Область техники
Настоящее изобретение относится к способу получения полиалкилентерефталата, способу получения формованного изделия из полиалкилентерефталата и формованному изделию из полиалкилентерефталата.
Уровень техники
Полиалкилентерефталат (здесь и далее в настоящем документе сокращенно обозначаемый как ПАрТФ), который включает полиэтилентерефталат (здесь и далее в настоящем документе сокращенно обозначаемый как ПЭТФ) и полибутилентерефталат (здесь и далее в настоящем документе сокращенно обозначаемый как ПБТФ) в качестве характерных примеров, обладает такими характеристиками, как превосходные термостойкость, атмосферостойкость, механические свойства и прозрачность. Использование таких характеристик приводит к тому, что ПАрТФ находит себе широкое применение не только в случае волокон или магнитных лент, но также и в случае предварительных заготовок (преформ), используемых для изготовления контейнеров для напитков, изделий, полученных по способу литьевого формования, используемых для различных целей, или изделий, полученных по способу экструзионного формования, таких как упаковочные пленки или листы. В частности, полое тело, полученное по способу формования с раздувом из предварительной заготовки (преформы), обладает превосходными характеристиками, выражаемыми в легком весе, ударопрочности, прозрачности и тому подобном. В соответствии с этим такие полые тела во все больших масштабах используются в сфере изготовления контейнеров для различных типов напитков, таких как газированные напитки, сок, чай или минеральная вода, или контейнеров для жидких приправ для продуктов питания, таких как соевый соус, соус, салатное масло, косметики или жидкого моющего средства. Предполагается, что рынок будет дополнительно расширяться в будущем. Требуется, чтобы такие контейнеры не оказывали неблагоприятного воздействия на вкус их содержимого, а также обладали превосходными прочностью, ударопрочностью и прозрачностью. Таким образом, требуется, чтобы ПАрТФ, используемый для вышеупомянутых целей, обладал высоким качеством, таким чтобы он характеризовался высокой степенью полимеризации, был не окрашенным и содержал очень небольшое количество примесей, таких как ацетальдегид. В дополнение к этому было бы очень желательным, чтобы такой ПАрТФ можно было получать в промышленных масштабах и с хорошей производительностью при низких затратах.
В качестве способа получения ПАрТФ, используемого для вышеупомянутых целей, был предложен способ, в котором сложный диэфир, полученный из низшего спирта и РТА, такой как терефталевая кислота (здесь и далее в настоящем документе сокращенно обозначаемая как РТА), или диметилтерефталат (здесь и далее в настоящем документе сокращенно обозначаемый как ДМТФ) и алкиленгликоль, такой как этиленгликоль (здесь и далее в настоящем документе сокращенно обозначаемый как ЭГ), подвергают переэтерификации или прямой этерификации в отсутствие или в присутствии катализатора, такого как карбоксилат металла, таким образом, чтобы предварительно получить промежуточное соединение, такое как бис-β-гидроксиэтилтерефталат (здесь и далее в настоящем документе сокращенно обозначаемый как БГЭТФ) или его олигомер. После этого вышеупомянутые промежуточное соединение или олигомер, которые находятся в расплавленном состоянии, нагревают при пониженном давлении в присутствии катализатора реакции поликонденсации. В то время как из реакционной системы выпускают алкиленгликоль, получаемый в качестве побочного продукта, проводят полимеризацию в расплаве до тех пор, пока не достигают желательной степени полимеризации, так чтобы получить ПАрТФ.
В альтернативном варианте с помощью описанной выше полимеризации в расплаве получают полимерные гранулы со средней степенью полимеризации, а после этого их нагревают в твердом состоянии при пониженном давлении или в потоке инертного газа. Затем, выпуская из реакционной системы алкиленгликоль, получаемый в качестве побочного продукта, проводят твердофазную полимеризацию для достижения высокой степени полимеризации, так чтобы получить ПАрТФ (см., например, патентный документ 1).
Однако, для того чтобы получить формованное изделие путем твердофазной полимеризации, полимерные гранулы со средней степенью полимеризации, которые отверждают посредством охлаждения после полимеризации в расплаве, нагревают снова до высокой температуры, а после этого высушивают и кристаллизуют. Затем их подвергают твердофазной полимеризации в течение длительного периода времени, так чтобы получить гранулы с высокой степенью полимеризации. После этого полученные гранулы охлаждают еще раз, транспортируют и стабилизируют. Затем их нагревают и высушивают еще раз для подачи в машину для формования из расплава, так чтобы сформовать конечное формованное изделие или предварительную заготовку (преформу), используемую для изготовления контейнера. Таким образом, для получения ПАрТФ требуется реализация сложных способов.
Несмотря на то, что требуется реализация таких сложных способов, обычно твердофазную полимеризацию все же проводят. Это объясняется тем, что низкая температура полимеризации своим результатом имеет низкую вероятность протекания реакции пиролиза, и, таким образом, вряд ли будут возникать окрашивание или продукты разложения. Кроме того, поскольку во время полимеризации из полимера выпаривают и удаляют летучие примеси, можно получить высококачественный полимер. Однако данная методика является проблематичной в том отношении, что она требует наличия специальных и сложных оборудования или способов, а также использования длительного периода времени. Кроме того, методика является проблематичной также и в том отношении, что она требует расходования огромного количества энергии на такое большое количество повторений нагревания и охлаждения. Кроме того, такая твердофазная полимеризация также является проблематичной в том отношении, что в процессе полимеризации образуется большое количество порошкообразного полимера, который трудно расплавить, и в том отношении, что полученный таким образом полимер играет роль инородной субстанции, которая может затруднить формование или может ухудшить качество формованного изделия, как, например, характеристики поверхности, стойкость или прозрачность. Кроме того, она также является проблематичной в том отношении, что, поскольку в то время как гранулы с высокой степенью полимеризации подвергают переработке в расплаве, требуется использование жестких условий, таких как высокая температура или высокое усилие сдвига, качество формованного изделия в таком случае значительно ухудшается, несмотря на возможность получения высококачественного полимера.
До настоящего времени предпринималась также попытка получения ПАрТФ с высокой степенью полимеризации только способом полимеризации в расплаве без проведения твердофазной полимеризации. Поскольку в реакции поликонденсации ПАрТФ константа равновесия является очень маленькой, степень полимеризации можно увеличить только после удаления алкиленгликоля, получаемого в реакционной системе в качестве побочного продукта. Однако, поскольку высокая степень полимеризации приводит к получению высокой вязкости, удаление алкиленгликоля становится более трудным делом. Так, существовала методика использования горизонтального перемешивающего устройства, которое делает возможным обновление поверхности для большой и достаточной площади поверхности реакционного раствора в конечной поликонденсационной реакционной емкости, что приводит к получению высокой степени полимеризации (см., например, патентные документы 2 и 3). Используя такую методику, можно получить ПАрТФ с высокой степенью полимеризации, но методика использования полимеризационного аппарата, включающего в его основном корпусе узел привода вращения, такой как горизонтальное перемешивающее устройство, характеризуется следующими далее недостатками.
Если полимеризацию проводят в высоком вакууме, то, поскольку узел привода вращения полностью герметизировать невозможно, нельзя будет предотвратить приток следовых количеств воздуха, и, таким образом, окрашивание полимера становится неизбежным. Даже тогда, когда для предотвращения такого притока воздуха используют раствор, играющий роль гидрозатвора, примешивание раствора, играющего роль гидрозатвора, является неизбежным, и, таким образом, качество полимера неизбежно ухудшается. Кроме того, даже если в начале проведения операций сохраняется высокая герметизирующая способность, последняя может ухудшиться в ходе проведения длительных операций. Таким образом, существует также серьезная проблема в том, что касается сохранения эксплуатационных характеристик.
Кроме того, трудно также уменьшить содержание таких примесей, как ацетальдегид, что особенно проявляется в сфере контейнеров для напитков. Это обуславливается тем, что ацетальдегид вероятно будет образовываться в качестве побочного продукта в результате притока воздуха, а также тем, что, поскольку промышленный аппарат, включающий горизонтальное перемешивающее устройство, становится причиной большой глубины жидкости, примеси, такие как ацетальдегид, остаются в полимере.
Что касается ацетальдегида, то недавно была предложена методика принудительного удаления ацетальдегида из ПЭТФ, полученного путем проведения полимеризации в расплаве, с использованием обработки, дегазирующей расплав, или тому подобного, и прямого формования преформы в расплавленном состоянии.
Например, термопластичный сложный полиэфир, полученный путем проведения полимеризации в расплаве, подвергают дегазирующей обработке без существенного увеличения характеристической вязкости таким образом, чтобы уменьшить концентрацию ацетальдегида, а после этого формуют преформу (см. патентный документ 4). Однако, поскольку в данной методике при дегазации используют экструдер с вентиляционным отверстием, сложный полиэфир с высокой степенью полимеризации будет отличаться избыточно высокой вязкостью, и ацетальдегид нельзя будет удалить в достаточной степени. В дополнение к этому полимер локально имеет высокую температуру вследствие нагревания в результате воздействия сдвига или действия нагревателя: вследствие притока воздуха из узла осевого уплотнения появляется сильное окрашивание, как утверждалось выше, или возникает большое количество продуктов разложения. Для предотвращения окрашивания также была предложена методика добавления фосфатсодержащего соединения, но она не может улучшить качество в достаточной степени.
Кроме того, существует еще одна методика, в соответствии с которой в расплавленную массу сложного полиэфира с характеристической вязкостью в диапазоне от 0,5 до 0,75 дл/г нагнетают инертный газ, а затем в полимеризационном реакторе проводят полимеризацию в расплаве при температуре в диапазоне от 260 до 285°C при пониженном давлении так, чтобы получить расплавленную массу сложного полиэфира, содержащую малое количество ацетальдегида, с характеристической вязкостью в диапазоне от 0,75 до 0,95 дл/г, после чего проводят литьевое формование расплавленной массы полученного сложного полиэфира (см. патентный документ 5). Однако, поскольку в соответствии с исследованиями изобретателей настоящего изобретения в данной методике в качестве полимеризационного реактора используют горизонтальный реактор, относящийся к типу с двухосным перемешивающим устройством, для достижения высокой степени полимеризации требуется использование длительного периода времени. Кроме того, приток воздуха из узла осевого уплотнения становится причиной значительного окрашивания. В дополнение к этому поскольку промышленный реактор становится причиной большой глубины жидкости, достижение высокой степени полимеризации становится еще более трудным делом, а также становится невозможным уменьшение уровня содержания ацетальдегида. Чрезвычайно трудным является также однородное нагнетание в расплавленную массу сложного полиэфира инертного газа в количестве, достаточном для проведения дегазации в горизонтальном реакторе в промышленном масштабе.
Кроме того, существует еще одна методика, в соответствии с которой сложный полиэфир, полимеризованный в реакторе, подают в смеситель без затвердевания полимера в промежуточной точке, после чего в смеситель нагнетают агенты, вызывающие удаление ацетальдегида, такие как азот или монооксид углерода, затем ацетальдегид удаляют в резервуаре для мгновенного испарения, а после этого остаток транспортируют в формовочную машину, так чтобы получить формованное изделие (см. патентный документ 6). В данной методике сложный полиэфир, к которому примешивают агент, способствующий проведению отгонки, превращают в большое количество нитей, элементарных волокон или лент при помощи мундштука, а полученные таким образом продукты экструдируют в резервуар для мгновенного испарения в атмосфере с пониженным давлением. Таким образом, экструдированному продукту дают возможность падать на дно резервуара для мгновенного испарения, а после этого ему дают возможность интенсивно вспениваться, чтобы удалить ацетальдегид. Что касается данной методики, то форма полимеризационного реактора подробно не описывается. Однако, если в данной методике используют горизонтальный реактор, относящийся к типу с двухосным перемешивающим устройством, то для достижения высокой степени полимеризации необходимо использовать длительный период времени, и, кроме того, приток воздуха из узла осевого уплотнения будет вызывать появление значительного окрашивания. Кроме того, поскольку данная методика требует наличия специального вспомогательного оборудования, такого как смеситель или резервуар для мгновенного испарения, а также реактора, способы становятся сложными. Кроме того, поскольку такие смеситель или резервуар для мгновенного испарения включают пространство, в котором полимер может оставаться в течение длительного времени, локально будет протекать пиролиз, и являющийся продуктом пиролиза полимер, который значительно окрашен, будет примешиваться к продукту.
Кроме того, существует еще одна методика транспортирования смолы в расплавленном состоянии из полимеризационной машины в формовочную машину, а затем ее формования (см. патентный документ 7). Однако в данном способе используют горизонтальную полимеризационную машину с перемешиванием. Поэтому для достижения высокой степени полимеризации необходимо проводить полимеризацию в течение длительного времени, и приток воздуха из узла осевого уплотнения станет причиной значительного окрашивания. В данном способе существенным является наличие дегазатора для удаления ацетальдегида и тому подобного, но полимеру требуется оставаться в таком дегазаторе в течение дополнительного периода времени, так что окраска продукта будет ухудшена, а также увеличатся производственные затраты.
Кроме того, существует еще одна методика добавления акцептора альдегида, а также использования дегазатора для удаления ацетальдегида (см. патентный документ 8). Однако использование большого количества такого акцептора ацетальдегида приводит к возникновению проблем, таких как появление запаха и окрашивания, источником которых является акцептор.
Как уже утверждалось выше, обычно используемые методики полимеризации в расплаве могут привести к уменьшению уровня содержания летучих примесей, таких как ацетальдегид, но они не могут обеспечить получения формованного изделия из ПАрТФ, которое характеризовалось бы высокой степенью полимеризации и хорошей окраской.
Очень давно также был предложен способ, в котором в отличие от описанной выше методики использования полимеризационного аппарата, включающего в его основном корпусе узел привода вращения, полимеризацию проводят, предоставляя форполимеру возможность падать под действием силы тяжести из верхней части полимеризационного реактора, так чтобы в результате проведения полимеризации в расплаве получить ПЭТФ с высокой степенью полимеризации.
Например, существует методика, в соответствии с которой элементарным волокнам из сложного полиэфира дают возможность падать в вакуумное пространство, так чтобы получать сложный полиэфир с желательной молекулярной массой (см. патентный документ 9). Поскольку в данной методике рециркуляция упавшего полимера в результате приводит к ухудшению качества полученного сложного полиэфира, полимеризацию завершают в ходе операции, проводимой за один проход. Однако, поскольку при использовании такого способа выдерживание достаточного времени полимеризации является чрезвычайно трудным, чрезвычайно трудно также будет получить полимер с высокой степенью полимеризации. В дополнение к этому в полимеризационном реакторе элементарные волокна легко обрываются. Это представляет собой проблему, заключающуюся в том, что качество полученного полимера будет резко флуктуировать, и в том, что конденсаты с низкими молекулярными массами и разбрызгивающиеся из элементарных волокон будут загрязнять поверхность сопел, и вследствие таких загрязнений станет трудно передавливать элементарные волокна из сопла прямо вниз, в результате элементарные волокна будут вступать в контакт друг с другом и обрываться или же они будут собираться вместе, становясь толстым элементарным волокном с последующим его падением, что препятствует протеканию реакции.
Для того чтобы устранить такие неудобства, в качестве способа непрерывной поликонденсации БГЭТФ как начального конденсата при получении ПЭТФ и/или начального конденсата как его олигомера был предложен способ, включающий полимеризацию вышеупомянутых соединений при температуре реактора 340°C при одновременном предоставлении соединениям возможности падать под действием силы тяжести вдоль линейного предмета, который вертикально подвешивают из сопла, в атмосфере, в которой циркулирует инертный газ (см. патентный документ 10). Однако, в соответствии с исследованиями изобретателей настоящего изобретения, получаемый в качестве побочного продукта ЭГ нельзя удалить из продукта реакции в достаточной степени в такой атмосфере, в которой циркулирует инертный газ. Таким образом, полимер с высокой степенью полимеризации, требуемый для изготовления контейнеров для напитков, получить невозможно. Кроме того, при высокой температуре, такой как 340°C, в значительной степени протекает пиролиз, и может быть получен только полимер, который окрашивается, становясь желтым.
В дополнение к описанным выше способам в качестве способа получения сложного полиэфира и полиамида также существует способ проведения полимеризации с предоставлением полимеру возможности падать под действием силы тяжести вдоль линейного несущего элемента, вертикально расположенного в реакторе (см. патентный документ 11). Кроме того, в качестве способа получения сложного полиэфира также существует методика, в соответствии с которой при 285°C проводят подачу олигомера ПЭТФ со средней степенью полимеризации в диапазоне от 8 до 12 (что соответствует характеристической вязкости, равной 0,1 дл/г или менее), олигомеру дают возможность падать под действием силы тяжести вдоль цилиндрической проволочной сетки, вертикально расположенной в реакторе, и в то же время в реакторе проводят полимеризацию при пониженном давлении (см. патентный документ 12). Кроме того, также были предложены способ и аппарат, создающие форполимеру ПЭТФ с вязкостью расплава, равной 0,5 Па·сек (что соответствует характеристической вязкости, равной 0,1 дл/г или менее), условия для абсорбирования инертного газа, дающие форполимеру возможность падать под действием силы тяжести вдоль направляющей при пониженном давлении и в то же время обеспечивающие протекание полимеризации (см. патентный документ 13).
Однако, в соответствии с исследованиями изобретателей настоящего изобретения, полимер с интересующей степенью полимеризации нельзя получить путем непосредственного использования описанного выше способа в промышленном оборудовании. Кроме того, полимер, выпускаемый через перфорированную пластину и тому подобное, интенсивно вспенивается, и он загрязняет стенку реактора, снабженного несущим элементом, и поверхность сопел. Такие загрязнители подвергаются разложению, модифицированию или окрашиванию во время проведения длительных операций, и данные продукты разложения примешиваются к полимеру, так что качество продукта ухудшается.
В отличие от данных способов был также предложен способ полимеризации, где температуру продукта реакции непрерывно уменьшают, по мере того как продукт реакции падает в ходе подачи бис-гидроксиэтилтерефталата или его олигомера в колонну с орошаемыми стенками, с последующей непрерывной полимеризацией при пониженном давлении и одновременным проведением откачки с получением вакуума в нижней части колонны (см. патентный документ 14). Однако, в соответствии с исследованиями изобретателей настоящего изобретения, при использовании вышеупомянутого способа нельзя получить полимер с высокой степенью полимеризации. Если количество подаваемого форполимера уменьшить для улучшения скорости полимеризации, то появится снос (смещенное течение) форполимера, и, таким образом, высококачественный полимер не может быть получен.
Таким образом, обычно используемые методики полимеризации в расплаве, относящиеся к типу с падением под действием силы тяжести (патентные документы с 9 по 14), не могут обеспечить способ стабильного промышленного получения высококачественного ПАрТФ с высокой степенью полимеризации, с хорошей производительностью, который мог бы заменить собой методику твердофазной полимеризации. В дополнение к этому данные методики полимеризации в расплаве, относящиеся к типу с падением под действием силы тяжести, не позволяют предложить методику получения формованного изделия, содержащего небольшие количества низкомолекулярных летучих веществ, таких как ацетальдегид.
[Патентный документ 1] JP-A-58-45228.
[Патентный документ 2] JP-A-48-102894.
[Патентный документ 3] JP-A-9-77857.
[Патентный документ 4] JP-A-2000-117819.
[Патентный документ 5] японский патент № 3345250.
[Патентный документ 6] национальная публикация международной патентной заявки № 2001-516389.
[Патентный документ 7] национальная публикация международной патентной заявки № 2000-506199.
[Патентный документ 8] национальная публикация международной патентной заявки № 2002-514239.
[Патентный документ 9] патент США № 3110547.
[Патентный документ 10] JP-B-4-58806.
[Патентный документ 11] JP-A-53-17569.
[Патентный документ 12] JP-B-48-8355.
[Патентный документ 13] брошюра международной публикации WO 99/65970.
[Патентный документ 14] японский патент № 1369651.
Описание изобретения
Целью настоящего изобретения является предложение способа стабильного промышленного получения высококачественного ПАрТФ с высокой степенью полимеризации, с хорошей производительностью при низких затратах; способа стабильного промышленного получения формованного изделия из высококачественного ПАрТФ с высокой степенью полимеризации, с хорошей производительностью при низких затратах и высококачественной смолы ПЭТФ с высокой степенью полимеризации, содержащей небольшое количество летучих компонентов, которая является подходящей для изготовления контейнеров для напитков и тому подобного, преформы, полученной из смолы ПЭТФ, и полого тела, полученного из смолы ПЭТФ.
Изобретатели настоящего изобретения провели интенсивные исследования с целью разрешения описанных выше проблем. В результате они неожиданно обнаружили, что подходящий форполимер подвергают полимеризации, в то время как ему дают возможность падать вдоль несущего элемента при специфических условиях таким образом, чтобы при низких затратах получать высококачественный ПАрТФ с высокой степенью полимеризации, что может заменить собой твердофазную полимеризацию, и что полученный ПАрТФ в расплавленном состоянии транспортируют в формовочную машину с последующим формованием таким образом, чтобы получить из него высококачественное формованное изделие при дополнительных низких затратах. Изобретатели настоящего изобретения также выявили возможность получения смолы ПЭТФ, содержащей небольшое количество летучих компонентов, которая является подходящей для изготовления контейнеров для напитков и тому подобного, преформы, полученной из смолы ПЭТФ, и полого тела, полученного из смолы ПЭТФ, таким образом, сделав настоящее изобретение.
То есть, другими словами, настоящее изобретение характеризуется следующими признаками.
(1) Способ получения полиалкилентерефталата, который включает: введение форполимера полиалкилентерефталата, который находится в расплавленном состоянии, содержит 70 мол.% или более этилентерефталатных или 1,4-бутилентерефталатных повторяющихся звеньев и имеет характеристическую вязкость [η] в диапазоне от 0,2 до 2 дл/г, через питающее отверстие в полимеризационный реактор; выпуск введенного форполимера через отверстия в перфорированной пластине и после этого полимеризацию форполимера при пониженном давлении с одновременным предоставлением полимеру возможности падать вдоль поверхности несущего элемента, которая является открытой в направлении наружу, при температуре в диапазоне от [температуры плавления кристаллов -10°C] форполимера или более до [температуры плавления кристаллов +30°C] форполимера или менее в условиях, описываемых нижеследующей формулой (1):
S1/S2 > 1 (1)
где S1 - площадь поверхности падающего полиалкилентерефталата и
S2 - площадь, на которой несущий элемент находится в контакте с полиалкилентерефталатом.
(2) Способ получения полиалкилентерефталата, соответствующий приведенному выше пункту (1), где форполимер полиалкилентерефталата, используемый при полимеризации, имеет характеристическую вязкость [η] в диапазоне от 0,4 до 2,0 дл/г и концентрацию концевых карбоксильных групп, равную 150 мэкв./кг или менее.
(3) Способ получения полиалкилентерефталата, соответствующий приведенным выше пунктам (1) или (2), который включает введение инертного газа в полимеризационный реактор при использовании любой из нижеследующих стадий (А) или (В), или обеих стадий, и в то же время полимеризацию форполимера полиалкилентерефталата при пониженном давлении с одновременным предоставлением полимеру возможности падать вдоль несущего элемента;
(А) непосредственное введение инертного газа в полимеризационный реактор, который находится при пониженном давлении, и
(В) выпуск при пониженном давлении форполимера полиалкилентерефталата, который ранее абсорбировал и/или содержал инертный газ, так чтобы высвободить инертный газ, вводя его таким образом в полимеризационный реактор.
(4) Способ получения формованного изделия из полиалкилентерефталата, содержащего 70 мол.% или более алкилентерефталатных повторяющихся звеньев, который включает введение форполимера полиалкилентерефталата, который находится в расплавленном состоянии, в полимеризационный реактор; полимеризацию форполимера при пониженном давлении с одновременным предоставлением форполимеру возможности падать вдоль поверхности несущего элемента, которая является открытой в направлении наружу, и после этого транспортирование форполимера в расплавленном состоянии в формовочную машину с последующим проведением формования из расплава.
(5) Способ получения формованного изделия из полиалкилентерефталата, соответствующий приведенному выше пункту (4), где формованное изделие из полиалкилентерефталата представляет собой одно или несколько изделий, выбираемых из группы, состоящей из преформы для формования полого тела, полого тела, пленки, листа, волокна и гранул.
(6) Формованное изделие из полиалкилентерефталата, которое получают по способу, соответствующему приведенному выше пункту (4).
(7) Формованное изделие из полиалкилентерефталата, соответствующее пункту (6), где формованное изделие из полиалкилентерефталата представляет собой одно или несколько изделий, выбираемых из группы, состоящей из преформы для формования полого тела, полого тела, пленки, листа, волокна и гранул.
(8) Полиэтилентерефталат, содержащий 70 мол.% или более этилентерефталатных повторяющихся звеньев, который отличается следующими далее характеристиками от (С) до (F):
(С) характеристическая вязкость [η] находится в диапазоне от 0,5 до 2,0 дл/г;
(D) молекулярно-массовое распределение, представленное в виде Mw/Mn, находится в диапазоне от 1,8 до 2,2;
(Е) величина L и величина b, которые получают путем измерения оптического пропускания раствора, полученного растворением полиэтилентерефталата в ГФИП (гексафторизопропанол) при концентрации 13 мас.%, находятся в диапазонах от 99 до 100 и от -0,5 до 0,5 соответственно и
(F) уровень содержания ацетальдегида равен 10 ч./млн. или менее.
(9) Полиэтилентерефталат, соответствующий приведенному выше пункту (8), где количество олигомеров, содержащихся в полиэтилентерефталате, находится в диапазоне от 0,5 до 5,0 мас.%.
(10) Формованное изделие из полиэтилентерефталата, полученное из полиэтилентерефталата, соответствующего пунктам (8) или (9), которое имеет форму, выбираемую из группы, состоящей из преформы для формования полого тела, полого тела, пленки, листа, волокна и гранул.
(11) Формованное изделие из полиэтилентерефталата, соответствующее приведенному выше пункту (10), где указанное формованное изделие из полиэтилентерефталата представляет собой гранулы, а уровень содержания ацетальдегида в формованном изделии, полученном путем литьевого формования гранул при температуре формования 280°C, составляет 15 ч./млн. или менее.
С использованием способа полимеризации в расплаве и способа формования по настоящему изобретению можно стабильно получать в промышленных масштабах при низких затратах ПАрТФ с низкой степенью окрашивания и высокой степенью полимеризации, что может заменить собой твердофазную полимеризацию. В дополнение к этому ПАрТФ в расплавленном состоянии транспортируют в формовочную машину и формуют таким образом, чтобы получить высококачественное формованное изделие при дополнительных низких затратах. Кроме того, также можно с высокой производительностью в промышленных масштабах стабильно получать смолу ПЭТФ, которая является подходящей для изготовления контейнеров для напитков и тому подобного, содержит небольшое количество летучих компонентов и не оказывает неблагоприятного воздействия на вкус их содержимого, преформы, полученной из смолы ПЭТФ, и полого тела, полученного из смолы ПЭТФ.
Краткое описание чертежей
Фигура 1 представляет собой схематическое изображение, демонстрирующее пример полимеризационного реактора, используемого в настоящем изобретении.
Фигура 2 представляет собой схематическое изображение, демонстрирующее устройство для абсорбирования инертного газа и полимеризационный реактор, используемые в настоящем изобретении.
Фигура 3 представляет собой схематическое изображение, демонстрирующее пример аппарата, при помощи которого может быть использован способ настоящего изобретения.
Фигура 4 представляет собой схематическое изображение, демонстрирующее пример аппарата, при помощи которого может быть использован способ настоящего изобретения.
Фигура 5 представляет собой схематическое изображение, демонстрирующее пример полимеризационного реактора и формовочной машины, используемых в настоящем изобретении.
Фигура 6 представляет собой схематическое изображение, демонстрирующее пример устройства для абсорбирования инертного газа, полимеризационного реактора и формовочной машины, используемых в настоящем изобретении.
Описание символов
1 - прекачивающий насос
2 - питающее отверстие
3 - перфорированная пластина
4 - смотровое отверстие
5 - несущий элемент и падающий полимер
6 - питающее отверстие для подачи инертного газа
7 - отверстие для вакуумирования
8 - дренажный насос
9 - выпускное отверстие
10 - полимеризационный реактор
N1 - перекачивающий насос
N2 - питающее отверстие
N3 - перфорированная пластина
N5 - несущий элемент и падающий полимер
N6 - отверстие для ввода инертного газа
N7 - отверстие для вакуумирования
N8 - дренажный и перекачивающий насос
N10 - устройство для абсорбирования инертного газа
Р1 - реактор этерификации
Р2 - перемешивающая лопасть
Р3 - отверстие для вакуумирования
Р4 - перекачивающий насос
Р5 - первый полимеризационный реактор в виде емкости с перемешиванием
Р6 - перемешивающая лопасть
Р7 - отверстие для вакуумирования
Р8 - перекачивающий насос
Р9 - второй полимеризационный реактор в виде емкости с перемешиванием
Р10 - перемешивающая лопасть
Р11 - отверстие для вакуумирования
Е1 - первый реактор переэтерификации
Е2 - перемешивающая лопасть
Е3 - отверстие для вакуумирования
Е4 - перекачивающий насос
Е5 - второй реактор переэтерификации
Е6 - перемешивающая лопасть
Е7 - отверстие для вакуумирования
Е8 - перекачивающий насос
Е9 - первый полимеризационный реактор в виде емкости с перемешиванием
Е10 - перемешивающая лопасть
Е11 - отверстие для вакуумирования
Е12 - перекачивающий насос
Е13 - полимеризация в горизонтальном аппарате с перемешиванием
Е14 - перемешивающая лопасть
Е15 - отверстие для вакуумирования
11 - перепускная труба и распределитель
12 - формовочная машина А
13 - формовочная машина В
14 - формовочная машина С
Наилучший способ реализации изобретения
Настоящее изобретение будет конкретно описано далее.
ПАрТФ настоящего изобретения определяют как ПАрТФ, содержащий 70 мол.% или более этилентерефталатных или 1,4-бутилентерефталатных повторяющихся звеньев. ПАрТФ также включает ПАрТФ, содержащий 30 мол.% или менее одного или нескольких типов других сополимеризующихся компонентов. Примеры такого сополимеризующегося компонента могут включать мономеры, образующие сложный эфир, такие как 5-натрийсульфоизофталевая кислота, тетраметилфосфониевая соль 3,5-дикарбоксибензолсульфоновой кислоты, 1,4-циклогександикарбоновая кислота, 2,6-нафталиндикарбоновая кислота, п-фенилендикарбоновая кислота, п-гидроксибензойная кислота, 6-гидрокси-2-нафталинкарбоновая кислота, 1,3-бутандиол, 1,4-бутандиол, неопентилгликоль, 1,6-гексаметиленгликоль, 1,4-циклогександиол, 1,4-циклогександиметанол, изофталевая кислота, о-фталевая кислота, тримеллитовая кислота, пиромеллитовая кислота, щавелевая кислота, янтарная кислота, адипиновая кислота, додекандикислота, фумаровая кислота, малеиновая кислота или 1,4-циклогександикарбоновая кислота, полиэтиленгликоль, полипропиленгликоль, политетраметиленгликоль и их сополимеры. Кроме того, ПАрТФ настоящего изобретения также может включать ПАрТФ, содержащий циклические или линейные олигомеры, мономеры, такие как ДМТФ, ТФК (терефталевая кислота) или ЭГ, и различные типы добавок, а также и сам ПАрТФ.
В настоящем изобретении предварительно заполимеризованный форполимер ПАрТФ, который находится в расплавленном состоянии, подают в полимеризационный реактор для того, чтобы в результате полимеризации получить смолу ПАрТФ с желательной степенью полимеризации. Термин «форполимер ПАрТФ» используется в настоящем документе для обозначения полимера на ранней стадии полимеризации, который характеризуется более низкой степенью полимеризации по сравнению со степенью полимеризации продукта ПАрТФ.
Предпочтительные способы промышленного получения форполимера ПАрТФ по настоящему изобретению при грубой классификации распадаются на два способа, что выражается в различии в материалах исходного сырья: «способ переэтерификации», где сложный диэфир низшего спирта и ТФК и алкиленгликоль подвергают переэтерификации с получением бис-гидроксиалкилтерефталата в качестве промежуточного соединения для ПАрТФ, а промежуточное соединение затем подвергают реакции поликонденсации, так чтобы получить форполимер ПАрТФ; «способ прямой этерификации», где ТФК и алкиленгликоль подвергают этерификации с получением промежуточного соединения, а промежуточное соединение затем подвергают поликонденсации, как и в первом способе, так чтобы получить форполимер ПАрТФ. Такое промежуточное соединение может включать не вступившую в реакцию ТФК, сложный эфир, полученный из низшего спирта и ТФК, алкиленгликоль и олигомер ПАрТФ. Предпочтительно, чтобы 70 мас.% или более от совокупного продукта реакции составляло промежуточное соединение или низкомолекулярный олигомер ПАрТФ.
Кроме того, если используемые способы грубо разделить в соответствии с различием в производственной системе, то можно получить нижеследующие два способа: способ периодической полимеризации (также называемый периодическим способом), где все материалы и тому подобное подают в реактор и все данные материалы одновременно вступают в реакцию с получением форполимера ПАрТФ, и способ непрерывной полимеризации, где материалы непрерывно подают в реактор, так чтобы непрерывно получать форполимер ПАрТФ. В настоящем изобретении более предпочтительно, чтобы форполимер ПАрТФ получали по способу непрерывной полимеризации и чтобы полученный форполимер непрерывно полимеризовали по способу настоящего изобретения, так чтобы получить продукт с высокой степенью полимеризации.
Пример способа получения описанного выше промежуточного соединения подробно будет описан далее.
Вначале будет описан «способ переэтерификации».
В способе переэтерификации сложный диэфир низшего спирта и ТФК и алкиленгликоль подвергают переэтерификации в присутствии катализатора переэтерификации при температуре в диапазоне от 160 до 290°C, так чтобы получить промежуточное соединение. Поскольку в способе переэтерификации ДМТФ как материал характеризуется высокой летучестью, то предпочтительно, чтобы реактор разделялся на два или более модуля и чтобы температуру изменяли в зависимости от скорости реакции.
Для того чтобы сократить время реакции и получить высококачественный полимер, при подаче сложного диэфира, полученного из низшего спирта и ТФК, и алкиленгликоля молярное соотношение между обоими компонентами предпочтительно находится в диапазоне от 1:1,2 до 1:4, а более предпочтительно от 1:1,4 до 1:2,5.
В способе переэтерификации необходимо использовать катализатор переэтерификации, и в настоящем изобретении можно использовать ранее известные катализаторы. Примеры предпочтительного катализатора могут включать алкоксиды титана, в том числе тетрабутоксид титана и тетраизопропоксид титана в качестве типичных примеров; соединения олова, такие как 2-этилгексаноат олова; ацетат марганца; ацетат кобальта; ацетат кальция и ацетат цинка. В их числе предпочтительными для получения высококачественного полимера являются ацетат марганца и ацетат кальция. Количество катализатора переэтерификации предпочтительно находится в диапазоне от 0,01 до 0,5 мас.%, более предпочтительно от 0,02 до 0,3 мас.%, а наиболее предпочтительно от 0,03 до 0,1 мас.% в расчете на количество сложного диэфира низшего спирта и ТФК.
Далее будет описан способ получения промежуточного соединения в соответствии со «способом прямой этерификации».
В способе прямой этерификации ТФК и алкиленгликоль подвергают этерификации при температуре в диапазоне от 150 до 320°C, для того чтобы получить промежуточное соединение.
При подаче ТФК и алкиленгликоля молярное соотношение обоих компонентов предпочтительно находится в диапазоне от 1:1,01 до 1:3, а более предпочтительно от 1:1,03 до 1:2. Время реакции можно сократить, задавая молярное соотношение в пределах вышеупомянутого диапазона.
Поскольку в способе прямой этерификации протоны, высвобождающиеся из ТФК, функционируют в качестве катализаторов, катализатор этерификации не всегда является необходимым. Однако существует также случай, когда для увеличения скорости реакции используют катализатор этерификации. Примеры такого катализатора этерификации могут включать алкоксиды титана, в том числе тетрабутоксид титана и тетраизопропоксид титана в качестве типичных примеров, и соединения олова, такие как 2-этилгексаноат олова. Количество добавляемого катализатора этерификации предпочтительно находится в диапазоне от 0,01 до 1 мас.%, более предпочтительно от 0,03 до 0,5 мас.%, а еще более предпочтительно от 0,05 до 0,2 мас.% в расчете на количество ТФК.
Для гладкого прохождения этерификации также можно добавлять промежуточное соединение в начале реакции. В периодическом способе осуществляют одновременную подачу ТФК и алкиленгликоля как материалов, или ТФК, алкиленгликоля и от 5 до 80 мас.% промежуточного соединения в расчете на количество ТФК, для того чтобы инициировать реакцию. В способе непрерывной полимеризации в начале полимеризации в реактор, в котором будут проводить прямую этерификацию, предварительно подают, а затем расплавляют от 5 до 80 мас.% промежуточного соединения в расчете на определенный уровень. После этого, в то время как в реактор загружают определенное количество смеси, состоящей из ТФК и алкиленгликоля, определенное количество продукта реакции выпускают, так чтобы инициировать реакцию. Затем подачу материалов и выпуск продукта реакции продолжают таким образом, чтобы перейти в стационарное состояние.
Промежуточное соединение, полученное в соответствии с описанным выше способом, подвергают реакции поликонденсации, так чтобы получить форполимер, используемый в настоящем изобретении. Реакцию поликонденсации с получением форполимера проводят, подвергая промежуточное соединение реакции поликонденсации при пониженном давлении или в атмосфере, содержащей инертный газ, при определенной температуре с одновременным удалением алкиленгликоля, получаемого в качестве побочного продукта.
Температура, при которой проводят реакцию поликонденсации, предпочтительно находится в диапазоне от 235 до 320°C. Задавая температуру, равную 235°C или более, можно предотвратить затвердевание продукта реакции или продление времени реакции. Задавая температуру, равную 320°C или менее, можно подавить протекание пиролиза, так что может быть получена смола с превосходным цветовым тоном. Температура более предпочтительно находится в диапазоне от 240 до 310°C, а еще более предпочтительно от 245 до 300°C.
Если реакцию поликонденсации проводят при пониженном давлении, то степень понижения давления надлежащим образом регулируют в зависимости от способности к сублимации промежуточного соединения или продукта реакции поликонденсации, или от скорости реакции. Если реакцию поликонденсации проводят в атмосфере, содержащей инертный газ, то для эффективного удаления алкиленгликоля, получаемого в качестве побочного продукта, предпочтительно, чтобы реакционную систему замещали инертным газом в каждый момент времени.
Если промежуточное соединение подвергают реакции поликонденсации, то предпочтительно использовать катализатор реакции поликонденсации. Использование такого катализатора реакции поликонденсации делает возможным значительное сокращение времени реакции поликонденсации. В качестве таких катализаторов реакции поликонденсации можно использовать ранее известные катализаторы. Примеры предпочтительного катализатора реакции поликонденсации могут включать соединения германия, такие как оксид германия; соединения сурьмы, такие как триоксид дисурьмы или ацетат сурьмы; алкоксиды титана, в том числе тетрабутоксид титана и тетраизопропоксид титана в качестве типичных примеров; диоксид титана и двойную соль, состоящую из диоксида титана и диоксида кремния. В их числе в особенности предпочтительными являются оксид германия и триоксид дисурьмы, поскольку данные соединения приводят к получению высокой скорости реакции и хорошего цветового тона. Что касается данных катализаторов, то либо можно использовать только один тип катализатора, либо можно использовать два или более типов катализаторов в комбинации. Катализатор реакции поликонденсации добавляют к форполимеру при массовом соотношении предпочтительно в диапазоне от 0,001 до 1 мас.%, более предпочтительно от 0,005 до 0,5 мас.%, а в особенности предпочтительно от 0,01 до 0,2 мас.% в расчете на массу форполимера. Если во время реализации способа получения промежуточного соединения используют соединение, играющее роль также катализатора реакции поликонденсации, то оптимальным будет проведение регулировки таким образом, чтобы количество катализаторов попадало в пределы описанного выше диапазона, включающего количество соединения.
Примеры аппарата, подходящего для проведения такой реакции поликонденсации, могут включать вертикальный полимеризационный реактор с перемешиванием, горизонтальный реактор с перемешиванием, имеющий одноосную или двухосную перемешивающую лопасть, тонкопленочный полимеризационный реактор, использующий естественное падение и имеющий лотки, тонкопленочный полимеризационный реактор, использующий естественное падение на наклонную плоскость, и колонну с орошаемыми стенками. Кроме того, также могут быть случаи, когда данные аппараты можно использовать в комбинации.
Что касается реактора поликонденсации, то в способе периодической полимеризации можно использовать один аппарат от инициирования реакции поликонденсации промежуточного соединения до достижения стадии получения форполимера. Однако также возможно использование двух или более реакторов. В противоположность этому для эффективного проведения реакции по способу непрерывной полимеризации предпочтительно использовать два или более реакторов и индивидуально определять температуру, степень понижения давления и другие факторы.
Далее будет описан способ полимеризации вышеупомянутого форполимера ПАрТФ в полимеризационном реакторе настоящего изобретения.
В настоящем изобретении необходимо, чтобы форполимер ПАрТФ, который находится в расплавленном состоянии, имеющий характеристическую вязкость [η] в диапазоне от 0,2 до 2 дл/г, подавали через питающее отверстие в полимеризационный реактор, чтобы форполимер выпускали из отверстий перфорированной пластины и чтобы форполимер полимеризовали при пониженном давлении, в то время как ему дают возможность падать вдоль поверхности несущего элемента, которая является открытой в направлении наружу, при температуре в диапазоне от [температуры плавления кристаллов -10°C] форполимера или более до [температуры плавления кристаллов +30°C] форполимера или менее в условиях, описываемых нижеследующей формулой (1):
S1/S2 > 1 (1)
где S1 - площадь поверхности падающего полиалкилентерефталата и
S2 - площадь, на которой несущий элемент находится в контакте с полиалкилентерефталатом.
Термин «S1 - площадь поверхности падающего полиалкилентерефталата» в приведенной выше формуле (1) означает среднюю площадь поверхности плоскости, на которой ПАрТФ, который падает вдоль поверхности несущего элемента, которая является открытой в направлении наружу, находится в контакте с газовой фазой. Например, если материалу ПАрТФ дают возможность падать вдоль поверхности несущего элемента в форме проволоки, S1 рассчитывают из среднего радиуса ПАрТФ, падающего в форме цилиндра или конуса по окружности проволоки, который получают при задании проволоки в качестве центра. Вышеупомянутый «средний радиус ПАрТФ, полученный при задании проволоки в качестве центра», получают путем проведения съемки потока смолы при помощи видеокамеры и тому подобного через смотровое отверстие, имеющееся на полимеризационном реакторе, и считывания размеров с нескольких статических изображений, для того чтобы радиус можно было получить как среднее значение. Даже если поток смолы будет иметь неправильную форму, в результате проведения съемки получают несколько статических изображений, а среднее значение S1 рассчитывают путем обработки видеоинформации, как это описано выше. С другой стороны, S2 означает площадь, на которой несущий элемент находится в контакте с полиалкилентерефталатом. Если ПАрТФ оборачивает несущий элемент целиком, то S2 равен общей площади поверхности несущего элемента. Если ПАрТФ не оборачивает несущий элемент целиком, то после завершения эксперимента несущий элемент из полимеризационного реактора удаляют, фактически измеряют площадь, к которой ПАрТФ не прилипает, и измеренное значение вычитают из общей пощади поверхности несущего элемента для того, чтобы получить значение S2.
В настоящем изобретении важно предотвратить интенсивное вспенивание и диспергирование форполимера, выпускаемого из отверстий перфорированной пластины. В результате выпуска форполимера, отличающегося характеристической вязкостью, которая находится в пределах описанного выше диапазона, при температуре, которая находится в пределах описанного выше диапазона, можно предотвратить разбрызгивание форполимера вследствие интенсивного вспенивания и можно предотвратить ухудшение качества продукта вследствие загрязнения поверхности сопел или стенки полимеризационного реактора. Кроме того, как это ни удивительно, полимер, падающий вдоль несущего элемента, включает большое количество пузырьков, и было обнаружено явление, при котором не только «расширяется площадь поверхности полимера», но также и «полимер соскальзывает вниз по несущему элементу в виде агломератов пузырьков или в виде шарообразных пузырьков». В то же время было подтверждено значительное увеличение скорости полимеризации и улучшение окраски полимера. Считается, что такое значительное увеличение скорости полимеризации вызывается несколькими действиями, такими как эффект расширения площади поверхности в результате включения большого количества пузырьков и эффект обновления поверхности в результате пластифицирующего действия пузырьков. Кроме того, пластифицирующее действие пузырьков также делает возможным улучшение окраски полимера вследствие уменьшения времени пребывания полимера в полимеризационном реакторе и легкости удаления из полимеризационного реактора полимера с высокой степенью полимеризации и высокой вязкостью.
Вышеупомянутые патентные документы 11 - 13 описывают полимеризационные реакторы, характеризующиеся конструкцией, подобной конструкции настоящего изобретения. Однако характеристические вязкости форполимеров, описанных в данных документах, являются чрезвычайно низкими и данные характеристические вязкости составляют величину менее чем 0,1 дл/г. Кроме того, температуры полимеризации, описанные в данных документах, являются относительно высокими и температуры находятся в диапазоне от 280 до 310°C. Данные условия определены так, чтобы в течение короткого времени пребывания при высокой температуре приводить к полимеризации форполимера с низкой степенью полимеризации, который будет только незначительно окрашенным на начальной стадии реакции, для того чтобы получить полимер хорошего качества с высокой степенью полимеризации. В соответствии с обычными знаниями в области техники, если полимеризуют форполимер с повышенной степенью полимеризации, то пока он является форполимером, будет прогрессировать окрашивание, а, кроме того, когда форполимеру в полимеризационном реакторе будут давать возможность падать, будет увеличиваться время пребывания. Таким образом, возможность получения высококачественного полимера никогда не предполагалась.
В противоположность этому, как указывалось выше, диапазон характеристической вязкости форполимера в настоящем изобретении устанавливают относительно высоким, что противоречит знаниям в области техники на современном ее уровне. Кроме того, как описывается далее, температуру полимеризации устанавливают в диапазоне от [температуры плавления кристаллов -10°C] форполимера или более до [температуры плавления кристаллов +30°C] форполимера или менее, что составляет величину, меньшую обычно используемой температуры, в противоположность знаниям в области техники на современном ее уровне. Изобретатели настоящего изобретения обнаружили, что состояние вспенивания форполимера можно контролировать, определяя характеристическую вязкость форполимера и температуру полимеризации в пределах вышеупомянутых диапазонов. Изобретатели обнаружили неожиданно превосходный эффект, заключающийся в том, что при такой низкой температуре скорость полимеризации можно значительно увеличить, а полимер с высокой степенью полимеризации можно легко удалить. Таким образом, изобретателям удалось получить ПАрТФ, обладающий улучшенным качеством и характеризующийся высокой степенью полимеризации.
Для того чтобы в настоящем изобретении предотвратить разбрызгивание форполимера вследствие интенсивного вспенивания, необходимо установить характеристическую вязкость [η] форполимера на уровне 0,2 дл/г или более. Форполимер с характеристической вязкостью [η], равной 0,2 дл/г, характеризуется среднечисленной степенью полимеризации, равной 25, а также вязкостью расплава при 280°C, приблизительно равной 60 пуазам. Таким образом, форполимер является вязким. В целях сужения молекулярно-массового распределения полученной смолы или уменьшения неоднородности желательно, чтобы характеристическая вязкость [η] форполимера была высокой. С другой стороны, для того чтобы эффективно удалить из реакционной системы алкиленгликоль, полученный в качестве побочного продукта, или для того чтобы дать форполимеру возможность падать при одновременном обеспечении его вспенивания в умеренной степени, желательно, чтобы характеристическая вязкость форполимера была низкой и характеристическая вязкость [η] предпочтительно составляла величину, равную 2 дл/г или менее. Таким образом, характеристическая вязкость [η] форполимера более предпочтительно находится в диапазоне от 0,25 до 1,5 дл/г, еще более предпочтительно от 0,3 до 1,2 дл/г, особенно предпочтительно от 0,4 до 0,8 дл/г, в еще большей степени предпочтительно от 0,42 до 0,7 дл/г, а наиболее предпочтительно от 0,44 до 0,6 дл/г.
Кроме того, в то время как разбрызгивание форполимера вследствие интенсивного вспенивания подавляет соответствующая вязкость форполимера, для предоставления возможности включения в форполимер большого количества пузырьков или для предотвращения окрашивания вследствие пиролиза в целях получения высококачественного ПАрТФ, предпочтительно, чтобы температура выпуска форполимера представляла собой [температуру плавления кристаллов +30°C] форполимера или менее. С другой стороны, для того чтобы из перфорированной пластины производить равномерный выпуск форполимера, который находится в расплавленном состоянии, и для того чтобы дать форполимеру, который находится в однородном расплавленном состоянии, включая большое количество пузырьков, возможность падать вдоль несущего элемента, предпочтительно, чтобы температура выпуска форполимера представляла собой [температуру плавления кристаллов -10°C] форполимера или более.
Даже если при подаче материалов состав материалов будет одним и тем же, все же существуют случаи, когда в полимер могут быть введены другие структуры, такие как структура диэтиленгликоля, образующегося в качестве побочного продукта во время полимеризации. В соответствии с этим существуют определенные случаи, в которых температуру плавления кристаллов ПАрТф можно изменять в зависимости от условий получения форполимера, и, таким образом, необходимым является фактическое измерение температуры плавления кристаллов.
В настоящем документе температура плавления кристаллов форполимера означает пиковую температуру эндотермического пика, полученного в результате плавления кристалла, при проведении измерений с использованием прибора Pyris 1 DSC (дифференциальный сканирующий калориметр с компенсацией входа), изготовленного компанией Perkin Elmer, в условиях, описанных далее. Пиковую температуру определяют, используя программное обеспечение для проведения анализа, прилагаемое к вышеупомянутому прибору.
Температура измерения от 0 до 300°C.
Скорость увеличения температуры 10°C/мин.
Температура выпуска форполимера более предпочтительно находится в диапазоне от [температуры плавления кристаллов -5°C] форполимера или более до [температуры плавления кристаллов +25°C] форполимера или менее, более предпочтительно от температуры плавления кристаллов форполимера или более до [температуры плавления кристаллов +20°C] форполимера или менее, еще более предпочтительно от температуры плавления кристаллов форполимера или более до [температуры плавления кристаллов +15°C] форполимера или менее, наиболее предпочтительно от температуры плавления кристаллов форполимера или более до [температуры плавления кристаллов +10°C] форполимера или менее, а в особенности наиболее предпочтительно от температуры плавления кристаллов форполимера или более до [температуры плавления кристаллов +5°C] форполимера или менее. В частности, для того чтобы уменьшить количество примесей, таких как ацетальдегид, желательно проводить выпуск форполимера при температуре, по возможности более низкой.
Перфорированная пластина для выпуска форполимера означает тело пластины, имеющей множество отверстий. Толщина такой перфорированной пластины особенно не ограничивается, но обычно она находится в диапазоне от 0,1 до 300 мм, предпочтительно от 1 до 200 мм, а более предпочтительно от 5 до 150 мм. Перфорированная пластина должна выдерживать давление камеры подачи расплавленного форполимера. Если несущий элемент в полимеризационной камере будет прикреплен к перфорированной пластине, то пластина должна будет обладать прочностью, которая необходима для выдерживания массы несущего элемента и массы падающего расплавленного форполимера. Поэтому предпочтительно, чтобы перфорированной пластине была придана жесткость при помощи ребер жесткости и тому подобного. Отверстие на перфорированной пластине имеет форму, выбираемую из группы, состоящей из круга, эллипса, треугольника, щели, многоугольника и звезды. Площадь поперечного сечения отверстия обычно находится в диапазоне от 0,01 до 100 см2, предпочтительно от 0,05 до 10 см2, а особенно предпочтительно от 0,1 до 5 см2. В дополнение к этому отверстие может включать присоединенное к нему сопло. Расстояние между двумя отверстиями, которое соответствует расстоянию между центром одного отверстия и центром другого отверстия, обычно находится в диапазоне от 1 до 500 мм, а предпочтительно от 10 до 100 мм. Отверстие на перфорированной пластине может быть сквозным отверстием, проходящим сквозь пластину, или может иметь место случай, когда на перфорированной пластине будет смонтирована труба. В противном случае отверстие может иметь коническую форму. Предпочтительно определять размер или форму отверстия так, чтобы при прохождении расплавленного форполимера через перфорированную пластину потери давления находились в диапазоне от 0,1 до 50 кг/см2. Материалом перфорированной пластины предпочтительно является металл, такой как нержавеющая сталь, углеродистая сталь, сплав «Хастеллой», никель, титан, хром и другие типы сплавов.
В канале для форполимера, расположенном по ходу потока до перфорированной пластины, предпочтительно устанавливают фильтр. Такой фильтр может удалять инородные субстанции, которые закупоривают отверстия на перфорированной пластине. Тип фильтра надлежащим образом выбирают так, чтобы фильтр мог удалять инородную субстанцию, размер которой больше диаметра каждого отверстия на перфорированной пластине, и чтобы он не повреждался в результате прохождения форполимера.
Примеры способа выпуска форполимера через описанную выше перфорированную пластину могут включать способ, когда форполимеру дают возможность падать под действием давления столба жидкости или его собственной массы, и способ приложения давления к форполимеру и экструдирования его с помощью насоса и тому подобного. Для того чтобы подавить флуктуации количества падающего форполимера, предпочтительно экструдировать форполимер с помощью насоса, обладающего возможностью для отмеривания, такого как шестеренчатый насос.
Количество отверстий на перфорированной пластине особенно не ограничивается, и оно различается в зависимости от условий, таких как температура или давление реакции, количество катализатора и диапазон подвергаемой полимеризации молекулярной массы. Если полимер получают при производительности, равной, например, 100 кг/час, то необходимое количество отверстий обычно находится в диапазоне от 10 до 105, более предпочтительно от 50 до 104, а еще более предпочтительно от 102 до 103.
Используя перфорированную пластину, можно подавить снос форполимера, а также можно предотвратить локальное удерживание форполимера в реакторе, с тем чтобы получить высококачественный гомогенный ПАрТФ.
Форполимер, выпускаемый из отверстий перфорированной пластины, необходимо полимеризовать при пониженном давлении, одновременно предоставляя ему возможность падать вдоль поверхности несущего элемента, которая является открытой в направлении наружу, в условиях, описываемых нижеследующей формулой (1):
S1/S2 > 1 (1)
где S1 - площадь поверхности падающего полиалкилентерефталата и
S2 - площадь, на которой несущий элемент находится в контакте с полиалкилентерефталатом.
В ходе реализации данного способа падающий форполимер предпочтительно включает вспенивающуюся часть в такой степени, что образованные пузырьки не лопаются мгновенно. Более предпочтительно вспенивание нижней части форполимера, падающего вдоль несущего элемента. Наиболее предпочтительно форполимер, включающий большое количество пузырьков, преобразуют к виду агломератов пузырьков или в вид шарообразных пузырьков, и он соскальзывает вниз по несущему элементу. Термин «пена» используется в настоящем документе для обозначения как состояния, в котором пузырьки мгновенно лопаются и исчезают через мгновение, так и состояния, в котором пузырьки сохраняются.
Как представлено в вышеупомянутой формуле (1), в настоящем изобретении необходимо выдерживать соотношение S1/S2 > 1 (то есть, другими словами, соотношение S1/S2 ≤ 1 не выполняется). Например, в случае известного полимеризационного реактора с орошаемыми (смачиваемыми) стенками выдерживают соотношение S1/S2 < 1. Однако, если значение S1 увеличить для стимулирования реакции поликонденсации, логично также будет увеличена S2, и тогда, следовательно, падение форполимера будет затруднено. В результате обновление поверхности, происходящее при падении форполимера, будет недостаточным, и вспенивание форполимера во время падения вряд ли произойдет. Таким образом, по сравнению с настоящим изобретением улучшение скорости полимеризации или удаления примесей, таких как ацетальдегид, будет недостаточным. Кроме того, во время падения форполимера вероятно возникновение его сноса, и, таким образом, будет трудно получить гомогенный ПАрТФ. Когда получают ПАрТФ с высокой степенью полимеризации, такая тенденция наблюдается в увеличенных масштабах. В противоположность этому, если способность к обновлению поверхности улучшить за счет облегчения падения форполимера, толщину пленки необходимо будет увеличить. В результате значение S1 становится маленьким, и, таким образом, в сопоставлении с настоящим изобретением улучшение скорости полимеризации или удаления примесей, таких как ацетальдегид, будет недостаточным.
В противоположность этому настоящее изобретение характеризуется тем, что для придания величине S1/S2 значения, превышающего 1, используют несущий элемент, такой как проволока. Величину S1/S2 можно произвольным образом регулировать в зависимости от формы несущего элемента или количества подаваемого форполимера. Значение S1/S2 более предпочтительно равно 1,5 или более, более предпочтительно 2 или более, в особенности предпочтительно 3 или более, наиболее предпочтительно 4 или более, а в особенности наиболее предпочтительно 5 или более. В отличие от случая полимеризационного реактора с орошаемыми стенками можно одновременно получить как эффект расширения площади поверхности, достигаемый в результате увеличения значения S1, так и эффект увеличения способности к обновлению поверхности, происходящему при падении форполимера, который получают в результате уменьшения значения S2. В соответствии с этим значительно улучшаются скорость полимеризации или удаление примесей, таких как ацетальдегид. Кроме того, можно также предотвратить возникновение такого явления, как снос, возникающий во время падения форполимера, и, таким образом, можно получить высококачественный ПАрТФ с высокой степенью полимеризации.
Примеры конкретной конструкции несущего элемента могут включать форму проволоки или форму цепи или решетки (проволочной сетки), полученную комбинированием материалов в форме проволоки, форму пространственной решетки, полученную соединением материалов в форме проволоки таким образом, чтобы получить то, что называют гимнастическим снарядом «джунгли», форму плоской или искривленной тонкой пластины, форму перфорированной пластины и форму колоны, заполненной насадкой, полученную в результате аккумулирования тел насадки правильной или неправильной формы. Поверхности данных несущих элементов являются «открытыми в направлении наружу» (то есть, другими словами, ПАрТФ полимеризуется, в то время как ему предоставлена возможность падать вдоль наружной поверхности несущего элемента). В противоположность этому, в таком случае, как колонна с орошаемыми стенками, в котором ПАрТФ полимеризуют в то время, когда ему дают возможность падать вдоль внутренней поверхности цилиндра, у которой длина в 3,14 раза или более превышает ее внутренний диаметр, поверхность несущего элемента определяют как «закрытую в направлении вовнутрь». Если поверхность несущего элемента является «закрытой в направлении вовнутрь», то площадь поверхности падающей смолы нельзя будет увеличить достаточным образом, и алкиленгликоль, полученный в качестве побочного продукта, или примеси, такие как ацетальдегид, нельзя будет удалить эффективно. Таким образом, будет трудно получить высококачественный ПАрТФ с хорошей производительностью.
Для того чтобы эффективно удалить являющийся попутным продуктом алкиленгликоль или ацетальдегид, площадь поверхности падающей смолы предпочтительно увеличивают. Для того чтобы более эффективно удалить вышеупомянутые соединения, в дополнение к большей площади поверхности падающей смолы, предпочтительно, чтобы форполимеру давали возможность падать вдоль несущего элемента, имеющего шероховатости в направлении, в котором падает форполимер, таким образом, активно стимулируя перемешивание и обновление поверхности. В соответствии с этим предпочтительным также является несущий элемент, имеющий конструкцию, которая препятствует падению смолы, такую как форма цепи, форма пространственной решетки или форма проволоки, имеющей шероховатости против направления, в котором падает смола. Предпочтительно также, чтобы данные несущие элементы использовали в комбинации.
Термин «форма проволоки» означает материал, характеризующийся чрезвычайно большим соотношением между средней длиной внешней окружности поперечного сечения и длиной в направлении, которое является вертикальным по отношению к поперечному сечению. Площадь поперечного сечения особенно не ограничивается, но обычно она находится в диапазоне от 10-3 до 102 см2, предпочтительно от 10-3 до 101 см2, а особенно предпочтительно от 10-2 до 1 см2. Форма поперечного сечения особенно не ограничивается, но обычно ее выбирают из группы, состоящей из круга, эллипса, треугольника, четырехугольника, многоугольника и звезды. Форма поперечного сечения включает либо форму, которая остается идентичной в направлении длины, либо форму, которая различается в направлении длины. В дополнение к этому вышеупомянутая проволока включает пустотелую проволоку. В настоящем документе проволока включает одиночную проволоку, такую как кусок проволоки, и комбинированную проволоку, полученную в результате скручивания нескольких проволок. Примеры поверхности проволоки могут включать гладкую поверхность, неровную поверхность и поверхность, частично имеющую выступы. На материал проволоки особенных ограничений не накладывается, но обычно его выбирают из группы, состоящей из нержавеющей стали, углеродистой стали, сплава «Хастеллой» и титана. Кроме того, такую проволоку по мере надобности можно подвергать воздействию различных типов обработки поверхности, таких как плакирование, футеровка, пассивирующая обработка или промывка кислотой.
Термин «форма решетки (форма проволочной сетки)» означает материал, полученный комбинированием описанных выше материалов в форме проволоки с получением формы решетки. Комбинируемая проволока может включать как линейную проволоку, так и искривленную проволоку. Угол в комбинации можно выбирать произвольным образом. Если материал в форме решетки (форме проволочной сетки) спроецировать из вертикального направления на плоскость, то соотношение площадей, занимаемых материалом и свободным пространством, особенно не ограничивается. Однако соотношение площадей обычно находится в диапазоне от 1:0,5 до 1:1000, предпочтительно от 1:1 до 1:500, а особенно предпочтительно от 1:5 до 1:100. Соотношение площадей предпочтительно является одинаковым в горизонтальном направлении. В вертикальном направлении предпочтительно, чтобы пропорция площадей была одинаковой, или чтобы доля свободного пространства увеличивалась в нижней части.
Термин «форма цепи» означает материал, полученный соединением колец, изготовленных из описанных выше материалов в форме проволоки. Примерами формы кольца могут быть круг, эллипс, прямоугольник и квадрат. Способ соединения может включать все одномерные, двумерные и трехмерные варианты.
Термин «форма пространственной решетки» означает материал, полученный путем трехмерного комбинирования материалов в форме проволоки с образованием пространственной решетки, подобной тому, что называют гимнастическим снарядом «джунгли». Комбинируемая проволока может включать как линейную проволоку, так и искривленную проволоку. Угол комбинирования можно выбирать произвольным образом.
Термин «форма проволоки, имеющая шероховатости в направлении, в котором падает форполимер» означает материал, полученный путем присоединения к проволоке под прямым углом прутков с круговым или многогранным сечением, или материал, полученный путем присоединения к проволоке дисков или цилиндров. Шаг между получающимися в результате впадиной и выступом предпочтительно составляет 5 мм или более. Конкретным примером может быть проволока с присоединенными дисками, где проволока проходит через центр дисков, имеющих диаметр, который на 5 мм или более, но при этом на 100 мм или менее превышает диаметр проволоки, и имеющих толщину в диапазоне от 1 до 50 мм, и где интервал между дисками находится в диапазоне от 1 до 500 мм.
В случае несущего элемента в форме цепи, несущего элемента в форме пространственной решетки и несущего элемента в форме проволоки, имеющего шероховатости в вертикальном направлении по отношению к направлению, в котором падает полимер, объемное соотношение между объемом комбинируемого несущего элемента и свободным пространством особенно не ограничивается. Однако объемное соотношение обычно находится в диапазоне от 1:0,5 до 1:107, предпочтительно от 1:10 до 1:106, а особенно предпочтительно от 1:50 до 1:105. Объемное соотношение предпочтительно является одинаковым в горизонтальном направлении. В вертикальном направлении предпочтительно, чтобы объемное соотношение было одинаковым или чтобы доля свободного пространства увеличивалась в нижней части.
Можно установить единственный несущий элемент или можно установить множество несущих элементов. Соответствующий выбор можно сделать в зависимости от формы несущего элемента. В случае несущего элемента в форме проволоки или несущего элемента в форме линейно соединенной цепи количество несущих элементов обычно находится в диапазоне от 1 до 105, а предпочтительно от 3 до 104. В случае несущего элемента в форме решетки, форме двумерно соединенной цепи, форме тонкой пластины или форме перфорированной пластины, количество обычно находится в диапазоне от 1 до 104, а предпочтительно от 2 до 103. В случае несущего элемента в форме трехмерно соединенной цепи, форме пространственной решетки или форме колонны с насадкой надлежащий выбор в отношении того, будет ли использоваться единственный несущий элемент или несущий элемент будет разделен с целью использования нескольких несущих элементов, можно сделать в зависимости от размера аппарата или пространства, в котором аппарат устанавливают.
Если используют несколько несущих элементов, то по мере надобности предпочтительно используют разделитель, для того чтобы несущие элементы не вступали в контакт друг с другом.
В настоящем изобретении на один несущий элемент форполимер обычно подают из одного или нескольких отверстий на перфорированной пластине. Однако количество отверстий можно надлежащим образом выбрать в зависимости от формы несущего элемента. В дополнение к этому также возможно, чтобы форполимеру, проходящему через отверстие, давали возможность падать вдоль нескольких несущих элементов. Для того чтобы сохранить состояние равномерного падения в целях получения полимера с небольшой степенью неоднородности, количество несущих элементов, вдоль которых полимеру дают возможность падать, предпочтительно является небольшим. Наиболее предпочтительно форполимер подают из одного отверстия на один несущий элемент, который ориентируют в направлении, в котором полимер падает. Расположение такого несущего элемента особенно не ограничивается до тех пор, пока им является расположение, при котором форполимер может падать вдоль несущего элемента. Способ присоединения несущего элемента к перфорированной пластине может быть надлежащим образом выбран из варианта, в котором несущий элемент монтируют, пропуская через отверстия на перфорированной пластине, и варианта, в котором несущий элемент монтируют на нижних частях отверстий на перфорированной пластине без пропускания через отверстия.
Расстояние по вертикали, на котором форполимеру, прошедшему через отверстие, дают возможность падать, предпочтительно находится в диапазоне от 0,5 до 50 м, более предпочтительно от 1 до 20 м, а еще более предпочтительно от 2 до 10 м.
Скорость течения форполимера, проходящего через отверстия на перфорированной пластине, предпочтительно находится в диапазоне от 10-2 до 102 л/час на одно отверстие, а особенно предпочтительно от 0,1 до 50 л/час на одно отверстие. Задавая скорость течения в пределах вышеупомянутого диапазона, можно предотвратить возникновение значительно пониженной скорости полимеризации или значительно пониженной производительности.
Среднее время, необходимое для предоставления форполимеру возможности падать вдоль несущего элемента, предпочтительно находится в диапазоне от 10 секунд до 100 часов, более предпочтительно от 1 минуты до 10 часов, еще более предпочтительно от 5 минут до 5 часов, а особенно предпочтительно от 20 минут до 3 часов.
В настоящем изобретении полимеризацию, осуществляемую при одновременном предоставлении форполимеру возможности падать вдоль несущего элемента, необходимо проводить при пониженном давлении. Это обуславливается тем, что из реакционной системы эффективно удаляют алкиленгликоль, получаемый в качестве побочного продукта в результате прохождения реакции, для того чтобы стимулировать прохождение полимеризации. Термин «пониженное давление» означает, что давление будет меньшим, чем атмосферное давление, и в общем случае такое пониженное давление предпочтительно равно 50000 Па или менее, предпочтительно 10000 Па или менее, еще более предпочтительно 1000 или менее, а особенно предпочтительно 100 Па или менее. Нижний предел особенно не ограничивается, но предпочтительно он составляет 0,1 Па или более с учетом масштаба оборудования, поддерживающего пониженное давление в реакционной системе.
Кроме того, при пониженном давлении также предпочтительно вводить небольшое количество инертного газа, который не оказывает неблагоприятного влияния на протекание реакции, для того чтобы совместно с инертным газом удалять являющийся побочным продуктом алкиленгликоль, ацетальдегид и тому подобное.
Обычно считали, что инертный газ вводят в полимеризационный реактор для уменьшения парциального давления, вызываемого присутствием побочных продуктов, полученных в результате реакции поликонденсации, и для смещения равновесия таким образом, чтобы стимулировать прохождение реакции в выгодном направлении. Однако в настоящем изобретении количество вводимого инертного газа может быть чрезвычайно небольшим, и, таким образом, едва ли можно предположить, что он увеличивает скорость полимеризации в результате действия эффектов, обусловленных уменьшением парциального давления. Таким образом, роль инертного газа в настоящем изобретении нельзя объяснить, основываясь на общеизвестных знаниях. В соответствии с исследованиями изобретателей настоящего изобретения, как это ни удивительно, введение инертного газа в полимеризационный реактор приводит к возникновению явления, при котором расплавленный форполимер интенсивно вспенивается на несущем элементе. Вследствие наличия данного явления площадь поверхности расплавленного форполимера значительно расширяется, и условия обновления его поверхности становятся чрезвычайно хорошими. Принцип действия не определен, но предполагается, что изменение во внутренних областях расплавленной смолы и состояния ее поверхности становится источником значительного увеличения скорости полимеризации.
Газ, который не оказывает неблагоприятного воздействия на смолу в результате окрашивания, денатурирования или разложения, является подходящим в качестве вводимого инертного газа. Такой инертный газ включает азот, аргон, гелий, диоксид углерода, газообразный низший углеводород и их газообразную смесь. В качестве такого инертного газа более предпочтительными являются азот, аргон, гелий и диоксид углерода, и в их числе, с точки зрения легкости приобретения, особенно предпочтительным является азот.
Количество вводимого инертного газа в настоящем изобретении может быть чрезвычайно мало. Оно предпочтительно находится в диапазоне от 0,05 до 100 мг на 1 г смолы, отбираемой из полимеризационного реактора. Когда количество инертного газа задают равным 0,05 мг или более на 1 г смолы, отбираемой из полимеризационного реактора, смола будет вспениваться в достаточной степени, так что эффект повышения степени полимеризации увеличится. В противоположность этому, когда количество инертного газа задают равным 100 мг или менее, легко увеличивается степень понижения давления. Количество инертного газа более предпочтительно находится в диапазоне от 0,1 до 50 мг, а в особенности предпочтительно от 0,2 до 10 мг на 1 г смолы, отбираемой из полимеризационного реактора.
Примеры способа введения инертного газа могут включать способ непосредственного введения инертного газа в полимеризационный реактор; способ предварительного создания инертному газу условий для абсорбирования и/или включения в форполимер и высвобождения абсорбированного и/или включенного газа из форполимера при пониженном давлении, для того чтобы ввести его в полимеризационный реактор, и способ использования данных способов в комбинации.
Термин «абсорбировать» используют в настоящем документе для обозначения того, что инертный газ растворяется в смоле и не существует в виде воздушных пузырьков. Термин «включать» используется в настоящем документе для обозначения того, что инертный газ существует в виде воздушных пузырьков. Если инертный газ будет существовать в виде воздушных пузырьков, то чем меньше будет размер воздушных пузырьков, тем лучше. Средний диаметр пузырьков предпочтительно составляет 5 мм или менее, а более предпочтительно 2 мм или менее.
Если инертный газ вводят непосредственно в полимеризационный реактор, то его предпочтительно вводят в позиции, которая располагается далеко от распределительной пластины и близко от выпускного отверстия для смолы. В дополнение к этому позиция предпочтительно удалена от линии вакуумирования.
Примеры вышеупомянутого способа предварительного создания инертному газу условий для абсорбирования и/или включения в форполимер могут включать способы использования известных устройств для абсорбирования, таких как устройство для абсорбирования, относящееся к типу колонны с насадкой, устройство для абсорбирования, относящееся к пластинчатому типу, и устройство для абсорбирования, относящееся к типу колонны с распылительным орошением, описанные в работе Kagaku Sochi Sekkei/Sosa Series No. 2, Kaitei Gasu Kyushu pp. 49-54 (March 15, 1981, published by Kagaku Kogyo Co., Ltd.); и способ нагнетания инертного газа под давлением в трубу, в которую транспортируют форполимер. Наиболее предпочтительным является способ использования устройства для абсорбирования инертного газа при одновременном предоставлении форполимеру возможности падать вдоль несущего элемента в атмосфере, содержащей инертный газ. В данном способе в устройство для абсорбирования инертного газа вводят инертный газ, имеющий давление, превышающее давление в полимеризационном реакторе. В данном способе давление предпочтительно находится в диапазоне от 0,01 до 1 МПа, более предпочтительно от 0,05 до 0,5 МПа, а еще более предпочтительно от 0,1 до 0,2 Па.
Когда форполимеру дают возможность падать вдоль несущего элемента, температура атмосферы находится в пределах диапазона от [температуры плавления кристаллов -10°C] или более до [температуры плавления кристаллов +30°C] или менее. Более предпочтительно она находится в диапазоне от [температуры плавления кристаллов -5°C] или более до [температуры плавления кристаллов +25°C] или менее, еще более предпочтительно от температуры плавления кристаллов или более до [температуры плавления кристаллов +20°C] или менее, в еще большей степени предпочтительно от температуры плавления кристаллов или более до [температуры плавления кристаллов +15°C] или менее, наиболее предпочтительно от температуры плавления кристаллов или более до [температуры плавления кристаллов +10°C] или менее, а в особенности наиболее предпочтительно от температуры плавления кристаллов или более до [температуры плавления кристаллов +5°C] или менее.
Задавая температуру атмосферы во время полимеризации на уровне [температуры плавления кристаллов -10°C] или более, становится легко дать полимеру возможность стабильно падать в состоянии, в котором он включает большое количество пузырьков, так что полимер не затвердевает, когда он падает. В противоположность этому, задавая температуру атмосферы во время полимеризации на уровне [температуры плавления кристаллов +30°C] или менее, предотвращается возникновение окрашивания, обусловленного пиролизом, сохраняется состояние, в котором полимер включает большое количество пузырьков, тем самым, становится возможным легкое получение высококачественного ПАрТФ. Предпочтительно, чтобы температура, используемая тогда, когда полимеру предоставляют возможность падать, находилась в пределах вышеупомянутого диапазона температур, и чтобы разница между вышеупомянутой температурой и температурой полимера, выпускаемого из перфорированной пластины, составляла 20°C или менее. Разница более предпочтительно составляет 10°C или менее, а особенно предпочтительно 5°C или менее. Вышеупомянутая температура наиболее предпочтительно является той же, что и температура выпуска полимера. Такой температуры можно достичь путем надлежащего регулирования температуры нагревателя или рубашки, размещенной на стенке полимеризационного реактора, охватывающего несущий элемент, или помещая нагреватель или теплоноситель в несущий элемент для надлежащего регулирования температуры несущего элемента.
В настоящем изобретении, когда получают ПАрТФ, который характеризуется высокой степенью полимеризации, подходящей для изготовления контейнера для питьевой воды, и отличается низким уровнем содержания летучих примесей, таких как ацетальдегид, форполимер предпочтительно имеет высокую характеристическую вязкость [η], не менее чем 0,41 дл/г, а также низкую концентрацию концевых карбоксильных групп, равную 150 мэкв./кг. Такая характеристическая вязкость [η] делает возможными предпочтительные скорость падения форполимера и условия вспенивания, таким образом, кардинально увеличивая скорость полимеризации. Характеристическая вязкость [η] форполимера более предпочтительно составляет не менее чем 0,42 дл/г, а наиболее предпочтительно 0,44 дл/г. В противоположность этому, концентрация концевых карбоксильных групп, не превышающая 150 мэкв./кг, приводит к увеличению скорости полимеризации, тем самым обеспечивая достижение высокой степени полимеризации и подавление изменения его окраски. Концентрация концевых карбоксильных групп более предпочтительно не превышает 100 мэкв./кг, еще более предпочтительно не превышает 80 мэкв./кг, а особенно предпочтительно не превышает 50 мэкв./кг.
Форполимер, который характеризуется высокой характеристической вязкостью [η] и является подходящим для получения высококачественной смолы с высокой степенью полимеризации, предпочтительно получают способом, использующим горизонтальный полимеризационный реактор с перемешиванием, имеющий одноосную или двухосную перемешивающую лопасть с повышенной площадью поверхности и высокой эффективностью обновления поверхности.
В соответствии с настоящим изобретением форполимеры ПАрТФ в расплавленном состоянии непрерывно подают в полимеризационный реактор через питающее отверстие и полимеризуют при одновременном предоставлении возможности падать вдоль несущего элемента из отверстий перфорированной пластины. После этого могут быть использованы способ непрерывного отбора из полимеризационного реактора всей упавшей смолы; способ циркулирования части упавших полимеров и повторного предоставления полимерам возможности падать вдоль несущего элемента для полимеризации или другие способы. Способ отбора всей упавшей смолы является более предпочтительным. Когда полимеры циркулируют и полимеризуются во время повторного падения вдоль несущего элемента, предпочтительно сокращать время пребывания и уменьшать температуру полимеров в накопителе для жидкости, линии циркуляции и тому подобном для ингибирования термического разложения в данных местах после падения вдоль несущего элемента.
Как только заполимеризованный ПАрТФ будет гранулирован, его можно повторно расплавить для формования. В дополнение к этому, в соответствии со способом транспортирования ПАрТФ в расплавленном состоянии до формовочной машины для его формования, можно при низких затратах получить формованный продукт намного более высокого качества.
Когда ПАрТФ гранулируют, желательно, чтобы он был однородно экструдируемым с помощью экструдера при пониженных потерях. Для получения таких гранул предпочтительно экструдировать расплавленный ПАрТФ в форме нити или листа, быстро помещать в охладитель, такой как вода для охлаждения, а после этого резать. Температура охладителя не превышает 60°C, более предпочтительно не превышает 50°C, а еще более предпочтительно не превышает 40°C. В качестве охладителя предпочтительной является вода, принимая во внимание экономическую рентабельность и удобство в обращении. Таким образом, предпочтительно, чтобы температура охладителя не превышала 0°C. Резку для гранулирования предпочтительно проводят после того, как смолу охладят то температуры, не превышающей 100°C, в течение 120 секунд от момента экструдирования.
Когда заполимеризованный ПАрТФ в расплавленном состоянии перепускают в формовочную машину и формуют, форполимер, состоящий из 70 мол.% или более алкилентерефталатных повторяющихся звеньев в расплавленном состоянии, подают в полимеризационный реактор и полимеризуют при пониженном давлении, предоставляя возможность падать вдоль наружной поверхности несущего элемента. В данном случае важно то, что расплавленный ПАрТФ, отбираемый из полимеризационного реактора, перепускают в формовочную машину и формуют при одновременном сохранении его качества благодаря предотвращению уменьшения степени полимеризации, окрашивания или образования летучих примесей вследствие термического разложения до формования.
Необходимо отметить, что ПАрТФ представляет собой ПАрТФ, состоящий из 70 мол.% или более повторяющихся звеньев этилентерефталата, триметилентерефталата или 1,4-бутилентерефталата. ПАрТФ включает ПАрТФ, содержащий 30 мол.% или менее одного или нескольких типов других сополимеризующихся компонентов.
ПАрТФ, полученный в результате проведения твердофазной полимеризации, во время переработки в расплаве легко переходит в состояние, в котором он подвергается интенсивному воздействию, такому как нагревание при высоких температурах или тепловыделение, обусловленному воздействием сдвига, и, таким образом, имеет место проблема, заключающаяся в значительном ухудшении его качества. С другой стороны, формованное изделие из ПАрТФ, полученное в соответствии со способом полимеризации и способом формования настоящего изобретения, обладает качеством, ухудшенным в меньшей степени до и после переработки в расплаве по сравнению с формованным изделием из ПАрТФ, полученного способом твердофазной полимеризации. Одним из факторов, которые следует рассмотреть, является физическое состояние смолы, когда ее подают в аппарат для переработки в расплаве. Другими рассматриваемыми факторами являются нижеследующие. Для методики твердофазной полимеризации требуется использование длительного времени полимеризации, подобного нескольким десяткам часов, хотя используют температуру, не превышающую температуры плавления, и увеличение и уменьшение температуры повторяется много раз. Кроме того, на гранулы оказывают неблагоприятное воздействие абсорбирование влаги, ухудшение свойств в результате окисления и тому подобное. По сравнению с этим способ полимеризации настоящего изобретения обычно обеспечивает завершение полимеризации в течение трех часов при температуре, близкой к температуре плавления ПАрТФ, и, кроме того, считается, что отсутствие узла привода вращения или накопителя смолы в основном корпусе полимеризационного аппарата приводит к почти полному отсутствию поступления воздуха из протечек, обрывов молекулярных цепей, вызванных воздействием сдвига, и ухудшения свойств смолы, вызванного накоплением расплава. Кроме того, если ПАрТФ подают в аппарат для переработки в расплаве, то считается, что на ПАрТФ не оказывают неблагоприятного воздействия абсорбирование влаги и ухудшение свойств в результате окисления. В соответствии с настоящим изобретением методика твердофазной полимеризации не является необходимой в случае получения ПАрТФ, так что сложные способы, характерные для твердофазной полимеризации, и потребление энергии можно сократить.
Для того чтобы ПАрТФ, заполимеризованный в соответствии с изобретенным способом полимеризации, перепустить в расплавленном состоянии в формовочную машину, расплав необходимо перепускать из полимеризационного реактора в формовочную машину для формования из расплава в течение промежутка времени, по возможности более короткого, и при температуре, по возможности более низкой, но не доводя до затвердевания расплавленной смолы, отбираемой из полимеризационного реактора. Расплавленное состояние в настоящем документе представляет собой состояние, когда смола расплавляется и течет вследствие нагревания и характеризуется вязкостью, не превышающей приблизительно 500000 Па·сек.
До тех пор пока температура для перепускания заполимеризованного ПАрТФ в формовочную машину и формования будет не меньше [температуры плавления кристаллов минус 10°C], перепускание и формование можно будет стабильно проводить без появления необыкновенно высокой вязкости или затвердевания. С другой стороны, температура, не превышающая [температуру плавления кристаллов плюс 60°C], предотвращает возникновение окрашивания, вызванного термическим разложением или образованием летучих примесей, и можно будет получить высококачественные формованные изделия из ПАрТФ. Температура ПАрТФ составляет предпочтительно [температуру плавления кристаллов плюс от 0 до 40°C], более предпочтительно [температуру плавления кристаллов плюс от 0 до 30°C], еще более предпочтительно [температуру плавления кристаллов плюс от 0 до 20°C], а особенно предпочтительно [температуру плавления кристаллов плюс от 1 до 15°C]. Достижения такой температуры можно добиться благодаря надлежащему регулированию температур перепускного трубопровода и перекачивающего насоса, нагревателя или рубашки, охватывающей формовочную машину.
Кроме того, время, которое необходимо затратить до формования, предпочтительно не превышает 40 минут, более предпочтительно не превышает 20 минут, а наиболее предпочтительно не превышает 10 минут. Само собой разумеется, что было бы лучше, если бы данное время было короче. В данном случае время, которое необходимо затратить до формования, означает время, в течение которого расплавленную смолу отбирают из дренажного насоса полимеризационного реактора, выпускают в формовочную машину или из нее и охлаждают до температуры, не превышающей температуры плавления кристаллов смолы. В случае непрерывного перепускания внутри трубопровода и тому подобного можно использовать среднее время, рассчитываемое исходя из объема трубопровода и тому подобного и расхода. В дополнение к этому, если данное время будет варьироваться, его необходимо привести в пределы вышеупомянутых периодов времени.
В настоящем изобретении в промежутке между полимеризационным реактором и формовочной машиной устанавливают одноосную или двухосную замесочную машину, статический смеситель и тому подобное при условии, что будут выдерживаться вышеупомянутые диапазоны температуры и времени, и по мере надобности к смоле можно добавлять добавку, такую как стабилизатор, зародышеобразователь и пигмент.
В настоящем изобретении по мере надобности возможны сополимеризация или примешивание различных добавок. Их примеры включают матирующие средства, термостабилизаторы, антипирены, антистатики, пеногасители, ортохроматические добавки, антиоксиданты, поглотители ультрафиолетового излучения, зародышеобразователи для кристаллов, осветляющие агенты и акцепторы для примесей. Данные добавки можно добавлять на любой стадии.
В частности, в настоящем изобретении является предпочтительным добавление стабилизатора и предпочтительными являются соединения пятивалентного и/или трехвалентного фосфора или пространственно затрудненные фенольные соединения. Используемое соединение фосфора характеризуется эквивалентом массы фосфора предпочтительно в диапазоне от 2 до 500 ч./млн. в расчете на массу ПАрТФ, а более предпочтительно от 10 до 200 ч./млн. Конкретные примеры соединений предпочтительно включают триметилфосфит, фосфорную кислоту и фосфористую кислоту. Соединения фосфора ингибируют окрашивание смолы ПАрТФ и в то же время предпочтительно демонстрируют действие зародышеобразователя для кристаллов. Пространственно затрудненное фенольное соединение представляет собой производное фенола, имеющее заместитель, который создает стерические затруднения, в положении, соседнем с гидроксильной группой фенола, и в своей молекуле соединение имеет одну или несколько сложноэфирных связей. Загрузку пространственно затрудненного фенольного соединения устанавливают такой, чтобы пространственно затрудненное фенольное соединение характеризовалось массовым соотношением, предпочтительно находящимся в диапазоне от 0,001 до 1 мас.%, а более предпочтительно от 0,01 до 0,2 мас.%, в расчете на количество полученного ПАрТФ. Примеры соединений включают пентаэритрит-тетракис(3-(3,5-ди-трет-бутил-4-гидроксифенил)пропионат), 1,1,3-трис(2-метил-4-гидрокси-5-трет-бутилфенил)бутан, октадецил-3-(3,5-ди-трет-бутил-4-гидроксифенил)пропионат и N,N'-гексаметиленбис(3,5-трет-бутил-4-гидроксигидроциннамамид). Использование данных стабилизаторов представляет собой один из предпочтительных способов.
Данные стабилизаторы можно добавлять на любой стадии до формования. Однако предпочтительно, чтобы соединения фосфора добавляли на ранней фазе реакции поликонденсации, а пространственно затрудненное фенольное соединение добавляли на ранней фазе реакции поликонденсации или после проведения отбора из полимеризационного реактора.
Кроме того, в настоящем изобретении предпочтительно добавляют зародышеобразователь для кристаллов, и в качестве зародышеобразователя для кристаллов предпочтительными являются соединение фосфора, металлсодержащая соль органической кислоты, ПАрТФ и порошок других смол. Степень введения зародышеобразователя для кристаллов в ПАрТФ предпочтительно находится в диапазоне от 2 до 1000 ч./млн., более предпочтительно от 10 до 500 ч./млн. Конкретные его примеры включают фосфаты, такие как 2,2'-метиленбис(4,6-ди-трет-бутилфенил)фосфат натрия и бис(4-трет-бутилфенил)фосфат натрия, сорбит, такой как бис(п-метилбензилиден)сорбит, и соединения, содержащие элементарный металл, такие как бис(4-трет-бутилбензойная кислота)гидроксиалюминий. В частности, зародышеобразователь для кристаллов предпочтительно используют для изготовления преформы (предварительной заготовки) для бутылки, часть которой, образующую горлышко, подвергают термической кристаллизации под действием нагревания в целях стимулирования кристаллизации и уменьшения температуры термической кристаллизации.
Кроме того, одним из предпочтительных способов в настоящем изобретении является добавление акцептора летучей примеси с низкой молекулярной массой. В качестве акцептора возможно использование полимеров или олигомеров полиамидов или полиэфирамидов на основе сложного эфира и низкомолекулярных соединений, таких как 2-аминобензамид, имеющий группу амида или группу амина. Конкретные его примеры включают полимеры, такие как полиамиды, такие как найлон 6.6, найлон 6 и найлон 4.6, и полиэтиленимин, а также продукт реакции между N-фенилбензоламином и 2,4,4-триметилпентеном, и Irganox 1098®, Irganox 565®, доступные от компании Chiba Speciality Chemicals. Co. Акцептор предпочтительно добавляют после того, как ПАрТФ будет отобран из полимеризационного реактора, и перед тем, как он будет подан в формовочную машину.
Примеры формованных изделий, изготовленных с использованием вышеупомянутого способа, включают преформу для формования полого тела, полое тело, пленку, лист, волокно, нить и гранулы. Данные изделия можно формовать с использованием одной формовочной машины; изделия, относящиеся к одинаковому типу, можно формовать одновременно с использованием двух или более формовочных машин; изделия, относящиеся к нескольким типам, можно формовать одновременно с использовании двух или более типов формовочных машин.
Для формования полого тела, взятого в качестве одного примера формованного изделия, предпочтительно выбирают один из следующих далее способов формования от (а) до (d). В данном случае полое тело представляет собой формованное изделие, включающее свободное пространство внутри формованного изделия из смолы, а бутылка, полученная по способу формования с раздувом, представляет собой один из его примеров. Формовочная машина или экструдер для формования преформы могут быть независимыми от машины для формования с раздувом, предназначенной для формования полого тела. Формовочная машина, которая может формовать полое тело из смолы, используя для этого преформу внутри себя, является также предпочтительной, поскольку количество процессов нагревания является небольшим. Кроме того, если способ комбинируют с асептическим наполнением, которое проводят в стерильном помещении до заполнения содержимым после формования с раздувом, то способ высокотемпературной пастеризации не является необходимым, что представляет собой дополнительное преимущество. В любом способе формования во время формования с раздувом предпочтительно проводят двухосную ориентацию, ставя целью придание бутылке ударопрочности. Подходящим является растяжение в продольном направлении с кратностью от одного до трех раз. В формовочной машине смола имеет температуру предпочтительно в диапазоне от 230 до 330°C, а более предпочтительно от 240°C до 320°C.
(а) Смолу в расплавленном состоянии перепускают из полимеризационного реактора в формовочную машину для формования преформы. Преформу подергают полному затвердеванию и извлекают, полученную преформу расплавляют под действием нагревания и формуют с раздувом в металлической форме до получения полого тела (способ холодной заготовки). Во время формования с раздувом предпочтительно проводить растяжение бутылки в продольном направлении с целью придания бутылке ударопрочности. В процессе повторного плавления предпочтительно использование внешнего обогрева преформы.
Между тем преформу извлекают тогда, когда затвердевает только ее поверхность. После этого всю преформу повторно расплавляют за счет рассеивания запасенного внутри количества тепла и подвергают формованию с раздувом, таким образом получая полое тело. Предпочтительным является использование также данного способа (способ горячей заготовки). Кроме того, во время процесса формования с раздувом предпочтительно проводят растяжение бутылки в продольном направлении.
(b) Смолу в расплавленном состоянии перепускают из полимеризационного реактора в формовочную машину для формования преформы. Преформу извлекают в расплавленном состоянии и в металлической форме проводят формование с раздувом до получения полого тела. Во время формования с раздувом предпочтительно также проводить растяжение бутылки в продольном направлении.
(с) Смолу однократно гранулируют до получения гранул, а гранулы перепускают в формовочную машину. После этого для получения формованного изделия используют тот же способ, что и описанный в (а). Во время формования с раздувом предпочтительно проводят растяжение бутылки в продольном направлении.
(d) Смолу однократно гранулируют до получения гранул, а гранулы перепускают в формовочную машину. После этого для получения формованного изделия используют тот же способ, что и описанный в (b). Во время формования с раздувом предпочтительно проводят растяжение бутылки в продольном направлении.
Количество формовочных машин и/или экструдеров, соединяемых с полимеризационным реактором, равно или единице, или двум, или более, и смолу можно подавать в несколько из них. Вследствие промежуточного положения операции в формовочной машине, в случае использования нескольких формовочных машин, предпочтительным является использование способа, при котором циклы формования для нескольких формовочных машин организуют при задержке на постоянный интервал, и, таким образом, расход усредняется, так что смола, отбираемая из полимеризационного реактора, не остается на долгое время в трубопроводе, соединяющем полимеризационный реактор и формовочную машину, а сохраняет постоянный расход.
Кроме того, если смолу, непрерывно отбираемую из полимеризационного реактора, вводят в функционирующую в периодическом режиме формовочную машину, то предпочтительной является установка накопителя, предназначенного для накопления расплавленной смолы на подходе к формовочной машине. Более предпочтительным является вариант синхронизации формовочной машины с накопителем таким образом, чтобы уменьшить накопление расплавленной смолы.
Кроме того, предпочтительным является использование способа, в котором независимо от формовочной машины присутствует экструдер, и гранулирование проводят в то же время, что и формование.
Коммерчески доступную машину для формования гранул можно использовать без проведения модификации или после проведения модификации. В частности, в соответствии с настоящим изобретением расплавленный ПАрТФ подают непосредственно из полимеризационного реактора, и, таким образом, механизм для пластикации гранул, такой как шнек для пластикации гранул, который являлся существенным элементом у обычно используемой машины для формования гранул, можно упростить или удалить. В результате формование можно проводить в условиях небольшого тепловыделения, обусловленного воздействием сдвига вследствие работы пластицирующего механизма, и, таким образом, возможно получение формованных изделий из ПАрТФ еще более высокого качества.
В случае бутылок, используемых для напитков, в напиток происходит элюирование содержащихся в смоле летучих веществ или вымываемых веществ, и они оказывают негативное воздействие на вкус или запах напитка. При полимеризации с получением ПЭТФ неприятное ощущение у человека в отношении вкуса и запаха особенно вызывает компонент продуктов разложения - ацетальдегид, даже небольшое его количество, и, таким образом желательным является уменьшение его содержания.
Способ полимеризации ПАрТФ и способ формования по настоящему изобретению характеризуются меньшим числом раз нагревания смолы по сравнению с твердофазной полимеризацией, и может быть использована меньшая температура формования, так что количество образующегося ацетальдегида и тому подобного невелико. Кроме того, во время полимеризации летучие примеси в смоле эффективно выделяются вследствие обновления поверхности смолы и образования пузырьков, и тем самым уровень их содержания может быть уменьшен. Кроме того, настоящее изобретение характеризуется меньшим уровнем теплового гистерезиса. Если используют непрерывное экструдирование, то окрашивание можно выдерживать на более низком уровне, поскольку нет никаких шансов на то, что поверхность расплавленной смолы будет подвергаться воздействию воздуха.
Смолой ПЭТФ настоящего изобретения, подходящей для получения бутылок, используемых для напитков, является полиэтилентерефталат, содержащий не менее 70 мол.% этилентерефталатных повторяющихся звеньев, отличающийся тем, что ему присущи следующие характеристики от (С) до (F):
(С) характеристическая вязкость [η] находится в диапазоне от 0,5 до 2,0 дл/г;
(D) молекулярно-массовое распределение, представленное в виде Mw/Mn, находится в диапазоне от 1,8 до 2,2;
(Е) величина L и величина b, которые получают путем измерения оптического пропускания раствора, полученного растворением полиэтилентерефталата в ГФИП при концентрации 13 мас.%, находятся в диапазонах от 99 до 100 и от -0,5 до 0,5 соответственно;
(F) уровень содержания ацетальдегида равен 10 ч./млн. или менее.
Вышеупомянутую смолу ПЭТФ получали с использованием следующего далее способа впервые. Вышеупомянутый форполимер полиэтилентерефталата с характеристической вязкостью [η] в диапазоне от 0,2 до 2 дл/г в расплавленном состоянии подают в полимеризационный реактор через питающее отверстие и выдавливают из отверстий в перфорированной пластине. После этого форполимеру дают возможность падать вдоль поверхности несущего элемента, которая является открытой в направлении наружу, при температуре в диапазоне от [температуры плавления кристаллов -10°C] форполимера или более до [температуры плавления кристаллов +30°C] форполимера или менее для полимеризации при пониженном давлении. При использовании данного варианта смолу ПЭТФ можно получить наиболее простым и стабильным промышленным способом.
Смола ПЭТФ может содержать один или несколько типов других сополимеризующихся компонентов на уровне, не превышающем 30 мол.%. Примеры сополимеризующихся компонентов включают мономеры, образующие сложные эфиры, такие как 5-сульфоизофталат натрия, тетраметилфосфониевые соли 3,5-дикарбоксибензолсульфоновой кислоты, 1,4-циклогександикарбоновая кислота, 2,6-нафталиндикарбоновая кислота, п-фенилендикарбоновая кислота, п-гидроксибензойная кислота, 6-гидрокси-2-нафталинкарбоновая кислота, 1,3-бутандиол, 1,4-бутандиол, неопентилгликоль, 1,6-гексаметиленгликоль, 1,4-циклогександиол, 1,4-циклогександиметанол, изофталевая кислота, о-фталевая кислота, тримеллитовая кислота, пиромеллитовая кислота, щавелевая кислота, янтарная кислота, адипиновая кислота, додекандикислота, фумаровая кислота, малеиновая кислота и 1,4-циклогександикарбоновая кислота, полиэтиленгликоли, полипропиленгликоли, политетраметиленгликоли и их сополимеры. В дополнение к ПЭТФ смола ПЭТФ настоящего изобретения может содержать циклический или линейный олигомер, мономер ДМТФ, ТФК и ЭГ и различные добавки.
Что касается характеристической вязкости [η] в вышеупомянутой позиции (С), то для целей изготовления полого тела ее диапазон предпочтительно находится в пределах от 0,6 до 1,5 дл/г, а более предпочтительно от 0,7 до 1,3 дл/г.
Что касается молекулярно-массового распределения в вышеупомянутой позиции (D), представленного в виде Mw/Mn, то распределение является важным фактором для контроля качества продуктов переработки в расплаве, и его диапазон в настоящем изобретении находится в пределах от 1,8 до 2,2, а предпочтительно от 1,8 до 2,1.
В твердофазной полимеризации расплавленный форполимер гранулируют для кристаллизации и нагревают при температуре, меньшей, чем его температура плавления, для увеличения его молекулярной массы. По сравнению с поверхностной частью гранул высвобождение попутно образующегося алкиленгликоля из центральной части гранул является достаточно затрудненным, и, таким образом, поверхностная часть гранул имеет тенденцию к тому, чтобы иметь более высокую молекулярную массу по сравнению с центральной частью, результатом чего будет неоднородно протекающая реакция, приводящая к получению уширенного молекулярно-массового распределения. Кроме того, попутно с прохождением твердофазной полимеризации образуется большое количество мелкого порошка, а при последующем прохождении твердофазной полимеризации часть мелкого порошка с большой площадью удельной поверхности предпочтительно превращается в материал, характеризующийся высокой молекулярной массой. Это является причиной дополнительного уширения молекулярно-массового распределения.
Смола ПАрТФ, полученная способом данной твердофазной полимеризации, включает часть смолы, такую как часть поверхностного слоя гранул, которая характеризуется локально высокой молекулярной массой непосредственно после получения.
Во время переработки в расплаве высокомолекулярный полимер, локализованный в поверхностной части гранул, склонен подвергаться гидролизу и/или переэтерификации в различной степени в зависимости от условий, таких как температура расплава, при которых гранулы хранят и высушивают перед переработкой в расплаве, а также перерабатывают в расплаве. В результате этого имеет место нежелательная проблема, заключающаяся в том, что степень полимеризации в гранулах непосредственно после получения и степень полимеризации смолы во время переработки в расплаве и в продукте переработки в расплаве легко претерпевают флуктуации, и, таким образом, контроль качества продукта переработки в расплаве является затруднительным.
В дополнение к этому порошкообразный компонент и поверхностная часть гранул могут стать причиной не только уширенного молекулярно-массового распределения, но также и недостаточного плавления при переработке в расплаве, что объясняется высокой молекулярной массой и высокой степенью кристалличности. Для предотвращения возникновения такой ситуации смолу необходимо перерабатывать в расплаве при более высокой температуре во избежание загрязнения нерасплавленной смолой, а также при высоком усилии сдвига. Еще хуже то, что если смолу, включающую порошок и поверхностную часть гранул, которые трудно расплавить, подвергать воздействию сдвига в условиях действия силы трения, то тогда расплавленная смола нагревается до повышенной температуры, что часто приводит к окрашиванию формованных продуктов и получению повышенного уровня содержания продуктов термического разложения, таких как ацетальдегид.
В противоположность этому способ полимеризации, соответствующий настоящему изобретению, представляет собой полимеризацию в расплаве, которая делает молекулярную массу смолы более однородной и не включает никакой стадии увеличения ее степени кристалличности. В соответствии с этим смоле не сопутствует мелкий порошок, который образуется в ходе твердофазной полимеризации, смола характеризуется более узким молекулярно-массовым распределением и не содержит нерасплавленного вещества, что во время переработки в расплаве делает возможным задавать температуру смолы и приложенного сдвигового усилия на уровне более низких значений. Такое задание условий приводит к тому, что смола формованных продуктов будет характеризоваться меньшим уровнем флуктуации степени полимеризации, меньшим окрашиванием и меньшим уровнем образования ацетальдегида.
Окраску, описанную в приведенной выше позиции (Е), оценивали путем измерения оптического пропускания раствора, полученного растворением полимера в ГФИП при концентрации 13 мас.%. Значение оценивали в соответствии с системой цветов Хантера, используя величины L и величины b, измеренные способом, соответствующим документу JIS Z8730. Окраску Е получали при помощи следующего уравнения:
Е = (а2 + b2 + L2)1/2
Окраску с использованием приведенного выше соотношения можно определить, только если будут указаны величины а, b и L. Прозрачные смолы могут быть желтоватыми вследствие окрашивания. Для того чтобы визуально уменьшить желтоватый оттенок, в смолы часто загружают небольшое количество голубого красителя и тому подобного. Поскольку величина b отображает оттенок в диапазоне от голубого до желтого, добавление голубого красителя и тому подобного приводит к изменению только величины b, но оказывает незначительное влияние на величину а, которая отображает оттенок в диапазоне от красного до зеленого. Что касается величины L, то загрузка красителя обязательно приведет к уменьшению величины L, и, таким образом, окраску прозрачных смол можно определить при использовании величины L и величины b. Цветовой тон желтоватых прозрачных смол часто можно модифицировать путем добавления голубого красителя и тому подобного для уменьшения величины b (в таком случае, разумеется, уменьшается и величина L). Таким образом, окраску прозрачных смол нельзя определить достаточным образом только при использовании величины b, а требуется комбинация величины L и величины b.
Смола ПЭТФ и формованные изделия из смолы ПЭТФ, соответствующие настоящему изобретению, отличаются пониженным окрашиванием по сравнению с обычно используемыми эквивалентами. Смола ПЭТФ изобретения характеризуется величиной b в диапазоне от -1 до 1, предпочтительно от -0,5 до 0,5, и величиной L в диапазоне от 98,0 до 100, предпочтительно от 98,5 до 100.
Что касается уровня содержания ацетальдегида, описанного в приведенной выше позиции (F), то уровень содержания в смоле ПЭТФ по изобретению составляет не более чем 10 ч./млн., предпочтительно 7 ч./млн., а более предпочтительно 5 ч./млн.
В настоящем изобретении уровень содержания ацетальдегида измеряли методом водного экстрагирования. До сих пор уровень содержания ацетальдегида часто измеряли количественно по методу ASTM (газовая хроматография в свободном пространстве над продуктом). Однако в методе ASTM уровень содержания ацетальдегида, выпариваемого в результате нагревания смолы, определяют в свободном пространстве над продуктом, и, таким образом, такой метод не приводит к получению фактического содержания ацетальдегида в смоле, становясь причиной получения относительно низкого значения результата измерения. Наоборот, в методе водного экстрагирования, используемом в настоящем изобретении, ацетальдегид, содержащийся в смоле, можно извлекать настолько полно, насколько это требуется для того, чтобы получить более точное значение результата измерения. Оба метода, как было показано, демонстрируют различие величин результатов измерений, равное приблизительно 3 ч./млн., если уровень содержания ацетальдегида имеет порядок нескольких ч./млн., при этом метод водного экстрагирования дает более высокое значение. Поэтому такие значения результатов измерений, приведенные в публикациях предшествующего уровня техники, при сопоставлении со значениями, описанными в настоящем документе, должны оцениваться как значения, бóльшие на 3 ч./млн.
Смола ПЭТФ по изобретению отличается наличием многих превосходных характеристик, таких как высокая степень полимеризации, легкий контроль качества продуктов формования из расплава, хорошая окраска и низкий уровень содержания ацетальдегида. Таким образом, можно изготавливать предварительные заготовки для формования полых тел и полые тела, где оба изделия обладают высоким качеством, а также пленку, лист, волокна, гранулы и тому подобное, где все изделия обладают высоким качеством.
Изобретатели настоящего изобретения тщательно оценили свойства смолы ПЭТФ по изобретению, а также тех представителей из широкого ассортимента коммерческих смол ПЭТФ, которые получали в соответствии с обычно используемыми способами полимеризации в расплаве и твердофазной полимеризации. В результате было обнаружено, что присутствие олигомерных компонентов в смолах ПЭТФ приводит к увеличению скорости кристаллизации смол ПЭТФ во время переработки в расплаве. Такой эффект увеличения скорости кристаллизации обеспечивает достижение более высокой производительности при литьевом формовании, а также ассоциируется с несколькими преимуществами, такими как улучшение механических свойств формованных изделий и более короткий период тепловой обработки при изготовлении полых тел для заполнения горячими напитками. По сравнению с известным способом использования зародышеобразователя для кристаллов, приводящим к получению подобного эффекта, изобретенный способ является более выгодным, что выражается в отсутствии негативного воздействия на прозрачность и механические свойства, связанные с растяжимостью и ударопрочностью формованных продуктов. Уровень содержания олигомерных компонентов, эффективный для увеличения скорости кристаллизации, может находиться в диапазоне от 0,5 до 5,0 мас.%. Смолы ПЭТФ, полученные путем твердофазной полимеризации, обычно содержат приблизительно 0,4 мас.% олигомерных компонентов. Уровень содержания менее чем 0,5 мас.% олигомерных компонентов является недостаточным для увеличения скорости кристаллизации, в то время как уровень содержания более чем 5,0 мас.% не является предпочтительным, поскольку он может привести к возникновению негативного воздействия на механические свойства формованных продуктов. Уровень содержания олигомерных компонентов может находиться в диапазоне более предпочтительно от 0,8 до 3,0 мас.%, а еще более предпочтительно от 1,0 до 2,0 мас.%.
Гранулы, которые в настоящий момент являются коммерчески доступными и которые получают способом твердофазной полимеризации, характеризуются уровнем содержания ацетальдегида в диапазоне приблизительно от 3 до 5 ч./млн. Если данные гранулы формуют при температуре литьевого формования 280°C, что обычно и происходит, то получающееся в результате формованное изделие будет характеризоваться повышенным уровнем содержания ацетальдегида в диапазоне приблизительно от 16 до 20 ч./млн.
В противоположность этому, как это ни удивительно, гранулы настоящего изобретения характеризуются чрезвычайно небольшим увеличением уровня содержания ацетальдегида в результате литьевого формования. В частности, если гранулы с уровнем содержания ацетальдегида, не превышающим 10 ч./млн., формуют при температуре литьевого формования 280 °C таким же образом, что и приведенный выше, то уровень содержания ацетальдегида в полученном формованном изделии никогда не выходит за пределы 15 ч./млн. В результате, по сравнению с формованным изделием, изготовленным из гранул продукта твердофазной полимеризации, становится возможным получение высококачественного формованного изделия с пониженным уровнем содержания ацетальдегида.
Обычные гранулы продукта твердофазной полимеризации характеризуются высокой степенью кристалличности. В дополнение к этому они включают много частей, таких как мелкие частицы и поверхности гранул, которые характеризуются особенно высокой степенью кристаллизации и полимеризации и которые, кроме того, трудно расплавить. Поэтому, если гранулы расплавляют с использованием пластицирующего приспособления, такого как шнек, то это приводит к возникновению значительного нагревания в результате воздействия сдвига. В противоположность этому гранулы настоящего изобретения характеризуются низкой степенью кристалличности и не включают никаких частей, которые трудно расплавить, их нагревание в результате воздействия сдвига рассматривается как незначительное.
Гранулы настоящего изобретения формуют при температуре литьевого формования 280°C, уровень содержания ацетальдегида в полученном формованном изделии можно отрегулировать в зависимости от уровня содержания ацетальдегида в используемых гранулах или степени кристалличности, или степени полимеризации гранул. Когда уровень содержания меньше, то это является более предпочтительным. При использовании гранул настоящего изобретения, характеризующихся уровнем содержания ацетальдегида, не превышающим 5 ч./млн., становится возможным получение изделия способом литьевого формования с уровнем содержания ацетальдегида, не превышающим 10 ч./млн.
Уровень содержания ацетальдегида в предварительной заготовке, полученной из смолы ПЭТФ настоящего изобретения, обычно не превышает 20 ч./млн., предпочтительно не превышает 15 ч./млн., а более предпочтительно не превышает 10 ч./млн. Кроме того, уровень содержания ацетальдегида в формованном изделии, полученном способом формования с раздувом из смолы ПЭТФ настоящего изобретения, обычно не превышает 15 ч./млн., предпочтительно не превышает 10 ч./млн., а более предпочтительно 7 ч./млн.
Величина b у предварительной заготовки, полученной из смолы ПЭТФ настоящего изобретения, обычно находится в диапазоне от -1 до 1, а предпочтительно от -0,6 до 0,6, и значение L обычно находится в диапазоне от 96,0 до 100, а предпочтительно от 97,0 до 100. Кроме того, значение b у полого изделия, полученного из смолы ПЭТФ, обычно находится в диапазоне от -1 до 1, а предпочтительно от -0,7 до 0,7, и значение L обычно находится в диапазоне от 96,0 до 100, а предпочтительно от 97,0 до 100.
Примеры содержимого, которым можно заполнять полое тело из ПАрТФ, изготовленное в соответствии с настоящим изобретением, включают напитки, такие как пиво, вино, рисовое вино, перегнанный алкогольный напиток, фруктовый сок, газированные безалкогольные напитки, черный чай «Улун», зеленый чай, продукты питания, такие как фрукты, орехи, овощи, мясные продукты, продукты детского питания, кофе, джем, майонез, кетчуп, пищевые масла, заправки, соусы, продукты питания, сваренные в соевом соусе, молоко и молочные продукты, а также лекарственные препараты, косметика и бензин, но настоящее изобретение данными примерами не ограничивается.
Во время переработки в расплаве смола ПАрТФ настоящего изобретения характеризуется незначительным уменьшением вязкости, оставаясь стабильной. Кроме того, уровень содержания низкомолекулярных примесей является незначительным, и, таким образом, смола является подходящей для использования при совместном формовании вместе с другой смолой. Кроме того, поскольку возникновение расслаивания в результате второго формования эффективным образом предотвращается, может быть получен многослойный контейнер, отличающийся отсутствием расслаивания и превосходными термостойкостью, характеристиками внешнего вида и функциональностью. В соответствии с обычно используемым способом совместного формования возможно получение многослойного упаковочного материала, включающего слои, полученные из смолы ПАрТФ. Возможно изготовление многослойной конструкции, такой как чашка, лоток, бутылка, контейнер в виде тюбика и преформа для формования контейнера.
В качестве слоя смолы или тому подобного, что можно комбинировать со слоем, полученным из смолы ПАрТФ настоящего изобретения, используют абсорбирующий кислород барьерный слой, непроницаемый для запахов слой и слои других смол, которые хорошо известны, и непроницаемый для кислорода или запахов слой неорганического вещества, такого как алмазоподобный углерод и аморфный диоксид кремния.
Примеры абсорбирующих кислород барьерных слоев содержат восстановитель, включающий в качестве основного ингредиента восстанавливающее вещество, такое как железный порошок, и композиции смолы, абсорбирующей кислород, содержащие катализаторы на основе переходных металлов, такие как металлический компонент из группы VIII периодической таблицы, такой как железо, кобальт и никель, а также металл из группы I, такой как медь или серебро, металл из группы IV, такой как олово, титан или цирконий, металлический компонент из группы V, такой как ванадий, металлический компонент из группы VI, такой как хром, металлический компонент из группы VII, такой как марганец. Вышеупомянутые катализаторы на основе переходных металлов обычно используют в форме соли неорганической кислоты, соли органической кислоты и комплексной соли низкой валентности вышеупомянутых переходных металлов.
В качестве соли неорганической кислоты могут быть приведены примеры в виде галогенидов, таких как хлориды, солей оксикислот серы, таких как сульфаты, солей оксикислот азота, таких как нитраты, солей оксикислот фосфора, таких как фосфаты, и силикатов.
С другой стороны, в качестве солей органических кислот могут быть приведены примеры в виде карбоксилатов, сульфонатов и фосфоната. Для цели настоящего изобретения подходящими в их числе являются карбоксилаты. Их примеры включают содержащие переходный металл соли уксусной кислоты, пропионовой кислоты, изопропионовой кислоты, бутановой кислоты, изобутановой кислоты, пентановой кислоты, изопентановой кислоты, гексановой кислоты, гептановой кислоты, изогептановой кислоты, октановой кислоты, 2-этилгексановой кислоты, нонановой кислоты, 3,5,5-триметилгексановой кислоты, декановой кислоты, неодекановой кислоты, ундекановой кислоты, лауриновой кислоты, миристиновой кислоты, пальмитиновой кислоты, маргариновой кислоты, стеариновой кислоты, арахиновой кислоты, линдериновой (4-додеценовой) кислоты, цузуиновой (4-тетрадеценовой) кислоты, петрозелиновой кислоты, олеиновой кислоты, линолевой кислоты, линоленовой кислоты, арахидоновой кислоты, муравьиной кислоты, щавелевой кислоты, сульфаминовой кислоты и нафтеновой кислоты.
Между тем в качестве комплекса переходного металла используются комплексы с β-дикетоном или сложным эфиром β-кетокислоты. Примеры β-дикетона или сложного эфира β-кетокислоты, подходящих для использования в настоящем изобретении, включают ацетилацетон, этилацетоацетат, 1,3-циклогександион, метиленбис-1,3-циклогександион, 2-бензил-1,3-циклогександион, ацетилтетралон, пальмитоилтетралон, стеароилтетралон, бензоилтетралон, 2-ацетилциклогексанон, 2-бензоилциклогексанон, 2-ацетил-1,3-циклогександион, бензоил-п-хлорбензоилметан, бис(4-метилбензоил)метан, бис(2-гидроксибензоил)метан, бензоилацетон, трибензоилметан, диацетилбензоилметан, стеароилбензоилметан, пальмитоилбензоилметан, лауроилбензоилметан, дибензоилметан, бис(4-хлорбензоил)метан, бис(метилен-3,4-диоксибензоил)метан, бензоилацетилфенилметан, стеароил(4-метоксибензоил)метан, бутаноилацетон, дистеароилметан, ацетилацетон, стеароилацетон, бис(циклогексаноил)метан и дипивалоилметан.
Композиция смолы характеризуется низкой проницаемостью для газообразного вещества, такого как газообразный кислород или углерод, хорошей перерабатываемостью, и, кроме того, она является прозрачной и обладает достаточной механической прочностью. В соответствии с этим композиция смолы включает композицию, полученную, в частности, из сополимера этилена и винилового спирта или из полиамида (здесь и далее в настоящем документе сокращенно обозначаемого как Nylon MXD6), полученного путем реакции поликонденсации между диаминовым компонентом, включающим в качестве основного ингредиента м-ксилилендиамин, и компонентом дикарбоновой кислоты, включающим в качестве основного ингредиента адипиновую кислоту, или тому подобного. Композицию необходимо получать так, чтобы наделить способностью абсорбировать кислород в результате добавления и примешивания небольшого количества соединения с указанной выше восстанавливающей функциональностью к сополимеру этилена-винилового спирта или полиамиду, или тому подобному. Такую композицию смолы можно использовать в качестве слоя, непроницаемого для кислорода, и тому подобного при составлении структуры контейнера или упаковочного материала.
В качестве конкретного примера слоя, непроницаемого для запахов, можно использовать, например, сополимер этилена-винилового спирта, полиамидную смолу и смолу на основе сложного полиэфира. Кроме того, другие примеры слоя, непроницаемого для запахов, включают олефиновые смолы, такие как смола на основе циклического олефина, в частности сополимер этилена и циклического олефина. Смола, составляющая вышеупомянутый слой, непроницаемый для запахов, предпочтительно характеризуется температурой стеклования (Tg) не менее чем 50°C.
Слой, непроницаемый для запахов, предпочтительно содержит дезодорант или адсорбент. Это дает возможность компоненту, создающему запах, адсорбироваться и более эффективно предотвращать продвижение компонента, создающего запах, внутрь многослойной конструкции.
В качестве дезодоранта или адсорбента, либо индивидуально, либо в комбинации из двух или более типов, используют известные вещества, например природный цеолит, синтетический цеолит, силикагель, активированный уголь, импрегнированный древесный уголь, активированную глину, активированный оксид алюминия, глину, диатомовую землю, каолин, тальк, бентонит, оксид магния, ион-оксид, гидроксид алюминия, гидроксид магния, ион-гидроксид, силикат магния, силикат алюминия, синтетический гидротальцит и аминосодержащий пористый диоксид кремния. В том, что касается реакционной способности по отношению к альдегиду, особенно предпочтительными являются такие вещества, как аминосодержащий пористый диоксид кремния, имеющий аминогруппу. Данные дезодоранты или адсорбенты предпочтительно характеризуются средним диаметром частиц, не превышающим 10 мкм в обычной дисперсии, так чтобы обеспечить равномерное диспергирование в слое, непроницаемом для запахов.
Данные дезодоранты или адсорбенты предпочтительно используют при уровне присутствия в слое, непроницаемом для запахов, в диапазоне от 0,1 до 5 мас.%. Данные вещества можно добавлять в том виде, в котором они имеются, но с точки зрения диспергируемости их предпочтительно добавлять в виде маточной смеси.
В качестве конкретного примера слоя другой смолы возможно использование любой смолы, которая известна. Ее примеры включают термопластичные сложные полиэфиры, такие как полиэтилентерефталат (ПЭТФ), полиэтиленнафталат (ПЭН) и полибутилентерефталат; поликарбонаты; акрил-бутадиен-стирольный сополимер (смолу АБС); полиацеталевую смолу; найлон 6, найлон 66, найлон MXD6 и найлоны, такие как сополимер данных найлонов; акриловую смолу, такую как полиметилметакрилат; изотактический полипропилен; полистирол, полиэтилен низкой, средней или высокой плотности, сополимер этилена-пропилена, сополимер этилена-бутена-1 и стирол-бутадиеновый термопластичный эластомер.
Кроме того, в качестве биоразлагаемой смолы, используемой для изготовления контейнера из многослойной смолы, либо индивидуально, либо в комбинации из двух или более типов, в подходящем случае можно использовать смолы на основе насыщенного сложного полиэфира, содержащие в качестве основного компонента гидроксиалканоатые элементарные звенья (звено), такие как полигидроксибутилат (ПГБ), статистический сополимер 3-гидроксибутилата (3ГБ) и 3-гидроксивалерата (3ГВ), статистический сополимер разветвленного 3-гидроксибутилата (3ГБ) и 3-гидроксивалерата (3ГВ), поли(ε-капролактон) (ПКЛ) и полимолочную кислоту (PLLA) и алифатические сложные полиэфиры, в частности полибутиленсукцинат (ПБС), полибутиленсукцинат/адипат (ПБАС).
Кроме того, биоразлагаемая смола включает сложный полиэфир, содержащий не менее 20 мас.% алифатической двухосновной карбоновой кислоты и ароматической двухосновной карбоновой кислоты, например, полибутилентерефталат/адипат.
При получении ламината между слоями смолы можно по мере надобности прослаивать клеящую смолу. В качестве вышеупомянутой клеящей смолы можно привести пример термопластичной смолы, содержащей карбонильные группы на основе карбоновой кислоты, ангидрида карбоновой кислоты, карбоксилата, амида карбоновой кислоты или сложного эфира карбоновой кислоты в основной цепи или в боковой цепи при концентрации в диапазоне от 1 до 700 мэкв./100 г смолы, в частности при концентрации в диапазоне от 10 до 500 мэкв./100 г смолы.
Подходящие примеры клеящей смолы включают сополимер этилена-акриловой кислоты, олефиновый сополимер, сшитый по ионному механизму, полиэтилен с привитым малеиновым ангидридом, полипропилен с привитым малеиновым ангидридом, полиолефин с привитой акриловой кислотой, сополимер этилена-винилацетата, сополимеризованный сложный полиэфир и сополимеризованная термопластичная смола. Их можно использовать либо индивидуально, либо в комбинации из двух или более типов. Данные смолы являются подходящими для использования при ламинировании слоев путем одновременного экструдирования, ламинировании с получением структуры типа сэндвича и тому подобного.
Кроме того, предварительно полученные абсорбирующую кислород непроницаемую пленку из смолы, непроницаемую для запахов пленку из смолы, и пленку из влагостойкой смолы приклеивают и ламинируют также с использованием термоотверждающейся клеящей смолы, такой как смола изоцианатного или эпоксидного типа.
Смола ПАрТФ настоящего изобретения обладает высоким качеством, таким как превосходная окраска и низкий уровень содержания примесей, и характеризуется чрезвычайно высокой степенью полимеризации. Заполимеризованную в расплаве смолу в расплавленном состоянии можно перепускать в формовочную машину и формовать. Поэтому можно изготовить формованное изделие, которое получают с использованием смолы ПАрТФ, характеризующейся высоким качеством и высокой степенью полимеризации, и которое обладает превосходными механическими свойствами, такими как высокая прочность и высокая жесткость, чего нельзя получить с использованием обычной формовочной машины. В результате смолу можно использовать для получения сдаваемых/пригодных для повторного использования, подлежащих возврату бутылок для вышеупомянутого разнообразного содержимого, такого как молоко, питьевая вода, спирт и безалкогольные напитки, и изготовленных из смолы топливных баков для автомобилей и мотоциклов. В данных сферах использования к слою смолы или неорганическому слою можно применять комбинированные методики для улучшения вышеупомянутых характеристик непроницаемости.
Далее на основе чертежей будет описан один пример предпочтительных полимеризационных реакторов, используемых в настоящем изобретении.
Фигура 1 демонстрирует пример полимеризационного реактора, предназначенного для оформления способа настоящего изобретения. Форполимер ПАрТФ подают в полимеризационный реактор 10 из питающего отверстия 2 через перекачивающий насос 1, и материал проходит через перфорированную пластину 3 так, чтобы войти во внутреннее пространство полимеризационного реактора с последующим падением вдоль несущего элемента 5. Внутреннее пространство полимеризационного реактора контролируют, выдерживая при предварительно заданном пониженном давлении, а через отверстие для вакуумирования 7 выпускают алкиленгликоль, отогнанный из форполимера, или инертный газ, такой как газообразный азот, который по мере надобности вводят из питающего отверстия для подачи инертного газа 6. Полимерный продукт выпускают из выпускного отверстия 9 при помощи дренажного насоса 8. Полимеризационный реактор 10 или тому подобное обогревают и выдерживают теплым с помощью нагревателя или рубашки.
Фигура 2 демонстрирует пример полимеризационного реактора, предназначенного для оформления способа настоящего изобретения, в котором используют аппарат для абсорбирования инертного газа. Форполимер ПАрТФ подают в аппарат для абсорбирования инертного газа N10 из питающего отверстия N2 через перекачивающий насос N1, и материал проходит через перфорированную пластину N3 так, чтобы войти в аппарат для абсорбирования инертного газа с последующим падением вдоль несущего элемента N5. Внутреннее пространство аппарата для абсорбирования инертного газа контролируют, выдерживая при предварительно заданном пониженном давлении с использованием отверстия для вакуумирования N7. Форполимер абсорбирует инертный газ, такой как газообразный азот, вводимый из отверстия для ввода инертного газа N6, одновременно получая возможность падать. Форполимер после этого подают в полимеризационный реактор 10 из питающего отверстия 2 через дренажный/перекачивающий насос N8, и материал проходит через перфорированную пластину 3 так, чтобы войти в полимеризационный реактор, падая вдоль несущего элемента 5. Внутреннее пространство полимеризационного реактора контролируют, выдерживая при предварительно заданном пониженном давлении, а через отверстие для вакуумирования 7 можно выпускать алкиленгликоль, отогнанный из форполимера. Полимерный продукт выпускают из выпускного отверстия 9 с помощью дренажного насоса 8. Полимеризационный реактор 10 и тому подобное обогревают и выдерживают теплыми с помощью нагревателя или рубашки.
Фигуры 3 и 4 представляют собой схематические изображения, демонстрирующие один пример аппарата, предназначенного для оформления способа настоящего изобретения. Фигура 3 демонстрирует один пример аппарата, в котором бис-гидроксиалкилтерефталат - промежуточное соединение для ПАрТФ - получают непосредственно в результате реакции этерификации, а затем в результате реакции поликонденсации для промежуточного соединения получают форполимер ПАрТФ, который подают в полимеризационный реактор 10 настоящего изобретения и полимеризуют. Фигура 4 демонстрирует один пример аппарата, в котором в результате реакции переэтерификации получают промежуточное соединение, а затем путем комбинирования полимеризационного реактора в виде емкости с перемешиванием и горизонтального полимеризационного реактора с перемешиванием получают форполимер ПАрТФ, который подают в полимеризационный реактор 10 настоящего изобретения и полимеризуют.
Во всех способах смола падает вдоль несущего элемента и падает до нижней части полимеризационного реактора, а после этого смолу отбирают через выпускное отверстие с помощью дренажного насоса. В данный момент предпочтительно уменьшить количество смолы, накопленной в нижней части полимеризационного реактора, до по возможности меньшего уровня и сохранять данное количество насколько возможно постоянным. Это предотвращает развитие окрашивания или уменьшение степени полимеризации, вызванные термическим разложением, и обеспечивает легкое подавление возникновения вариаций качества смолы. В качестве способа контролирования накопленного количества можно регулировать расходы перекачивающего насоса и дренажного насоса, ведя наблюдения за накопленным количеством через смотровое отверстие или ведя наблюдения за накопленным количеством с помощью уровнемера, такого как относящийся к типу, использующему электростатическую емкость, тем самым делая возможным контроль накопленного количества.
Полимеризационный реактор, используемый в настоящем изобретении, можно оборудовать перемешивающим устройством в его нижней части, но это необязательно является особенно необходимым. Поэтому можно устранить узел привода вращения в полимеризационном реакторе и проводить полимеризацию в условиях, в которых при высоком вакууме обеспечивают получение достаточной герметичности. Узел привода вращения у дренажного насоса покрывает выпускаемая смола, и, таким образом, полимеризационный реактор настоящего изобретения отличается намного лучшими характеристиками герметичности по сравнению с полимеризационным реактором, снабженным узлом привода вращения.
Способ настоящего изобретения можно реализовать с использованием одного полимеризационного реактора, но его можно реализовать и с использованием двух или более реакторов. В дополнение к этому один полимеризационный реактор можно разделить вертикально или горизонтально и использовать в качестве многостадийного полимеризационного реактора.
В настоящем изобретении процесс увеличения молекулярной массы от величины для форполимера ПАрТФ до величины для целевого ПАрТФ с высокой степенью полимеризации можно проводить способом, при котором весь форполимер полимеризуют, одновременно предоставляя ему возможность падать вдоль несущего элемента из отверстий в перфорированной пластине. Процесс предпочтительно проводят в комбинации с другими способами полимеризации, такими как использование полимеризационного реактора в виде емкости с перемешиванием или горизонтального полимеризационного реактора с перемешиванием.
В качестве горизонтального полимеризационного реактора с перемешиванием можно привести примеры полимеризационного реактора, относящегося к типу со шнеком, типу с независимой лопастью, к одноосному типу и двухосному типу, например, полимеризационного реактора, описанного в работе Chapter 4 of "Research Report of Research Group on Reaction Engineering: reactive processing Part 2" (the Society of Polymer Science; 1992).
Кроме того, в качестве полимеризационного реактора в виде емкости с перемешиванием можно предложить все емкости с перемешиванием, описанные в работе Chapter 11 of Kagakusochi Binran (фонетическая транслитерация) (edited by the Society of Chemical Engineers, Japan; 1989), и тому подобное. Форма емкости особенно не ограничивается, и обычно используют вертикальный или горизонтальный цилиндр. В дополнение к этому особенно не ограничивается форма перемешивающей лопасти, и могут быть использованы тип лопатки, тип якоря, тип турбины, тип шнека, тип ленты и тип двойной лопасти.
Способ получения форполимера из материалов исходного сырья можно реализовать в периодическом варианте или в непрерывном варианте. Если его реализуют в периодическом варианте, то в реактор для проведения реакции подают полное количество материалов исходного сырья и реагентов, и в течение предварительно определенного времени между ними проводят реакцию. После этого полное количество реагентов перепускают в реактор для проведения последующей реакции. С другой стороны, если его реализуют в непрерывном варианте, то материалы исходного сырья или реагенты подают в каждый реактор для проведения реакции непрерывно и непрерывно же проводят выпуск реагентов. Для получения ПЭТФ с однородным уровнем качества в массе способ предпочтительно реализуют в непрерывном варианте.
Материал полимеризационного реактора, используемого для настоящего изобретения, особенно не ограничивается, и материал обычно выбирают из нержавеющей стали, никеля, облицовки стеклом и тому подобного.
Далее, фигуры 5 и 6 демонстрируют варианты реализации предпочтительной комбинации при получении смолы ПАрТФ и формованного изделия из нее, но настоящее изобретение данными вариантами реализации не ограничивается.
Фигура 5 представляет собой схематическое изображение, демонстрирующее один пример полимеризационного реактора и формовочных машин, используемых в настоящем изобретении. Форполимер ПАрТФ подают в полимеризационный реактор из питающего отверстия 2 через перекачивающий насос 1, и материал проходит через перфорированную пластину 3 так, чтобы войти в полимеризационный реактор 10, падая вдоль несущего элемента 5. Внутреннее пространство полимеризационного реактора контролируют, так чтобы выдерживалось предварительно заданное пониженное давление, а через отверстие для вакуумирования 7 выпускают алкиленгликоль, отогнанный из форполимера, или инертный газ, такой как газообразный азот, который по мере надобности вводят из питающего отверстия для подачи инертного газа 6. Полимерный продукт непрерывно выпускают при помощи дренажного насоса 8, а после этого подают в формовочные машины от А до С (от 12 до 14) с использованием перепускного трубопровода и распределителя 11 и затем формуют. Возможно соединение трех или более формовочных машин. Перекачивающий насос, полимеризационный реактор, дренажный насос, перепускной трубопровод и распределитель обогревают и выдерживают теплыми с помощью нагревателя или рубашки.
Фигура 6 представляет собой схематическое изображение, демонстрирующее один пример аппарата для абсорбирования инертного газа, полимеризационного реактора и формовочных машин.
Во всех способах заполимеризованная смола падает в нижнюю часть полимеризационного реактора, после этого смолу отбирают из полимеризационного реактора 10 с помощью дренажного насоса 8 и смолу подают в формовочные машины от А до С (от 12 до 14) с помощью перепускного трубопровода и распределителя 11 для формования.
В данный момент предпочтительно уменьшить количество смолы, упавшей и накопленной в нижней части полимеризационного реактора, по возможности до меньшего уровня и сохранять данное количество насколько возможно постоянным. Это предотвращает развитие окрашивания или уменьшение степени полимеризации, вызванные термическим разложением, и обеспечивает легкое подавление возникновения вариаций качества смолы. В качестве способа контролирования накопленного количества можно регулировать расходы перекачивающего насоса 1 и дренажного насоса 8, ведя наблюдения за накопленным количеством через смотровое отверстие 4 или ведя наблюдения за накопленным количеством с помощью уровнемера, такого как уровнемер с электростатической емкостью, тем самым делая возможным контроль накопленного количества.
Способ перепускания заполимеризованной смолы в формовочную машину особенно не ограничивается, но могут быть использованы шестеренчатый насос, экструдер и тому подобное. Кроме того, способ перепускания включает непрерывное перепускание и периодическое перепускание, но в любом случае как перепускание, так и формование необходимо проводить в течение вышеупомянутого временного периода. В способе периодического перепускания выпуск из полимеризационного реактора также можно проводить в периодическом варианте. Как продемонстрировано на фигуре 5, более предпочтительно, чтобы выпуск смолы из полимеризационного реактора проводился в непрерывном варианте и чтобы между полимеризационным реактором и формовочными машинами были установлены перепускной трубопровод и распределитель 11 таким образом, чтобы при проведении перепускания в периодическом варианте перепускание по очереди переключали между двумя или более формовочными машинами (например, три машины продемонстрированы на фигуре 5, но возможно использование и большего количества машин). Помимо этого, можно установить известный аппарат, например аппарат, состоящий из резервуара и поршня, или также предпочтительной является установка устройства, называемого накопителем, в котором временно хранят смолу.
В настоящем изобретении формовочная машина представляет собой аппарат, предназначенный для придания расплавленной смоле конкретной формы, например используют экструдер, литьевую машину и машину для формования с раздувом. В качестве изделия, формованного с использованием формовочной машины, формуют бутылку, преформу для бутылки, пленку, лист, трубу, пруток, волокно и различные формы изделий, полученных способом литьевого формования. Среди данных изделий настоящее изобретение является подходящим для получения преформы (предварительной заготовки) для изготовления бутылки, используемой для напитков. В случае бутылки, используемой для напитков, весьма желательным является наличие превосходных прочности и прозрачности. Кроме того, весьма желательным является уменьшение уровня содержания низкомолекулярных летучих примесей, таких как ацетальдегид в качестве представительного примера в случае ПЭТФ, который оказывает негативное воздействие на вкус и запах содержимого. В дополнение к этому имеется настоятельное желание изготавливать бутылки с хорошей производительностью и при низких затратах.
Настоящее изобретение будет охарактеризовано в описанных далее примерах.
Основные значения результатов измерений, приведенные в примерах, получали при проведении измерений с использованием следующих методов.
(1) Характеристическая вязкость [η]
Характеристическую вязкость [η] измеряли вискозиметром Освальда путем экстраполирования соотношения ηsp/C между удельной вязкостью ηsp и концентрацией С (г/100 мл) до нулевой концентрации и используя следующую формулу:

(2) Температура плавления кристаллов
Температуру плавления кристаллов измеряли, используя прибор Pyris 1 DSC (дифференциальный сканирующий калориметр компенсационного типа), изготовленный компанией Perkin Elmer, в условиях, описанных далее. Пиковое значение для эндотермического пика, полученного в результате плавления кристалла, определяли как температуру плавления кристаллов. Пиковое значение определяли с использованием программного обеспечения для проведения анализа, прилагаемого к вышеупомянутому прибору.
Температура измерения от 0 до 300°C.
Скорость увеличения температуры 10°C/мин.
(3) Концентрация концевых карбоксильных групп
1 г образца растворяли в 25 мл бензилового спирта, а затем сюда же добавляли 25 мл хлороформа. Затем проводили титрование с использованием раствора гидроксида калия в бензиловом спирте с концентрацией 1/50N. Используя значения результата титрования VA (мл) и значения результата холостого опыта V0, полученного в отсутствие ПЭТФ, в соответствии со следующей далее формулой получали концентрацию концевых карбоксильных групп.
Концентрация концевых карбоксильных групп (мэкв./кг) = (VA- V0) × 20.
(4) Окраска смолы (величина L*, величина b*)
Смолу подвергали тепловой обработке при 150°C в течение 60 минут таким образом, чтобы она смогла закристаллизоваться. После этого, используя компьютер для анализа цвета, изготовленный компанией Suga Test Instruments Co., Ltd., проводили оценку окраски смолы по методу, который соответствует документу JIS Z8729.
(5) Цветовой тон смолы при проведении оценки для смолы в форме раствора (величина L, величина b)
1,5 г образца растворяли в 10 г ГФИП (1,1,1,3,3,3-гексафтор-2-пропанола) и полученный раствор анализировали по методу измерения оптического пропускания, используя прибор UV-2500PC (спектрофотометр для ультрафиолетового-видимого диапазона), изготовленный компанией Shimadzu Corporation. Затем проводили оценку по методу, который соответствует документу JIS Z8730, с использованием программного обеспечения для проведения анализа, прилагаемого к вышеупомянутому прибору.
(6) Уровень содержания ацетальдегида 1 (метод экстрагирования с растворением-повторным осаждением)
1 г образца мелко нарезали и нарезанный образец затем добавляли к 10 мл 1,1,1,3,3,3-гексафтор-2-пропанола с последующим его растворением под действием ультразвуковых волн. Затем для повторного осаждения полимерных компонентов к раствору добавляли 10 мл воды. Уровень содержания ацетальдегида, присутствующего в супернатанте, анализировали с использованием газового хроматографа-масс-спектрометра при следующих условиях:
колонка: VOCOL (60 м × 0,25 мм φ × толщина пленки 1,5 мкм);
температурные условия: выдерживание при 35°C в течение 10 минут, увеличение температуры до 100°C при скорости 5°C/мин и последующее увеличение температуры до 100-220°C при скорости 20°C/мин;
температура в отверстии для ввода пробы 220°C;
способ ввода пробы: способ разведения (соотношение компонентов в смеси = 1:30), 1,0 мкл;
метод измерения: метод МСВИ;
отслеживаемый ион: m/z = 29, 43, 44.
(7) Уровень содержания примесей, уровень содержания ацетальдегида 2 (метод водного экстрагирования)
Образец мелко нарезали и нарезанный образец затем подвергали измельчению на холоде, используя мельницу с морозильной камерой 6700 (машина для измельчения на холоде), изготовленную компанией SPEX, в течение от 3 до 10 минут при охлаждении жидким азотом, так чтобы получить порошок с размером зерна в диапазоне от 850 до 1000 мкм. 1 г порошка и 2 мл воды помещали в стеклянную ампулу с последующим вытеснением азотом. После этого ампулу запечатывали и нагревали при 130°C в течение 90 минут, чтобы извлечь примеси, такие как ацетальдегид. Ампулу охлаждали, а затем вскрывали. Уровень содержания примесей анализировали с использованием прибора GC-14B (газовый хроматограф), изготовленного компанией Shimadzu Corporation, при следующих условиях:
колонка: VOCOL (60 м × 0,25 мм φ × толщина пленки 1,5 мкм);
температурные условия: выдерживание при 35°C в течение 10 минут, увеличение температуры до 100°C при скорости 5°C/мин и последующее увеличение температуры до 100-220°C при скорости 20°C/мин;
температура в отверстии для ввода пробы: 220°C;
способ ввода пробы: способ разведения (соотношение компонентов в смеси = 1:30), 1,5 мкл;
метод измерения: метод ПИД.
(8) Молекулярно-массовое распределение
Образец растворяли в 1,1,1,3,3,3-гексафтор-2-пропаноле в качестве элюента (в котором была растворена натриевая соль трифторуксусной кислоты при концентрации 5 ммоль/л) до концентрации 1,0 мг/мл. После этого полученный раствор анализировали, используя прибор HLC-8020GPC (гель-проникающий хроматограф), изготовленный компанией TOSOH CORPORATION, при условиях, описанных далее. После этого оценку проводили с использованием программного обеспечения для проведения анализа, прилагаемого к вышеупомянутому прибору.
Колонка: HFIP-606M + HFIP-603 (Shodex).
Температура колонки 40°C.
Количество вводимой пробы 30 мкл.
Метод измерения: рефрактометрический детектор, использующий ПММА.
(9) Уровень содержания олигомера
1 г образца полностью растворяли в смешанном растворе, состоящем из 10 г 1,1,1,3,3,3-гексафтор-2-пропанола и 5 г хлороформа. После этого в раствор дополнительно добавляли 15 г хлороформа с последующим разбавлением. Во время перемешивания разбавленного раствора с помощью магнитной мешалки сюда же по каплям добавляли 100 г тетрагидрофурана, чтобы провести повторное осаждение образца. Осадок отфильтровывали. Из раствора, из которого удаляли осадок, растворитель удаляли дополнительно с помощью испарителя. Таким образом, олигомер извлекали в виде остатка, а после этого измеряли массу остатка.
(10) Скорость кристаллизации
Скорость кристаллизации измеряли, используя прибор Pyris 1 DSC (дифференциальный сканирующий калориметр, относящийся к типу с компенсацией входа), изготовленный компанией Perkin Elmer, при условиях, описанных далее. Требуемое время от инициирования процесса (III) до достижения экзотермического пика, возникающего в результате кристаллизации, определяли как показатель скорости кристаллизации. Время пика определяли с использованием программного обеспечения для проведения анализа, прилагаемого к вышеупомянутому прибору.
(I) Образец выдерживали при 300°C в течение 2 минут.
(II) Температуру уменьшали от 300 до 225°C со скоростью 100°C/мин.
(III) Температуру выдерживали при 225°C в течение 30 минут (кристаллизация).
Свойства форполимеров, используемых в примерах, продемонстрированы в таблице 1, а формы несущих элементов в полимеризационных реакторах продемонстрированы в таблице 2.
Пример 1
Используя аппарат, продемонстрированный на фигуре 1, через питающее отверстие 2 в полимеризационный реактор 10 с помощью перекачивающего насоса 1 подавали форполимер ПЭТФ, отличающийся характеристической вязкостью [η] 0,45 дл/г, концентрацией концевых карбоксильных групп 30 мэкв./кг и температурой плавления кристаллов 260°C. Форполимер ПЭТФ, который находился в расплавленном состоянии при 280°C, выпускали из отверстий на перфорированной пластине 3 в количестве 10 г/мин на одно отверстие. После этого форполимер полимеризовали при пониженном давлении 65 Па, одновременно предоставляя ему возможность падать вдоль несущего элемента при той же температуре окружающей среды, что и температура выпуска форполимера. Полученный продукт после этого удаляли из выпускного отверстия 9 с помощью дренажного насоса 8 с целью получения ПЭТФ. Используемая перфорированная пластина имела толщину 50 мм, и на ней имелось 4 отверстия, каждое из которых имело диаметр 1 мм, которые располагали в линию с интервалом 25 мм. В качестве несущего элемента использовали несущий элемент в форме решетки, где фрагменты проволоки, имеющие диаметр 2 мм и длину 8 м, прикрепляли очень близко к каждому отверстию и вертикально подвешивали из данной точки, а другие фрагменты проволоки, каждый из которых имел диаметр 2 мм и длину 100 мм, под прямым углом присоединяли к вышеупомянутым фрагментам проволоки с интервалом 15 мм. Материалом несущего элемента была нержавеющая сталь. При одновременном ведении наблюдений через смотровое отверстие дренажный насос функционировал таким образом, что в нижней части полимеризационного реактора почти не накапливался полимер. Использовали форполимер, полученный в результате добавления 0,04 мас.% триоксида дисурьмы и 100 ч./млн. триметилфосфата в расчете на массовую долю элементарного фосфора. Результаты полимеризации продемонстрированы в таблице 6. Время пребывания в данный момент составляло 60 минут. Необходимо отметить, что такое время пребывания рассчитывали путем деления количества полимера, остающегося в полимеризационном реакторе, на количество подаваемого полимера. Во время полимеризации интенсивное вспенивание форполимера, выпускаемого из перфорированной пластины, и загрязнение поверхности сопел или стенки, обусловленное таким интенсивным вспениванием, происходили согласно наблюдениям в чрезвычайно небольшой степени. Кроме того, согласно наблюдениям, падающая смола включала большое количество пузырьков, и смола соскальзывала вниз по несущему элементу в виде пузырьков при одновременном охватывании проволоки, расположенной в продольном направлении несущего элемента. Во время данного процесса падающую смолу фиксировали на видеопленку через смотровое отверстие, и средний радиус падающей смолы, охватывающей проволоку, которая, образуя центр, проходит в продольном направлении, рассчитывали с использованием 5 снимков статических изображений, полученных с интервалом в 3 минуты. В результате, как было показано, средний радиус составлял 1,05 см. Из данного значения рассчитали, что S1 = 21100 см2. Поскольку общая площадь поверхности несущего элемента составляла 5357 см2, S1/S2 = 3,9.
Полученный полимер характеризовался высокой степенью полимеризации и хорошим цветовым тоном. Кроме того, если уровень содержания ацетальдегида оценивали с использованием метода экстрагирования с растворением-повторным осаждением, то, как было показано, значение было уменьшенным, составляя 25 ч./млн. Таким образом, полученный полимер представлял собой высококачественный гомогенный ПЭТФ.
Когда уровень содержания ацетальдегида оценивали еще раз с использованием метода водного экстрагирования, для него было найдено значение 40 ч./млн. Это обуславливается тем, что в случае метода экстрагирования с растворением-повторным осаждением часть ацетальдегида улетучивалась вследствие тепловыделения во время повторного осаждения путем добавления воды, а также вследствие того, что часть ацетальдегида адсорбировалась на осажденной смоле.
Примеры 2 и 3
Полимеризацию проводили таким же образом, что и в примере 1, с тем исключением, что использовали условия, продемонстрированные в таблице 6. Условия проведения полимеризации и свойства полученных смол продемонстрированы в таблице 6. В обоих случаях примеров 2 и 3 интенсивное вспенивание форполимера, выпускаемого из перфорированной пластины во время полимеризации, и загрязнение поверхности сопел и тому подобного, обусловленное таким интенсивным вспениванием, происходили, согласно наблюдениям, в чрезвычайно небольшой степени. Падающая смола включала большое количество пузырьков. Полученный полимер характеризовался высокой степенью полимеризации и хорошим цветовым тоном при содержании небольшого количества ацетальдегида. Таким образом, это был высококачественный гомогенный ПЭТФ.
Сравнительные примеры 1-4
Полимеризацию проводили таким же образом, что и в примере 1, с тем исключением, что использовали условия, продемонстрированные в таблице 6. Условия проведения полимеризации и свойства полученных смол продемонстрированы в таблице 6. Поскольку в случае сравнительного примера 1 температура выпуска была чрезмерно высокой, наблюдали загрязнение поверхности сопел и стенки, обусловленное интенсивным вспениванием. Полученный полимер был окрашенным, став желтым, и его цветовой тон был неравномерным.
Поскольку в случае сравнительного примера 2 температуру выпуска устанавливали чрезмерно низкой, форполимер затвердевал, и его выпуск из перфорированной пластины провести было невозможно.
Поскольку в случае сравнительного примера 3 форполимер отличался характеристической вязкостью [η], равной 0,18 дл/г, которая была чрезмерно низкой, полимер, выпускаемый из перфорированной пластины, интенсивно вспенивался, и, таким образом, имело место значительное загрязнение поверхности сопел или стенки полимеризационного реактора. Падающий полимер не включал большого количества пузырьков, и полученный полимер включал большие количества черного инородного вещества (продуктов с ухудшенными свойствами вследствие нагревания). Кроме того, он характеризовался низкой степенью полимеризации.
Поскольку в случае сравнительного примера 4 внутреннее пространство полимеризационного реактора выдерживали при обычном давлении, падающий полимер не включал большого количества пузырьков. Таким образом, степень полимеризации не увеличивалась, а скорее уменьшалась вследствие пиролиза.
Сравнительный пример 5
В качестве перфорированной пластины 3 использовали пластину, на которой располагали 10 отверстий в форме кругов. В качестве несущего элемента устанавливали трубу, имеющую внутренний диаметр 15 см и длину 8 м (несущий элемент 5, описанный в таблице 2). Форполимеру, выпускаемому через отверстия, давали возможность падать вдоль внутренней стенки трубы. В отличие от данных условий полимеризацию проводили таким же образом, что и в примере 1. Условия проведения полимеризации и свойства полученной смолы продемонстрированы в таблице 6. Когда течение форполимера, выпадающего из нижней кромки трубы, наблюдали через смотровое отверстие 4, то замечали, что форполимер не включал большого количества пузырьков. Полученный полимер характеризовался неоднородным цветовым тоном и низкой степенью полимеризации. Когда трубу извлекали для рассмотрения ее внутреннего пространства, наблюдали след сноса полимера (линию полимера, окрашенного в желтый цвет).
Примеры 4-6
Форполимер выпускали из перфорированной пластины, на которой в форме решетки располагали 4 отверстия, при расходе 23 г/мин на одно отверстие. Таким образом, полимеризацию проводили таким же образом, что и в примере 1, за тем исключением, что использовали несущий элемент, имеющий форму, описанную далее. В примере 4 использовали несущий элемент в форме пространственной решетки, полученный комбинированием фрагментов проволоки, имеющих диаметр 3 мм, с расположением с интервалом 30 мм в вертикальном направлении и с интервалом 50 мм в горизонтальном направлении; в примере 5 использовали несущий элемент в форме цепи, полученный соединением эллиптических форм проволокой, имеющей диаметр 3 мм, длину 50 мм и кривизну 20 мм φ; и в примере 6 использовали несущий элемент в форме проволоки, имеющей круговое поперечное сечение с диаметром 5 мм (что соответствует несущим элементам от 2 до 4, описанным в таблице 2 соответственно). Условия проведения полимеризации и свойства полученных смол продемонстрированы в таблице 6. Во всех случаях интенсивное вспенивание форполимера, выпускаемого из перфорированной пластины, и загрязнение поверхности сопел и тому подобного, обусловленное таким интенсивным вспениванием, происходили согласно наблюдениям в чрезвычайно небольшой степени. Падающая смола включала большое количество пузырьков. Полученный полимер характеризовался высокой степенью полимеризации и хорошим цветовым тоном при содержании небольшого количества ацетальдегида. Таким образом, это был высококачественный гомогенный ПЭТФ. В числе описанных выше несущих элементов использование несущих элементов, имеющих конструкцию, которая препятствует падению полимера, такую как несущие элементы в форме пространственной решетки и форме цепи, делало возможным получение полимера с повышенной степенью полимеризации при тех же условиях.
Пример 7
Используя аппарат, продемонстрированный на фигуре 3, и используя терефталевую кислоту и ЭГ в качестве материалов, способом непрерывной полимеризации проводили полимеризацию с получением ПЭТФ в среднем при производительности 2,4 кг/час. В качестве реактора этерификации, первого полимеризационного реактора в виде емкости с перемешиванием и второго полимеризационного реактора в виде емкости с перемешиванием использовали вертикальные полимеризационные реакторы с перемешиванием, оборудованные лопаточной перемешивающей лопастью. В качестве конечного полимеризационного реактора использовали тот же полимеризационный реактор, что и описанный в примере 1.
Составляющую суспензию смесь, содержащую терефталевую кислоту и ЭГ при молярном соотношении 1:1,2, непрерывно подавали в реактор этерификации, а полимеризацию проводили в условиях, описанных в таблицах 3 и 6, так чтобы получить ПЭТФ. В данном способе непрерывно добавляли 0,04 мас.% триоксида дисурьмы, 20 ч./млн. триметилфосфата (в расчете на количество элементарного фосфора) и 0,05 мас.% пентаэритрит-тетракис[3-(3,5-ди-трет-бутил-4-гидроксифенил)пропионата], в расчете на количество полимера, полученного в первом полимеризационном реакторе в виде емкости с перемешиванием. Необходимо отметить, что каждое соединение, выбираемое из триоксида дисурьмы, триметилфосфата и пентаэритрит-тетракис[3-(3,5-ди-трет-бутил-4-гидроксифенил)пропионата], добавляют в виде раствора в ЭГ, содержащего 2 мас.% каждого соединения. Условия проведения полимеризации и свойства полученной смолы продемонстрированы в таблице 6. Форполимер, подаваемый в конечный полимеризационный реактор (форполимер 5, описанный в таблице 1), включен в объем настоящего изобретения. Интенсивное вспенивание форполимера, выпускаемого из перфорированной пластины, и загрязнение поверхности сопел и тому подобного, обусловленное таким интенсивным вспениванием, происходили согласно наблюдениям в чрезвычайно небольшой степени. Падающая смола включала большое количество пузырьков. Полученный полимер характеризовался высокой степенью полимеризации и хорошим цветовым тоном при содержании небольшого количества ацетальдегида. Таким образом, это был высококачественный гомогенный ПЭТФ.
Пример 8
Используя аппарат, продемонстрированный на фигуре 4, и используя ДМТФ и ЭГ в качестве материалов, способом непрерывной полимеризации проводили полимеризацию с получением ПЭТФ в среднем при производительности 2,4 кг/час. В качестве первого и второго реакторов переэтерификации использовали вертикальные полимеризационные реакторы, оборудованные турбинной перемешивающей лопастью. В качестве первого полимеризационного реактора в виде емкости с перемешиванием использовали вертикальный полимеризационный реактор с перемешиванием, оборудованный лопаточной перемешивающей лопастью, после этого использовали горизонтальный полимеризационный реактор с перемешиванием, оборудованный одноосной дисковой перемешивающей лопастью, а в качестве конечного полимеризационного реактора использовали тот же полимеризационный реактор, что и описанный в примере 1.
ДМТФ и раствор в ЭГ, содержащий ацетат марганца, добавленный до содержания 0,05 мас.% в расчете на количество ДМТФ, при молярном отношении 1:2, непрерывно подавали в реактор этерификации и полимеризацию проводили в условиях, описанных в таблицах 4 и 6, так чтобы получить полимер. В данном способе непрерывно добавляли 100 ч./млн. триметилфосфата (в расчете на количество элементарного фосфора) и 0,04 мас.% триоксида дисурьмы, в расчете на количество полимера, полученного из трубы, расположенной между вторым реактором переэтерификации и первым полимеризационном реактором в виде емкости с перемешиванием. Необходимо отметить, что каждое соединение, выбираемое из триметилфосфата и триоксида дисурьмы, добавляли в виде раствора в ЭГ, содержащего 2 мас.% каждого соединения. Условия проведения полимеризации и свойства полученной смолы продемонстрированы в таблице 6. Форполимер, подаваемый в конечный полимеризационный реактор (форполимер 6, описанный в таблице 1), включен в объем настоящего изобретения. Интенсивное вспенивание форполимера, выпускаемого из перфорированной пластины, и загрязнение поверхности сопел и тому подобного, обусловленное таким интенсивным вспениванием, происходили согласно наблюдениям в чрезвычайно небольшой степени. Падающая смола включала большое количество пузырьков. Полученный полимер характеризовался высокой степенью полимеризации и хорошим цветовым тоном при содержании небольшого количества ацетальдегида. Таким образом, это был высококачественный гомогенный ПЭТФ.
Пример 9
Полимеризацию проводили в условиях, описанных в таблицах 4 и 6, таким же образом, что и в примере 8, за тем исключением, что из питающего отверстия для подачи инертного газа 6 в полимеризационном реакторе 10 вводили азот в количестве, описанном в таблице 6. Условия проведения полимеризации и свойства полученной смолы продемонстрированы в таблице 6.
Форполимер, подаваемый в конечный полимеризационный реактор (форполимер 6, описанный в таблице 1), включен в объем настоящего изобретения. Интенсивное вспенивание форполимера, выпускаемого из перфорированной пластины, и загрязнение поверхности сопел и тому подобного, обусловленное таким интенсивным вспениванием, происходили согласно наблюдениям в чрезвычайно небольшой степени. Падающая смола включала большое количество пузырьков. Полученный полимер характеризовался высокой степенью полимеризации и хорошим цветовым тоном при содержании небольшого количества ацетальдегида. Таким образом, это был высококачественный гомогенный ПЭТФ.
Сравнительный пример 6
Полимеризацию проводили с использованием аппарата, продемонстрированного на фигуре 4, в условиях, описанных в таблицах 5 и 6, таким же образом, что и в примере 8, за тем исключением, что количество заполимеризованного полимера уменьшали до 1,2 кг в час и что полимеризационный реактор 10 не использовали. Условия проведения полимеризации и свойства полученной смолы продемонстрированы в таблице 6. Полученный полимер не отличался высокой степенью полимеризации, и он был окрашенным, став желтым, при содержании большого количества ацетальдегида. Необходимо отметить, что результаты, относящиеся к уровню содержания ацетальдегида, продемонстрированные в таблице 6, получали, проводя оценку по методу экстрагирования с растворением-повторным осаждением. Если уровень содержания ацетальдегида оценивали еще раз по методу водного экстрагирования, то, как было обнаружено, он был равен 92 ч./млн.
Пример 10
Полимеризацию проводили таким же образом, что и в примере 1, за тем исключением, что для введения инертного газа в полимеризационный реактор с помощью устройства для абсорбирования инертного газа использовали полимеризационный аппарат, продемонстрированный на фигуре 2, и тем, что использовали условия, продемонстрированные в таблице 6. В устройстве для абсорбирования инертного газа на перфорированной пластине в форме решетки располагали 9 отверстий, каждое из которых имело диаметр 1 мм, и использовали несущий элемент в форме проволоки, изготовленной из нержавеющей стали, с диаметром 5 мм, длиной 3 м и круговым поперечным сечением (несущий элемент 6, описанный в таблице 2). Один несущий элемент монтировали для одного отверстия на перфорированной пластине. Газообразный азот подавали в устройство для абсорбирования таким образом, что давление становилось равным 0,11 МПа, для того чтобы предоставить форполимеру, падающему вдоль несущего элемента, возможность абсорбирования или включения азота. Перекачивающий насос функционировал при одновременном ведении наблюдений через смотровое отверстие таким образом, чтобы в нижней части устройства для абсорбирования почти не накапливался полимер. В этот момент в полимере, транспортируемом из устройства для абсорбирования, наблюдались очень небольшие пузырьки. Подачу газообразного азота в устройство для абсорбирования прекращали и наблюдали изменение давления газа. В результате наблюдали изменение давления, соответствующее 0,5 мг газа на 1 г полимера. Считали, что данное количество соответствовало количеству газообразного азота, абсорбированного или включенного в форполимер. В предположении, что в полимеризационный реактор введено полностью все количество (форполимера), определяли количество азота, введенного в полимеризационный реактор. Условия проведения полимеризации и свойства полученной смолы продемонстрированы в таблице 6. В это время падающий полимер наблюдали через смотровое отверстие, расположенное в нижней части, он находился во вспененном состоянии, включающем большое количество пузырьков. Форполимер, подаваемый в конечный полимеризационный реактор, включен в объем настоящего изобретения. Интенсивное вспенивание форполимера, выпускаемого из перфорированной пластины, и загрязнение поверхности сопел и тому подобного, обусловленное таким интенсивным вспениванием, происходили согласно наблюдениям в чрезвычайно небольшой степени. Полученный полимер характеризовался высокой степенью полимеризации и хорошим цветовым тоном при содержании небольшого количества ацетальдегида. Таким образом, это был высококачественный гомогенный ПЭТФ.
Пример 11
Полимеризацию проводили таким же образом, что и в примере 8, за тем исключением, что во второй реактор переэтерификации в аппарат, продемонстрированный на фигуре 4, добавляли полиэтиленгликоль, характеризующийся средней молекулярной массой 2000, таким образом, чтобы добавленное количество становилось равным 10 мас.% в расчете на массу получаемого полимера. Условия проведения полимеризации и свойства полученной смолы продемонстрированы в таблице 6. Форполимер, подаваемый в конечный полимеризационный реактор, включен в объем настоящего изобретения. Интенсивное вспенивание форполимера, выпускаемого из перфорированной пластины, и загрязнение поверхности сопел и тому подобного, обусловленное таким интенсивным вспениванием, происходили согласно наблюдениям в чрезвычайно небольшой степени. Падающий полимер находился во вспененном состоянии и включал большое количество пузырьков. Полученный полимер характеризовался высокой степенью полимеризации и хорошим цветовым тоном при содержании небольшого количества ацетальдегида. Таким образом, это был высококачественный гомогенный ПЭТФ.
Пример 12
Используя аппарат, продемонстрированный на фигуре 5, в полимеризационный реактор 10 через питающее отверстие 2 с помощью перекачивающего насоса 1 подавали форполимер ПЭТФ (форполимер 1, описанный в таблице 1), отличающийся характеристической вязкостью [η] 0,45 дл/г и температурой плавления кристаллов 260°C, и форполимер, который находился в расплавленном состоянии при 280°C, затем выпускали через отверстия на перфорированной пластине 3 в количестве 20 г/мин на одно отверстие. После этого форполимер полимеризовали при пониженном давлении 65 Па, одновременно предоставляя ему возможность падать вдоль несущего элемента при той же температуре окружающей среды, что и температура на выпуске, и затем его удаляли с помощью дренажного насоса 8. После этого его подавали в машину для литьевого формования через перепускную трубу и распределитель 11 с последующим литьевым формованием таким образом, чтобы получить пластину, имеющую толщину 3 мм и длину стороны 130 мм. Перфорированная пластина, используемая в данном случае, имела толщину 50 мм, и на ней имелось 4 отверстия, каждое из которых имело диаметр 1 мм, которые располагали в линию с интервалом 25 мм. В качестве несущего элемента использовали несущий элемент в форме проволочной сетки (несущий элемент 1, описанный в таблице 2), где фрагменты проволоки, имеющие диаметр 2 мм и длину 8 м, прикрепляли очень близко к каждому отверстию и вертикально подвешивали из данной точки, а другие фрагменты проволоки, каждый из которых имел диаметр 2 мм и длину 100 мм, под прямым углом прикрепляли к вышеупомянутым фрагментам проволоки с интервалом 15 мм. Материал несущего элемента представлял собой нержавеющую сталь. При одновременном ведении наблюдений через смотровое отверстие дренажный насос функционировал таким образом, что в нижней части полимеризационного реактора почти не накапливался полимер. Использовали форполимер, полученный в результате добавления 0,04 мас.% триоксида дисурьмы и 100 ч./млн. триметилфосфата (в расчете на количество элементарного фосфора).
В данном случае в качестве формовочной машины использовали только одну машину PS40E, изготовленную компанией Nissei Plastic Industrial Co, Ltd. Никаких других формовочных машин не использовали, а полимер вакуумировали. Форполимер умеренно вспенивался в полимеризационном реакторе, и он включал большое количество пузырьков. Условия проведения полимеризации и формования и свойства полученного формованного изделия продемонстрированы в таблице 7. Полученное формованное изделие характеризовалось высокой степенью полимеризации и хорошим цветовым тоном, и оно содержало пониженное количество ацетальдегида, которое оценивали по методу водного экстрагирования. Таким образом, это было высококачественное формованное изделие из ПЭТФ с высокой степенью полимеризации.
Пример 13
Полимеризацию и формование проводили таким же образом, что и в примере 12, за тем исключением, что использовали условия, продемонстрированные в таблице 7. Форполимер умеренно вспенивался в полимеризационном реакторе и включал большое количество пузырьков. Условия проведения полимеризации и формования и свойства полученного формованного изделия продемонстрированы в таблице 7. Полученное формованное изделие характеризовалось высокой степенью полимеризации и хорошим цветовым тоном, и оно содержало пониженное количество ацетальдегида, которое оценивали по методу водного экстрагирования. Таким образом, это было высококачественное формованное изделие из ПЭТФ с высокой степенью полимеризации.
Сравнительные примеры 7-9
Полимеризацию и формование проводили таким же образом, что и в примере 12, за тем исключением, что использовали условия, описанные в таблице 7. Условия проведения полимеризации и формования и свойства полученных формованных изделий продемонстрированы в таблице 7. Поскольку в случае сравнительного примера 7 температура в формовочной машине была чрезмерно высокой, формованное изделие было окрашенным, став желтым, и оно содержало большое количество ацетальдегида. Поскольку в случае сравнительного примера 8 температура перепускной трубы была установлена равной 210°C, что было на 20°C меньше температуры плавления кристаллов, полимер затвердевал, и транспортирование полимера нельзя было проводить равномерно, так что никаких формованных изделий получить было нельзя. Поскольку в сравнительном примере 9 перепускная труба была утолщена, необходимый период времени до формования становился чрезмерно продолжительным, таким как 80 минут. Таким образом, полученное формованное изделие было окрашенным, став желтым, а также содержало большое количество ацетальдегида.
Примеры 14 и 15
В примере 14 использовали несущий элемент в форме пространственной решетки (несущий элемент 2, описанный в таблице 2), полученный комбинированием фрагментов проволоки, каждый из которых имел диаметр 3 мм, с расположением с интервалом 30 мм в продольном направлении и с интервалом 50 мм в горизонтальном направлении. В примере 15 использовали несущий элемент в форме цепи (несущий элемент 3, описанный в таблице 2), полученный соединением эллиптических форм, образованных фрагментами проволоки, имеющими диаметр 3 мм, длину 50 мм и кривизну 20 мм φ. В отличие от данных условий полимеризацию и формование проводили таким же образом, что и в примере 12. Форполимер умеренно вспенивался в полимеризационном реакторе и включал большое количество пузырьков. Условия проведения полимеризации и формования и свойства полученных формованных изделий продемонстрированы в таблице 7. Полученные формованные изделия характеризовались высокой степенью полимеризации и хорошим цветовым тоном, и они содержали пониженное количество ацетальдегида, которое оценивали по методу водного экстрагирования. Таким образом, это были высококачественные формованные изделия из ПЭТФ с высокой степенью полимеризации.
Пример 16
Полимеризацию и формование проводили таким же образом, что и в примере 12, за тем исключением, что вместо пластины формовали предварительную заготовку (преформу), используемую для изготовления бутылки. Условия проведения полимеризации и формования и свойства полученного формованного изделия продемонстрированы в таблице 7. Форполимер умеренно вспенивался в полимеризационном реакторе и включал большое количество пузырьков. Полученная предварительная заготовка характеризовалась высокой степенью полимеризации и хорошим цветовым тоном, и она содержала пониженное количество ацетальдегида, которое оценивали по методу водного экстрагирования. Таким образом, это было высококачественное формованное изделие из ПЭТФ с высокой степенью полимеризации.
Сравнительный пример 10
Полимеризацию и формование проводили таким же образом, что и в примере 12, за тем исключением, что в качестве полимеризационного реактора использовали горизонтальный двухосный полимеризационный реактор, оборудованный перемешивающей лопастью в форме диска (не имеющий несущего элемента). Для проведения полимеризации потребовалось 2 часа. Условия проведения полимеризации и формования и свойства полученного формованного изделия продемонстрированы в таблице 7. Полученное формованное изделие было окрашенным, став желтым, и оно содержало большое количество ацетальдегида.
Пример 17
Полимеризацию и формование проводили таким же образом, что и в примере 12, за тем исключением, что через питающее отверстие для подачи газа 6 полимеризационного реактора 10 вводили 4 г азота в расчете на 1 г форполимера. В полимеризационном реакторе форполимер подвергался значительному вспениванию. Условия проведения полимеризации и формования и свойства полученного формованного изделия продемонстрированы в таблице 7. Полученное формованное изделие характеризовалось высокой степенью полимеризации и хорошим цветовым тоном, и оно содержало пониженное количество ацетальдегида, которое оценивали по методу водного экстрагирования. Таким образом, это было высококачественное формованное изделие из ПЭТФ с высокой степенью полимеризации.
Пример 18
Полимеризацию проводили таким же образом, что и в примере 12, за тем исключением, что для введения инертного газа в полимеризационный реактор при помощи устройства для абсорбирования инертного газа использовали полимеризационный аппарат, продемонстрированный на фигуре 6, и тем, что использовали условия, продемонстрированные в таблице 7. В устройстве для абсорбирования инертного газа на перфорированной пластине в форме решетки располагали 9 отверстий, каждое из которых имело диаметр 1 мм, и использовали несущий элемент в форме проволоки, изготовленной из нержавеющей стали, с диаметром 5 мм, длиной 3 м и круговым поперечным сечением (несущий элемент 6, описанный в таблице 2). Один несущий элемент монтировали для одного отверстия на перфорированной пластине. Газообразный азот подавали в устройство для абсорбирования таким образом, что давление становилось равным 0,11 МПа, для того чтобы предоставить форполимеру, падающему вдоль несущего элемента, возможность абсорбирования или включения азота. Перекачивающий насос функционировал при одновременном ведении наблюдений через смотровое отверстие, таким образом, чтобы в нижней части устройства для абсорбирования почти не накапливался полимер. В это время в полимере, транспортируемом из устройства для абсорбирования, наблюдались очень небольшие пузырьки. Подачу газообразного азота в устройство для абсорбирования прекращали и наблюдали изменение давления газа. В результате наблюдали изменение давления, соответствующее 0,5 мг газа на 1 г полимера. Считали, что данное количество соответствовало количеству газообразного азота, абсорбированного или включенного в форполимер. В предположении, что в полимеризационный реактор введено полностью все количество (форполимера), определяли количество азота, введенного в полимеризационный реактор. В полимеризационном реакторе форполимер подвергался значительному вспениванию. Условия проведения полимеризации и формования и свойства полученного формованного изделия продемонстрированы в таблице 7. Полученное формованное изделие характеризовалось высокой степенью полимеризации и хорошим цветовым тоном, и оно содержало пониженное количество ацетальдегида, которое оценивали по методу водного экстрагирования. Таким образом, это было высококачественное формованное изделие из ПЭТФ с высокой степенью полимеризации.
Пример 19
Использовали форполимер ПТТФ (форполимер 8, описанный в таблице 1), отличающийся характеристической вязкостью [η] 0,55 дл/г и температурой плавления кристаллов 230°C. Вместо литьевой машины использовали одноосный экструдер 25 мм φ. Кроме того, для того чтобы получить пленку, имеющую толщину 200 мкм, также использовали Т-образную экструзионную головку и валик, изготовленный из нержавеющей стали, который охлаждали до 25°C. Условия проведения полимеризации и формования и свойства полученного формованного изделия продемонстрированы в таблице 7. Полученная пленка характеризовалась высокой степенью полимеризации и хорошим цветовым тоном, она содержала небольшое количество акролеина, которое оценивали по методу водного экстрагирования. Таким образом, это была высококачественная пленка из ПТТФ с высокой степенью полимеризации.
Пример 20
Использовали форполимер ПБТФ (форполимер 9, описанный в таблице 1), отличающийся характеристической вязкостью [η] 0,50 дл/г и температурой плавления кристаллов 228°C. Вместо Т-образной экструзионной головки использовали прядильную фильеру, имеющую 10 отверстий с размером 1 мм φ. Для того чтобы получить элементарное волокно, также использовали водяную баню и приемный валик. Условия проведения полимеризации и формования и свойства полученного формованного изделия продемонстрированы в таблице 7. Полученное элементарное волокно характеризовалось высокой степенью полимеризации и хорошим цветовым тоном, и тетрагидрофуран не был обнаружен методом водного экстрагирования. Таким образом, это было высококачественное элементарное волокно из ПБТФ с высокой степенью полимеризации.
Пример 21
Используя аппарат, продемонстрированный на фигуре 5, в полимеризационный реактор 10 через питающее отверстие 2 с помощью перекачивающего насоса 1 подавали форполимер ПЭТФ (форполимер 10, описанный в примере 1), который находился в расплавленном состоянии при 270°C, имеющий характеристическую вязкость [η] 0,56 дл/г и температуру плавления кристаллов 256°С при содержании 0,16 моль/кг диэтиленгликолевого компонента. После этого форполимер выпускали через отверстия на перфорированной пластине 3 при подаваемом количестве, равном 1,4 кг/час. Затем форполимер полимеризовали при пониженном давлении 50 Па, одновременно предоставляя ему возможность падать вдоль несущего элемента при температуре окружающей среды 255°С.
Используемая в данном случае перфорированная пластина имела толщину 50 мм, и на ней имелось 4 отверстия, каждое из которых имело диаметр 1 мм, которые располагали в линию с интервалом 15 мм. В качестве несущего элемента использовали несущий элемент в форме проволочной сетки (несущий элемент 7, описанный в таблице 2), где фрагменты проволоки, изготовленные из нержавеющей стали, с диаметром 2 мм и длиной 8,7 м, прикрепляли очень близко к каждому отверстию и вертикально подвешивали из данной точки, а другие фрагменты проволоки, каждый из которых имел диаметр 2 мм и длину 45 мм, под прямым углом присоединяли к вышеупомянутым фрагментам проволоки с интервалом 25 мм. Форполимеру давали возможность падать в полимеризационный реактор при одновременно умеренном его вспенивании, и он включал большое количество пузырьков. Время пребывания составляло 70 минут. Время пребывания рассчитывали путем деления количества смолы, остающейся в полимеризационном реакторе, на количество поданной смолы. Смолу, которая достигала нижней части полимеризационного реактора, удаляли с помощью дренажного насоса 8, одновременно ведя наблюдения через смотровое отверстие, так чтобы в нижней части полимеризационного реактора почти не накапливалась смола. Смолу, удаляемую с помощью дренажного насоса 8, охлаждали в водяной бане, а после этого гранулировали с использованием машины для резки нитей. Условия проведения полимеризации и свойства полученной смолы продемонстрированы в таблице 8. Полученная смола характеризовалась высокой степенью полимеризации и хорошим цветовым тоном, и она содержала небольшое количество ацетальдегида, которое оценивали по методу водного экстрагирования. Таким образом, это была высококачественная смола ПЭТФ.
Нитевидные гранулы полученной смолы ПЭТФ сушили при 260°С. После этого полученный продукт использовали для формования бутылок с помощью машины для формования с раздувом при двухосном растяжении (SBIII-100H-15, изготовленной компанией Aoki Technical Laboratory, Inc.). Условия проведения формования представляли собой температуру формования 280°С, время впрыска 7 секунд, время охлаждения 3 секунды и продолжительность цикла 18 секунд. Операции непрерывно проводили от формования предварительной заготовки до формования полого тела. Условия проведения формования и свойства полученных предварительной заготовки и полого тела продемонстрированы в таблице 9. Полученное формованное изделие характеризовалось хорошим цветовым тоном, и оно содержало чрезвычайно малое количество ацетальдегида, которое оценивали по методу водного экстрагирования. Таким образом, это было высококачественное полое тело из ПЭТФ.
Пример 22
Полимеризацию проводили таким же образом, что и в примере 21, за тем исключением, что использовали условия, описанные в таблице 8. Условия проведения полимеризации и свойства полученной смолы продемонстрированы в таблице 8. Форполимер умеренно вспенивался в полимеризационном реакторе, и он включал большое количество пузырьков. Полученная смола характеризовалась хорошим цветовым тоном, и она содержала чрезвычайно малое количество ацетальдегида, которое оценивали по методу водного экстрагирования. Таким образом, это была высококачественная смола ПЭТФ.
Пример 23
Полимеризацию и формование проводили таким же образом, что и в примере 21, за тем исключением, что использовали условия, описанные в таблицах 8 и 9. Из питающего отверстия для подачи инертного газа 6 полимеризационного реактора 10 вводили азот в количестве, описанном в таблице 8. Условия проведения полимеризации и свойства полученной смолы продемонстрированы в таблице 8. Условия проведения формования и свойства полученных предварительной заготовки и полого тела продемонстрированы в таблице 9. Форполимер сильно вспенивался в полимеризационном реакторе в результате введения в реактор азота. Таким образом, получали высококачественную смолу ПЭТФ, которая характеризовалась высокой степенью полимеризации, подходящей для формования бутылок, и хорошим цветовым тоном, и она содержала небольшое количество ацетальдегида, которое оценивали по методу водного экстрагирования.
В дополнение к этому полученное формованное изделие представляло собой высококачественное полое тело из ПЭТФ, которое характеризовалось хорошим цветовым тоном и содержало намного меньшее количество ацетальдегида по сравнению с тем, что имело место для формованного изделия, изготовленного из ПЭТФ, полученного методом твердофазной полимеризации, что оценивали по методу водного экстрагирования.
Примеры 24-26
Полимеризацию проводили таким же образом, что и в примере 21, за исключением использования условий, продемонстрированных в таблице 8, и конструкций перфорированной пластины и несущего элемента. Перфорированная пластина имела толщину 50 мм, и на ней имелось 7 отверстий, каждое из которых имело диаметр 1 мм, которые располагали в линию с интервалом 10 мм. В качестве несущего элемента использовали несущий элемент в форме проволочной сетки (несущий элемент 8, описанный в таблице 2), где фрагменты проволоки, имеющие диаметр 2 мм и длину 8,7 м, прикрепляли очень близко к каждому отверстию и вертикально подвешивали из данной точки, а другие фрагменты проволоки, каждый из которых имел диаметр 2 мм и длину 60 мм, под прямым углом прикрепляли к вышеупомянутым фрагментам проволоки с интервалом 40 мм. Материал несущего элемента представлял собой нержавеющую сталь. Условия проведения полимеризации и свойства полученных смол продемонстрированы в таблице 8. Форполимер умеренно вспенивался в полимеризационном реакторе, и он включал большое количество пузырьков. Полученная смола характеризовалась хорошим цветовым тоном, и она содержала небольшое количество ацетальдегида, которое оценивали по методу водного экстрагирования. Таким образом, это была высококачественная смола ПЭТФ.
В примере 24 полимеризацию непрерывно проводили в течение 140 часов, и было подтверждено, что операции можно было стабильно проводить в течение такого периода времени. Во время проведения операций флуктуация характеристической вязкости [η] смолы ПЭТФ составляла ± 0,02 дл/г или менее.
Пример 27
Используя аппарат, продемонстрированный на фигуре 5, в полимеризационный реактор 10 через питающее отверстие 2 с помощью перекачивающего насоса 1 подавали форполимер ПЭТФ, отличающийся характеристической вязкостью [η] 0,49 дл/г и температурой плавления кристаллов 255°С (форполимер 13, описанный в таблице 1; сополимеризованный форполимер ПЭТФ, полученный сополимеризацией 2 мол.% диметилизофталата с диметилтерефталатом в качестве материала и добавлением в качестве катализаторов реакции поликонденсации 0,04 мас.% триоксида дисурьмы и 100 ч./млн. триметилфосфата (в расчете на количество элементарного фосфора)). Затем форполимер, который находился в расплавленном состоянии при 270°С, выпускали через отверстия на перфорированной пластине 3 в количестве, равном 6 кг/час. После этого форполимер полимеризовали при пониженном давлении 50 Па, одновременно предоставляя ему возможность падать вдоль несущего элемента при температуре окружающей среды 255°С. После этого его удаляли с помощью дренажного насоса 8, а затем подавали в литьевую машину через перепускную трубу и распределитель 11 с последующим литьевым формованием, так чтобы получить преформу. Используемая в данном случае перфорированная пластина имела толщину 50 мм, и на ней в совокупности имелось 14 отверстий. То есть, другими словами, параллельно с интервалом 70 мм располагали две линии, где линия состоит из 7 отверстий, каждое из которых имеет диаметр 1 мм, и которые располагают в линию с интервалом 10 мм. В качестве несущего элемента использовали несущий элемент в форме проволочной сетки (несущий элемент 9, описанный в таблице 2), где фрагменты проволоки, имеющие диаметр 2 мм и длину 8,7 м, прикрепляли очень близко к каждому отверстию и вертикально подвешивали из данной точки, а другие фрагменты проволоки, каждый из которых имел диаметр 2 мм и длину 60 мм, под прямым углом присоединяли к вышеупомянутым фрагментам проволоки с интервалом 70 мм. Материалом несущего элемента была нержавеющая сталь.
При одновременном ведении наблюдений через смотровое отверстие работу дренажного насоса осуществляли таким образом, чтобы в нижней части полимеризационного реактора почти не оставался полимер. В данном случае в качестве формовочной машины использовали только машину для формования с раздувом при двухосном растяжении (SBIII-100H-15, изготовленную компанией Aoki Technical Laboratory, Inc.). Никаких других формовочных машин не использовали, а избыточное количество образованных полимеров удаляли с использованием распределителя. Условия проведения формования представляли собой температуру формования 280°С, время впрыска 7 секунд, время охлаждения 3 секунды и продолжительность цикла 18 секунд. Операции непрерывно проводили от формования предварительной заготовки до формования полого тела. Полимеры, удаленные с использованием распределителя, охлаждали в водяной бане, а после этого их гранулировали с использованием машины для резки нитей и собирали. Форполимер умеренно вспенивался в полимеризационном реакторе, и он включал большое количество пузырьков. Условия проведения полимеризации и свойства полученной смолы продемонстрированы в таблице 8. Условия проведения формования и свойства полученных предварительной заготовки и полого тела продемонстрированы в таблице 9. Полученное формованное изделие характеризовалось высокой степенью полимеризации и хорошим цветовым тоном, и оно содержало небольшое количество ацетальдегида, которое оценивали по методу водного экстрагирования. Таким образом, это было высококачественное формованное изделие из ПЭТФ с высокой степенью полимеризации.
Примеры 28 и 29
Полимеризацию и формование проводили таким же образом, что и в примере 27, за тем исключением, что использовали условия, продемонстрированные в таблицах 8 и 9. Условия проведения полимеризации и свойства полученной смолы продемонстрированы в таблице 8. Условия проведения формования и свойства полученных предварительной заготовки и полого тела продемонстрированы в таблице 9. Форполимер сильно вспенивался в полимеризационном реакторе, и он включал большое количество пузырьков. Таким образом, получали высококачественную смолу ПЭТФ, которая характеризовалась высокой степенью полимеризации, подходящей для формования бутылок, и хорошим цветовым тоном и содержала небольшое количество ацетальдегида, которое оценивали по методу водного экстрагирования. В дополнение к этому полученное формованное изделие представляло собой высококачественное полое тело из ПЭТФ, которое характеризовалось хорошим цветовым тоном и содержало намного меньшее количество ацетальдегида по сравнению с тем, что имеет место для формованного изделия, изготовленного из ПЭТФ, полученного методом твердофазной полимеризации. В примере 29 время пребывания полимера в перепускной трубе уменьшали путем увеличения скорости полимеризации. Это также предполагало возможность дополнительного уменьшения уровня содержания ацетальдегида в полученном формованном изделии.
Сравнительные примеры 11-13
Полимеризацию проводили таким же образом, что и в примере 21, за тем исключением, что использовали условия, продемонстрированные в таблице 8. Формуемые заполимеризованные продукты (сравнительные примеры 11 - 13) формовали таким же образом, что и в примере 21. Условия проведения полимеризации и свойства смол продемонстрированы в таблице 8. Поскольку в случае сравнительного примера 11 температура в полимеризационном реакторе была чрезмерно высокой, полимер, выпускаемый из перфорированной пластины, интенсивно вспенивался, и, таким образом, он загрязнял поверхность сопел или стенки полимеризационного реактора. Заполимеризованный продукт был окрашенным, став желтым, и он содержал большое количество ацетальдегида. Формованное изделие было в значительной степени окрашенным, и оно содержало большое количество ацетальдегида. В соответствии с этим оно было непригодным в качестве контейнера, используемого для напитков и тому подобного. Поскольку в случае сравнительного примера 12 характеристическая вязкость [η] форполимера была чрезмерно низкой, полимер, выпускаемый из перфорированной пластины, интенсивно вспенивался, и, таким образом, имело место значительное загрязнение поверхности сопел или стенки полимеризационного реактора. Полученный полимер включал большие количества черного инородного вещества (продуктов с ухудшенными свойствами вследствие нагревания). Кроме того, он характеризовался низкой степенью полимеризации.
В сравнительном примере 13 несущий элемент удаляли из полимеризационного реактора 10 и форполимеру давали возможность падать из перфорированной пластины 3 в форме нити. Нить часто обрывалась вследствие вспенивания полимера, выпускаемого из перфорированной пластины, и в результате поверхность сопел или стенка полимеризационного реактора значительно загрязнялись. Полученный полимер включал большие количества черного инородного вещества (продуктов с ухудшенными свойствами вследствие нагревания). Формованное изделие было в значительной степени окрашенным, и оно включало черное инородное вещество. В соответствии с этим оно было непригодным в качестве контейнера, используемого для напитков и тому подобного.
Сравнительный пример 14
Проводили оценку свойств смолы для коммерчески доступного ПЭТФ, полученного методом твердофазной полимеризации и используемого для изготовления бутылок (J135, произведенного компанией Mitsui Chemicals, Inc.) и свойств формованного изделия, полученного формованием вышеупомянутого ПЭТФ таким же образом, что и в примере 21. Свойства смолы продемонстрированы в таблице 8, а условия формования и свойства предварительной заготовки и полого тела продемонстрированы в таблице 9. Когда формовали предварительную заготовку, наблюдали значительное увеличение уровня содержания ацетальдегида. Хотя в данном случае из ПЭТФ, полученного методом твердофазной полимеризации, получают собственно бутылку, в случае ее использования в качестве контейнера для напитков и тому подобного необходима методика уменьшения уровня содержания ацетальдегида, ухудшающего вкус его содержимого (контейнера).
Перед формованием величина Mw/Mn для смолы составляла 2,4. Однако величина Mw/Mn для смолы у изделия, формованного из нее, изменилась, составив 2,0. Это обуславливается тем, что полимер, характеризующийся локально высокой молекулярной массой, такой как полимер, расположенный в поверхностной части гранул ПЭТФ, полученного методом твердофазной полимеризации, и тому подобное, во время формования достигал равновесия в отношении молекулярной массы в результате переэтерификации и тому подобного. Однако, поскольку такая переэтерификация и тому подобное протекают в различной степени в зависимости от условий хранения гранул, условий высушивания перед проведением переработки в расплаве или условий проведения переработки в расплаве, таких как температура расплава, очень вероятно, что степень полимеризации для гранул, образованных непосредственно после получения, и степень полимеризации смолы во время проведения переработки в расплаве или смолы в продукте переработки в расплаве будут флуктуировать. Таким образом, проблема заключается в том, что техническое решение для получения продукта переработки в расплаве становится трудным, или в том, что качество данного продукта флуктуирует.
Пример 30
Для смолы ПЭТФ, отличающейся характеристической вязкостью [η] 0,81, полученной в примере 24, форполимера 10, используемого в качестве материала в примере 24 (полученного методом полимеризации в расплаве и отличающегося характеристической вязкостью [η] 0,56), и смолы ПЭТФ, отличающейся характеристической вязкостью [η] 0,81, полученной методом твердофазной полимеризации форполимера 10, проводили оценку в отношении уровня содержания олигомера и скорости кристаллизации. Результаты продемонстрированы в таблице 10. Было подтверждено, что время кристаллизации смолы ПЭТФ в примере 24 можно значительно уменьшить по сравнению с тем, что имело место в случае смолы ПЭТФ, полученной методом твердофазной полимеризации.


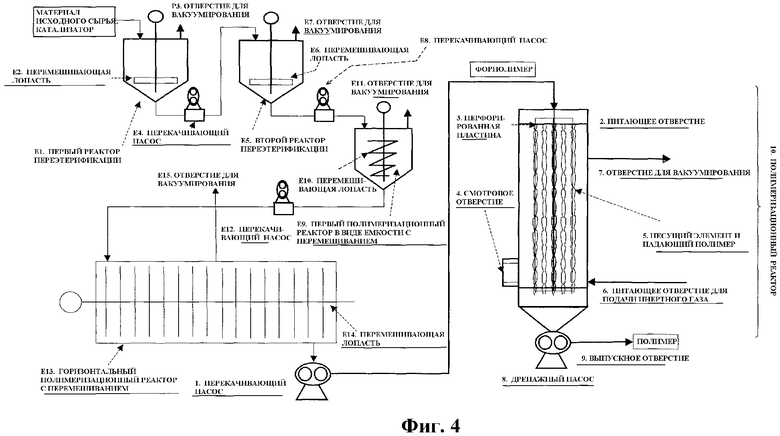

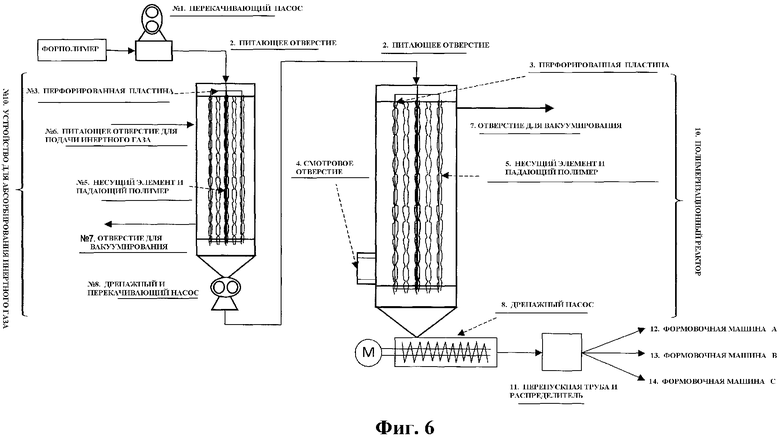
Настоящее изобретение относится к способу получения полиалкилентерефталата, способу получения формованного изделия из полиалкилентерефталата и формованному изделию из полиалкилентерефталата. Предложен способ получения полиалкилентерефталата, который включает введение форполимера полиалкилентерефталата, который находится в расплавленном состоянии, содержит 70 мол.% или более этилентерефталатных или 1,4-бутилентерефталатных повторяющихся звеньев и отличается характеристической вязкостью [η] в диапазоне от 0,2 до 2 дл/г, через питающее отверстие в полимеризационный реактор; выпуск введенного форполимера через отверстия в перфорированной пластине и полимеризацию форполимера при пониженном давлении при одновременном предоставлении полимеру возможности падать вдоль поверхности несущего элемента, которая является открытой в направлении наружу, при температуре в диапазоне от [температуры плавления кристаллов -10°С] форполимера или более до [температуры плавления кристаллов +30°С] форполимера или менее в условиях, описываемых формулой S1/S2>1, где S1 представляет собой площадь поверхности падающего полиалкилентерефталата и S2 представляет собой площадь, на которой несущий элемент находится в контакте с полиалкилентерефталатом. 5 н. и 6 з.п. ф-лы, 6 ил., 10 табл.

где S1 - площадь поверхности падающего полиалкилентерефталата и
S2 - площадь, на которой несущий элемент находится в контакте с полиалкилентерефталатом.
(A) непосредственное введение инертного газа в полимеризационный реактор, который находится при пониженном давлении; и
(B) выпуск при пониженном давлении форполимера полиалкилентерефталата, который ранее абсорбировал и/или включал инертный газ, так чтобы высвободить инертный газ, вводя его таким образом в полимеризационный реактор.
где S1 - площадь поверхности падающего полиалкилентерефталата и
S2 - площадь, на которой несущий элемент находится в контакте с полиалкилентерефталатом, и после этого транспортирование форполимера в расплавленном состоянии в формовочную машину с последующим проведением формования из расплава.
(C) характеристическая вязкость [η] находится в диапазоне от 0,5 до 2,0 дл/г;
(D) молекулярно-массовое распределение, представленное в виде Mw/Mn, находится в диапазоне от 1,8 до 2,2;
(E) величина L и величина b для оценки окраски в соответствии с системой цветов Хантера, которые получают при проведении измерения оптического пропускания раствора, полученного растворением полиэтилентерефталата в 1,1,1,3,3,3-гексафтор-2-пропаноле (ГФИП) при концентрации 13 мас.%, находятся в диапазонах от 99 до 100 и от -0,5 до 0,5 соответственно; и
(F) уровень содержания ацетальдегида равен 10 ч./млн. или менее.
Приоритет по пунктам:
| JP 55127430 А, 02.10.1980 | |||
| JP 2003119266 А, 23.04.2003 | |||
| WO 9731968 А, 04.09.1997 | |||
| JP 2000319365 А, 21.11.2000 | |||
| СПОСОБ И УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОГО ПОЛИЭТИЛЕНТЕРЕФТАЛАТА | 1999 |
|
RU2205844C2 |

