с биаксиальным ориентированием (SBIII-100H-15 от Aoki Technical Laboratory, Inc.) в качестве формовочной машины A (10), машина для литья под давлением (MJEC-10 от MODERN MACHINERY CO., LTD) в качестве формовочной машины B (11) и гранулирующая машина (13) были соединены с тем же видом трубопровода и внутренним объемом, пригодным к одновременному формованию формованных продуктов.
Затем регулировкой отводимого количества отгружающего насоса (8) на 12,6 кг/ч формованные продукты непрерывно получали в течение более 5 часов. Выход, вид и качество каждого из формованных продуктов исследовали один раз в час. Способом распределения смолы через такой распределитель качество и масса формованных продуктов варьировались в течение периода действия, что уменьшало конечные параметры формованных продуктов. Результаты представлены в таблице 10.
СРАВНИТЕЛЬНЫЙ ПРИМЕР 5
С применением устройства, показанного на фиг.8, форполимер полиэтилентерефталата с предельной вязкостью [h]0,48 дл/г, количеством карбоксильных групп на концах цепи полимера 32 meq/кг и точкой плавления кристалла 256°C подводился в реактор полимеризации перемешиваемого типа (21) через канал подведения форполимера (2) с помощью перекачивающего насоса (1), полимеризовался в условиях: температура полимеризации 285°C, уменьшенное давление 50 Па, время пребывания 60 минут и скорость полимеризации 12,6 кг/ч, отводился из реактора полимеризации (17) тремя отгружающими насосами (8), установленными на дне реактора полимеризации (21), и подвергался одновременному производству формованных продуктов и гранул с применением машины формования раздувом с биаксиальным ориентированием (SBIII-100H-15 от Aoki Technical Laboratory, Inc.) в качестве формовочной машины A (10), машины для литья под давлением (MJEC-10 от MODERN MACHINERY CO., LTD) в качестве формовочной машины B (11) и гранулирующей машины (12), и выходная производительность насосов регулировалось на 5,0 кг/ч, 4,5 кг/ч и 3,1 кг/ч.
Формованные продукты и гранулы непрерывно получали в течение более 5 часов. Выход, вид и качество формованных продуктов исследовали один раз в час. Когда применялся такой традиционный реактор полимеризации перемешиваемого типа, качество, такое как степень полимеризация, цветовой тон и содержание ацетальдегида были недостаточны, и эти качество и масса формованных продуктов значительно варьировались в течение периода действия. Таким образом, конечные параметры таких формованных продуктов являлись низкими. Результаты представлены в таблице 11.
ПРИМЕР 8
С применением устройства, показанного на фиг.9, и с применением в качестве сырья терефталевой кислоты высокой чистоты и этиленгликоля (EG) полиэтилентерефталат полимеризовали непрерывным способом полимеризации в среднем при 10,0 кг/ч. С применением реактора полимеризации вертикального перемешивания, имеющего веслообразные перемешивающие лопасти, такого как реактор этерификации (P1), и первый, и второй реактор полимеризации перемешиваемого типа (P5, P9), полимеризацию проводили при пониженном давлении во время отливки форполимера в соответствии с подложкой выступающей из отверстий пористой пластины (3) в реактор конечной полимеризации (17).
Полимеризацию проводили путем непрерывной загрузки суспензиоподобной смеси терефталевой кислоты и этиленгликоля (EG) в молярном отношении 1: 1,2, в реактор этерификации в условиях, показанных в таблице 12. В этом случае, к форполимеру, полученному в первом реакторе полимеризации перемешиваемого типа, добавляли 0,04% по массе триоксида димышьяка и 20 частей/млн триметилфосфата, считая на массовую долю элементарного фосфора. Триоксид димышьяка и триметилфосфат добавляли как 2% по массе растворы в этиленгликоле. Результаты полимеризации представлены в таблице 12. Форполимер, подводимый в конечный реактор полимеризации, имел предельную вязкость [h] 0,47 дл/г и точку плавления кристалла 255°C.
Упомянутый форполимер полиэтилентерефталата подводился в реактор полимеризации (17) через канал подведения форполимера (2) с помощью перекачивающего насоса (1), отгружаемый со скоростью 10 г/минуту на каждое отверстие пористой пластины (3) в расплавленном состоянии при 260°C, затем полимеризовался при пониженном давлении 65 Па во время отливки в соответствии с подложкой (5) при той же внешней температуре как в отгрузке, отводился посредством отгружающего насоса (8) и затем через транспортирующий трубопровод и распределитель (9) поступал на формование в заготовку в выдувном формовании последовательно при температуре формования 280°C с применением машины формования раздувом с биаксиальным ориентированием (SBIII-100H-15 от Aoki Technical Laboratory, Inc.) в качестве формовочной машины A (10). Гантелевидные куски формовали с применением машины для литья под давлением (MJEC-10 от MODERN MACHINERY CO., LTD) в качестве формовочной машины B (11). Непрерывное формование проводили с применением только формовочной машины A (10) и формовочной машины B (11) без присоединения машины для литья под давлением C (12). Производительность отгружающего насоса со дна реактора полимеризации (17) регулировали посредством измерения выпускного давления отходящего потока отгружающего насоса и посредством системы (15) для определения давления на выходе и контроля на выходе отгружающего насоса, с тем, чтобы поддерживать на уровне 20 МПа (абсолютное давление) в течение формования. Таким образом, варьирование выпускного давления в течение формования всегда регулировали в пределах ±20%. Дополнительно, путем установки трубопровода возврата полимера (23) для связывания распределителя (9) и первого реактора полимеризации перемешиваемого типа (P5), избыток смолы полиэтилентерефталата, полимеризованной свыше производительности формовочной машины, рециркулировали с помощью перекачивающего насоса (14).
Применялась пористая пластина толщиной 50 мм, с 14 отверстиями диаметром 1 мм, где каждые выровненные в линию 7 отверстий с расстоянием с 10 мм между ними образовывали 2 параллельные линии с расстоянием 70 мм. В непосредственной близости каждого отверстия использовалась подложка, присоединенная вертикально к проволокам, имеющими диаметр 2 мм и длину 8 м, где упомянутые проволоки были установлены перпендикулярно к другим проволокам, имеющим диаметр 2 мм и длину 100 мм в 100 мм пространстве для образования решетообразной структуры. В качестве материала подложки применялась нержавеющая сталь.
Отгружающий насос путем регулирования через смотровое окно управлялся таким образом, что полимер накапливался в малых количествах на дне реактора полимеризации. Время пребывания в реакторе полимеризации составляло 65 минут. Использовали время пребывания, определенное по количеству полимера внутри реактора полимеризации (17), разделенного на величину потока питания. Это вызывало уменьшение мощного вспенивания форполимера, отгружаемого из пористой пластины в течение полимеризации, что приводило к очень небольшому загрязнению на поверхности сопла или поверхности стены. Наблюдали поглощение большого количества пены, сбрасываемой смолой, и скатывание на подложку в виде круглой пены.
Прежде всего полиэтилентерефталат стабильно и непрерывно полимеризовали при 10,0 кг/ч в вышеописанных условиях, затем подвергали непрерывному формованию при 5 кг/ч с помощью машины для литья под давлением A и с помощью машины для литья под давлением B при 4,5 кг/ч. В то же время, избыток полимера 0,5 кг/ч рециркулировали в первый реактор полимеризации перемешиваемого типа (P5) через трубопровод возврата полимера и, также, количество сырья, постоянно загружаемого в реактор этерификации, уменьшали до 95% от уровня начальной стадии начала реакции. После достижения такого состояния (обозначаемого стартовым состоянием) полимеризацию и выдувное формование проводили непрерывно в течение более 24 часов. В течение этого периода качество формованных продуктов, полученных каждой формовочной машиной, исследовали один раз в час и находили, что все формованные продукты могут быть получены в течение более 24 часов со стабильным качеством. Результаты представлены в таблице 13.
ПРИМЕР 9
После установки начального состояния к условиям как в примере 8, в качестве симуляции аварии формовочной машины, машину для литья под давлением B останавливали и избыток полимера 5,0 кг/ч возвращали в первый реактор полимеризации перемешиваемого типа (P5) через трубопровод возврата полимера и также количество сырья, непрерывно загружаемого в реактор этерификации, уменьшали до 50% от уровня начальной стадии начала реакции. После установки такого состояния полимеризацию и выдувное формование проводили непрерывно в течение более 24 часов с применением только машины для литья под давлением A. В течение этого периода качество полученного формованного продукта исследовали один раз в час и находили, что все формованные продукты могут быть получены в течение более 24 часов со стабильным качеством. Результаты представлены в таблице 14.
Примеры 10-11
С применением устройства, показанного на Фиг.1, форполимер PET с предельной вязкостью [η] 0,48 дл/г, количеством карбоксильных групп на концах цепи полимера 32 мэкв/кг и точкой плавления кристалла 256°С подводили в реактор полимеризации (17) через канал подвода форполимера (2) перекачивающим насосом (1), отгружаемым со скоростью 15 г/минуту на каждое отверстие пористой пластины (3) в расплавленном состояние при 265°С, затем полимеризовали при пониженном давлении 65 Па при сбрасывании на подложку при той же температуре внешней среды, как при разгрузке, отводили из реактора полимеризации (17) отгружающим насосом (8) и подвергали затем заготовку для формования формованию раздувом при температуре формования 280°С с применением машины формования раздувом с биаксиальным ориентированием (SBIII-100H-15 от Aoki Technical Laboratory, Inc.) в качестве формовочной машины А (10).
Количество, выходящее из отгружающего насоса (8) на дно реактора полимеризации (17), регулировалось определением давления на выходе в исходящем потоке отгружающего насоса (8) с применением системы (15) для определения давления на выходе и контроля на выходе отгружающего насоса, с тем, чтобы удерживать давление на выходе (абсолютное давление), указанное в таблице 15 во время формования. Указанными средствами вариации давления на выходе в течение формование всегда контролировались в пределах ±20%.
Применяли пористую пластину с толщиной 50 мм и 14 отверстиями с диаметром 1 мм, где каждые 7 отверстий занимали пространство 10 мм и были выровнены линейно в виде 2 прямых линий, расположенных параллельно на расстоянии 70 мм. Применяли направляющую подложку, вертикально соединенную с проволоками, имеющими диаметр 2 мм и длину 8 м вблизи каждого отверстия, где упомянутые проволоки установлены перпендикулярно к другим проволокам, имеющими диаметр 2 мм и длину 100 мм в 100 мм пространство для создания решетчатой структуры. В качестве материала направляющей подложки применяли нержавеющую сталь.
В качестве форполимера применяли форполимер, такой как полученный добавлением 0,04% по массе триоксида димышьяка и 100 частей на млн. триметилфосфата, считая на массовую долю элементарного фосфора. Время пребывания в реакторе полимеризации составляло 70 минут. Время пребывания определяли по количеству полимера внутри реактора полимеризации, деленное на величину загрузки. Это приводит к уменьшению мощного вспенивания форполимера, выгружаемого из пористой пластины в течение полимеризации, что приводит к очень небольшому загрязнению на поверхности сопла или поверхности стен. Наблюдали поглощение большого количества пены сбрасываемой смолой и скатывание на подложку в виде круглой пены.
Сначала трубопровод, перекачивающий полимер в направлении перекачивающего насоса (14) на Фиг.1, был закрыт; для поступления смолы только в формовочную машину А (10) для непрерывного формования формованных продуктов в течение 5 часов. Циклы формования формовочной машины А (10), особенно хронометраж каждой стадии взвешивания, вообще не были установлены и формование проводили в формовочной машиной А (10) таким образом.
Выход, форма и качество формованных продуктов, полученных формовочной машиной А (10), исследовали каждый час и подтверждали, что формованные продукты со стабильным качеством могут быть получены в течение 5 часов. Результаты представлены в таблице 15.
Пример 1: Варьирование формованного продукта в течение 5 часов (выпускное давление 20 МПа)
Пример 2: Варьирование формованного продукта в течение 5 часов (выпускное давление 5 МПа)
Пример 3: Варьирование формованного продукта в течение 5 часов (выпускное давление 2 МПа)
Пример 4: Варьирование формованного продукта до и после остановки формовочной машины В
Сравнительный Пример 1: Варьирование формованного продукта в течение 5 часов (без регулировки выпускного давления)
Пример 5: Варьирование формованного продукта в течение 5 часов (выпускное давление 20 МПа)
Пример 6: Варьирование формованного продукта до и после остановки формовочной машины В
Сравнительный пример 3: варьирование формованного продукта в течение 5 часов
Пример 7: варьирование формованного продукта в течение 5 часов
Сравнительный пример 4: варьирование формованного продукта в течение 5 часов
Сравнительный пример 5: варьирование формованного продукта в течение 5 часов
вязкость (дл/г)
Пример 8: Варьирование формованного продукта в течение 24 часов
Пример 9: Варьирование формованного продукта в течение 24 часов
Примеры 10-11: изменение формованного продукта в течение 5 часов.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
Настоящее изобретение предоставляет способ получения высококачественного формованного продукта с низкой себестоимостью путем перекачивания смолы, непрерывно полимеризуемой путем реакции поликонденсации в расплаве, в расплавленном состоянии, как оно есть, в котором легко регулировать качество и величину потока питания расплавленной смолы, подводимой в формовочную машину, и также легко регулировать их даже в случае обоюдного варьирования "скорости получения смолы" и "скорости формования смолы" и в течение периода действия может быть произведен формованный продукт со стабильным качеством и массой.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1. Схематическое изображение, показывающее пример реактора полимеризации и устройства для формования, примененных в настоящем изобретении.
Фиг.2. Схематическое изображение, показывающее устройство адсорбции инертного газа, реактор полимеризации и устройство для формования, примененные в настоящем изобретении.
Фиг.3. Схематическое изображение, показывающее пример реактора полимеризации и устройства для формования, примененных в настоящем изобретении.
Фиг.4. Схематическое изображение, показывающее устройство адсорбции инертного газа, реактор полимеризации и устройство для формования, примененные в настоящем изобретении.
Фиг.5. Схематическое изображение, показывающее пример реактора полимеризации и устройства для формования, примененных в настоящем изобретении.
Фиг.6. Схематическое изображение, показывающее устройство адсорбции инертного газа, реактор полимеризации и устройство для формования, примененные в настоящем изобретении.
Фиг.7. Схематическое изображение, показывающее пример реактора полимеризации и устройства формования, примененного в сравнительном примере.
Фиг.8. Схематическое изображение, показывающее пример реактора полимеризации и устройства формования, примененного в сравнительном примере.
Фиг.9. Схематическое изображение, показывающее пример реактора полимеризации и устройства для формования, примененных в настоящем изобретении.
Фиг.10. Схематическое изображение, показывающее пример реактора полимеризации и устройства для формования, примененных в настоящем изобретении.
Фиг.11. Схематическое изображение, показывающее пример реактора полимеризации и устройства для формования, примененных в настоящем изобретении.
Изобретение относится к вариантам способа получения формованного продукта и к вариантам устройств для получения формованного продукта. Первый вариант способа заключается в том, что форполимер в расплавленном состоянии непрерывно подают из канала подведения форполимера в реактор полимеризации. Далее проводят разгрузку форполимера из отверстий пористой пластины и полимеризуют его реакцией поликонденсации в расплаве во время сброса при пониженном давлении на подложку. Полученную смолу в расплавленном состоянии без отверждения переносят, по меньшей мере, в одну формовочную машину. Давление переноса в формовочную машину регулируется таким образом, что давление поддерживается на произвольном уровне от 0,1 до 100 МПа (абсолютное давление). Давление поддерживается путем (I) регулирования отводимого количества из отгружающего насоса реактора полимеризации на уровне 1-100 от величины потока питания форполимера и путем (II) возвращения смолы, отгружаемой из отгружающего насоса на дно реактора полимеризации, состоящего из трубопровода, присоединенного к отводимому потоку из отгружающего насоса реактора полимеризации и дну реактора полимеризации, и системы измерения давления на выходе и регулирования степени открытия вентиля возврата полимера или вентиля обратного давления, установленного на трубопроводе. Смола, полимеризованная реакцией поликонденсации в расплаве, представляет собой полимер, выбранный из группы, состоящей из алифатических полиэфиров, алифатических полиамидов, алифатических поликарбонатов, алифатических ароматических полиэфиров, алифатических ароматических полиамидов, алифатических ароматических поликарбонатов, ароматических полиэфиров и ароматических полиамидов. По второму варианту способа отгрузку расплавленной смолы из реактора полимеризации осуществляют с использованием, по меньшей мере, двух отгружающих насосов, а перенос смолы осуществляют, по меньшей мере, в две формовочные машины и/или гранулирующие машины. Устройство для получения формованного продукта по первому варианту включает канал подведения форполимера в реактор полимеризации, имеющий дно и подложку, пористую пластину с отверстиями, отгружающий насос, трубопровод, присоединенный к отводимому потоку из отгружающего насоса, систему измерения давления на выходе, вентиль возврата полимера или вентиль обратного давления, установленного на трубопроводе, и формовочную машину. Устройство для получения формованного продукта по второму варианту включает канал подведения форполимера в реактор полимеризации, имеющий дно и подложку, пористую пластину с отверстиями, по меньшей мере, два отгружающих насоса, трубопровод, присоединенный к отводимому потоку из отгружающего насоса, систему измерения давления на выходе, вентиль возврата полимера или вентиль обратного давления, установленного на трубопроводе, и, по меньшей мере, две формовочные машины и/или гранулирующие машины. Изобретение позволяет получить высококачественный формованный продукт с высоким выходом, хорошим цветом и низким содержанием побочных продуктов. 4 н. и 15 з.п. ф-лы, 15 табл., 11 ил.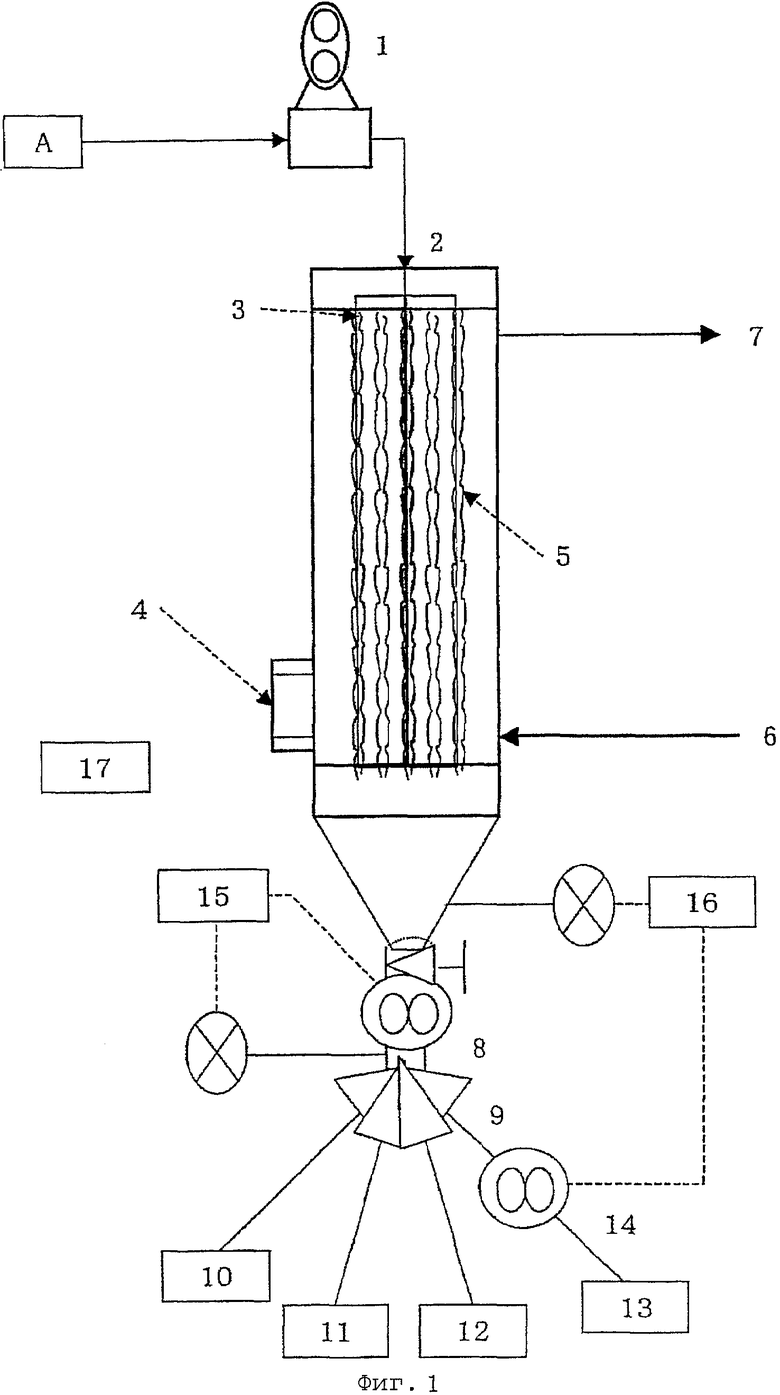
1. Способ получения формованного продукта, состоящего из смолы, полимеризованной реакцией поликонденсации в расплаве, включающий непрерывную подачу форполимера в расплавленном состоянии из канала подведения форполимера в реактор полимеризации, разгрузку из отверстий пористой пластины с последующей полимеризацией во время сброса при пониженном давлении на подложку и формование путем переноса в по меньшей мере одну формовочную машину в расплавленном состоянии без отверждения, где давление переноса в упомянутую формовочную машину регулируется таким образом, что давление поддерживается на произвольном уровне от 0,1 до 100 МПа (абсолютное давление) путем (I) регулирования отводимого количества из отгружающего насоса упомянутого реактора полимеризации на уровне 1-100 от величины потока питания форполимера и путем (II) возвращения смолы, отгружаемой из отгружающего насоса на дно упомянутого реактора полимеризации, состоящего из трубопровода, присоединенного к отводимому потоку из отгружающего насоса упомянутого реактора полимеризации и дну упомянутого реактора полимеризации, и системы измерения давления на выходе и регулирования степени открытия вентиля возврата полимера или вентиля обратного давления, установленного на упомянутом трубопроводе, причем смолой, полимеризованной реакцией поликонденсации в расплаве, является полимер, выбранный из группы, состоящей из алифатических полиэфиров, алифатических полиамидов, алифатических поликарбонатов, алифатических ароматических полиэфиров, алифатических ароматических полиамидов, алифатических ароматических поликарбонатов, ароматических полиэфиров и ароматических полиамидов.
2. Способ по п.1, в котором давление переноса в формовочную машину регулируется таким образом, что давление поддерживается на произвольном уровне от 0,1 до 100 МПа (абсолютное давление) путем регулирования отводимого количества из отгружающего насоса упомянутого реактора полимеризации.
3. Способ по п.1 или 2, в котором давление переноса в формовочную машину составляет от 0,1 до 100 МПа и регулируется для поддержания уровня, не выходящего за пределы ±80% от установленного давления.
4. Способ по п.1 или 2, в котором полимер переносят в гранулирующую машину и/или выпускное сопло, так что время пребывания полимера в расплаве на дне регулируется в пределах от 0,1 до 120 мин путем установки на дно упомянутого реактора полимеризации, или после отгружающего насоса упомянутого реактора полимеризации, перекачивающего насоса, связанного с гранулирующей машиной и/или дополнительно выпускным соплом в формовочной машине.
5. Способ по п.3, в котором полимер переносят в гранулирующую машину и/или выпускное сопло, так что время пребывания полимера в расплаве на дне регулируется в пределах от 0,1 до 120 мин путем установки на дно упомянутого реактора полимеризации, или после отгружающего насоса упомянутого реактора полимеризации, перекачивающего насоса, связанного с гранулирующей машиной и/или дополнительно выпускным соплом в формовочной машине.
6. Способ получения формованного продукта, состоящего из смолы, полимеризованной реакцией поликонденсации в расплаве, включающий непрерывное подведение форполимера в расплавленном состоянии из канала подведения форполимера в реактор полимеризации, разгрузку из отверстий пористой пластины, полимеризацию во время сброса на подложку при пониженном давлении, отгрузку упомянутой смолы из по меньшей мере двух отгружающих насосов упомянутого реактора полимеризации, с последующим формованием путем переноса в по меньшей мере две формовочных машины и/или гранулирующие машины в расплавленном состоянии без отверждения, где давление переноса в упомянутую формовочную машину регулируется таким образом, что давление поддерживается на произвольном уровне от 0,1 до 100 МПа (абсолютное давление) путем (I) регулирования отводимого количества из отгружающего насоса упомянутого реактора полимеризации на уровне 1-100 от величины потока питания форполимера и путем (II) возвращения смолы, отгружаемой из отгружающего насоса на дно упомянутого реактора полимеризации, состоящего из трубопровода, присоединенного к отводимому потоку из отгружающего насоса упомянутого реактора полимеризации и дну упомянутого реактора полимеризации, и системы измерения давления на выходе и регулирования степени открытия вентиля возврата полимера или вентиля обратного давления, установленного на упомянутом трубопроводе, причем смолой, полимеризованной реакцией поликонденсации в расплаве, является полимер, выбранный из группы, состоящей из алифатических полиэфиров, алифатических полиамидов, алифатических поликарбонатов, алифатических ароматических полиэфиров, алифатических ароматических полиамидов, алифатических ароматических поликарбонатов, ароматических полиэфиров и ароматических полиамидов.
7. Способ по п.6, в котором по меньшей мере одна формовочная машина и/или гранулирующая машина связаны с каждым из отгружающих насосов упомянутого реактора полимеризации.
8. Способ по п.1 или 2, в котором по меньшей мере часть поликонденсационного полимера, полученного путем упомянутой реакции поликонденсации в расплаве в количестве большем, чем количество, применяемое при формовании или гранулировании, возвращается для рециркуляции на произвольную стадию среди стадий получения упомянутого поликонденсационного полимера.
9. Способ по п.3, в котором по меньшей мере часть поликонденсационного полимера, полученного путем упомянутой реакции поликонденсации в расплаве в количестве большем, чем количество, применяемое при формовании или гранулировании, возвращается для рециркуляции на произвольную стадию среди стадий получения упомянутого поликонденсационного полимера.
10. Способ по п.4, в котором по меньшей мере часть поликонденсационного полимера, полученного путем упомянутой реакции поликонденсации в расплаве в количестве большем, чем количество, применяемое при формовании или гранулировании, возвращается для рециркуляции на произвольную стадию среди стадий получения упомянутого поликонденсационного полимера.
11. Способ по п.5, в котором по меньшей мере часть поликонденсационного полимера, полученного путем упомянутой реакции поликонденсации в расплаве в количестве большем, чем количество, применяемое при формовании или гранулировании, возвращается для рециркуляции на произвольную стадию среди стадий получения упомянутого поликонденсационного полимера.
12. Способ по п.6 или 7, в котором по меньшей мере часть поликонденсационного полимера, полученного путем упомянутой реакции поликонденсации в расплаве в количестве большем, чем количество, применяемое при формовании или гранулировании, возвращается для рециркуляции на произвольную стадию среди стадий получения упомянутого поликонденсационного полимера.
13. Способ по п.1, в котором упомянутый форполимер вводится в реакцию с произвольным количеством регулятора молекулярной массы на произвольной стадии до подведения в упомянутый реактор полимеризации.
14. Способ по п.1, в котором упомянутый формованный продукт представляет собой по меньшей мере один вид, выбранный из заготовки для формования бутылки, пленки, полотен, контейнеров и волокон.
15. Способ по п.1, в котором смола, полимеризованная путем упомянутой реакции поликонденсации в расплаве, представляет собой полиэфирную смолу.
16. Устройство для получения формованного продукта, состоящего из смолы, полимеризованной реакцией поликонденсации в расплаве, включающее постоянное подведение форполимера в расплавленном состоянии из канала подведения форполимера в реактор полимеризации, разгрузку из отверстий пористой пластины, с последующей полимеризацией во время сброса на подложку при пониженном давлении, и формование путем переноса в по меньшей мере одну формовочную машину в расплавленном состоянии без отверждения, где давление переноса в упомянутую формовочную машину регулируется таким образом, что давление поддерживается от 0,1 до 100 МПа (абсолютное давление), путем (I) регулирования отводимого количества из отгружающего насоса упомянутого реактора полимеризации на уровне 1-100 от величины потока питания форполимера и путем (II) возвращения смолы, отгружаемой из отгружающего насоса на дно упомянутого реактора полимеризации, состоящего из трубопровода, присоединенного к отводимому потоку из отгружающего насоса упомянутого реактора полимеризации и дну упомянутого реактора полимеризации, и системы измерения давления на выходе и регулирования степени открытия вентиля возврата полимера или вентиля обратного давления, установленного на упомянутом трубопроводе.
17. Устройство по п.16, в котором давление переноса в формовочную машину регулируется таким образом, что давление поддерживается от 0,1 до 100 МПа (абсолютное давление) путем регулирования отводимого количества из отгружающего насоса упомянутого реактора полимеризации.
18. Устройство по п.16 или 17, в котором полимер переносят в гранулирующую машину и/или выпускное сопло, так что время пребывания полимера в расплаве регулируется на уровне от 0,1 до 120 мин путем установки на дно упомянутого реактора полимеризации, или после отгружающего насоса упомянутого реактора полимеризации, перекачивающего насоса, связанного с гранулирующей машиной и/или дополнительно выпускным соплом в формовочной машине.
19. Устройство для получения формованного продукта, состоящего из смолы, полимеризованной реакцией поликонденсации в расплаве, в котором форполимер непрерывно подводится в расплавленном состоянии из канала подведения форполимера в реактор полимеризации, разгружается из отверстий пористой пластины, полимеризуется во время сброса на подложку при пониженном давлении, и смола отгружается из по меньшей мере двух отгружающих насосов упомянутого реактора полимеризации, затем формуется путем переноса в по меньшей мере две формовочных машины и/или гранулирующих машины в расплавленном состоянии без отверждения, где давление переноса в упомянутую формовочную машину регулируется таким образом, что давление поддерживается от 0,1 до 100 МПа (абсолютное давление), путем (I) регулирования отводимого количества из отгружающего насоса упомянутого реактора полимеризации на уровне 1-100 от величины потока питания форполимера и путем (II) возвращения смолы, отгружаемой из отгружающего насоса на дно упомянутого реактора полимеризации, состоящего из трубопровода, присоединенного к отводимому потоку из отгружающего насоса упомянутого реактора полимеризации и дну упомянутого реактора полимеризации, и системы измерения давления на выходе и регулирования степени открытия вентиля возврата полимера или вентиля обратного давления, установленного на упомянутом трубопроводе.
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| WO 9731968 A1, 04.09.1997 | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |

