Область техники
Настоящее изобретение относится к способу и устройству для получения поликонденсационного полимера и формованного изделия из него.
Уровень техники
Поликонденсационные полимеры, которые обычно включают полиэфирные смолы, такие как полиэтилентерефталат (далее сокращенно «ПЭТ»), имеют отличные термостойкость и механические свойства. Эти полимеры в последнее время привлекают внимание как пригодные для повторного использования и приемлемые с экологической точки зрения материалы и применяются во многих областях, таких как волокна, магнитные ленты, упаковочные пленки, листовой материал, литые изделия для различных целей и заготовки для получения емкостей для напитков.
Контейнеры, сделанные из поликонденсационного полимера, не только должны отличаться термостойкостью и механическими свойствами, но и не должны влиять на вкус содержимого. Таким образом, поликонденсационные полимеры, использующиеся для емкостей, должны быть высокого качества, иметь высокую степень полимеризации, быть неокрашенными и содержать очень малое количество примесей, таких как ацетальдегид.
Далее, в последние годы, чтобы удовлетворить повышенным требованиям из-за разнообразия применений, кроме требования высокого качества, предпринимались попытки модифицировать свойства, компенсируя дефекты полимера путем добавления другого полимера, путем сополимеризации с другим мономером или путем добавления модификатора.
Например, в случае емкостей из ПЭТ был описан способ, в котором добавляли сополимер этилентерефталата с этилентерефталамидом, чтобы повысить скорость кристаллизации для проведения высокочастотного литья или для эффективной кристаллизации горлышка отлитой бутылки (см. патентный документ 1), способ добавления полиолефина (см. патентный документ 2) и способ смешения в расплаве полиэтиленнафталата для улучшения прозрачности, формуемости и устойчивости ПЭТ к горячему прессованию (см. патентный документ 3).
Однако, когда другой полимер и/или различные модификаторы смешиваются в расплаве с поликонденсационным полимером, происходит термическая деструкция полимера и неизбежное ухудшение качества, например уменьшение молекулярной массы, окрашивание и накопление продуктов распада. Чтобы избежать стадии смешения в расплаве, возможен также способ полимеризации, в котором сначала в реакционную систему для получения поликонденсационного полимера добавляют модификатор. Однако в большинстве случаев, когда присутствует модификатор, при температуре полимеризации происходит термодеструкция поликонденсационного полимера и поэтому становится трудным получить полимер с такой же высокой степенью полимеризации, как у полимера, к которому модификатор не добавляли. Кроме того, становится заметным окрашивание и накопление продуктов распада, что ухудшает качество полимера. Аналогично, поскольку каждый мономер имеет разную температуру термической деструкции, в способе сополимеризации с другим мономером компонент, имеющий низкую термостойкость, обычно подвергается термодеструкции из-за условий полимеризации, и поэтому становится трудным получать полимер с такой же высокой степенью полимеризации, как у полимера, с которым не сополимеризовался другой мономер. У этого способа также имеется проблема в том, что становится заметным окрашивание и накопление продуктов распада, что ухудшает качество полимера.
Как описано выше, когда пытаются улучшить свойства полимера путем добавления другого полимера или модификатора, или путем сополимеризации с другим мономером, качество полученного полимера значительно снижается по сравнению с качеством исходного полимера. Таким образом, было желательным улучшение технологии производства.
Далее, необходимо, чтобы способ получения полимера с улучшенными свойствами, как описано выше, был применим для получения широкого диапазона продуктов в малых количествах, чтобы гибко отвечать на разнообразие применений. Хотя для получения широкого диапазона продуктов в малых количествах обычно применяется периодическая полимеризация, этот способ имеет низкую производительность и неизбежно повышает стоимость производства. С другой стороны, непрерывная полимеризация в принципе делает возможным недорогое производство, используя достоинство его масштабов. Однако когда тип и количество модификатора или другого мономера изменяются, оперативность становится низкой, и возникают большие потери, что весьма повышает себестоимость производства. Таким образом, непрерывная полимеризация не подходит для получения широкого диапазона продуктов в малых количествах.
В качестве метода непрерывной полимеризации в расплаве обычно предлагались способы полимеризации, в которых форполимеру давали падать под действием силы тяжести с верха полимеризационного реактора. Например, в качестве способа получения полиэфира существует способ, в котором олигомер ПЭТ, имеющий среднюю степень полимеризации от 8 до 12 (что соответствует характеристической вязкости 0,1 дл/г или меньше), вводится при 285°C и опускается под действием силы тяжести вдоль проволочной сетки цилиндрической формы, расположенной в реакторе вертикально, для осуществления полимеризации при пониженном давлении в реакторе (см. патентный документ 4). В качестве способа получения полиамида или полиэфира существует способ, в котором полимеризация осуществляется, когда полимер может опускаться под действием силы тяжести вдоль линейной опоры, расположенной вертикально в реакторе (см. патентный документ 5). Однако исследования авторов настоящего изобретения выявили, что полимер с высокой степенью полимеризации только вышеописанным способом не может быть получен. И что еще хуже, олигомер, выгружаемый через перфорированную пластину, слишком сильно расширяется, загрязняя поверхность перфорированной пластины или стенку реактора, и эти загрязнения модифицируются при деструкции и в ходе длительного протекания процесса смешиваются с полимером, ухудшая качество продукта. Кроме того, даже если пытаются улучшить свойства полимера путем одновременной полимеризации другого полимера или с помощью различных модификаторов, основываясь на вышеуказанных способах полимеризации, нельзя получить однородный состав или однородный сополимер, так как компоненты легко отделяются друг от друга.
Патентный документ 1: JP-A-2003-327812
Патентный документ 2: JP-A-2004-263195
Патентный документ 3: JP-A-2000-17162
Патентный документ 4: JP-B-48-8355
Патентный документ 5: JP-A-53-17569
Описание изобретения
Задачи, которые должны быть решены изобретением
Задачей настоящего изобретения является получение при низких затратах различных высококачественных поликонденсационных полимеров с высокой степенью полимеризации, не окрашенных и с малым содержанием примесей, образованных термической деструкцией, и формованного изделия из них путем поликонденсации в расплаве, и создание способа получения, применимого для получения полимера, свойства которого улучшены благодаря сополимеризации с другим мономером или добавлению другого полимера или различных модификаторов, и подходящего для получения широкого диапазона продуктов в малых количествах.
Средства для решения задач
Авторы настоящего изобретения провели интенсивные исследования для решения вышеуказанных задач и в результате разработали способ получения поликонденсационного полимера, основанный на новом принципе, в котором форполимер в расплавленном состоянии вводится в полимеризационный реактор через приемное отверстие, выпускается через отверстия перфорированной пластины и опускается вдоль опоры, чтобы заполимеризоваться при пониженном давлении, и обнаружили, что полимеризация в расплаве при низких температурах, которая была невозможна при традиционно известных способах полимеризации, стала возможной.
Было найдено, что в соответствии со способом полимеризации, в котором перфорированная пластина выполнена так, чтобы иметь две или более зоны, и форполимер и/или модификатор полимера вводится в каждую зону, может быть получен полимер, свойства которого улучшены сополимеризацией с другим мономером или добавлением другого полимера или различных модификаторов, и с малыми затратами могут быть получены высококачественный полимер, имеющий высокую степень полимеризации, не окрашенный, с малым содержанием примесей, и формованное изделие из него.
Было также найдено, что все вышеназванные задачи могут быть решены способом, в котором перфорированная пластина выполнена так, чтобы иметь две или более зоны, и полимер, полимеризованный путем подачи форполимера и/или модификатора полимера в каждую зону, выгружается из одного или более выходов полимеризационного реактора. Другими словами, было найдено, что относительно полимера, качество которого улучшается сополимеризацией с другим мономером или добавлением другого полимера или различных модификаторов, высококачественный полимер с высокой степенью полимеризации, не окрашенный, с малым содержанием примесей, и формованное изделие из него могут быть получены с малыми затратами. Было также найдено, что способ имеет малые потери, когда изменяется тип продукта и, таким образом, подходит для получения широкого диапазона продуктов в малых количествах, и настоящее изобретение было завершено.
Соответственно, настоящее изобретение заключается в следующем.
(1) Способ получения поликонденсационного полимера, который включает введение форполимера поликонденсационного полимера в полимеризационный реактор через приемное отверстие в расплавленном состоянии; выгрузку введенного форполимера через отверстия перфорированной пластины; и затем поликонденсацию форполимера при пониженном давлении с одновременным опусканием форполимера вдоль опоры, причем перфорированная пластина имеет две или более зоны, и поликонденсация проводится при введении форполимера и/или модификатора полимера в каждую из зон, и выгрузку введенного форполимера и/или модификатора полимера через отверстия каждой из зон.
(2) Способ получения поликонденсационного полимера в соответствии с (1), где полимеризационный реактор имеет два или более выпускных отверстия для выгрузки полученного полимера.
(3) Способ получения поликонденсационного полимера в соответствии с (1) или (2), где опора имеет две или более зоны, соответствующие каждой зоне перфорированной пластины полимеризационного реактора, и/или полимер выходит через выпускное отверстие, разделенное на две или более зоны, соответствующие каждой зоне перфорированной пластины или опоры.
(4) Способ получения поликонденсационного полимера в соответствии с любым из способов (1)-(3), где форполимер и/или модификатор полимера реагирует с модификатором молекулярной массы на стадии до введения форполимера и/или модификатора полимера в полимеризационный реактор.
(5) Способ получения поликонденсационного полимера в соответствии с любым из способов (1)-(4), где поликонденсационный полимер является полиэфирной смолой.
(6) Поликонденсационный полимер, полученный любым из способов (1)-(5) получения поликонденсационного полимера и имеющий молекулярно-массовое распределение Mw/Mn, равное 2,0 или выше.
(7) Поликонденсационный полимер, полученный любым из способов (1)-(5) получения поликонденсационного полимера, являющийся полимерным сплавом.
(8) Поликонденсационный полимер, полученный любым из способов (1)-(5) получения поликонденсационного полимера, являющийся полиэфирным эластомером.
(9) Способ получения формованного изделия, включающий перевод полимера, полученного по любому из способов (1)-(5) получения поликонденсационного полимера, в расплавленном состоянии в формовочную машину и его формовку.
(10) Устройство для получения поликонденсационного полимера, содержащее полимеризационный реактор, имеющий в качестве составляющих по меньшей мере одно приемное отверстие, перфорированную пластину, опору и выпускное отверстие, причем перфорированная пластина имеет две или более зоны, и форполимер и/или модификатор полимера вводят в каждую из зон, введенный форполимер и/или модификатор полимера выгружают через отверстия каждой из зон, и поликонденсацию проводят при пониженном давлении с одновременным опусканием форполимера и/или модификатора полимера вдоль опоры.
(11) Устройство для получения поликонденсационного полимера согласно (10), где полимеризационный реактор имеет два или более выпускных отверстия
(12) Устройство для получения поликонденсационного полимера согласно (10) или (11), где опора полимеризационного реактора имеет две или более зоны, соответствующие каждой зоне перфорированной пластины, и/или выпускное отверстие разделено на две или более зоны, соответствующие каждой зоне перфорированной пластины или опоры.
Преимущества изобретения
Когда используется способ получения по настоящему изобретению, высококачественный полимер с высокой степенью полимеризации, не окрашенный, с малым содержанием примесей, образованных при термической деструкции, и формованное изделие из него могут быть получены поликонденсацией в расплаве с малыми затратами. В частности, при получении полимера, свойства которого улучшены сополимеризацией с другим мономером или добавлением другого полимера или различных модификаторов, могут быть получены высококачественный полимер и формованное изделие из него. Кроме того, настоящее изобретение подходит для получения широкого диапазона продуктов в малых количествах.
Лучший способ реализации изобретения
Ниже настоящее изобретение описывается подробно в следующем порядке: (A) принципы способа полимеризации, (B) описание поликонденсационного полимера, (C) описание модификатора полимера, (D) описание полимеризационного реактора, (E) описание способа полимеризации, (F) описание способа формования и (G) описание полученного полимера.
(A) Принципы способа полимеризации
Способ полимеризации по настоящему изобретению включает введение расплавленного форполимера, способного полимеризоваться путем термической поликонденсации в расплаве, в полимеризационный реактор через приемное отверстие, выгрузку форполимера через отверстия перфорированной пластины и полимеризацию форполимера с предоставлением ему возможности опускаться вдоль опоры под действием силы тяжести при пониженном давлении.
Как будет описано ниже, свойства форполимера, конструкция полимеризационного реактора и способ полимеризации разработаны так, чтобы они удовлетворяли надлежащим условиям. Такие условия дают большое количество пузырьков в форполимере, опускающемся вдоль опоры, и полимер скатывается вниз в форме сферических пузырьков или агломератов и в ходе полимеризации быстро движется к нижней зоне полимеризационного реактора.
В результате площадь контакта между полимером и газовой фазой значительно увеличивается, и эффект смешения полимера намного усиливается. Следовательно, побочные продукты поликонденсации (этиленгликоль в случае ПЭТ) или примеси, образованные при термической деструкции в полимеризации (ацетальдегид в случае ПЭТ) могут быть эффективно удалены из форполимера. Далее, кроме существенного повышения скорости полимеризации, может быть получен высококачественный полимер, содержащий очень малое количество примесей.
Следовательно, не только намного повышается скорость полимеризации по сравнению с обычными методами полимеризации в расплаве, но также высококачественный полимер, содержащий очень малое количество оставшихся примесей, может быть получен при низких температурах полимеризации, что было невозможным с известными традиционными полимеризационными реакторами.
Авторы настоящего изобретения провели дополнительные исследования и разработали механизм полимеризации, в котором перфорированная пластина полимеризационного реактора разделена на две или более зоны, и форполимер и/или модификатор полимера вводится в каждую зону; или альтернативно/дополнительно, форполимер и/или модификатор полимера вводится в каждую зону в изменяющемся со временем вводимом количестве.
В результате исследований было найдено, что когда потоки форполимера, введенного через каждую зону перфорированной пластины, объединяются на опоре, и полимеризация проводится при опускающемся форполимере, то несмотря на отсутствие механизма перемешивания с механическим приводом, такого как лопасти мешалки, гомогенно смешанный полимер однородного качества может быть получен при низких температурах, что было невозможно для традиционных известных полимеризационных реакторов или мешалок. Это делает возможным получение высококачественного полимера с малыми затратами, свойства которого улучшены сополимеризацией с другим мономером или добавлением другого полимера или различных модификаторов.
Конечно, через каждую зону перфорированной пластины можно вводить форполимер одного и того же типа. Доступны также такие меры, как регулирование скорости полимеризации или степени полимеризации полимера путем установки желаемого количества подачи на зону и расширение молекулярно-массового распределения, чтобы получить полимер с улучшенной текучестью расплава.
Авторы настоящего изобретения провели дополнительные исследования и разработали метод, в котором перфорированная пластина полимеризационного реактора разделена на две или более зоны, форполимер и/или модификатор полимера вводится в каждую зону, и в полимеризационном реакторе образовано два или более выпускных отверстия для выгрузки полимера.
В результате их исследований было найдено, что когда полимеризация проводится при опускании форполимера без объединения потоков форполимера, введенных через каждую зону перфорированной пластины благодаря структуре и положению опоры, в одном полимеризационном реакторе одновременно можно получать несколько поликонденсационных полимеров. Было также найдено, что когда потоки форполимера, введенного через каждую зону перфорированной пластины, объединяются и полимеризация проводится в условиях опускания форполимера, может быть получен гомогенно перемешанный полимер однородного качества.
В результате стало возможным получать высококачественный полимер, свойства которого улучшены путем сополимеризации с другим мономером или добавлением другого полимера или различных модификаторов, с малыми затратами и получать широкий диапазон полимеров в малых количествах при уменьшенных потерях, регулируя потоки форполимера, опускающегося по полимеризационному реактору.
Конечно, через каждую зону перфорированной пластины можно вводить форполимер одного и того же типа. Количество, полученное в каждой зоне, можно регулировать, устанавливая по желанию количество подачи на зону. Одновременно можно получать несколько полимеров, имеющих разные степени полимеризации. Возможен широкий диапазон применений, таких как одновременное получение нескольких полимеров, имеющих разные степени полимеризации, путем подачи через каждую зону форполимеров, которые одинаковы, за исключением степени полимеризации.
(B) Описание поликонденсационного полимера
Поликонденсационный полимер в настоящем изобретении означает полимер, имеющий структуру, в которой по меньшей мере один тип мономера, содержащего две или более способные конденсироваться функциональные группы, полимеризуется путем присоединения функциональной группы. Вышеуказанный мономер может быть мономером, в котором такая функциональная группа напрямую соединяется с алифатической углеводородной группой или мономером, в котором такая функциональная группа напрямую соединяется с ароматической углеводородной группой.
Конкретные примеры поликонденсационного полимера включают полимеры, имеющие структуру, в которой алифатические углеводородные группы заполимеризованы через функциональную группу, например алифатический полиэфир, алифатический полиамид и алифатический поликарбонат; полимеры, имеющие структуру, в которой алифатические углеводородные группы и ароматические углеводородные группы заполимеризованы через функциональную группу, например алифатический ароматический полиэфир, алифатический ароматический полиамид и алифатический ароматический поликарбонат; и полимеры, имеющие структуру, в которой ароматические углеводородные группы заполимеризованы через функциональную группу, например ароматический полиэфир и ароматический полиамид.
Вышеописанный поликонденсационный полимер может быть гомополимером или сополимером. Поликонденсационный полимер может также быть сополимером, в котором различные связи, такие как сложноэфирная связь, амидная связь и карбонатная связь, распределены случайным образом или находятся в блоках. Конкретные примеры таких сополимеров включают полиэфиркарбонат и полиэфирамид.
Форполимер означает полимер на начальной стадии полимеризации, имеющий степень полимеризации меньше, чем получаемый полимерный продукт. Форполимер может содержать олигомер или мономер и предварительно полимеризуется до желаемой степени полимеризации с использованием традиционно известного устройства, такого как полимеризационный реактор с вертикальным перемешиванием, полимеризационный реактор с горизонтальным перемешиванием, имеющий одноосную или двухосную перемешивающую лопасть, тонкопленочный полимеризационный реактор с естественным падением, имеющий тарелки, тонкопленочный полимеризационный реактор, включающий естественное падение на наклонную плоскость и колонну с орошаемыми стенками.
Например, полиэфирный форполимер получают поликонденсацией соединения, содержащего гидроксильную группу, и соединения, содержащего карбоксильную группу, или соединения, имеющего карбоксильную группу, этерифицированную низшим спиртом. Форполимер полиамида получают поликонденсацией соединения, содержащего аминогруппу, и соединения, содержащего карбоксильную группу. Поликарбонатный форполимер получают поликонденсацией соединения, имеющего арилоксигруппу или алкоксигруппу по обеим сторонам карбонильной группы, и соединения, имеющего гидроксильную группу.
Более конкретно, форполимер алифатического сложного полиэфира получают поликонденсацией мономера, в котором гидроксильная группа напрямую соединяется с алифатической углеводородной группой, содержащей от 1 до 30 атомов углерода, такого как этиленгликоль, и мономера, в котором карбоксильная группа напрямую соединяется с алифатической углеводородной группой, содержащей от 1 до 30 атомов углерода, такого как адипиновая кислота, или мономера, в котором гидроксильная группа и карбоксильная группа напрямую соединяются с алифатической углеводородной группой, содержащей от 1 до 30 атомов углерода, такого как гликолевая кислота.
Форполимер алифатического ароматического сложного полиэфира получают поликонденсацией мономера, в котором гидроксильная группа напрямую соединяется с алифатической углеводородной группой, содержащей от 1 до 30 углеродных групп, такого как этиленгликоль, 1,3-пропандиол, 1,3-бутандиол, 1,4-бутандиол, неопентилгликоль, 1,6-гексаметиленгликоль, 1,4-циклогександиол или 1,4-циклогександиметанол, и мономера, в котором карбоксильная группа напрямую соединяется с ароматической углеводородной группой, содержащей от 6 до 30 атомов углерода, такого как терефталевая кислота, изофталевая кислота, щавелевая кислота, янтарная кислота, адипиновая кислота, додекановая дикислота, фумаровая кислота, малеиновая кислота, 1,4-циклогександикарбоновая кислота, 5-натрийсульфоизофталевая кислота, 3,5-дикарбоновая кислота, тетраметилфосфониевая соль бензолсульфоновой кислоты, 1,4-циклогександикарбоновая кислота или 2,6-нафталиндикарбоновая кислота, или с такими мономерами, в которых карбоксильная группа этерифицирована низшим спиртом.
Форполимер ароматического сложного полиэфира получают поликонденсацией мономера, в котором гидроксильная группа напрямую соединяется с ароматической углеводородной группой, содержащей от 6 до 30 атомов углерода, такого как бисфенол A, и мономера, в котором карбоксильная группа напрямую соединяется с ароматической углеводородной группой, содержащей от 6 до 30 атомов углерода, такого как терефталевая кислота.
Форполимер алифатического полиамида получают поликонденсацией мономера, в котором аминогруппа напрямую соединяется с алифатической углеводородной группой, содержащей от 2 до 30 атомов углерода, такого как гексаметилендиамин, и мономера, в котором карбоксильная группа напрямую соединяется с алифатической углеводородной группой, содержащей от 1 до 30 атомов углерода, такого как адипиновая кислота.
Форполимер алифатического ароматического полиамида получают поликонденсацией мономера, в котором аминогруппа напрямую соединяется с алифатической углеводородной группой, содержащей от 2 до 30 атомов углерода, такого как гексаметилендиамин, и мономера, в котором карбоксильная группа напрямую соединяется с ароматической углеводородной группой, содержащей от 6 до 30 атомов углерода, такого как терефталевая кислота.
Форполимер ароматического полиамида получают поликонденсацией мономера, в котором аминогруппа напрямую соединяется с ароматической углеводородной группой, содержащей от 6 до 30 атомов углерода, такого как парафенилендиамин, и мономера, в котором карбоксильная группа напрямую соединяется с ароматической углеводородной группой, содержащей от 6 до 30 атомов углерода, такого как терефталевая кислота.
Форполимер алифатического поликарбоната получают поликонденсацией мономера, в котором гидроксильная группа напрямую соединяется с алифатической углеводородной группой, содержащей от 2 до 30 атомов углерода, такого как 1,6-гександиол, и мономера, в котором феноксигруппа присоединяется к обеим сторонам карбоксильной группы, такого как дифенилкарбонат.
Форполимер алифатического ароматического поликарбоната получают поликонденсацией мономера, в котором гидроксильная группа напрямую соединяется с алифатической углеводородной группой, содержащей от 2 до 30 атомов углерода, такого как 1,6-гександиол, мономера, в котором гидроксильная группа напрямую соединяется с ароматической углеводородной группой, содержащей от 6 до 30 атомов углерода, такого как бисфенол A, и мономера, в котором феноксигруппа присоединяется к обеим сторонам карбоксильной группы, такого как дифенилкарбонат.
Что касается всех вышеуказанных форполимеров, то примеры форполимеров включают также форполимеры, полученные предварительной сополимеризацией форполимера с полиалкиленгликолем, таким как полиэтиленгликоль, полипропиленгликоль или политетраметиленгликоль.
Для подробного описания способа получения вышеуказанных форполимеров можно обратиться, например, к "Polymer Synthesis, vol. 1, second edition", 1992 (Academic Press, Inc.).
Степень полимеризации форполимера, подходящая для настоящего изобретения, может быть определена на основе вязкости расплава, которая предпочтительно находится в интервале от 60 до 100000 пуаз, полученной из оценки в условиях скорости сдвига 1000 с-1 и температуры, при которой проводится полимеризация в полимеризационном реакторе по настоящему изобретению. Когда устанавливается вязкость расплава в 60 пуаз или больше, можно предотвратить интенсивное вспенивание и рассеивание форполимера, выгружаемого через отверстия в перфорированной пластине полимеризационного реактора. С другой стороны, когда устанавливается вязкость расплава 100000 пуаз или ниже, полимеризация идет быстро, так как побочные продукты реакции можно эффективно удалять из системы. Вязкость расплава предпочтительно находится в интервале от 100 до 50000 пуаз, более предпочтительно от 200 до 10000 пуаз, особенно предпочтительно от 300 до 5000 пуаз. В настоящем изобретении предпочтителен форполимер, имеющий такую относительно высокую степень полимеризации, так как полимеризацию можно провести с большим количеством пузырьков в полимере и в результате можно значительно повысить скорость полимеризации.
(C) Описание модификатора полимера
Тип модификатора полимера особо не ограничен, и модификатор полимера может быть жидким при температуре ниже температуры полимеризации полимера или может содержать мелкие твердые частицы при температуре ниже температуры полимеризации полимера. Модификатор полимера может быть химически активен к полимеру с образованием химической связи или может быть неактивным к полимеру. Модификатор может оказывать каталитическое действие, чтобы промотировать реакцию поликонденсации, или оказывать ингибирующее действие на активность катализатора полимеризации, содержащегося в форполимере.
Конкретные примеры модификаторов включают полиалкиленгликоли, такие как полиэтиленгликоль, полипропиленгликоль и политетраметиленгликоль, которые способны соединяться с поликонденсационным полимером и придают легкость окрашивания, гибкость, звукоизолирующие свойства и антистатические свойства; полиолефины, такие как полиэтилен и полипропилен, которые оказывают активирующее действие на кристаллизацию, придают свойства скольжения и высокую текучесть расплава, и полиолефины, концевая группа которых модифицирована так, чтобы быть способной соединяться с поликонденсационным полимером; мелкие частицы неорганических или органических веществ, такие как мелкие частицы талька, окиси кремния или оксида металла, или порошок многослойного органического соединения, которые придают механические свойства, улучшение блеска формованных изделий, газонепроницаемость, поглощение кислорода, противобактериальную активность и огнестойкость, и частицы, в которые введена функциональная группа, способная соединяться с поликонденсационным полимером; соединения металлов, содержащие титан, германий, сурьму, олово, алюминий или кобальт, которые оказывают каталитическое действие на полимеризацию и улучшают цвет; соединения, содержащие фосфор, серу или галоген, которые ингибируют активность катализатора полимеризации, содержащегося в форполимере, чтобы подавить термическую деструкцию или образование олигомеров; и другие известные добавки, такие как матирующие вещества, термостабилизаторы, огнезащитные составы, антистатики, красители, пигменты, противовспениватели, ортохроматические вещества, антиоксиданты, поглотители ультрафиолета, инициаторы кристаллизации, добавки для придания блеска и улавливатели примесей и остаточных мономеров.
Эти модификаторы могут быть введены как есть или после смешения с форполимером или с маслом или полиэтиленом, что облегчает распределение по любой зоне перфорированной пластины. Они могут быть введены по отдельности через каждую зону или в комбинации через одну и ту же зону.
(D) Описание полимеризационного реактора
Теперь, что касается полимеризационного реактора по настоящему изобретению, вышеуказанный форполимер вводится в расплавленном состоянии в полимеризационный реактор, выпускается через отверстия перфорированной пластины и затем при пониженном давлении проводится поликонденсация в расплаве при одновременном опускании форполимера вдоль опоры.
(D-1) Перфорированная пластина
Перфорированная пластина означает пластину, имеющую множество отверстий. Применение перфорированной пластины предотвращает неоднородность потока и локального времени пребывания форполимера в реакторе, давая высококачественный, однородный полимер. Перфорированная пластина имеет две или более зоны, и любой форполимер и/или модификатор полимера могут быть введены в любом количестве через каждую зону для проведения полимеризации.
Что касается структуры перфорированной пластины, то толщина пластины особо не ограничивается, но обычно она составляет от 0,1 до 300 мм, предпочтительно от 1 до 200 мм, более предпочтительно от 5 до 150 мм. Перфорированная пластина должна выдерживать давление в отделении подачи расплавленного форполимера. И в случае, когда опора в полимеризационной камере прикреплена к перфорированной пластине, пластина должна иметь достаточную прочность, чтобы удерживать массу опоры и падающего расплавленного форполимера. Предпочтительным вариантом может быть перфорированная пластина, упрочненная ребрами жесткости или им подобным.
Форма отверстий в перфорированной пластине обычно выбирается из круга, эллипса, треугольника, щели, многоугольника и звезды. Отверстие обычно имеет площадь сечения от 0,01 до 100 см2, предпочтительно от 0,05 до 10 см2 и особенно предпочтительно от 0,1 до 5 см2. Форма и сечение могут быть изменены в каждой зоне в зависимости от вида подаваемых материалов. Кроме того, к отверстиям могут быть присоединены насадки или тому подобное.
Расстояние между отверстиями, то есть расстояние между центрами отверстий, обычно составляет от 1 до 500 мм, предпочтительно от 10 до 100 мм. Отверстие в перфорированной пластине может быть сквозным отверстием или отверстием с трубкой. Отверстие может также быть коническим отверстием. Предпочтительно, чтобы размер и форма отверстия задавались так, чтобы падение давления, когда форполимер проходит через перфорированную пластину, составляло от 0,1 до 50 кг/см2. Что касается положения отверстий, относящихся к каждой зоне, то в зависимости от цели они могут быть распределены случайным образом, размещаясь поочередно или размещаясь периодически по радиусу или по периметру концентрических кругов, располагаясь поочередно или периодически в структуре решетки, размещаться вместе в каждой зоне или размещаться несколькими группами в каждой зоне.
Число отверстий на перфорированной пластине особо не ограничено и является разным в зависимости от таких условий, как температура реакции или давление, количество катализатора и диапазон молекулярной массы полимеризуемых материалов. Обычно, когда полимер получается с производительностью, например 100 кг/ч, необходимое число отверстий составляет от 10 до 105, более предпочтительно от 50 до 104, еще более предпочтительно от 102 до 103. Число зон особо не ограничено и обычно составляет от 2 до 100, более предпочтительно от 2 до 50, еще более предпочтительно от 2 до 10, принимая во внимание стоимость оборудования. Число отверстий, относящихся к каждой зоне, особо не ограничено и обычно составляет от 1 до 104, более предпочтительно от 1 до 103, еще более предпочтительно от 1 до 102, принимая во внимание стоимость оборудования. Число отверстий, относящихся к каждой зоне, может быть одинаковым или разным.
Обычно материал перфорированной пластины предпочтительно является металлом, таким как нержавеющая сталь, углеродистая сталь, хастеллой, никель, титан, хром и другие типы сплавов.
Примеры способов выпуска форполимера через вышеуказанную перфорированную пластину включают способ, дающий форполимеру возможность падать через жидкостную головку или под действием собственной массы, и способ с приложением давления и выдавливания с применением насоса или подобного. Для подавления колебания в количестве падающего форполимера предпочтителен способ выдавливания форполимера с использованием насоса, имеющего возможность измерения, такого как шестеренчатый насос.
В канале, находящемся по схеме выше перфорированной пластины, предпочтительно устанавливают фильтр. Такой фильтр может устранить посторонние вещества, которые забивают отверстия в перфорированной пластине. Соответствующим образом выбирается фильтр, который может устранить посторонние вещества крупнее, чем диаметр отверстий в перфорированной пластине, и такие, которые не разбиваются при прохождении форполимера.
(D-2) Опора
Форполимер, выпускаемый через отверстия перфорированной пластины, опускается вдоль опоры. Примеры конкретных конструкций опоры включают опоры в форме проволоки, в форме цепи или решетчатой формы (проволочная сетка), в которой объединяются материалы проволочной формы, опоры в форме пространственной решетки, в которой материалы проволочной формы объединяются в форму, подобную гимнастическому снаряду «джунгли» для детей, опоры в форме плоской или изогнутой тонкой пластинки и в форме перфорированной пластины. Кроме того, для эффективного удаления побочного продукта реакции или примесей, образованных в результате термической деструкции в процессе полимеризации, предпочтительно, чтобы площадь поверхности опускающейся смолы увеличивалась и активно вызывалось перемешивание и обновление поверхности путем предоставления форполимеру возможности опускаться вдоль опоры, имеющей шероховатости в направлении опускания форполимера. Предпочтительна также опора, имеющая конструкцию, которая задерживает опускание смолы, например опора в форме проволоки, имеющая шероховатости в направлении опускания смолы. Эти опоры могут применяться в комбинации или быть размещены надлежащим образом в зависимости от вида материалов, поступающих из каждой зоны перфорированной пластины. В зависимости от цели опора может быть размещена так, чтобы потоки материалов, поступающие из каждой зоны перфорированной пластины, не объединялись на опоре, чтобы потоки материалов, поступающие из каждой зоны перфорированной пластины, объединялись на опоре, или чтобы часть потоков материалов, поступающих из каждой зоны перфорированной пластины, объединялась на опоре.
Термин «проволочная форма» означает материал, имеющий чрезвычайно большое отношение средней длины наружных окружностей сечений к длине в направлении, вертикальном сечениям. Площадь сечения особо не ограничивается, но обычно она составляет от 10-3 до 102 см2, предпочтительно от 10-3 до 101 см2 и особенно предпочтительно от 10-2 до 1 см2. Форма сечения особо не ограничивается, но обычно она выбирается из круга, эллипса, треугольника, четырехугольника, многоугольника и звезды. Форма сечения может быть одинаковой или разной в направлении длины. Проволока может также быть полой проволокой. Проволока включает единственную проволоку и объединенную проволоку, полученную скручиванием нескольких проволок. Поверхность проволоки может быть гладкой, неровной или может иметь выступы на некоторых участках.
Термин «цепная форма» означает материал, полученный соединением колец, сделанных из вышеописанного материала проволочной формы. Кольцо может быть в форме круга, эллипса, прямоугольника или квадрата. Кольца могут соединяться одномерно, двухмерно или трехмерно.
Термин «решетчатая форма (форма проволочной сетки)» означает материал, образованный объединением вышеописанного материала проволочной формы в виде решетки. Объединяемая проволока может включать как линейную проволоку, так и изогнутую проволоку. Комбинацию углов можно выбирать по желанию. Когда решетчатая форма (форма проволочной сетки) проецируется от вертикального направления на плоскость, отношение площади материала к объему особо не ограничено. Однако обычно доля площади составляет от 1:0,5 до 1:1000, предпочтительно от 1:1 до 1:500, особенно предпочтительно от 1:5 до 1:100. Эта доля площади предпочтительно одинакова в горизонтальном направлении. Доля площади предпочтительно одинакова, или доля пространства может увеличиваться в нижней части в вертикальном направлении.
Термин «форма пространственной решетки» означает материал, полученный трехмерным объединением материалов проволочной формы в форму пространственной решетки, подобно так называемому гимнастическому снаряду «джунгли». Проволоки, которые объединяются, могут быть как линейной проволокой, так и изогнутой проволокой. Комбинация углов может выбираться по желанию.
Термин «форма проволоки, имеющей шероховатости в направлении опускания форполимера», означает материал, полученный прикреплением планок с круговым или многоугольным сечением перпендикулярно проволоке, или материал, полученный прикреплением дисков или цилиндров к проволоке. Шаг между полученными впадинами и выступами предпочтительно составляет 5 мм или больше. Конкретными примерами такой формы может быть проволока с прикрепленными дисками, где проволока протыкает центр дисков, имеющих диаметр на 5 мм или больше и на 100 мм или меньше, чем диаметр проволоки дисков, имеющих толщину от 1 до 50 мм и с интервалом между дисками от 1 до 500 мм.
Отношение объема опоры, установленной в реакторе, к внутреннему объему реактора особо не ограничено. Это отношение обычно составляет от 1:0,5 до 1:107, предпочтительно от 1:10 до 1:106, особенно предпочтительно от 1:50 до 1:105. Отношение объема опоры к внутреннему объему реактора предпочтительно одинаковое в горизонтальном направлении. Отношение предпочтительно постоянно, или доля внутреннего объема реактора может увеличиваться в нижней части в вертикальном направлении.
Могут быть установлены единственная опора или несколько опор, и они могут соответствующим образом выбираться в зависимости от формы. В случае опоры в виде проволоки или «цепной» опоры, число опор обычно составляет от 1 до 105, предпочтительно от 3 до 104. В случае «решетчатой формы», формы «двумерно связанной цепи», формы «тонкой пластины» или формы «перфорированной пластины», число опор обычно составляет от 1 до 104, предпочтительно от 2 до 103. В случае опоры в форме «пространственно-связанных цепей» или опоры в форме «пространственной решетки», выбор того, использовать ли одну опору или разделить опору с образованием нескольких опор, можно сделать соответствующим образом в зависимости от размера устройства, места, где установлена опора, и тому подобное.
Когда используется несколько опор, предпочтительно, чтобы соответствующим образом использовался разделитель или ему подобное, чтобы опоры не контактировали друг с другом.
Материал опоры особо не ограничен и обычно выбирается из нержавеющей стали, углеродистой стали, хастеллоя и титана. При необходимости проволока может быть подвергнута обработке поверхности, такой как покрытие металлом, облицовка, пассивация или очистка травлением в кислоте.
В настоящем изобретении форполимер обычно подается на единственную опору через одно или более отверстий в перфорированной пластине, и число отверстий может быть подходящим образом выбрано в зависимости от формы опоры. Далее, форполимер, который прошел через отверстие, может опускаться вдоль множества опор. В зависимости от цели, форполимер можно подавать на опору через отверстия в нескольких зонах перфорированной пластины или можно подавать на две или более опоры через отверстия одной зоны перфорированной пластины.
Положение опоры особо не ограничено, пока форполимер может опускаться вдоль опоры. Способ крепления опоры к перфорированной пластине может быть соответственно выбран исходя из случая, когда опора расположена так, чтобы проходить сквозь отверстия перфорированной пластины, и случая, когда опора расположена под отверстиями перфорированной пластины, так что она не проходит сквозь отверстия.
Длина опускания вдоль опоры прошедшего через отверстия форполимера предпочтительно составляет от 0,5 до 50 м, более предпочтительно от 1 до 20 м, еще более предпочтительно от 2 до 10 м.
(D-3) Выпускное отверстие
Полимеризационный реактор может иметь одно выпускное отверстие или два или более выпускных отверстий. Когда имеется два или более выпускных отверстий, полимер, опускающийся вдоль двух или более опор, может выгружаться из одного выпускного отверстия, полимер, опускающийся вдоль одной опоры, может выгружаться через два или более выпускных отверстий, или полимер, опускающийся вдоль двух или более опор, может выгружаться через два или более выпускных отверстий.
(D-4) Нагревательное устройство
Температуру полимеризации можно соответствующим образом подбирать путем регулирования температуры нагревателя или нагревательной рубашки, покрывающей опору, расположенной вдоль стены полимеризационного реактора, или путем помещения нагревателя или теплоносителя внутри опоры и регулирования их температуры.
(D-5) Декомпрессор
Степень разрежения в полимеризационном реакторе можно соответствующим образом устанавливать путем регулирования степени декомпрессии, соединяя вентиляционное отверстие, сделанное в любом месте полимеризационного реактора, с вакуумной линией. Побочные продукты полимеризации, примеси, образованные при термической деструкции в ходе полимеризации, и инертный газ, вводимый по необходимости в полимеризационный реактор в малых количествах, выводятся через вентиляционное отверстие.
(D-6) Устройство для загрузки инертного газа
Когда инертный газ вводят непосредственно в полимеризационный реактор, газ может быть введен через отверстие для ввода, сделанное в любом месте полимеризационного реактора. Желательно, чтобы отверстие для ввода инертного газа располагалось на удалении от перфорированной пластины, но близко к каналу для выпуска полимера. Желательно также, чтобы загрузочное отверстие располагалось на удалении от вентиляционного отверстия.
Альтернативно, доступен также способ, позволяющий инертному газу поглощаться форполимером и/или заранее находиться в форполимере. В этом случае устройство для подачи инертного газа располагается по потоку выше полимеризационного реактора по настоящему изобретению.
Например, можно применять способ с использованием известного абсорбционного устройства в качестве устройства для подачи инертного газа, такого как абсорбционное устройство типа башни с насадкой, абсорбционное устройство пластинчатого типа или абсорбционное устройство типа башни с распылительным орошением, описанное в Kagaku Sochi Sekkei/Sosa Series No. 2, Kaitei Gasu Kyushu, pp. 49 to 54 (March 15, 1981, published Kagaku Kogyo Co., Ltd.), и способ закачивания инертного газа в трубу, транспортирующую форполимер. Наиболее предпочтительным является способ с применением устройства для абсорбции инертного газа, в котором форполимер одновременно опускается вдоль опоры в атмосфере инертного газа. В этом способе инертный газ, имеющий давление выше, чем давление в полимеризационном реакторе, вводится в устройство для поглощения инертного газа. Давление в этом случае предпочтительно составляет от 0,01 до 1 МПа, более предпочтительно от 0,05 до 0,5 МПа, еще более предпочтительно от 0,1 до 0,2 МПа.
(E) Описание способа полимеризации
Авторы настоящего изобретения обнаружили, что при полимеризации форполимера с вязкостью расплава в вышеуказанном диапазоне, с использованием вышеуказанного полимеризационного реактора при описываемых ниже температуре полимеризации и степени уменьшения давления можно предотвратить рассеивание форполимера из-за интенсивного вспенивания, которое происходит сразу под перфорированной пластиной, и можно предотвратить ухудшение качества полимера в результате загрязнения поверхности насадки и стенок полимеризационного реактора, и, кроме того, полимер, опускающийся вдоль опоры, содержит большое количество пузырьков, площадь поверхности полимера повышается, и полимер скатывается вдоль опоры в виде пузырьков. Одновременно было установлено существенное повышение скорости полимеризации и улучшение цвета полимера.
Считается, что такое существенное повышение скорости полимеризации вызвано совместным влиянием эффекта увеличения площади поверхности из-за большого количества имеющихся пузырьков и эффекта обновления поверхности из-за пластифицирующего действия пузырьков. Кроме того, пластифицирующее действие пузырьков сделало также возможным улучшение цвета полимера благодаря уменьшению времени пребывания полимера в полимеризационном реакторе и облегчение выгрузки полимера с высокой степенью полимеризации и высокой вязкостью из полимеризационного реактора.
Чтобы получить высококачественный полимер с высокой степенью полимеризации, разработаны тонкопленочные реакторы полимеризации в расплаве типа обычных реакторов с падением под действием силы тяжести, такие как колонна с орошаемыми стенками, для полимеризации на начальной стадии реакции форполимера, имеющего степень полимеризации намного ниже, чем у форполимера, используемого в способе по настоящему изобретению, при повышенной температуре и с меньшим временем пребывания по сравнению со способом по настоящему изобретению. Согласно обычным техническим знаниям, когда полимеризация в расплаве форполимера с высокой степенью полимеризации, как в способе по настоящему изобретению, проводится в непрерывном режиме, прогрессирует окрашивание форполимера и увеличивается время падения по полимеризационному реактору. Таким образом, получение высококачественного полимера было немыслимым.
В этой ситуации, в настоящем изобретении диапазон вязкости расплава форполимера устанавливается относительно высоким в противоположность традиционным техническим знаниям, описанным выше. Далее, как будет описано ниже, температура полимеризации устанавливается относительно низкой, что противоречит традиционным техническим знаниям. Авторы настоящего изобретения нашли, что вышеуказанные установки позволяют контролировать условия вспенивания полимера, и обнаружили неожиданный эффект, заключающийся в том, что при низких температурах можно значительно повысить скорость полимеризации и легко выгрузить полимер с высокой степенью полимеризации.
(E-1) Температура полимеризации
Температура реакции поликонденсации предпочтительно не ниже температуры плавления кристаллов поликонденсационного полимера минус 10°C и не выше температуры плавления кристаллов +60°C. Устанавливая температуру реакции не ниже температуры плавления кристаллов -10°C, можно избежать затвердения реагентов и повышения времени реакции. Устанавливая температуру реакции не выше температуры плавления кристаллов +60°C, можно предотвратить термическую деструкцию и можно получить полимер, имеющий отличный цвет. Более предпочтительно, температура реакции не ниже температуры плавления кристаллов -5°C и не выше температуры плавления кристаллов +40°C, еще более предпочтительно не ниже температуры плавления кристаллов и не выше температуры плавления кристаллов +30°C. Такая относительно низкая температура реакции предпочтительна в настоящем изобретении, так как полимер стремится удержать большое количество пузырьков, и в результате можно значительно увеличить скорость полимеризации.
Здесь температура плавления кристаллов означает максимальную температуру в эндотермическом пике, выведенную из измерения плавления кристаллов на калориметре Pyris 1 DSC (дифференциальная сканирующая калориметрия с компенсацией мощности), производства Perkin Elmer, Inc., в описываемых ниже условиях. Максимальная температура определяется с помощью приложенной программы анализа.
Измерение температуры: 0-300°C
Скорость повышения температуры: 10°C/мин
(E-2) Давление полимеризации
Реакцию поликонденсации в расплаве по настоящему изобретению необходимо проводить при пониженном давлении, чтобы полимер содержал большое количество пузырьков. Степень разрежения подбирается соответствующим образом в зависимости от состояния возгонки форполимера или продуктов реакции поликонденсации или от скорости реакции. Степень разрежения предпочтительно составляет 50000 Па или ниже, более предпочтительно 10000 Па или ниже, еще более предпочтительно 1000 Па или ниже и особенно предпочтительно 500 Па или ниже. Нижний предел особо не ограничен, но, имея в виду шкалу оборудования для снижения давления в полимеризационном реакторе, давление предпочтительно составляет 0,1 Па или выше.
Кроме того, предпочтительно также вводить в полимеризационный реактор небольшое количество инертного газа, который не влияет на реакцию поликонденсации, при пониженном давлении, чтобы вместе с инертным газом удалять побочные продукты, образованные в результате полимеризации, или примеси, образованные при термической деструкции в процессе полимеризации.
Понятно, что инертный газ вводится в полимеризационный реактор, чтобы уменьшить парциальное давление побочных продуктов, образованных в результате полимеризации, и сдвинуть равновесие, чтобы эффективно промотировать реакцию. Однако в настоящем изобретении количество вводимого инертного газа чрезвычайно мало, и, таким образом, эффекта повышения скорости полимеризации за счет снижения парциального давления вряд ли можно ожидать. Таким образом, роль инертного газа нельзя объяснить на основе обычных знаний.
Исследования авторов настоящего изобретения выявили, что введение инертного газа в полимеризационный реактор вызывает интенсивное вспенивание форполимера, опускающегося вдоль опоры в расплавленном состоянии, площадь поверхности форполимера значительно повышается, и состояние обновления поверхности значительно улучшается. Хотя принцип неизвестен, предполагается, что изменения состояния форполимера внутри и на поверхности вызывают существенное повышение скорости полимеризации.
В качестве вводимого инертного газа подходящим является газ, не оказывающий такого отрицательного действия, как окрашивание, денатурация и разложение смолы, и примеры такого газа включают азот, аргон, гелий, диоксид углерода, низшие углеводородные газы и смеси этих газов. Более предпочтительным инертным газом является азот, аргон, гелий или диоксид углерода, из них особенно предпочтителен азот, так как он легко доступен.
В настоящем изобретении количество вводимого инертного газа может быть очень небольшим, и предпочтительно оно составляет от 0,05 до 100 мг на 1 г полимера, выгружаемого из полимеризационного реактора. Когда количество инертного газа составляет 0,05 мг или больше на 1 г полимера, выгружаемого из полимеризационного реактора, вспенивание смолы достаточное, и эффект улучшения степени полимеризации усиливается. С другой стороны, когда количество инертного газа составляет 100 мг или меньше, можно легко повысить степень разрежения. Более предпочтительно количество инертного газа составляет от 0,1 до 50 мг, особенно предпочтительно от 0,2 до 10 мг на 1 г полимера, выгружаемого из полимеризационного реактора.
Примеры способов введения инертного газа включают способ непосредственного введения инертного газа в полимеризационный реактор, способ, в котором инертный газ сначала поглощается форполимером и/или содержится в форполимере, и поглощенный и/или содержащийся газ высвобождается из форполимера при пониженном давлении, чтобы войти в полимеризационный реактор, и способ с использованием этих способов в комбинации. Термин «поглощает» означает здесь, что инертный газ растворен в полимере и не находится в виде воздушных пузырьков, а термин «содержится» означает, что инертный газ присутствует в виде воздушных пузырьков. Когда инертный газ присутствует в виде воздушных пузырьков, то чем меньше размер воздушных пузырьков, тем лучше. Средний диаметр пузырьков предпочтительно составляет 5 мм или меньше, и более предпочтительно 2 мм или меньше.
(E-3) Время полимеризации
Время полимеризации означает полное время опускания полимера вдоль опоры и время нахождения полимера внизу полимеризационного реактора. Время полимеризации предпочтительно составляет от 10 секунд до 100 часов, более предпочтительно от 1 минуты до 10 часов, еще более предпочтительно от 5 минут до 5 часов, особенно предпочтительно от 20 минут до 3 часов.
В настоящем изобретении может быть использован способ выгрузки всего полимера, заполимеризованного из форполимера, из полимеризационного реактора за один проход, или способ, в котором часть полученного полимера циркулирует и снова вводится в полимеризационный реактор; и предпочтительным является способ выгрузки всего полимера за один проход. В случае циркуляции предпочтительно, чтобы температура была пониженной и уменьшено время пребывания внизу или в линии циркуляции полимеризационного реактора, чтобы подавить термическую деструкцию в этих зонах.
(E-4) Скорость полимеризации
Полимеризационный реактор по настоящему изобретению отличается тем, что в случае опоры в виде проволоки производительность полимеризации может быть повышена пропорционально числу опор, находящихся в полимеризационном реакторе, и, таким образом, легко можно запроектировать увеличение мощности производства.
В случае опоры в виде проволоки, скорость течения форполимера по опоре предпочтительно составляет от 10-2 до 102 л/ч. Когда скорость течения находится в этом диапазоне, обеспечивается достаточная производительность, и скорость полимеризации может быть значительно увеличена. Более предпочтительно скорость течения находится в диапазоне от 0,1 до 50 л/ч.
В случае опоры, в которой проволока объединена, такой как опора решетчатой формы (формы проволочной сетки), скорость течения форполимера предпочтительно находится в интервале от 10-2 до 102 л/ч, более предпочтительно от 0,1 до 50 л/ч на проволочную структуру, образующую опору, в вертикальном направлении.
В случае опоры в форме тонкой пластины, которая не имеет структуры объединенной проволоки, скорость течения форполимера предпочтительно находится в интервале от 10-2 до 102 л/ч, более предпочтительно от 0,1 до 50 л/ч на отверстие перфорированной пластины, через которую форполимер подается на опору.
(E-5) Модификатор молекулярной массы
В настоящем изобретении форполимер может реагировать с любым количеством модификатора молекулярной массы, согласно потребности, на любом этапе до введения форполимера в полимеризационный реактор по настоящему изобретению. Авторы настоящего изобретения обнаружили, что скорость опускания форполимера вдоль опоры может быть радикально изменена при изменении молекулярной массы форполимера, вводимого в полимеризационный реактор по настоящему изобретению, и что таким изменением можно регулировать время пребывания в полимеризационном реакторе и можно легко и широко регулировать качество, такое как степень полимеризации полученной смолы и ее объем производства.
Кроме того, когда, например, форполимер переводится в полимеризационный реактор по настоящему изобретению с процесса приготовления форполимера, то делая перекачивающий трубопровод разветвленным так, чтобы форполимер мог быть введен в каждую зону перфорированной пластины полимеризационного реактора по настоящему изобретению, и вводя модификатор молекулярной массы в разветвленную трубу, ведущую к зоне перфорированной пластины, можно одновременно получить множество полимеров, имеющих разную степень полимеризации, и полимер, имеющий широкое молекулярно-массовое распределение, как описывается далее.
В качестве модификатора молекулярной массы можно использовать агент снижения молекулярной массы или агент повышения молекулярной массы. В настоящем изобретении применение модификатора молекулярной массы делает возможным широкий контроль качества, такого как степень полимеризации и объем производства поликонденсационного полимера, что было невозможным для традиционного способа полимеризации.
Например, когда используется агент снижения молекулярной массы, степень полимеризации поликонденсационного полимера, полученного в полимеризационном реакторе по настоящему изобретению, может быть значительно снижена только добавлением относительно небольшого количества агента снижения молекулярной массы. Это происходит потому, что повышение скорости опускания форполимера вдоль опоры вызывает эффект уменьшения времени реакции, в дополнение к эффекту от самого агента снижения молекулярной массы. Тот факт, что степень полимеризации полученного поликонденсационного полимера может быть значительно снижена, означает, что может быть значительно снижен объем производства.
В отличие от этого, поскольку в обычных способах полимеризации доступен только эффект от агента снижения молекулярной массы, степень полимеризации поликонденсационного полимера снижается только до степени, соответствующей добавленному количеству агента снижения молекулярной массы. По этой причине необходимо добавлять большое количество агента снижения молекулярной массы, чтобы тщательно устанавливать молекулярную массу, и это вызывает проблемы с работой, стоимостью и качеством продуктов. С другой стороны, когда используется агент повышения молекулярной массы, степень полимеризации поликонденсационного полимера, полученного в полимеризационном реакторе по настоящему изобретению, может быть значительно повышена только добавлением относительно небольшого количества агента повышения молекулярной массы. Это происходит потому, что снижение скорости опускания форполимера вдоль опоры вызывает эффект повышения времени реакции, в добавление к эффекту от самого агента повышения молекулярной массы. Тот факт, что степень полимеризации полученного поликонденсационного полимера может быть значительно повышена, означает, что может быть значительно повышен объем производства. Напротив, поскольку в обычных способах полимеризации доступен только эффект от агента повышения молекулярной массы, степень полимеризации поликонденсационного полимера повышается только до степени, соответствующей добавленному количеству агента повышения молекулярной массы. По этой причине необходимо добавлять большое количество агента повышения молекулярной массы, чтобы тщательно устанавливать молекулярный вес, и это вызывает проблемы с работой, стоимостью и качеством продуктов.
Кроме того, когда молекулярный вес форполимера, подаваемого с процесса приготовления форполимера, колеблется, колебания необходимо обнаруживать, и на основе результата обнаружения в форполимер можно добавлять модификатор молекулярной массы на стадии до введения форполимера в полимеризационный реактор. Тем самым колебания молекулярной массы уменьшаются и в полимеризационный реактор может быть введен форполимер с небольшими отклонениями в молекулярной массе.
Модификатор молекулярной массы может реагировать с форполимером на любом этапе до введения форполимера в полимеризационный реактор. Реакция может быть проведена в отдельном реакторе. Альтернативно, модификатор молекулярной массы может быть введен в трубопровод, перекачивающий форполимер, чтобы вызвать реакцию в трубе. Предпочтителен также способ облегчения смешения и реакции модификатора молекулярной массы путем применения мешалки, содержащей движущие детали, такие как экструдер или статический смеситель.
В качестве агента понижения молекулярной массы, в зависимости от вида полимера, соответствующим образом можно применять известный агент, используемый для деполимеризации или снижения молекулярной массы полимера. Исходные мономеры, описанные выше (B), форполимеры с более низкой молекулярной массой или соединения, получаемые одновременно в реакции поликонденсации, также могут использоваться в качестве агента понижения молекулярной массы.
Например, когда поликонденсационный полимер является полиэфирной смолой, подходящим является соединение или смесь двух или более соединений, выбранных из соединений, в которых 2 или менее гидроксильные группы напрямую соединяются с алифатической углеводородной группой, содержащей от 1 до 30 атомов углерода, таких как этиленгликоль, 1,3-пропандиол, 1,4-бутандиол, неопентилгликоль, 1,6-гексаметиленгликоль, 1,4-циклогександиол, метанол, этанол, пропанол, бутанол и бензиловый спирт; алкиленгликоли, такие как диэтиленгликоль, триэтиленгликоль, тетраэтиленгликоль, дипропиленгликоль и трипропиленгликоль; вода; соединений, в которых 2 или менее карбоксильные группы напрямую соединяются с ароматической углеводородной группой, содержащей от 6 до 30 атомов углерода, таких как терефталевая кислота, изофталевая кислота, нафталиндикарбоновая кислота, 5-натрийсульфоизофталевая кислота и 3,5-дикарбоновая кислота, тетраметилсфосфониевая соль бензолсульфоновой кислоты; соединений, в которых 2 или менее карбоксильные группы напрямую соединяются с алифатической углеводородной группой, содержащей от 1 до 30 атомов углерода, таких как муравьиная кислота, уксусная кислота, пропионовая кислота, масляная кислота, щавелевая кислота, янтарная кислота, адипиновая кислота, додекановая дикислота, фумаровая кислота, малеиновая кислота и 1,4-циклогександикарбоновая кислота; соединений, в которых гидроксильная группа и карбоксильная группа напрямую соединяются с алифатической углеводородной группой, содержащей от 1 до 30 атомов углерода, таких как молочная кислота и гликолевая кислота, и таких соединений, в которых карбоксильная группа этерифицирована низшим спиртом.
Когда поликонденсационный полимер является полиамидной смолой или поликарбонатной смолой, в качестве агента понижения молекулярной массы может использоваться исходный мономер, описанный выше (B), форполимер с более низкой молекулярной массой или соединение, получаемое одновременно в реакции поликонденсации. Кроме того, названные выше агенты снижения молекулярной массы для полиэфирной смолы могут применяться в качестве агента понижения молекулярной массы для полиамидной смолы или поликарбонатной смолы, или названные выше агенты снижения молекулярной массы для полиамидной смолы или поликарбонатной смолы могут применяться в качестве агента понижения молекулярной массы для полиэфирной смолы. Далее, подходящим является способ подавления повышения молекулярной массы путем ингибирования реакции поликонденсации добавлением соединения, которое ингибирует действие катализатора полимеризации, такого как вода или триметилфосфат, способ не только понижения молекулярной массы, но также подавления увеличения молекулярной массы путем добавления монофункционального или малоактивного соединения, которое может служить в качестве концевого агента блокирования реакции, или способ ингибирования реакции поликонденсации путем понижения температуры форполимера добавлением низкотемпературного форполимера или смешением части форполимера, доведенного до более низкой температуры в некоторой части, с остальным форполимером.
Агенты повышения молекулярной массы особо не ограничены, пока они оказывают влияние на увеличение молекулярной массы форполимера после добавления. Например, молекулярную массу можно повысить, добавляя более высокомолекулярный форполимер, взятый со стадии ближе к конечному продукту, добавляя коммерчески доступный высокомолекулярный полимер или высокомолекулярный полимер, полученный другим способом полимеризации, таким как твердофазная полимеризация, и проводя обменную реакцию. Более конкретно, подходящим является способ или комбинация двух или более способов, выбранных из способа повышения молекулярной массы путем реакции частичной сшивки, добавляя соединение, имеющее 3 или более функциональные группы, способное вызывать реакцию конденсации, такое как глицерин, пентаэритрит, сорбит, 1,2,4-бензолтрикарбоновая кислота или лимонная кислота; способ повышения молекулярной массы путем промотирования реакции поликонденсации, добавляя (или добавляя в количестве, большем, чем обычное количество) соединение, действующее в качестве катализатора полимеризации, содержащее титан, германий, сурьму, олово, алюминий или кобальт, такое как продукты гидролиза, полученные гидролизом оксида титана, тетрабутоксида титана, тетраизопропоксида титана, галогенированного соединения титана или алкоксида титана, продукты гидролиза, полученные гидролизом оксида германия, изопропоксида германия или алкоксида германия, оксид сурьмы, ацетат олова, 2-этилгексаноат олова, ацетат алюминия, пропионат алюминия, лактат алюминия, хлорид алюминия, гидроксид алюминия, карбонат алюминия, фосфат алюминия, этоксид алюминия, изопропоксид алюминия, ацетилацетонат алюминия и ацетат кобальта; и способ повышения молекулярной массы путем облегчения реакции поликонденсации, повышая температуру форполимера добавлением форполимера, нагретого до повышенной температуры, или смешением части форполимера, доведенного до повышенной температуры в некоторой части, с остальным форполимером.
(E-6) Другое
В настоящем изобретении, кроме введения при необходимости таких добавок, как стабилизатор, зародышеобразователь или пигмент, через вышеописанную перфорированную пластину полимеризационного реактора, их можно добавлять в смолу, используя одно- или двухшнековую мешалку или статический смеситель, установленный между полимеризационным реактором и формовочной машиной.
В настоящем изобретении различные добавки, например матирующие вещества, термостабилизаторы, огнезащитные составы, антистатики, противовспениватели, ортохроматические вещества, антиоксиданты, поглотители ультрафиолета, инициаторы кристаллизации, добавки для придания блеска и улавливатели примесей, могут, в зависимости от потребности, сополимеризоваться или смешиваться. Эти добавки можно добавлять на любой стадии.
В частности, подходящий стабилизатор предпочтительно добавляют в зависимости от полимеров, полимеризуемых в настоящем изобретении. В случае, например, полиэфирной смолы, предпочтительны пятивалентные и/или трехвалентные соединения фосфора или затрудненные фенольные соединения. Соединение фосфора добавляют так, чтобы массовая доля фосфора в полимере предпочтительно составляла от 2 до 500 ч/млн, более предпочтительно от 10 до 200 ч/млн. Примеры конкретных соединений предпочтительно включают триметилфосфит, ортофосфорную кислоту и фосфористую кислоту. Соединения фосфора являются предпочтительными, так как они могут подавлять окрашивание полимера и служат инициаторами кристаллизации.
Затрудненное фенольное соединение означает производное фенола, имеющее заместитель со стерическим затруднением в положении, смежном с гидроксильной группой фенола, и содержащее одну или более сложноэфирных связей в молекуле. Затрудненное фенольное соединение добавляют в пропорции предпочтительно от 0,001 до 1 мас.%, более предпочтительно от 0,01 до 0,2 мас.%, в расчете на массу полученного полимера.
Конкретные примеры таких соединений включают пентаэритрит тетракис[3-(3,5-ди-трет-бутил-4-гидроксифенил)пропионат], 1,1,3-трис(2-метил-4-гидрокси-5-трет-бутилфенил)бутан, октадецил-3-(3,5-ди-трет-бутил-4-гидроксифенил)пропионат и N,N'-гексаметилен бис(3,5-ди-трет-бутил-4-гидроксигидроциннамид). Использование этих стабилизаторов совместно является одним из предпочтительных способов.
Хотя эти стабилизаторы могут быть добавлены на любой стадии до формования, предпочтительно, чтобы фосфорное соединение было добавлено на начальной стадии реакции поликонденсации, а затрудненное фенольное соединение было добавлено на начальной стадии реакции поликонденсации или после выгрузки полученного полимера из полимеризационного реактора.
Далее, в настоящем изобретении может быть добавлен инициатор кристаллизации. В случае, например, полиэфирной смолы, предпочтительными являются соединение фосфора, металлическая соль органической кислоты и порошок полиолефиновой или другой смолы. Инициатор кристаллизации можно добавлять в полимер в пропорции предпочтительно от 2 до 1000 ч/млн, более предпочтительно от 10 до 500 млн.
Конкретные примеры инициаторов кристаллизации включают фосфаты, такие как 2,2'-метилен бис(4,6-ди-трет-бутилфенил)натрийфосфат и бис(4-трет-бутилфенил)натрийфосфат, сорбиты, такие как бис(п-метилбензилиден)сорбит, и соединения, содержащие металлический элемент, такие как бис(4-трет-бутилбензойная кислота)гидроксиалюминий. В частности, инициаторы кристаллизации предпочтительно применяются для заготовок бутылок из ПЭТ, горлышко которых кристаллизуется при нагреве, чтобы облегчить кристаллизацию и понизить температуру термокристаллизации.
Далее, в настоящем изобретении одним из предпочтительных способов является добавление улавливателя низкомолекулярных летучих примесей. В случае, например, ПЭТ в качестве примеси образуется ацетальдегид, и примеры улавливателей ацетальдегида включают полимеры или олигомеры полиамида или полиэфирамида и низкомолекулярные соединения, содержащие амидную группу или аминогруппу, такие как 2-аминобензамид. Конкретные примеры улавливателей включают такие полимеры, как полиамид, в том числе нейлон 6.6, нейлон 6 и нейлон 4.6, и полиэтиленимин, и продукт реакции N-фенилбензоламина и 2,4,4-триметилпентена, Irganox 1098® и Irganox 565® от Ciba Specialty Chemicals. Эти улавливатели предпочтительно добавляют после того, как полученный полимер выгружен из полимеризационного реактора, и до того, как он подается на формовочную машину.
(F) Описание способа формования
Полученный полимер гранулируют один раз, затем снова расплавляют и подвергают формовке или способом, в котором полимер переводят в формовочную машину в расплавленном состоянии и формуют, можно с малыми затратами получить формованные изделия повышенного качества.
В случае гранулирования желательно, чтобы гранулированный полимер равномерно экструдировали, используя экструдер с пониженными потерями. Чтобы получить такие гранулы, предпочтительно, чтобы расплавленный полимер экструдировали в виде стренги или листа, сразу помещали в охладитель, такой как вода, для охлаждения и резки. Температура охладителя предпочтительно составляет 60°C или ниже, более предпочтительно 50°C или ниже и еще более предпочтительно 40°C или ниже. В качестве охладителя предпочтительна вода ввиду ее экономической эффективности и простоты в обращении, и поэтому температура охладителя предпочтительно составляет 0°C или выше. Резку для гранулирования предпочтительно проводят после охлаждения смолы до 100°C или ниже в пределах 120 секунд после экструзии.
Когда полученный полимер переводят в формовочную машину в расплавленном состоянии и формуют, важно, чтобы полимер, выгруженный из полимеризационного реактора, переводили в формовочную машину и формовали при сохранении качества путем подавления снижения степени полимеризации, окрашивания и образования примесей при термической деструкции.
После гранулирования полимер требует высокой температуры нагревания при обработке в расплаве, особенно в случае высококристаллического полимера, и условия становятся жесткими, когда тепло образуется в результате сдвига, что приводит к проблеме ухудшения качества. Напротив, формованные изделия, полученные способом полимеризации и способом формования по настоящему изобретению, практически не страдают от ухудшения качества до и после обработки в расплаве. По-видимому, это происходит потому, что натекания воздуха из-за негерметичности, разрыва молекулярной цепи из-за сдвига или ухудшения смолы из-за пребывания в расплавленном состоянии практически не происходит, поскольку в способе полимеризации по настоящему изобретению полимеризация завершается при низкой температуре полимеризации за короткий срок, и полимеризационное устройство не имеет вращающегося приводного устройства или скопления смолы в корпусе, и поскольку на полимер не оказывает отрицательного действия влагопоглощение или окисление при подаче в устройство обработки расплава. Далее, по сравнению со способом формования после гранулирования можно избежать лишних стадий и затрат энергии на транспортировку и хранение гранул и сушку гранул перед формованием.
Чтобы перевести полимер, заполимеризованный способом полимеризации по настоящему изобретению, в формовочную машину в расплавленном состоянии и формовать полимер, необходимо перевести полимер, выгруженный из полимеризационного реактора, в формовочную машину и провести формование из расплава за короткое время при как можно более низкой температуре без отверждения полимера. Здесь «расплавленное состояние» означает, что полимер расплавлен нагреванием и находится в текучем состоянии, с вязкостью примерно 500000 Па·с или меньше.
Когда температура при переводе полученного полимера в формовочную машину и температура формовки не ниже температуры плавления кристаллов -10°C, возможна стабильная работа без заметного повышения вязкости или застывания. Когда устанавливается температура, не превышающая температуру плавления кристаллов +60°C, можно получить высококачественное формованное изделие с незначительным окрашиванием или незначительным образованием летучих примесей при термической деструкции. Температура предпочтительно находится в интервале от температуры плавления кристаллов до температуры, превышающей температуру плавления на 40°C, более предпочтительно от температуры плавления кристаллов до температуры, превышающей температуру плавления на 30°C, еще более предпочтительно от температуры плавления кристаллов до температуры, превышающей температуру плавления на 20°C, и особенно предпочтительно от температуры плавления кристаллов плюс один градус до температуры, превышающей температуру плавления на 15°C. Температуру можно устанавливать в таких пределах путем соответствующего регулирования температуры перекачивающего трубопровода, перекачивающего насоса и нагревателя или рубашки, покрывающей формовочную машину.
Время до формования предпочтительно не превышает 40 минут, более предпочтительно не превышает 20 минут и особенно предпочтительно не превышает 10 минут. Очевидно, чем короче время, тем лучше. Здесь время до формования означает период времени, за который расплавленный полимер выгружается из откачивающего насоса полимеризационного реактора и охлаждается не более чем до температуры, при которой полимер кристаллизуется в формовочной машине или имеет после выгрузки из формовочной машины. В случае непрерывного переноса по трубе можно использовать среднее время, рассчитываемое из объема трубы или подобного и скорости течения. Когда это время меняется, необходимо устанавливать время в пределах вышеописанного временного диапазона.
Что касается формовочной машины, то можно применять коммерчески доступную машину по формованию из гранул, как есть или после модификации. Поскольку в настоящем изобретении расплавленный полимер из полимеризационного реактора непосредственно направляется в формовочную машину, можно упростить или отказаться от механизма пластификации гранул, такого как червячный пластикатор расплава, который важен в обычных машинах по формованию из гранул. В результате, формовку можно проводить в условиях, когда образование тепла из-за сдвига, вызванное механизмом пластификации, мало и таким образом могут быть получены высококачественные формованные изделия.
Примеры формованных изделий, полученных вышеописанным способом, включают заготовки для отливки полых предметов, пленки, листы и гранулы. Эти изделия можно получать при использовании одной формовочной машины, или один и тот же тип изделий можно одновременно получать с использованием двух или более формовочных машин, или изделия нескольких типов можно одновременно получать с использованием двух или более формовочных машин.
Поскольку машина для литья под давлением работает с перерывами, когда используется множество машин для литья под давлением, циклы литья формовочных машин могут отставать друг от друга на постоянный интервал, чтобы усреднить производительность и сохранить постоянную интенсивность подачи, не позволяя полимеру, выгруженному из полимеризационного реактора, оставаться в трубе, соединяющей полимеризационный реактор и формовочную машину, на долгое время.
Далее, в случае, когда полимер, непрерывно выгружаемый из полимеризационного реактора, вводят в работающую с остановками формовочную машину, на пути предпочтительно устанавливают накопитель для сбора расплавленного полимера. Более предпочтительно, чтобы формовочная машина была синхронизирована с накопителем, чтобы снизить скопление расплавленного полимера.
Кроме того, экструдер предпочтительно оборудовать отдельно от формовочной машины, чтобы проводить гранулирование одновременно с формовкой.
Когда полимеризационный реактор по настоящему изобретению имеет два или более выпускных отверстий, можно одновременно получать полимеры нескольких видов или составов. Соответственно, могут быть получены композитные формованные изделия, такие как многослойные бутылки, многослойные пленки и двухкомпонентные волокна, в которых полимеры или составы объединены в любых пропорциях, или могут быть одновременно получены различные формованные изделия без объединения этих полимеров или составов нескольких видов. В частности, в случае получения композитных формованных изделий, поскольку в одном полимеризационном реакторе могут быть получены полимеры или составы нескольких видов, трубы для транспортировки полимеров или составов в машину для формовки композита могут быть укорочены, и таким образом можно предотвратить ухудшение качества полимера в трубе (в случае смолы ПЭТ - повышение содержания ацетальдегида). Таким образом, этот способ предпочтителен и применим также к изготовлению бутылок из композитного материала ПЭТ/ПЭН (ПЭН - полиэтиленнафталат), имеющего низкое содержание ацетальдегида и отличную газонепроницаемость.
Также может быть получен полимер или состав единственного вида и формованное изделие из него. Например, возможные применения включают одновременно получение заготовок из смолы ПЭТ с высокой степенью полимеризации, подходящей для бутылок для газированных напитков, заготовки из смолы ПЭТ, имеющей среднюю степень полимеризации, подходящие для бутылок для негазированных напитков, и гранул из смолы ПЭТ, имеющей относительно низкую степень полимеризации, подходящих для применения в качестве волокна, используя один полимеризационный реактор, имеющий три выпускных отверстия, две формовочные машины и один гранулятор. Несколько формовочных машин или грануляторов могут быть соединены с одним выпускным отверстием полимеризационного реактора, или одна формовочная машина или гранулятор могут быть соединены с несколькими выпускными отверстиями полимеризационного реактора, или они могут быть соединены так, чтобы комбинацию выпускного отверстия полимеризационного реактора и формовочной машины или гранулятора можно было менять.
(G) Описание полученного полимера
Согласно способу получения по настоящему изобретению любой тип форполимера и/или модификатора полимера можно вводить в каждую зону перфорированной пластины, чтобы провести полимеризацию. Такой форполимер и/или модификатор полимера, введенный через каждую зону перфорированной пластины, может полимеризоваться при одновременном опускании вдоль опоры в полимеризационном реакторе, не объединяясь, может полимеризоваться при опускании вдоль опоры так, чтобы объединяться, или полимеризоваться при опускании вдоль опоры с частичным объединением. Кроме того, согласно способу полимеризации по настоящему изобретению, однородно перемешанный полимер однородного качества может быть получен при низких температурах, несмотря на отсутствие приводного механизма перемешивания, такого как лопасти мешалки, что было невозможным для традиционно известных полимеризационных реакторов и мешалок, и таким образом можно получить высококачественный полимер. Например, в случае полимерного сплава ПЭТ/ПБТ (ПБТ - полибутилентерефталат), так как температура плавления ПЭТ и температура термодеструкции ПБТ близки и обычными методами сплав можно получить только при температуре на 20°C или более выше, чем температура плавления ПЭТ, обычно происходит ухудшение ПБТ, и поэтому было трудно получить высококачественный полимерный сплав ПЭТ/ПБТ; однако, согласно настоящему изобретению, получение при температуре полимеризации, равной или ниже температуры плавления ПЭТ, возможно, и, следовательно, можно получить высококачественный полимерный сплав. Кроме того, при полимеризации с полным объединением форполимеров на опоре может быть получен статистически переэтерифицированный сплав ПЭТ/ПБТ или при полимеризации с частичным объединением форполимеров на опоре может быть получен сплав ПЭТ/ПБТ, имеющий высокую слеживаемость.
Примеры полимерных сплавов, полученных вышеуказанным способом, включают сплавы полиэфир/полиэфир, сплавы полиэфир/поликарбонат и сплавы полиэфир/полиолефин.
Примеры сплавов полиэфир/полиэфир включают полимерные сплавы, полученные смешением двух или более традиционно известных полиэфирных полимеров, таких как ПЭТ, ПБТ, PTT, полиэфирный эластомер, полиэфирэфирный эластомер, полиаллилат, жидкокристаллический полиэфир и алифатический полиэфир, в любой пропорции, по любому способу объединения на опоре.
Примеры сплавов полиэфир/поликарбонат включают полимерные сплавы, полученные смешением одного или более традиционно известных полиэфирных полимеров, таких как ПЭТ, ПБТ, ПТТ (ПТТ - политриметилентерефталат), полиэфирный эластомер, полиэфирэфирный эластомер, полиаллилат, жидкокристаллический полиэфир и алифатический полиэфир, с традиционно известным поликарбонатным полимером, в любой пропорции, по любому способу объединения на опоре.
Примеры сплавов полиэфир/полиолефин включают полимерные сплавы, полученные смешением одного или более традиционно известных полиэфирных полимеров, таких как ПЭТ, ПБТ, ПТТ, полиэфирный эластомер, полиэфирэфирный эластомер, полиаллилат, жидкокристаллический полиэфир и алифатический полиэфир, с традиционно известным полиолефиновым полимером, таким как полиэтилен или полипропилен, в любой пропорции, по любому способу объединения на опоре. Здесь также предпочтительно использовать полиолефиновый полимер, содержащий гидроксильную группу, карбоксильную группу, эпоксидную группу, аминогруппу, сложноэфирную группу или амидную группу, которые способны соединяться с полиэфирным полимером.
Примеры полимерных сплавов включают также сплавы полиэфир/виниловый полимер, сплавы полиэфир/нейлон, сплавы полиэфир/полисульфон, сплавы полиэфир/кремнийорганический полимер и полимерные сплавы, полученные смешением двух или более традиционно известных полимеров, таких как полиэфирный полимер, поликарбонатный полимер, полиолефиновый полимер, виниловый полимер, нейлоновый полимер, полисульфоновый полимер и кремнийорганический полимер, в любой пропорции, по любому способу объединения на опоре. Здесь также предпочтительно использовать полимер, содержащий гидроксильную группу, карбоксильную группу, эпоксигруппу, аминогруппу, сложноэфирную группу или амидную группу, способные химически связываться с вышеуказанным компонентом. Компоненты могут иметь линейную, разветвленную или привитую структуру.
Теперь, согласно другому применению настоящего изобретения, полимер с отличной текучестью расплава, имеющий молекулярно-массовое распределение Mw/Mn, равное 2,0 или выше, также может быть получен одновременной полимеризацией полимеров, имеющих разные степени полимеризации, в двух или более зонах опоры в полимеризационном реакторе. Молекулярно-массовое распределение можно устанавливать по желанию в зависимости от типа, степени полимеризации и количества форполимеров, вводимых в каждую зону перфорированной пластины. Ширина молекулярно-массового распределения более предпочтительно равна 2,5 или выше, еще более предпочтительно 3,0 или выше, особенно предпочтительно 3,5 или выше и наиболее предпочтительно 4,0 или выше, чтобы улучшить текучесть расплава. Более широкое молекулярно-массовое распределение не только улучшает текучесть расплава, но также, например, облегчает кристаллизацию полимера, так что получение полимера, имеющего более широкое молекулярно-массовое распределение, путем объединения с компонентом, имеющим разветвленную или привитую основу наряду с линейной основой, также предпочтительно.
Типичный вариант осуществления способа получения и устройства по настоящему изобретению
Предпочтительные варианты осуществления настоящего изобретения будут теперь описаны на примере полимеризации ПЭТ со ссылкой на чертежи.
Фиг.1 и последующие иллюстрируют варианты осуществления предпочтительных комбинаций для выполнения способа по настоящему изобретению, но настоящее изобретение ими не ограничивается.
Согласно фиг.1 форполимер поликонденсационного полимера, такого как ПЭТ, подается в полимеризационный реактор 10 через приемное отверстие 2 перекачивающим насосом (A) и/или перекачивающим насосом (B) 1, проходит через отверстия в зоне A и/или в зоне B перфорированной пластины 3, вводится в полимеризационный реактор и опускается вдоль опоры 5. На этой стадии вместо форполимера ПЭТ перекачивающим насосом (A) или перекачивающим насосом (B) 1 может подаваться форполимер другого полимера и/или модификатор полимера.
Внутри полимеризационного реактора удерживается заранее заданное пониженное давление, и побочный продукт этиленгликоль или инертный газ, такой как азот, введенный по требованию через приемное отверстие 6 для инертного газа, отводятся через выпускное отверстие 7. Полученный полимер выгружается из выпускного отверстия 9 с помощью откачивающего насоса 8.
При полимеризации, когда форполимер может опускаться вдоль опоры, потоки форполимера, подаваемые из каждой зоны, могут объединяться или не объединяться на опоре в результате изменения положения зон перфорированной пластины и опоры, и то, что объединяются они или нет, выбирается в зависимости от цели.
После опускания на дно полимеризационного реактора полученный полимер выгружается через выпускное отверстие с помощью откачивающего насоса. При этом предпочтительно, чтобы количество полученного полимера, скопившегося на дне полимеризационного реактора, по возможности оставалось малым и постоянным. Что касается способа регулирования накопившегося количества, то это количество можно регулировать, устанавливая производительность перекачивающего насоса и откачивающего насоса, одновременно наблюдая за накопившимся количеством через смотровое окно 4 или отслеживая накопившееся количество с использованием уровнемера электростатического типа.
Перекачивающий насос, корпус полимеризационного реактора, откачивающий насос и перекачивающий трубопровод обогреваются и удерживаются нагретыми с помощью нагревателя или рубашки.
Полимеризационный реактор, используемый в настоящем изобретении, может также иметь мешалку или подобное внизу полимеризационного реактора, но такая мешалка не всегда необходима. Таким образом, можно отказаться от приводной вращающейся части на корпусе полимеризационного реактора и полимеризацию можно проводить в условиях очень хорошей герметизации даже при высоком вакууме. Так как приводная вращающаяся часть откачивающего насоса накрыта выгружаемой смолой, полимеризационный реактор по настоящему изобретению имеет намного лучшую герметичность, чем полимеризационный реактор с приводной вращающейся частью, закрепленной на корпусе.
Способ по настоящему изобретению можно проводить с одним полимеризационным реактором или с двумя или более реакторами.
В настоящем изобретении способ повышения молекулярной массы форполимера поликонденсационного полимера, такого как ПЭТ, до намеченной молекулярной массы поликонденсационного полимера с высокой степенью полимеризации, такого как ПЭТ, можно осуществлять в соответствии со способом полимеризации, в котором весь форполимер может опускаться вдоль опоры через отверстия в перфорированной пластине. Процесс предпочтительно можно проводить в комбинации с другим способом полимеризации, например в полимеризационном реакторе смешения или в полимеризационном реакторе с горизонтальным перемешиванием.
Примеры полимеризационных реакторов с горизонтальным перемешиванием включают полимеризационный реактор с перемешиванием винтового типа, типа независимых лопастей, одноосного или двухосного типа, описанный, например, в главе 4 публикации "Research Report of Research Group on Reaction Engineering: Reactive Processing Part 2" (Society of Polymer Science, 1992).
В качестве полимеризационных реакторов смешения могут применяться любые устройства смешения, описанные, например, в Chapter 11 of Handbook of Chemical Equipment (edited by Society of Chemical Engineers, Japan; 1989).
Форма устройства особо не ограничивается, и обычно используется вертикальный или горизонтальный цилиндр. Форма перемешивающих лопастей также особо не ограничена, и могут использоваться мешалки лопастного типа, мешалки якорного типа, мешалки турбинного типа, мешалки шнекового типа, ленточно-винтовая мешалка или двухлопастные мешалки.
Процесс получения форполимера из исходных материалов может быть периодическим или непрерывным. Когда процесс осуществляется в периодическом режиме, все исходные материалы и реагенты подаются в реактор и остаются реагировать в течение заранее определенного времени, а затем все реагенты переводятся в следующий реактор. С другой стороны, когда процесс проводится в непрерывном режиме, исходные материалы и реагенты подаются в каждый реактор непрерывно, а реагенты непрерывно выводятся. В случае массового производства поликонденсационного форполимера ПЭТ и формованных изделий из него, имеющих однородное качество, процесс предпочтительно проводят в периодическом режиме.
Фиг.2-1 и фиг.2-2 иллюстрируют конкретный пример способа подачи различных форполимеров и модификаторов полимера в каждую зону перфорированной пластины 3.
Фиг.2-1 показывает пример подачи одного форполимера через каждую зону перфорированной пластины. Устанавливая индивидуально количество форполимера, подаваемого на зону (A-D) перфорированной пластины 3 с помощью соответствующих перекачивающих насосов (A-D) 1, можно точно регулировать скорость полимеризации и степень полимеризации полимера и получить более широкое молекулярно-массовое распределение, в соответствии с чем еще более улучшается текучесть расплава. Кроме того, подавая форполимер через одну определенную зону, можно менять скорость полимеризации, существенно не изменяя условия полимеризации в полимеризационном реакторе по настоящему изобретению.
Фиг.2-2 показывает пример подачи форполимеров одного или нескольких типов и/или модификаторов полимера через каждую зону перфорированной пластины. Устанавливая индивидуально количество форполимера, подаваемого на зону (A-D) перфорированной пластины 3 с помощью соответствующих перекачивающих насосов (A-D) 1, как показано на чертеже, можно получить сополимер, имеющий любой состав, или полимер, свойства которого улучшены добавлением модификатора в любом составе.
В обоих примерах количество подачи в каждую зону (A-D) перфорированной пластины 3 можно изменять по желанию в ходе полимеризации, и таким путем могут быть получены высококачественные полимеры в малых количествах с малыми затратами.
Фиг.3 показывает конкретный пример полимеризационного реактора для осуществления способа по настоящему изобретению с применением устройства поглощения инертного газа. Форполимер ПЭТ подается в аппарат N10 поглощения инертного газа через приемное отверстие N2 с помощью перекачивающего насоса N1, проходит через перфорированную пластину N3, чтобы войти в устройство поглощения инертного газа, и опускается вдоль опоры N5. Внутри устройства поглощения инертного газа удерживается заранее заданное пониженное давление с помощью выпускного отверстия N7, и форполимер, опускаясь, поглощает инертный газ, такой как азот, вводимый через отверстие N6 для ввода инертного газа. Затем форполимер подается в полимеризационный реактор 10 через приемное отверстие 2 с помощью откачивающего/перекачивающего насоса N8, вводится в полимеризационный реактор через зону A перфорированной пластины 3 и опускается вдоль опоры 5.
На этих стадиях форполимер этого же или другого полимера и/или модификатор полимера может одновременно подаваться через зону B перфорированной пластины 3 с помощью перекачивающего насоса (B) 1. Альтернативно, перекачивающий насос (B) 1 может быть установлен у устройства N10 для подачи инертного газа, и зоны A и B могут быть оборудованы в перфорированной пластине N3 устройства N10 для подачи инертного газа, а не в перфорированной пластине 3 полимеризационного реактора 10, с тем чтобы подавать форполимер того же или другого полимера и/или модификатор полимера в зону B перфорированной пластины N3.
Внутри полимеризационного реактора удерживается заранее заданное пониженное давление, и побочный продукт этиленгликоль выводится через выпускное отверстие 7. Полученный полимер выгружается из выпускного отверстия 9 с помощью откачивающего насоса 8. Перекачивающий насос, корпус устройства поглощения инертного газа, корпус полимеризационного реактора, откачивающий насос, перекачивающий трубопровод, клапан переключения отвода, клапан регулирования давления, обратный клапан регулирования давления, формовочная машина и гранулятор обогреваются и удерживаются нагретыми с помощью нагревателя или рубашки.
Фиг.4 является схемой, иллюстрирующей конкретный пример устройства для осуществления способа полимеризации и способа формования, применяемых в настоящем изобретении.
Как показано на фиг.4, форполимер поликонденсационного полимера, такого как ПЭТ, подается в полимеризационный реактор через приемное отверстие 2 перекачивающим насосом (A) и/или перекачивающим насосом (B) 1, вводится в полимеризационный реактор через отверстия в зоне A и/или зоне B перфорированной пластины 3 и опускается вдоль опоры 5. На этой стадии вместо форполимера ПЭТ перекачивающим насосом (A) или перекачивающим насосом (B) 1 может быть введен форполимер другого полимера и/или модификатор полимера.
Внутри полимеризационного реактора удерживается заранее заданное пониженное давление, и побочный продукт этиленгликоль или инертный газ, такой как азот, введенный по требованию через приемное отверстие 6 для инертного газа, отводятся через выпускное отверстие 7. Полученный полимер непрерывно выгружается с помощью откачивающего насоса 8 и через перекачивающий трубопровод и распределитель I1 подается на формовочные машины A-C (I2-I4). Здесь распределитель является устройством для распределения расплавленного полимера по множеству труб, которое может быть оборудовано клапаном-переключателем, чтобы более точно регулировать поток расплавленного полимера. Могут быть подсоединены одна или более формовочных машин (на этой фигуре 3 машины). Перекачивающий насос, корпус полимеризационного реактора, откачивающий насос, перекачивающий трубопровод, распределитель и формовочная машина обогреваются и удерживаются нагретыми с помощью нагревателя или рубашки.
Формовочная машина в настоящем изобретении означает устройство для придания расплавленной смоле конкретной формы, и ее примеры включают машины для формования экструзией, машины для литья под давлением и машины для формования раздувом. Формованные изделия, полученные на формовочной машине, включают бутылки, заготовки бутылок, пленки, листы, трубы, стержни, волокна и литые изделия различной формы. Из этих изделий настоящее изобретение подходит для получения заготовок бутылок для напитков. Очень желательно, чтобы бутылки для напитков имели очень хорошую прочность и прозрачность, содержали пониженное количество низкомолекулярных летучих примесей (в случае ПЭТ это обычно альдегид), которые влияют на вкус и запах содержимого, и могли быть получены с малыми затратами и высокой производительностью.
Фиг.5 является схемой, иллюстрирующей конкретный пример полимеризационного реактора по настоящему изобретению, имеющего два или более выпускных отверстий для выгрузки полученного полимера.
Как видно на фиг.5, форполимер поликонденсационного полимера, такой как ПЭТ, подается в полимеризационный реактор через приемное отверстие 2 перекачивающим насосом (A) и/или перекачивающим насосом (B) 1, вводится в полимеризационный реактор через отверстия в зоне A и/или зоне B перфорированной пластины 3 и опускается вдоль опоры 5. На этой стадии перекачивающим насосом (A) или перекачивающим насосом (B) 1 вместо форполимера ПЭТ может подаваться форполимер другого полимера и/или модификатор полимера.
Внутри полимеризационного реактора удерживается заранее заданное пониженное давление, и побочный продукт этиленгликоль или инертный газ, такой как азот, вводимый по требованию через приемное отверстие 6 для инертного газа, отводятся через выпускное отверстие 7. Полученный полимер выгружается из выпускных отверстий 9 через две раздельные зоны (I и II) с помощью откачивающих насосов (I и II) 8.
При полимеризации, когда форполимер может опускаться вдоль опоры, потоки форполимера, поступающие из каждой зоны перфорированной пластины, могут объединяться на опоре, а могут и не объединяться, при изменении положения зон перфорированной пластины и опоры, и то, что объединяются они или нет, выбирается в зависимости от цели. Далее, полимеры, полученные в условиях, когда форполимеры могут опускаться, не объединяясь, можно выгружать из разных зон выпускного отверстия или одной и той же зоны выпускного отверстия, или полимеры, полученные в условиях, когда форполимеры могут опускаться, объединяясь, можно выгружать из одной зоны выпускного отверстия или нескольких зон выпускного отверстия, и то, как выгружать, выбирается в зависимости от цели.
После опускания на дно полимеризационного реактора полученный полимер выгружается из выпускного отверстия с помощью откачивающего насоса. При этом предпочтительно, чтобы количество полученного полимера, скапливающегося на дне полимеризационного реактора, оставалось постоянным и как можно меньшим. Что касается способа регулирования накопившегося количества, то это количество можно контролировать, подгоняя производительность перекачивающего насоса и откачивающего насоса при одновременном наблюдении за накопившимся количеством через смотровое окно 4 или отслеживая накопившееся количество с помощью уровнемера электростатического типа.
Перекачивающий насос, корпус полимеризационного реактора, откачивающий насос и перекачивающий трубопровод обогреваются и удерживаются нагретыми с помощью нагревателя или рубашки.
Полимеризационный реактор, используемый в настоящем изобретении, может также включать мешалку или подобное у дна полимеризационного реактора, но такая мешалка не всегда необходима. Таким образом, можно отказаться от приводной вращающейся части на корпусе полимеризационного реактора, и полимеризация может быть проведена в условиях очень хорошей герметичности даже при высоком вакууме. Так как приводная вращающаяся часть откачивающего насоса накрыта выгружаемой смолой, полимеризационный реактор по настоящему изобретению имеет намного лучшую герметичность, чем полимеризационный реактор с приводной вращающейся частью, закрепленной на корпусе. Способ по настоящему изобретению можно проводить с одним полимеризационным реактором или с двумя или более реакторами.
В настоящем изобретении способ повышения молекулярной массы форполимера поликонденсационного полимера, такого как ПЭТ, до намеченной молекулярной массы поликонденсационного полимера с высокой степенью полимеризации, такого как ПЭТ, можно осуществлять в соответствии со способом полимеризации, в котором весь форполимер может опускаться вдоль опоры через отверстия перфорированной пластины. Процесс предпочтительно проводить в комбинации с другим способом полимеризации, например в полимеризационном реакторе смешения или в полимеризационном реакторе с горизонтальным перемешиванием.
На фиг.6-1 и 6-2 показаны примеры способа подачи различных форполимеров и модификаторов полимера в каждую зону перфорированной пластины 3 и способ выгрузки полимера, полученного в условиях опускания форполимеров вдоль опоры, из двух или более выпускных отверстий.
Фиг.6-1 показывает пример подачи одного форполимера через каждую зону перфорированной пластины. Устанавливая индивидуально количество форполимера, подаваемого на зону (A-D) перфорированной пластины 3 с помощью соответствующих перекачивающих насосов (A-D) 1, можно точно регулировать скорость полимеризации и степень полимеризации полимера, и можно получить более широкое молекулярно-массовое распределение, в соответствии с чем текучесть расплава еще больше улучшается. Кроме того, подавая форполимер только из одной определенной зоны, можно изменить скорость полимеризации, не изменяя сильно условия полимеризации в полимеризационном реакторе по настоящему изобретению.
Форполимеры, поступающие из каждой зоны перфорированной пластины 3 и опускающиеся вдоль опоры, могут объединяться или не объединяться друг с другом в зависимости от положения опоры. Например, форполимеры, подаваемые из зоны A и зоны B перфорированной пластины, опускаются вдоль опоры a и опоры b, не объединяясь друг с другом, и по отдельности выгружаются из зоны I и зоны II выпускного отверстия. Форполимеры, поступающие из зоны C и зоны D перфорированной пластины, объединяются на опоре c, гомогенно перемешиваются и полимеризуются, одновременно опускаясь вдоль опоры c, разделяются у зоны III и зоны IV выпускного отверстия и выгружаются.
Фиг.6-2 показывает пример подачи одного или нескольких видов форполимеров и/или модификаторов полимера через каждую зону перфорированной пластины. Устанавливая индивидуально количество форполимера, подаваемого на зону (A-D) перфорированной пластины 3 с помощью соответствующих перекачивающих насосов (A-D) 1, как показано на фигуре, можно получить сополимер, имеющий любой состав, или полимер, свойства которого улучшены добавлением модификатора в любом составе.
Форполимеры, поступающие из каждой зоны перфорированной пластины и опускающиеся вдоль опоры, могут объединяться, а могут и не объединяться друг с другом в зависимости от положения опоры. Например, форполимер A, подаваемый из зоны A перфорированной пластины, опускается вдоль опоры a, не объединяясь с другими форполимерами, и выгружается из зоны I выпускного отверстия. С другой стороны, часть форполимера A подается также из зоны B перфорированной пластины, объединяется с форполимером B или модификатором полимера, подаваемого из зоны C перфорированной пластины, на опоре b, однородно перемешивается и полимеризуется, одновременно опускаясь вдоль опоры b, и выгружается из зоны II выпускного отверстия. Также, форполимер C, подаваемый из зоны D, полимеризуется, не объединяясь с другими форполимерами, опускаясь вдоль опоры c, и выгружается из зоны III выпускного отверстия.
Помимо конфигураций, показанных на чертежах, зоны перфорированной пластины, опоры и зоны выпускных отверстий могут быть размещены по желанию в соответствии с целью, и устройство может быть выполнено так, чтобы выгружать желаемый полимер из каждого выпускного отверстия в желаемом произведенном количестве.
В обоих примерах количество, подаваемое через каждую зону (A-D) перфорированной пластины, можно менять по желанию во время полимеризации, и таким путем можно получать различные высококачественные полимеры в малых количествах с малыми затратами.
На фиг.7 показан конкретный пример полимеризационного реактора для осуществления способа по настоящему изобретению, в котором используется устройство поглощения инертного газа. Форполимер поликонденсационного полимера, такого как ПЭТ, подается в устройство поглощения инертного газа N10 через приемное отверстие N2 с помощью перекачивающего насоса N1, проходит через перфорированную пластину N3, чтобы войти в устройство поглощения инертного газа N10, и опускаться вдоль опоры N5. Внутри устройства поглощения инертного газа удерживается заранее заданное пониженное давление с помощью выпускного отверстия N7, и форполимер, одновременно опускаясь, поглощает инертный газ, такой как азот, введенный из отверстия N6 для ввода инертного газа. Затем форполимер поступает в полимеризационный реактор 10 через приемное отверстие 2 с помощью откачивающего/перекачивающего насоса N8, вводится в полимеризационный реактор через зону A перфорированной пластины 3 и опускается вдоль опоры 5.
На этих стадиях форполимер того же или другого полимера и/или модификатор полимера можно одновременно вводить через зону B перфорированной пластины 3 с помощью перекачивающего насоса (B) 1. Альтернативно, перекачивающий насос (B) 1 может быть установлен у устройства N10 поглощения инертного газа, и зона A и зона B могут быть оборудованы в перфорированной пластине N3 устройства N10 для подачи инертного газа, а не в перфорированной пластине 3 полимеризационного реактора 10, чтобы подавать форполимер того же или другого полимера и/или модификатора полимера в зону B перфорированной пластины N3.
Внутри полимеризационного реактора удерживается заранее заданное пониженное давление, и побочный продукт этиленгликоль или ему подобный отводится из выпускного отверстия 7. Полученный полимер выгружается из выпускных отверстий 9 через две раздельные зоны (I и II) с помощью откачивающих насосов (I и II) 8. Перекачивающий насос, корпус устройства поглощения инертного газа, корпус полимеризационного реактора, откачивающий насос, перекачивающий трубопровод, клапан переключения отвода, клапан регулирования давления, обратный клапан регулирования давления, формовочная машина и гранулятор обогреваются и удерживаются нагретыми с помощью нагревателя или рубашки.
Фиг.8 является схемой, иллюстрирующей пример устройства для осуществления на практике способа полимеризации и способа формования, применяемых в настоящем изобретении. Как показано на фиг.8, форполимер поликонденсационного полимера, такого как ПЭТ, подается в полимеризационный реактор через приемное отверстие 2 перекачивающим насосом (A) и/или перекачивающим насосом (B) 1, вводится в полимеризационный реактор через отверстия в зоне A и/или зоне B перфорированной пластины 3 и опускается вдоль опоры 5. На этой стадии с помощью перекачивающего насоса (A) или перекачивающего насоса (B) 1 вместо форполимера ПЭТ можно вводить форполимер другого полимера и/или модификатор полимера.
Внутри полимеризационного реактора удерживается заранее заданное пониженное давление, и побочный продукт этиленгликоль или инертный газ, такой как азот, введенный по требованию через приемное отверстие 6 для инертного газа, отводятся через выпускное отверстие 7. Полученный полимер непрерывно выгружают из выпускных отверстий 9 через две отдельные зоны (I и II) с помощью откачивающих насосов (I и II) 8 и подают на формовочные машины A-C (I и II) (I2-I4) через перекачивающие трубопроводы I1 и распределители (I и II). Могут быть подсоединены одна или более формовочных машин (на фиг.8 три машины). Перекачивающий насос, корпус полимеризационного реактора, откачивающий насос, перекачивающий трубопровод, распределитель и формовочная машина обогреваются и удерживаются нагретыми с помощью нагревателя или рубашки.
Примеры
Настоящее изобретение описывается с помощью примеров.
Для измерения основных измеряемых в примерах величин использовали следующие способы:
(1) Характеристическая вязкость [η]
Характеристическую вязкость [η] рассчитывали экстраполяцией на нулевую концентрацию отношения ηsp/C удельной вязкости ηsp, измеренной в о-хлорфеноле при 35°C на вискозиметре Оствальда, к концентрации C (г/100 мл) на основе следующей формулы.
Уравнение 1
В случае смолы ПЭТ степень полимеризации форполимера можно также оценивать не по вязкости расплава, а на основе описанной выше общеупотребительной характеристической вязкости [η].
Например, форполимер смолы ПЭТ с характеристической вязкостью [η]=0,15 дл/г имеет вязкость расплава при 260°C примерно 60 пуаз, а форполимер смолы ПЭТ с характеристической вязкостью [η]=1,2 дл/г имеет вязкость расплава при 260°C примерно 100000 пуаз.
(2) Температура плавления кристаллов
Температуру плавления кристаллов измеряли с помощью калориметра Pyris 1 DSC (дифференциальный сканирующий калориметр с компенсацией мощности) производства Perkin Elmer, Inc., в следующих условиях. За температуру плавления кристаллов принимали пиковое значение у эндотермического пика, выводимого из плавления кристалла. Пиковое значение определяли с помощью приложенной программы для анализа.
Измерение температуры: 0-300°C
Скорость повышения температуры: 10°C/мин
(3) Содержание концевых карбоксильных групп
1 г образца растворяли в 25 мл бензилового спирта и затем добавляли туда 25 мл хлороформа. Полученный раствор титровали, используя 1/50 н. раствор гидроксида калия в бензиловом спирте. Содержание концевых карбоксильных групп рассчитывали из полученного значения титра VA (мл) и пустого значения V0, полученного в отсутствие ПЭТ согласно следующей формуле:
содержание концевых карбоксильных групп (м-экв/кг)=(VA-V0)×20
(4) Цвет смолы (значение L, значение b)
1,5 г образца растворяли в 10 г 1,1,1,3,3,3-гексафтор-2-пропанола, анализировали по методу оптического пропускания, используя прибор UV-2500PC (спектрофотометр для ультрафиолетовой/видимой области) производства Shimadzu Corporation, и оценивали по способу, соответствующему стандарту JIS Z8730 с помощью приложенного программного обеспечения анализа.
(5) Содержание примесей
Образец разрезали на мелкие кусочки и превращали в порошок при заморозке, используя морозильную мельницу 6700 (устройство для распыления с заморозкой) производства SPEX Industries Inc., при охлаждении жидким азотом в течение 3-10 минут, чтобы получить порошок с размером частиц от 850 до 1000 мкм. 1 г порошка и 2 мл воды помещали в стеклянную ампулу, воздух внутри заменяли азотом, ампулу запаивали и нагревали при 130°C 90 минут, чтобы экстрагировать примеси, такие как ацетальдегид. После охлаждения ампулу открывали и анализировали содержание примесей, используя газовый хроматограф GC-14B производства Shimadzu Corporation, в следующих условиях:
колонка: VOCOL (60 м×⊘0,25 мм×толщина пленки 1,5 мкм)
температура: поддерживалась на уровне 35°C 10 минут, затем повышалась до 100°C со скоростью 5°C/мин, затем повышалась со 100 до 220°C со скоростью 20°C/мин
температура отверстия для ввода: 220°C
способ введения: метод расщепления (коэффициент расщепления=1:30), введенное количество 1,5 мкл
способ измерения: метод с использованием пламенно-ионизационного детектора (FID)
(6) Молекулярно-массовое распределение
Образец растворяли в элюенте, т.е. 1,1,1,3,3,3-гексафтор-2-пропаноле (в котором было растворено 5 ммоль натриевой соли трифторуксусной кислоты) при концентрации 1,0 мг/мл. Полученный раствор анализировали с помощью гельпроникающего хроматографа HLC-8020 GPC производства TOSOH CORPORATION в следующих условиях и оценивали с помощью приложенного программного обеспечения анализа.
колонка: HFIP-606M + HFIP-603, производства Showa Denko K.K.
температура колонки: 40°C
введенное количество: 30 мкл
метод измерения: рефрактометрический детектор, калибровка по ПММА
Пример 1
В случае устройства, показанного на фиг.4, форполимер смолы ПЭТ, имеющий характеристическую вязкость [η]=0,46 дл/г, содержание концевых карбоксильных групп 32 м-экв/кг и температуру плавления кристаллов 260°C, подавали в полимеризационный реактор 10 через приемное отверстие 2 перекачивающим насосом (A) 1, и форполимер в расплавленном состоянии выпускали через отверстия в зоне A перфорированной пластины 3 при 265°C со скоростью 10 г/мин на отверстие. Одновременно форполимер, полученный сополимеризацией 4 мол.% циклогександиметанола с ПЭТ, имеющий характеристическую вязкость [η]=0,28 дл/г, содержание концевых карбоксильных групп 30 м-экв/кг и температуру плавления кристаллов 240°C, подавали в полимеризационный реактор 10 через приемное отверстие 2 перекачивающим насосом (B) 1, и форполимер в расплавленном состоянии выпускали через отверстия в зоне B перфорированной пластины 3 при 265°C со скоростью 10 г/мин на отверстие.
Эти загруженные форполимеры полимеризовались при пониженном давлении 65 Па, одновременно опускаясь вдоль опоры при температуре окружающей среды, такой же, как температура выпуска, и выгружались из полимеризационного реактора с помощью откачивающего насоса 8. Затем полученный полимер транспортировали через перекачивающий трубопровод и распределитель I1 и в непрерывном режиме проводили отливку заготовок и отливку полых предметов при температуре формования 280°C, используя в качестве формовочной машины A (I2) двухвинтовую машину для ориентированного формования раздувом (SBIII-100H-15 производства Aoki Technical Laboratory Inc.) Используя в качестве формовочной машины B (I3) машину для литья под давлением (MJEC-10 производства MODERN MACHINERY CO. LTD.), проводили формование при 280°C, чтобы получить образцы в виде гантели. В качестве формовочной машины C (I4) был установлен гранулятор C.
Что касается перфорированной пластины, то использовали пластину толщиной 50 мм с 14 отверстиями диаметром 1 мм, выстроенными в линию в два параллельных ряда на расстоянии 70 мм, с 7 отверстиями в каждом ряду с интервалом 10 мм. Отверстия, относящиеся к зоне A, и отверстия, относящиеся к зоне B, были размещены поочередно. В качестве опоры использовали опору решетчатой формы, образованную из проволок диаметром 2 мм и длиной 8 м каждая, прикрепленных сразу под отверстиями и висящих от них вертикально, и проволок диаметром 2 мм и длиной 100 мм, прикрепленных перпендикулярно к вышеуказанной проволоке с интервалом 100 мм. Материалом опоры была нержавеющая сталь.
Что касается форполимеров, то использовали форполимеры, полученные добавлением 0,04 мас.% оксида сурьмы и триметилфосфата в количестве 100 ч/млн, в расчете на массовую долю фосфора. Время пребывания в полимеризационном реакторе составляло 70 минут. Время пребывания означает величину, полученную делением количества полимера, присутствующего в полимеризационном реакторе, на подаваемое количество. В процессе полимеризации интенсивное вспенивание форполимера, выпускаемого через перфорированную пластину, и вследствие этого загрязнение поверхности насадки и стенок практически не происходит, так как опускающаяся смола содержит большое количество пузырьков и скатывается вдоль опоры в виде сферических пузырьков.
Как описано выше, оба форполимера сначала выпускали со скоростью 10 г/мин на отверстие и полимеризовали, и заполимеризованные смолы подавали на формовочные машины A-C для изготовления формованных изделий. Затем проводили полимеризацию при вводе форполимеров со скоростью подачи в зону A 15 г/мин на отверстие и со скоростью подачи в зону B 5 г/мин на отверстие, и заполимеризованные смолы подавали на формовочные машины A-C для изготовления формованных изделий. Далее, полимеризацию проводили при вводе форполимеров со скоростью подачи в зону A 5 г/мин на отверстие и со скоростью подачи в зону B 15 г/мин на отверстие, и заполимеризованные смолы подавали на формовочные машины A-C для изготовления формованных изделий. Формованные изделия, полученные в этих трех условиях, оценивали на температуру плавления кристаллов, и в результате каждое изделие имело единственный пик плавления, что означает, что были получены однородные и высококачественные сополимеры. Свойства полученных формованных изделий и полимерных гранул указаны в таблице 1.
Пример 2
Используя устройство, показанное на фиг.1, форполимер смолы ПЭТ, имеющий характеристическую вязкость [η]=0,30 дл/г, содержание концевых карбоксильных групп 28 м-экв/кг и температуру плавления кристаллов 255°C, подавали в полимеризационный реактор 10 через приемное отверстие 2 перекачивающим насосом (A) 1, и форполимер в расплавленном состоянии выпускали через отверстия в зоне A перфорированной пластины 3 при 255°C со скоростью 10 г/мин на отверстие. Одновременно политетраметиленгликоль со средней молекулярной массой 2000 подавали в полимеризационный реактор 10 через приемное отверстие 2 перекачивающим насосом (B) 1 и выпускали через отверстия в зоне B перфорированной пластины 3 в расплавленном состоянии при 255°C со скоростью 10 г/мин на отверстие.
Эти загруженные материалы полимеризовались при пониженном давлении 65 Па, одновременно опускаясь вдоль опоры при температуре окружающей среды, такой же, как температура выпуска, и отводились через выпускное отверстие 9 откачивающим насосом 8. Затем, используя гранулятор, получали гранулы смолы ПЭТ, сополимеризованной с политетраметиленгликолем.
Что касается перфорированной пластины, то использовали пластину толщиной 50 мм с 14 отверстиями диаметром 1 мм, выстроенными в линию в два параллельных ряда на расстоянии 70 мм, с 7 отверстиями в каждом ряду с интервалом 10 мм. Отверстия, относящиеся к зоне A, и отверстия, относящиеся к зоне B, были размещены поочередно. В качестве опоры использовали опору решетчатой формы, образованную из проволок диаметром 2 мм и длиной 8 м каждая, прикрепленных сразу под отверстиями и висящих от них вертикально, и проволок диаметром 2 мм и длиной 100 мм, прикрепленных перпендикулярно к вышеуказанной проволоке с интервалом 100 мм. Материалом опоры была нержавеющая сталь.
Что касается форполимеров, то использовали форполимеры, полученные добавлением 0,04 мас.% оксида сурьмы и триметилфосфата в пропорции 100 ч/млн, в расчете на массовую долю фосфора. Время пребывания в полимеризационном реакторе составляло 60 минут. Время пребывания означает величину, полученную делением количества полимера, присутствующего в полимеризационном реакторе, на подаваемое количество. В процессе полимеризации интенсивное вспенивание форполимера, выпускаемого через перфорированную пластину, и вследствие этого загрязнение поверхности насадки и стенок практически не происходит, так как опускающаяся смола содержит большое количество пузырьков и скатывается вдоль опоры в виде сферических пузырьков.
Полученный полимер представлял собой однородные и высококачественные гранулы сополимеризованной смолы ПЭТ, имеющей каучукоподобную эластичность. Свойства полученной смолы указаны в таблице 2.
Сравнительный пример 1
Используя для полимеризации в расплаве смолы ПЭТ обычный реактор типа устройства смешения, проводили полимеризацию смолы ПЭТ в периодическом режиме при температуре полимеризации 285°C в вакууме 100 Па. Когда характеристическая вязкость [η] достигала 0,30 дл/г, туда добавляли политетраметиленгликоль в том же количестве, что и смола ПЭТ, и полимеризацию продолжали в условиях температуры полимеризации 285°C и вакуума 100 Па в течение 60 минут для получения сополимеризованной смолы ПЭТ, имеющей характеристическую вязкость [η] 0,65 дл/г. Полученный полимер был желтым и имел запах, подобный разложившемуся политетраметиленгликолю. Свойства полученной смолы указаны в таблице 2.
Пример 3
Используя устройство, показанное на фиг.8, форполимер смолы ПЭТ, имеющий характеристическую вязкость [η]=0,43 дл/г, содержание концевых карбоксильных групп 33 м-экв/кг и температуру плавления кристаллов 260°C, подавали в полимеризационный реактор 10 через приемное отверстие 2 перекачивающим насосом (A) 1, и форполимер в расплавленном состоянии выпускали через отверстия в зоне A перфорированной пластины 3 при 265°C со скоростью 10 г/мин на отверстие. Далее, тот же форполимер смолы ПЭТ подавали в полимеризационный реактор 10 через приемное отверстие 2 перекачивающим насосом (B) 1 и выпускали через отверстия в зоне B перфорированной пластины 3 в расплавленном состоянии при 265°C со скоростью 10 г/мин на отверстие.
Что касается перфорированной пластины 3, то применяли пластину толщиной 50 мм с 20 отверстиями диаметром 1 мм, выстроенными в линию в два параллельных ряда на расстоянии 70 мм, с 10 отверстиями в каждом ряду с интервалом 10 мм. Отверстия, относящиеся к зоне A, и отверстия, относящиеся к зоне B, каждое соответствует ряду из 10 отверстий, выстроенных в линию с интервалом 10 мм. В качестве опоры 5 использовали две опоры решетчатой формы (опоры a и b), составленные из проволоки диаметром 2 мм и длиной 8 м каждая, прикрепленные сразу под отверстиями и свешивающиеся от них вертикально, и проволок диаметром 2 мм и длиной 120 мм, прикрепленных перпендикулярно к вышеуказанной проволоке с интервалом 100 мм. Форполимер, подаваемый из зоны A перфорированной пластины 3, опускался вдоль опоры a, а форполимер, подаваемый из зоны B перфорированной пластины 3, опускался вдоль опоры b. Опоры a и b были расположены так, что потоки форполимеров не объединялись. Материалом опор была нержавеющая сталь.
Было оборудовано два выпускных отверстия 9, и полимер, который опускался вдоль опоры a, выходил из зоны I выпускных отверстий, а полимер, который опускался вдоль опоры b, выходил из зоны II выпускных отверстий, чтобы не объединяться друг с другом.
Полимеризацию проводили при пониженном давлении 65 Па с одновременным опусканием форполимера вдоль опоры при температуре окружающей среды, такой же, как температура выпуска, и полученный полимер выгружали из полимеризационного реактора 10 с помощью откачивающих насосов (I и II) 8. Затем полученные полимеры транспортировали по перекачивающим трубопроводам и через распределители (I и II) I1 и в непрерывном режиме проводили отливку заготовок и формовку полых предметов при температуре формования 280°C, используя в качестве формовочной машины A (I) двухшнековую машину для ориентированного формования с раздувом (SBIII-100H-15, производства Aoki Technical Laboratory Inc.). Используя в качестве формовочной машины A (II) машину для литья под давлением (MJEC-10 производства MODERN MACHINERY CO. LTD.), проводили формование при 280°C, чтобы получить образцы в виде гантели. В качестве формовочных машин B (I и II) устанавливали грануляторы (I и II) одного и того же типа. Формовочные машины C (I и II) не подсоединяли.
Что касается форполимера, то использовали форполимер, полученный добавлением 0,04 мас.% оксида сурьмы и триметилфосфата в пропорции 100 ч/млн, в расчете на массовую долю фосфора. Время пребывания в полимеризационном реакторе составляло 70 минут. Время пребывания означает величину, полученную делением количества полимера, присутствующего в полимеризационном реакторе, на подаваемое количество. В процессе полимеризации интенсивное вспенивание форполимера, выпускаемого через перфорированную пластину, и вследствие этого загрязнение поверхности насадки и стенок практически не происходит, так как опускающаяся смола содержит большое количество пузырьков и скатывается вдоль опоры в виде сферических пузырьков.
Как описано выше, форполимер сначала подавали из зон A и B перфорированной пластины со скоростью 10 г/мин на отверстие, и проводили полимеризацию и формовку с получением формованных изделий и гранул. Их свойства оценивали, и было найдено, что гранулы, полученные на грануляторах I и II, имели одинаковое качество.
Затем форполимер подавали из зоны A перфорированной пластины при 10 г/мин на отверстие и из зоны B перфорированной пластины при 8 г/мин на отверстие и проводили полимеризацию и формовку с получением формованных изделий и гранул. Их свойства оценивали, и было найдено, что одновременно, но раздельно были получены формованные изделия и гранулы, имеющие разную степень полимеризации, в зависимости от скорости подачи форполимера. Свойства полученных формованных изделий и полимерных гранул указаны в таблице 3.
Пример 4
Используя устройство, показанное на фиг.8, которое является тем же устройством, что и применявшееся в примере 3, форполимер смолы ПЭТ, имеющий характеристическую вязкость [η]=0,43 дл/г, содержание концевых карбоксильных групп 33 м-экв/кг и температуру плавления кристаллов 260°C, подавали в полимеризационный реактор 10 через приемное отверстие 2 перекачивающим насосом (A) 1, и форполимер в расплавленном состоянии выпускали через отверстия в зоне A перфорированной пластины 3 при 265°C со скоростью 10 г/мин на отверстие. Одновременно форполимер, полученный сополимеризацией 2 мол.% циклогександиметанола с ПЭТ, имеющий характеристическую вязкость [η]=0,45 дл/г, содержание концевых карбоксильных групп 30 м-экв/кг и температуру плавления кристаллов 248°C, подавали в полимеризационный реактор 10 через приемное отверстие 2 перекачивающим насосом (B) 1 и выпускали через отверстия в зоне B перфорированной пластины 3 в расплавленном состоянии при 265°C со скоростью 10 г/мин на отверстие.
Полимеризацию проводили при пониженном давлении 65 Па с одновременным опусканием форполимеров вдоль опоры при температуре окружающей среды, такой же, как температура выпуска. Что касается форполимеров, то использовали форполимеры, полученные при добавлении 0,04 мас.% оксида сурьмы и триметилфосфата в пропорции 100 млн, в расчете на массовую долю фосфора. Время пребывания в полимеризационном реакторе составляло 65 минут. Время пребывания означает величину, полученную делением количества полимера, присутствующего в полимеризационном реакторе, на подаваемое количество. В процессе полимеризации интенсивное вспенивание форполимера, выпускаемого через перфорированную пластину, и вследствие этого загрязнение поверхности насадки и стенок практически не происходит, так как опускающаяся смола содержит большое количество пузырьков и скатывается вдоль опоры в виде сферических пузырьков.
Как описано выше, каждый форполимер подавали через зону A или B перфорированной пластины при 10 г/мин на отверстие и проводили полимеризацию и формовку с получением формованных изделий и гранул. Их свойства оценивали, и было найдено, что полимер, полученный со стороны откачивающего насоса I, представлял собой ПЭТ с температурой плавления кристаллов 260°C, а полимер, полученный со стороны откачивающего насоса II, был сополимером, в котором 2 мол.% циклогександиметанола было сополимеризовано с ПЭТ, имеющим температуру плавления кристаллов 248°C. Как описывается здесь, различные формованные изделия и гранулы были получены одновременно, но раздельно. Свойства полученных формованных изделий и полимерных гранул указаны в таблице 4.
Пример 5
Используя устройство, показанное на фиг.5, форполимер смолы ПЭТ, имеющий характеристическую вязкость [η]=0,32 дл/г, содержание концевых карбоксильных групп 29 м-экв/кг и температуру плавления кристаллов 255°C, подавали в полимеризационный реактор 10 через приемное отверстие 2 перекачивающим насосом (A) 1, и форполимер выпускали через отверстия в зоне A перфорированной пластины 3 в расплавленном состоянии при 255°C со скоростью 10 г/мин на отверстие. Одновременно политетраметиленгликоль со средней молекулярной массой 2000 подавали в полимеризационный реактор 10 через приемное отверстие 2 с помощью перекачивающего насоса (B) 1 и выпускали через отверстия в зоне B перфорированной пластины 3 в расплавленном состоянии при 255°C со скоростью 10 г/мин на отверстие.
Что касается перфорированной пластины, то использовали пластину толщиной 50 мм с 14 отверстиями диаметром 1 мм, выстроенными в линию в два параллельных ряда на расстоянии 70 мм, с 7 отверстиями в каждом ряду с интервалом 10 мм. Отверстия, относящиеся к зоне A, и отверстия, относящиеся к зоне B, были размещены поочередно. Более точно, один ряд имел линию (ABABABA), названную рядом a, а другой ряд имел линию (BABABAB), названную рядом b.
В качестве опоры использовали две опоры решетчатой формы (опоры a и b), образованные из проволоки диаметром 2 мм и длиной 8 м каждая, прикрепленные сразу под отверстиями и свешивающиеся от них вертикально, и проволок диаметром 2 мм и длиной 100 мм, прикрепленных перпендикулярно к вышеуказанной проволоке с интервалом 100 мм. Форполимер и политетраметиленгликоль, подаваемые через ряд a перфорированной пластины, опускались вдоль опоры a, а форполимер и политетраметиленгликоль, подаваемые через ряд b перфорированной пластины, опускались вдоль опоры b. Опоры a и b были размещены так, что потоки форполимеров не объединялись. Материалом опор была нержавеющая сталь.
Было оборудовано два выпускных отверстия 9, и полимер, который опускался вдоль опоры a, отводили через зону I выпускных отверстий, а полимер, который опускался вдоль опоры b, отводили через зону II выпускных отверстий так, чтобы они не объединялись друг с другом.
Полимеризацию проводили при пониженном давлении 65 Па с одновременным опусканием форполимера вдоль опоры при температуре окружающей среды, такой же, как температура выпуска, и полученные полимеры выгружали из полимеризационного реактора с помощью откачивающих насосов (I и II) 8 и подвергали гранулированию с использованием грануляторов I и II одного и того же типа.
Что касается форполимера, то использовали форполимер, полученный добавлением 0,04 мас.% оксида сурьмы и триметилфосфата в пропорции 100 ч/млн, в расчете на массовую долю фосфора. Время пребывания в полимеризационном реакторе составляло 60 минут. Время пребывания означает величину, полученную делением количества полимера, присутствующего в полимеризационном реакторе, на подаваемое количество. В процессе полимеризации интенсивное вспенивание форполимера, выпускаемого через перфорированную пластину, и вследствие этого загрязнение поверхности насадки и стенок практически не происходит, так как опускающаяся смола содержит большое количество пузырьков и скатывается вдоль опоры в виде сферических пузырьков.
Полимеры, отводимые откачивающими насосами I и II, представляли собой однородные и высококачественные гранулы сополимеризованной смолы ПЭТ, имеющей каучукоподобную эластичность, и каждый имел содержание политетраметиленгликоля 42,9 мас.% и 57,1 мас.%.
Свойства полученных смол указаны в таблице 5.
Зона B =10 г/мин×отверстие
Зона B =8 г/мин×отверстие
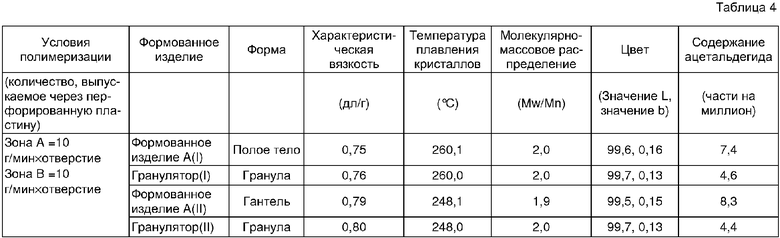
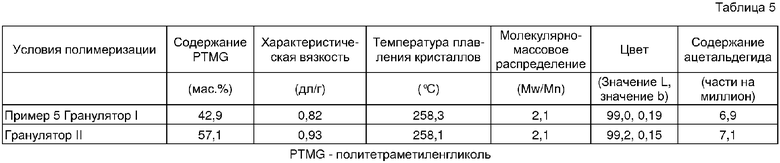
Промышленная применимость
Настоящее изобретение имеет целью получение различных высококачественных поликонденсационных полимеров с высокой степенью полимеризации, не окрашенных и с малым содержанием примесей, образованных из-за термической деструкции, и формованных изделий из них путем поликонденсации в расплаве с малыми затратами. Этот метод применим для получения полимера, свойства которого улучшаются сополимеризацией с другим мономером или добавлением другого полимера или различных модификаторов и который подходит для получения широкого диапазона продуктов в малых количествах.
Краткое описание чертежей
Фиг.1. Схема, показывающая пример полимеризационного реактора, используемого в настоящем изобретении;
фиг.2-1. Схема, показывающая пример способа подачи форполимера на перфорированную пластину, применяемую в настоящем изобретении: (1) пример подачи одного форполимера через каждую зону перфорированной пластины;
фиг.2-2. Схема, показывающая пример способа подачи форполимера на перфорированную пластину, применяемую в настоящем изобретении: (2) пример подачи одного или нескольких форполимеров и/или модификаторов полимера через каждую зону перфорированной пластины;
фиг.3. Схема устройства поглощения инертного газа и полимеризационного реактора, используемых в настоящем изобретении;
фиг.4. Схема, показывающая пример полимеризационного реактора и формовочной машины, используемых в настоящем изобретении;
фиг.5. Схема, показывающая пример полимеризационного реактора, используемого в настоящем изобретении;
фиг.6-1. Схема, показывающая пример способа подачи форполимера на перфорированную пластину, способа полимеризации и способа выгрузки полимера, используемых в настоящем изобретении: (1) пример подачи одного форполимера через каждую зону перфорированной пластины;
фиг.6-2. Схема, показывающая пример способа подачи форполимера на перфорированную пластину, способа полимеризации и способа выгрузки полимера, используемых в настоящем изобретении: (2) пример подачи одного или нескольких форполимеров и/или модификаторов полимера через каждую зону перфорированной пластины;
фиг.7. Схема устройства поглощения инертного газа и полимеризационного реактора, используемых в настоящем изобретении; и
фиг.8. Схема, показывающая пример полимеризационного реактора и формовочной машины, используемых в настоящем изобретении.
Описание обозначений
1 - перекачивающий насос
2 - приемное отверстие
3 - перфорированная пластина
4 - смотровое окно
5 - опора и опускающийся полимер
6 - отверстие для ввода инертного газа
7 - выпускное отверстие
8 - откачивающий насос
9 - выпускное отверстие
10 - полимеризационный реактор
N1 - перекачивающий насос
N2 - приемное отверстие
N3 - перфорированная пластина
N5 - опора и опускающийся полимер
N6 - отверстие для ввода инертного газа
N7 - выпускное отверстие
N8 - откачивающий насос/перекачивающий насос
N10 - устройство поглощения инертного газа
I1 - перекачивающий трубопровод и распределитель
I2 - формовочная машина A
I3 - формовочная машина B
I4 - формовочная машина C
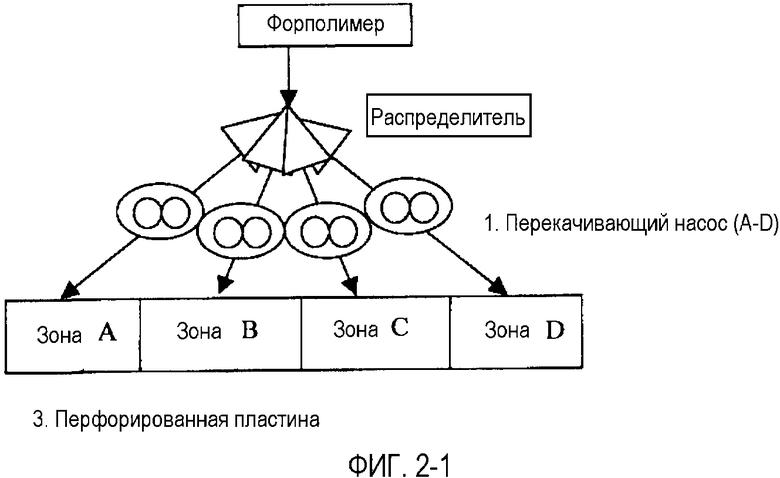
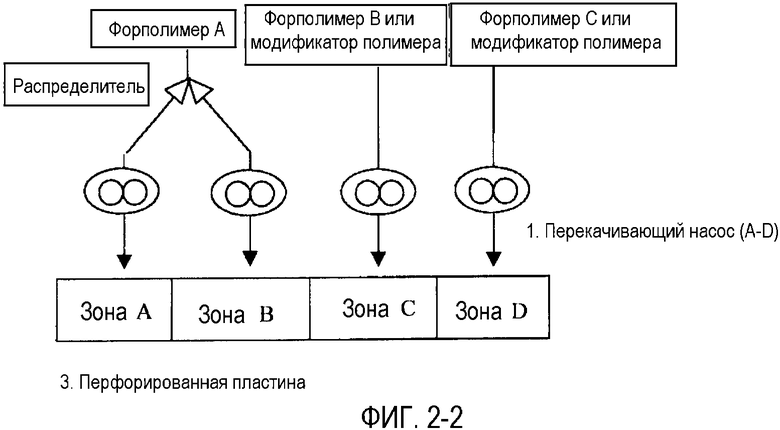
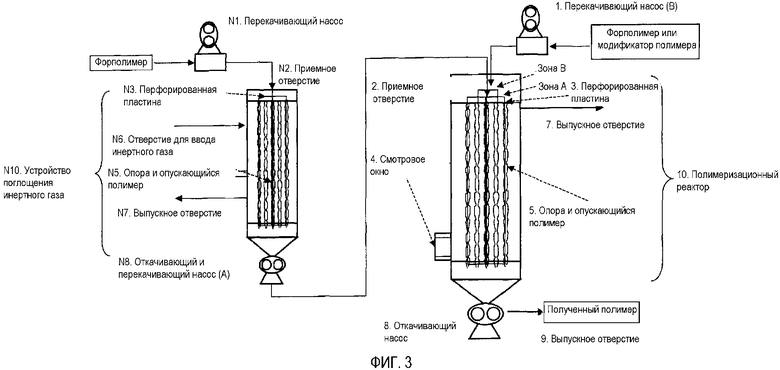
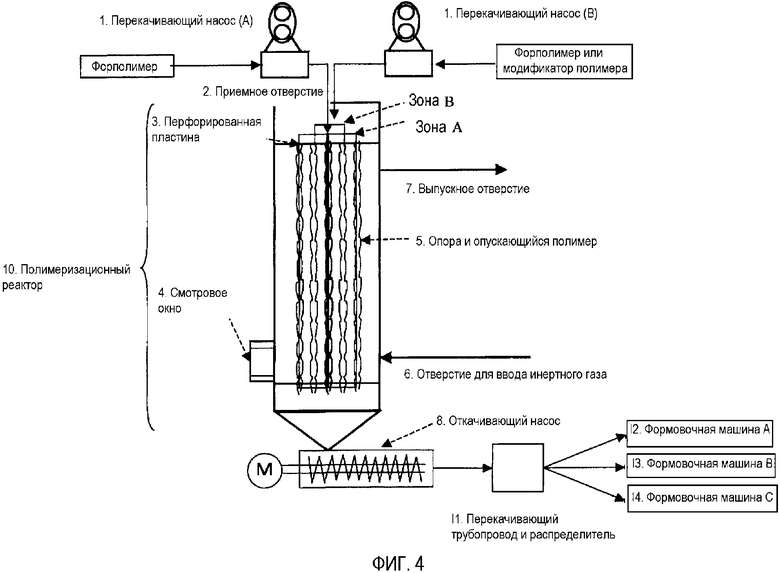
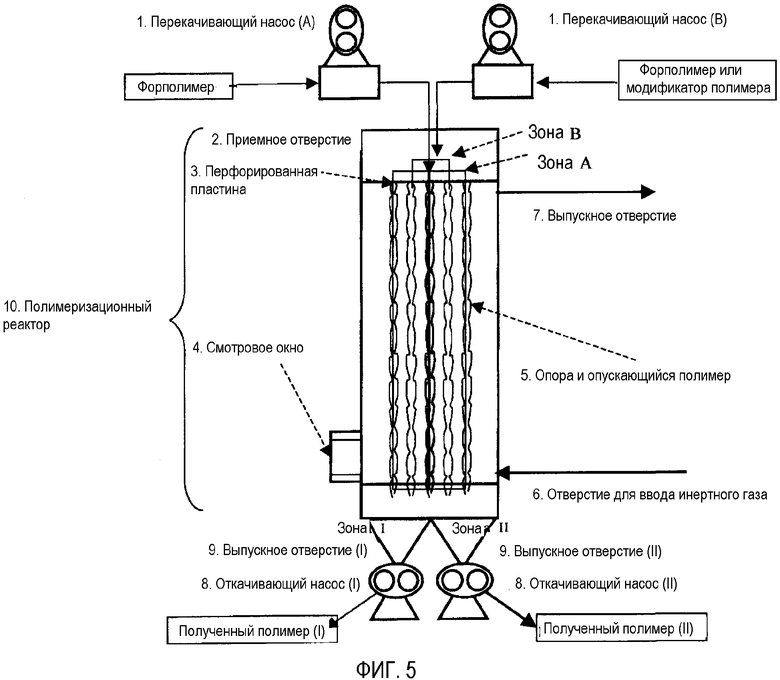
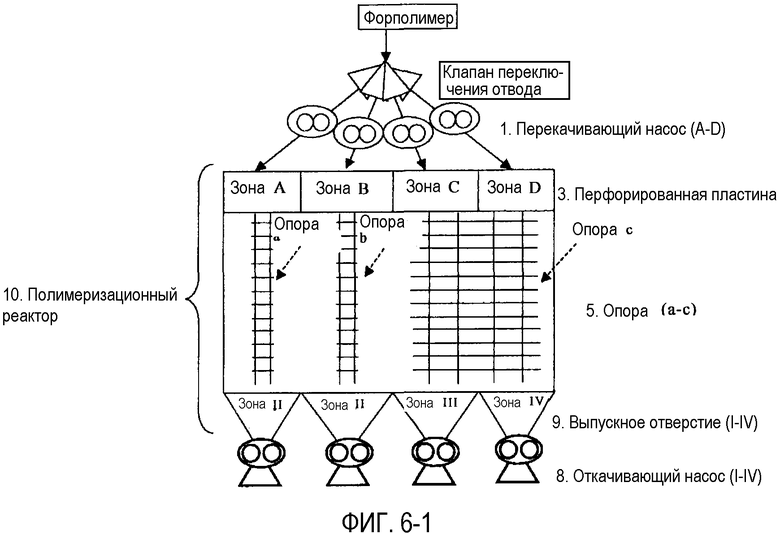
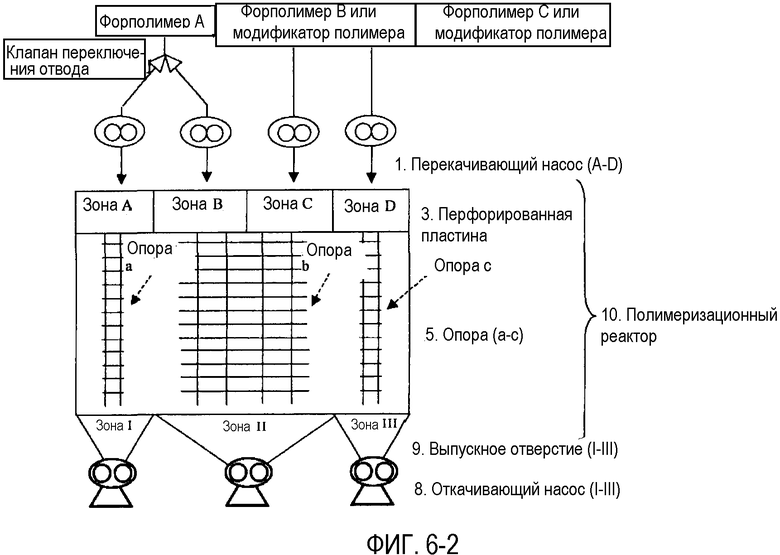
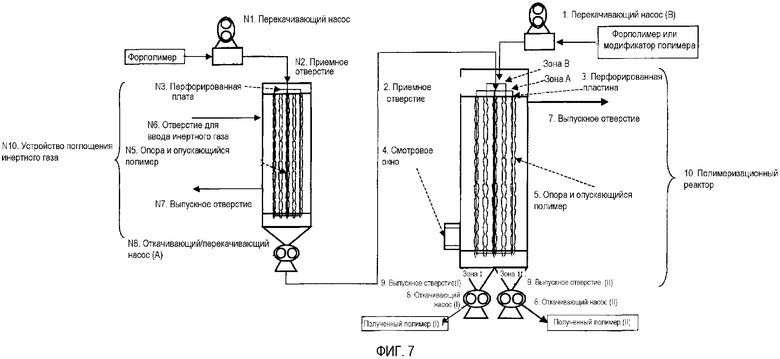
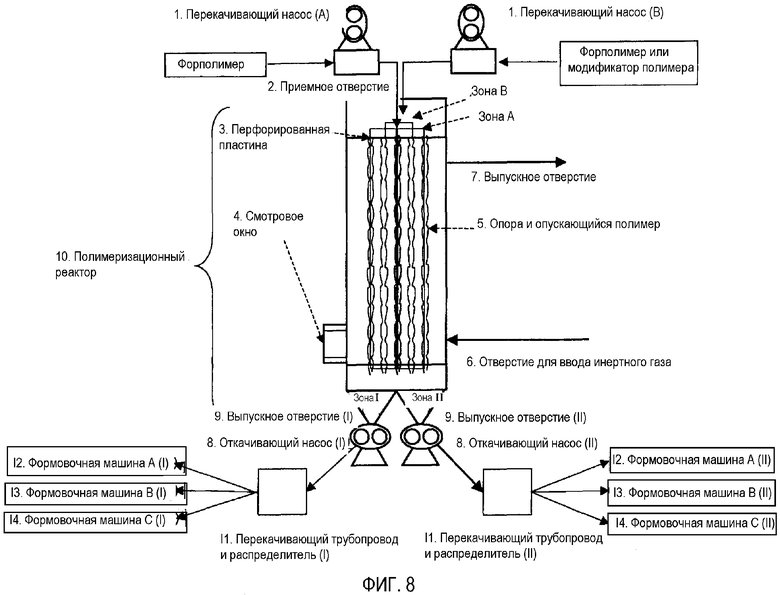
Изобретение относится к способу и устройству для получения поликонденсационного полимера и формованного изделия из него. Техническая задача - разработка способа и устройства для его осуществления, позволяющих с низкими затратами получать различные высококачественные поликонденсационные полимеры с высокой степенью полимеризации. Предложен способ получения поликонденсационного полимера, включающий введение форполимера поликонденсационного полимера в расплавленном состоянии в полимеризационный реактор через приемное отверстие, выпуск введенного форполимера через отверстия в перфорированной пластине и затем поликонденсацию форполимера при пониженном давлении с одновременным опусканием форполимера вдоль опоры, причем перфорированная пластина имеет две или более зоны, причем поликонденсацию проводят путем введения форполимера и/или модификатора полимера в каждую из зон и выпуска введенного форполимера и/или модификатора полимера через отверстия каждой из зон. Предложен также способ получения формованного изделия путем перевода полученного предложенным способом полимера в расплавленном состоянии в формовочную машину с последующим формованием. 6 н. и 6 з.п. ф-лы, 10 ил., 5 табл.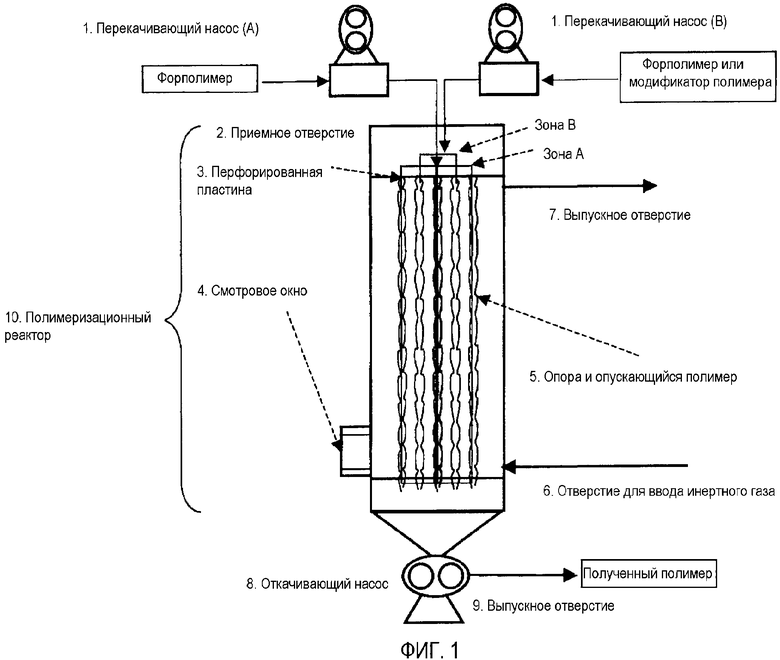
| JP 2004225008 A (ASAHI CHEMICAL CORP), 12.08.2004 | |||
| JP 2004224895 A (ASAHI CHEMICAL CORP), 12.08.2004 | |||
| НАВЕСНОЕ ОРУДИЕ ДЛЯ НАРЕЗКИ ОДНОБОРТНЫХ ВЫВОДНЫХ БОРОЗД | 0 |
|
SU177188A1 |
| WO 9965970 A (ASAHI CHEMICAL CORP (JP) ct al), 23.12.1999 | |||
| СПОСОБ И УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОГО ПОЛИЭТИЛЕНТЕРЕФТАЛАТА | 1999 |
|
RU2205844C2 |

