ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к ароматическому поликарбонату, способу получения ароматического поликарбоната и контейнеру.
УРОВЕНЬ ТЕХНИКИ
[0002] Ранее было признано, что ароматические поликарбонаты для использования в крупномасштабной формовке с раздувом, экструзионной формовке, экструзионной формовке профилированных изделий, или формовке полых листов должны демонстрировать умеренную прочность расплава, эластичность расплава и вязкость расплава. Что касается производства таких ароматических поликарбонатов, раскрываются методики улучшения характеристик, обычно за счет использования многофункциональных соединений, таких как трифункциональные или тетрафункциональные гидроксисоединения (см., например, Патентные документы 1-4).
Однако проблема раскрытых в этих Патентных документах ароматических поликарбонатов заключается в том, что все они нуждаются в дальнейшем улучшении характеристик.
[0003] Также был предложен способ производства ароматического поликарбоната, имеющего разветвленную структуру, путем активного вызывания реакции Кольбе-Шмитта с получением в качестве продукта побочной реакции ароматического поликарбоната с разветвленной структурой или реакции посредством образования изоалкенилфенола в процессе полимеризации в производстве ароматического поликарбоната способом переэтерификации (см., например, Патентный документ 5).
Однако проблема такого способа заключается в том, что производимый ароматический поликарбонат имеет плохой оттенок, многочисленные вздутия (дефекты типа «рыбий глаз») и низкую ударопрочность.
[0004] Автор настоящего изобретения раскрывает в качестве методики решения проблем упомянутых выше обычных способов методику, относящуюся к ароматическому поликарбонату, в котором разветвленная структура, приписываемая побочной реакции, и разветвленная структура, вызванная многофункциональным соединением, поддерживаются в предопределенных количествах и диапазонах (см., например, Патентный документ 6).
СПИСОК ЦИТИРУЕМОЙ ЛИТЕРАТУРЫ
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0005]
Патентный документ 1: Японская патентная заявка № 44-17149
Патентный документ 2: Японская отложенная патентная заявка № 51-129493
Патентный документ 3: Японский перевод международной патентной заявки PCT №2003-509551
Патентный документ 4: Японская отложенная патентная заявка № 8-239466
Патентный документ 5: Японская отложенная патентная заявка № 2004-2831
Патентный документ 6: Международная патентная заявка WO 2012/005250.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0006] Однако даже ароматический поликарбонат, раскрытый в Патентном документе 6, имеет проблему, такую как недостаточная ударная прочность, когда формованное изделие является частично тонким при крупномасштабной формовке с раздувом и т.п.
[0007] Соответственно, задачей настоящего изобретения является предложить ароматический поликарбонат, обладающий превосходной формуемостью.
РЕШЕНИЕ ПРОБЛЕМЫ
[0008] В результате проведения тщательных исследований проблем упомянутых выше обычных методик авторы настоящего изобретения достигли настоящего изобретения, обнаружив, что упомянутые выше проблемы могут быть решены ароматическим поликарбонатом, который удовлетворяет предопределенным индикаторам изменения продольной вязкости.
В частности, настоящее изобретение представляет собой следующее.
[0009] [1]
Ароматический поликарбонат, в котором
индикаторы изменения продольной вязкости, измеренной при скорости удлинения 0,005 с-1 для образца длиной 127 мм, шириной 12,7 мм и толщиной 0,8 мм при температуре 280°C, удовлетворяют следующим <условию (i)> и <условию (ii)>, и
Значение MFR, измеренное при температуре 300°C под нагрузкой 1,2 кг, составляет 1,5-4,5 (г/10 мин):
<условие (i)>
значение индикатора изменения продольной вязкости, представленного следующей формулой (1):
(log10(Продольная вязкость [Па⋅с] при 0,80 с) - log10(Продольная вязкость [Па⋅с] при 0,30 с)) / (log100,80 - log100,30) Формула (1)
на интервале А (интервал от 0,30 с до 0,80 с после начала удлинения) составляет 0,10-0,30; и
<условие (ii)>
значение индикатора изменения продольной вязкости, представленного следующей формулой (2):
(log10(Продольная вязкость [Па⋅с] при 8,0 с) - log10(Продольная вязкость [Па⋅с] при 3,0 с)) / (log108,0 - log103,0) Формула (2)
на интервале В (интервал от 3,0 с до 8,0 с после начала удлинения) составляет 0,70-1,1.
[2]
Ароматический поликарбонат по п. [1], в котором дополнительно удовлетворяются следующие <условие (iii)> и <условие (iv)>:
<условие (iii)>
значение индикатора увеличения продольной вязкости, представленного следующей формулой (3):
log10(Продольная вязкость [Па⋅с] при 8,0 с) - log10(Продольная вязкость [Па⋅с] при 0,30 с)) / Формула (3)
на интервале от 0,30 с до 8,0 с после начала удлинения составляет 0,45-0,90; и
<условие (iv)>
значение индикатора продольной вязкости, представленного следующей формулой (4):
log10(Продольная вязкость [Па⋅с] при 8,0 с) Формула (4)
через 8,0 с после начала удлинения составляет 4,90-5,40.
[3]
Ароматический поликарбонат по п. [1] или [2], в котором значение индикатора изменения продольной вязкости, представленного формулой (2), составляет 0,70-0,85.
[4]
Ароматический поликарбонат по п. [2] или [3], в котором значение индикатора увеличения продольной вязкости, представленного формулой (3), составляет 0,45-0,75.
[5]
Ароматический поликарбонат по любому из пп. [2] - [4], в котором значение индикатора продольной вязкости, представленного формулой (4), составляет 4,90-5,05.
[6]
Ароматический поликарбонат по любому из пп. [1] - [5], который имеет повторяющееся звено, представленное следующей общей формулой (5):
[0010]
[0011] где Ar представляет собой двухвалентный ароматический остаток.
[0012] [7]
Ароматический поликарбонат по любому из пп. [1] - [6], который
имеет повторяющееся звено, представленное следующей общей формулой (5), в главной цепи и в разветвленной цепи, и
имеет одну или более из любой разветвленной структуры, выбираемой из группы, состоящей из разветвленных структур, представленных следующими общими формулами (6), (7) и (8), в главной цепи и разветвленной цепи, причем
отношение общего количества вещества разветвленных структур к количеству вещества повторяющегося звена, представленного следующей общей формулой (5), составляет 0,9-5,0 мол.%:
[0013]
[0014] где Ar представляет собой двухвалентный ароматический остаток, а Ar' представляет собой трехвалентный ароматический остаток.
[0015] [8]
Ароматический поликарбонат по любому из пп. [1] - [7], который
имеет повторяющееся звено, представленное следующей общей формулой (5), в главной цепи и в разветвленной цепи, и
имеет одну или более из любой разветвленной структуры, выбираемой из группы, состоящей из разветвленных структур, представленных следующими общими формулами (6), (7) и (8), в главной цепи и разветвленной цепи, причем
отношение общего количества вещества разветвленных структур к количеству вещества повторяющегося звена, представленного следующей общей формулой (5), составляет 0,9-5,0 мол.%, и
дополнительно удовлетворяются следующие <условие (iii)> и <условие (iv)>:
[0016]
[0017] где Ar представляет собой двухвалентный ароматический остаток, а Ar' представляет собой трехвалентный ароматический остаток,
[0018] <условие (iii)>
значение индикатора увеличения продольной вязкости, представленного следующей формулой (3):
log10(Продольная вязкость [Па⋅с] при 8,0 с) - log10(Продольная вязкость [Па⋅с] при 0,30 с)) / Формула (3)
на интервале от 0,30 с до 8,0 с после начала удлинения составляет 0,45-0,90; и
<условие (iv)>
значение индикатора продольной вязкости, представленного следующей формулой (4):
log10(Продольная вязкость [Па⋅с] при 8,0 с) Формула (4)
через 8,0 с после начала удлинения составляет 4,90-5,40.
[0019] [9]
Ароматический поликарбонат по п. [8], в котором значение индикатора продольной вязкости, представленного формулой (4), составляет 4,90-5,10.
[10]
Способ получения ароматического поликарбоната по любому из пп. [1] - [9], содержащий стадии:
подачи поглощенного азотом ароматического поликарбонатного форполимера в полимеризационный аппарат контактного типа с направляющими и нисходящим потоком, который представляет собой аппарат для производства ароматического поликарбоната; и
протекания форполимера вниз вдоль внешней поверхности направляющей, не имеющей источника нагрева, для испарения низкокипящего вещества, причем
в диапазонах процесса, где температура полимеризационного сырья составляет 235°C или выше во всем процессе способа получения ароматического поликарбоната, значение K, представленное следующей формулой (9):
[0020]

[0021] в которой
i: номер диапазона процесса, указываемый в произвольном порядке на множестве диапазонов процесса в способе получения,
Ti: средняя температура (°C) полимеризационного сырья в i-том диапазоне процесса,
Hi: среднее время пребывания (час) полимеризационного сырья в i-том диапазоне процесса,
находится в диапазоне 16,5-25,0.
[0022] [11]
Способ получения ароматического поликарбоната по п. [10], в котором
испарение низкокипящего вещества выполняется с использованием полимеризационного аппарата контактного типа с направляющими и нисходящим потоком, и
полимеризационный аппарат контактного типа с направляющими и нисходящим потоком удовлетворяет следующим условиям <условие (1)> - <условие (9)>:
<условие (1)>
он имеет: отверстие для подачи жидкого питания; зону для подачи жидкости к направляющей зоны испарения через пористую пластину; зону испарения, снабженную множеством направляющих, простирающихся вниз от пористой пластины в пространстве, окруженном пористой пластиной, боковой обечайкой и нижней обечайкой; вакуумный дренаж, расположенный в зоне испарения; и выпускное отверстие для жидкости, расположенное в самой нижней части нижней обечайки;
<условие (2)>
компонент управления путем потока, имеющий функцию, с помощью которой жидкость, подаваемая из отверстия для подачи жидкости к пористой пластине, течет в направлении от периферийной части пористой пластины к центральной части в зоне подачи жидкости, помещается в зоне подачи жидкости;
<условие (3)>
площадь А внутреннего поперечного сечения (м2) на горизонтальной плоскости боковой обечайки зоны испарения удовлетворяет следующей формуле (I):
0,7≤A≤300 Формула (I);
<условие (4)>
соотношение между площадью А внутреннего поперечного сечения (м2) и площадью В внутреннего поперечного сечения (м2) на горизонтальной плоскости отверстия для выпуска жидкости удовлетворяет следующей формуле (II):
20≤A/B≤1000 Формула (II);
<условие (5)>
нижняя обечайка, составляющая дно зоны испарения, соединяется с верхней боковой обечайкой под углом C градусов относительно ее внутренней части, где угол C (°) удовлетворяет следующей формуле (III):
110≤C≤165 Формула (III);
<условие (6)>
длина h (см) направляющей удовлетворяет формуле (IV):
150≤h≤5000 Формула (IV);
<условие (7)>
полная площадь S наружной поверхности (м2) всего множества направляющих удовлетворяет формуле (V):
2≤S≤50000 Формула (V);
<условие (8)>
среднее число N пор на м2 пористой пластины (шт/м2) удовлетворяет формуле (VI):
50≤N≤3000 Формула (VI); и
<условие (9)>
соотношение между верхней площадью T (м2) пористой пластины, включая верхние площади пор пористой пластины, и полной эффективной площадью поперечного сечения Q (м2) пор удовлетворяет следующей формуле (VII):
50≤T/Q≤3000 Формула (VII).
[0023] [12]
Способ получения ароматического поликарбоната по п. [10] или [11], в котором
количество жидкости, используемой при испарении низкокипящего вещества, составляет 1 т/час или больше.
[13]
Способ получения ароматического поликарбоната по п. [11] или [12], в котором
угол E (°), образуемый внутренней поверхностью боковой стенки зоны подачи жидкости и пористой пластиной, удовлетворяет следующей формуле (VIII):
100≤E < 180 Формула (VIII).
[14]
Способ получения ароматического поликарбоната по любому из пп. [11] - [13], в котором
расстояние k (см) между направляющей, ближайшей к внутренней поверхности стенки боковой обечайки зоны испарения, и внутренней поверхностью стенки удовлетворяет следующей формуле (IX):
5≤k≤50 Формула (IX).
[15]
Способ получения ароматического поликарбоната по любому из пп. [11] - [14], в котором
боковая обечайка зоны испарения имеет цилиндрическую форму с внутренним диаметром D (см) и длиной L (см), нижняя обечайка, соединенная с нижней частью боковой обечайки, имеет коническую форму, и отверстие для выпуска жидкости в самой нижней части нижней обечайки с конической формой имеет цилиндрическую форму с внутренним диаметром d (см), где
D, L и d удовлетворяют следующим формулам (X), (XI), (XII) и (XIII):
100≤D≤1800 Формула (X)
5≤D/d≤50 Формула (XI)
0,5≤L/D≤30 Формула (XII)
h - 20≤L≤h+300 Формула (XIII)
где в формуле (XIII) h представляет собой длину направляющей.
[16]
Способ получения ароматического поликарбоната по любому из пп. [11] - [15], в котором
объем V пространства (м3), где жидкость может существовать в зоне подачи жидкости от отверстия для подачи жидкости до верхней поверхности пористой пластины, и верхняя площадь T (м2) пористой пластины, включая верхние площади пор пористой пластины, удовлетворяют следующей формуле (XIV):
0,02 (м)≤V/T≤0,5 (м) Формула (XIV).
[17]
Способ получения ароматического поликарбоната по любому из пп. [10] - [16], в котором
по меньшей мере одна из направляющих имеет столбчатую форму с наружным диаметром r (см), или форму трубы, которая не позволяет жидкому и/или газообразному веществу входить внутрь, причем
наружный диаметр r удовлетворяет следующей формуле (XV):
0,1≤r≤1 Формула (XV).
[18]
Способ получения ароматического поликарбоната по любому из пп. [10] - [17], в котором
полимеризационный аппарат контактного типа с направляющими и нисходящим потоком имеет множество направляющих, и
множество направляющих соединены посредством поддерживающего материала.
[19]
Способ получения ароматического поликарбоната по любому из пп. [10] - [18], в котором
множество направляющих выбираются из группы, состоящей из
решетчатых или сетчатых направляющих, в которых отдельные направляющие фиксируются посредством поперечного поддерживающего материала, пространственных направляющих, в которых множество решетчатых или сетчатых направляющих расположены продольно и фиксируются посредством поперечного поддерживающего материала, и каркасных пространственных направляющих, в которых отдельные направляющие продольно и поперечно фиксируются посредством поперечного поддерживающего материала.
[20]
Способ получения ароматического поликарбоната по любому из пп. [11] - [19], в котором
полимеризационный аппарат контактного типа с направляющими и нисходящим потоком дополнительно соединен по меньшей мере с одним полимеризационным аппаратом контактного типа с направляющими и нисходящим потоком, который удовлетворяет условиям <условие (1)> - <условие (9)>, причем
два или более полимеризационных аппаратов контактного типа с направляющими и нисходящим потоком соединяются последовательно, параллельно, или и последовательно, и параллельно.
[21]
Способ получения ароматического поликарбоната по п. [20], в котором
полимеризационный аппарат контактного типа с направляющими и нисходящим потоком дополнительно соединен с одним полимеризационным аппаратом контактного типа с направляющими и нисходящим потоком, который удовлетворяет условиям <условие (1)> - <условие (9)>, причем
полная площадь наружной поверхности S1 (м2) направляющих полимеризационного аппарата контактного типа с направляющими и нисходящим потоком и
полная площадь наружной поверхности S2 (м2) направляющих дополнительного полимеризационного аппарата контактного типа с направляющими и нисходящим потоком
удовлетворяют следующей формуле (XVI):
1≤S1/S2≤20 (XVI).
[22]
Способ получения ароматического поликарбоната по любому из пп. [11] - [21], в котором
имеется абсорбер инертного газа для абсорбции инертного газа расплавленным форполимером ароматического поликарбоната перед подачей в полимеризационный аппарат контактного типа с направляющими и нисходящим потоком, причем
расплавленный форполимер с поглощенным инертным газом подается в полимеризационный аппарат контактного типа с направляющими и нисходящим потоком таким образом, что его давление в трубопроводе подачи расплавленного форполимера из абсорбера инертного газа в полимеризационный аппарат контактного типа с направляющими и нисходящим потоком поддерживается равным 15-200 кПа абс. с помощью клапана регулирования давления, расположенного непосредственно перед входом в полимеризационный аппарат контактного типа с направляющими и нисходящим потоком.
[23]
Способ получения а ароматического поликарбоната по п. [21] или [22], в котором
в каждом из полимеризационного аппарата контактного типа с направляющими и нисходящим потоком и дополнительного полимеризационного аппарата контактного типа с направляющими и нисходящим потоком
имеется абсорбер инертного газа для абсорбции инертного газа расплавленным форполимером ароматического поликарбоната перед подачей в каждый из полимеризационных аппаратов контактного типа с направляющими и нисходящим потоком, причем
расплавленный форполимер с поглощенным инертным газом подается в каждый из полимеризационных аппаратов контактного типа с направляющими и нисходящим потоком таким образом, что его давление в трубопроводе подачи расплавленного форполимера из абсорбера инертного газа в каждый из полимеризационных аппаратов контактного типа с направляющими и нисходящим потоком поддерживается равным 15-200 кПа абс. с помощью клапана регулирования давления, расположенного непосредственно перед входом в каждый из полимеризационных аппаратов контактного типа с направляющими и нисходящим потоком.
[24]
Контейнер, который является формованным изделием из ароматического поликарбоната по любому из пп. [1] - [9],
имеющий корпусную часть емкостью от 3 до 10 галлонов.
[25]
Контейнер по п. [24], в котором
корпусная часть имеет часть ручки, выполненную как единое целое с корпусной частью.
[26]
Контейнер по п. [24] или [25], в котором
ручка имеет полое пространство, и это полое пространство сообщается с внутренним пространством корпусной части.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0024] Настоящее изобретение может обеспечить ароматический поликарбонат, обладающий превосходной формуемостью.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0025]
[Фиг. 1] Фиг. 1 показывает схематическую диаграмму одного примера соотношения между предопределенным временным интервалом после начала удлинения и продольной вязкостью ароматического поликарбоната.
[Фиг. 2] Фиг. 2 показывает схематическую диаграмму конфигурации абсорбера инертного газа, составляющего устройство для производства ароматического поликарбоната.
[Фиг. 3] Фиг. 3 показывает схематическую диаграмму конфигурации полимеризационного аппарата контактного типа с направляющими и нисходящим потоком, составляющего устройство для производства ароматического поликарбоната.
[Фиг. 4] Фиг. 4 показывает схематическую диаграмму конфигурации верхних частей абсорбера инертного газа и полимеризационного аппарата контактного типа с направляющими и нисходящим потоком.
[Фиг. 5] Фиг. 5 показывает увеличенную схематическую диаграмму конфигурации верхних частей абсорбера инертного газа и полимеризационного аппарата контактного типа с направляющими и нисходящим потоком.
[Фиг. 6] Фиг. 6 показывает схематическую диаграмму конфигурации одного примера устройства для производства ароматического поликарбоната настоящего варианта осуществления.
[Фиг. 7] Фиг. 7 показывает схематическую диаграмму конфигурации другого примера устройства для производства ароматического поликарбоната настоящего варианта осуществления.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0026] Далее будет подробно описан способ осуществления настоящего изобретения (далее также именуемый «настоящим вариантом осуществления»).
Настоящее изобретение не ограничивается настоящим вариантом осуществления и может быть осуществлено с различными изменениями или модификациями без отступления от сути настоящего изобретения.
[0027] [Ароматический поликарбонат]
Ароматический поликарбонат настоящего варианта осуществления представляет собой ароматический поликарбонат, в котором индикаторы изменения продольной вязкости, измеренной при скорости удлинения 0,005 с-1 для образца длиной 127 мм, шириной 12,7 мм и толщиной 0,8 мм при температуре 280°C, удовлетворяют нижеприведенным <условию (i)> и <условию (ii)>, а скорость течения расплава (в дальнейшем упоминаемая как MFR), измеренная при температуре 300°C под нагрузкой 1,2 кг, составляет 1,5-4,5 (г/10 мин).
Фиг. 1 показывает схематическую диаграмму одного примера соотношения между предопределенным временным интервалом после начала удлинения и продольной вязкостью ароматического поликарбоната.
[0028] <Условие (i)>
Значение индикатора изменения продольной вязкости, представленного следующей формулой (1):
(log10(Продольная вязкость [Па⋅с] при 0,80 с) - log10(Продольная вязкость [Па⋅с] при 0,30 с)) / (log100,80 - log100,30) Формула (1)
на интервале А (интервал от 0,30 с до 0,80 с после начала удлинения) составляет 0,10-0,30.
Индикатор изменения продольной вязкости, представленный формулой (1), составляет 0,10-0,30, предпочтительно 0,15-0,29, более предпочтительно 0,18-0,28, и еще более предпочтительно 0,19-0,28 с точки зрения поддержания превосходной формуемости. Значение этого индикатора изменения продольной вязкости составляет 0,10 или больше, за счет чего может быть предотвращено возникновение фильерной вытяжки. Это значение составляет 0,30 или меньше, за счет чего, в частности, может быть предотвращено возникновение неравномерности толщины и разрывов во время формовки.
[0029] <Условие (ii)>
Значение индикатора изменения продольной вязкости, представленного следующей формулой (2):
(log10(Продольная вязкость [Па⋅с] при 8,0 с) - log10(Продольная вязкость [Па⋅с] при 3,0 с)) / (log108,0 - log103,0) Формула (2)
на интервале В (интервал от 3,0 с до 8,0 с после начала удлинения) составляет 0,70-1,10.
Значение индикатора изменения продольной вязкости, представленного формулой (2), составляет 0,70-1,10, предпочтительно 0,75-1,05, более предпочтительно 0,70-1,00, еще более предпочтительно 0,70-0,95, и еще более предпочтительно 0,70-0,85 с точки зрения поддержания превосходной формуемости. Значение этого индикатора изменения продольной вязкости составляет 0,70 или больше, за счет чего, в частности, при формовке с раздувом может быть предотвращено возникновение неравномерности толщины и разрывов во время формовки. Это значение составляет 1,10 или меньше, за счет чего может быть предотвращена невозможность формования формованного изделия из-за отверждения. Это значение составляет 1,00 или меньше, за счет чего может быть предотвращено образование вздутий, и получается смола, имеющая благоприятный оттенок. Хотя было обнаружено, что смола, которая удовлетворяет диапазону формулы (1) для благоприятной формуемости, вызывает проблемы вздутия и цветового оттенка, смола, которая обеспечивает превосходную формуемость, предотвращая в то же время образование вздутий и обеспечивая благоприятный оттенок, что противоречит такой формуемости, может быть получена, когда значение формулы (2) находится в предопределенном диапазоне.
[0030] Ароматический поликарбонат настоящего варианта осуществления дает следующие эффекты: он легко поддается растягиванию и обладает превосходной формуемостью в состоянии малого удлинения, как показано в условии (i), потому что индикатор изменения продольной вязкости составляет 0,1-0,3, что означает низкую продольную вязкость в интервале от 0,30 с до 0,80 с после начала удлинения; и ароматический поликарбонат является не слишком поддающимся растягиванию, вряд ли будет иметь неравномерную толщину и повышает прочность формованного продукта в состоянии сильного удлинения, как показано в условии (ii), потому что индикатор изменения продольной вязкости составляет 0,70-1,10, что означает высокую продольную вязкость в интервале от 3,0 до 8,0 с после начала удлинения.
Ароматический поликарбонат настоящего варианта осуществления имеет лучшую формуемость благодаря дополнительному удовлетворению следующих <условия (iii)> и <условия (iv)>.
[0031] <Условие (iii)>
Значение индикатора увеличения продольной вязкости, представленного следующей формулой (3):
log10(Продольная вязкость [Па⋅с] при 8,0 с) - log10(Продольная вязкость [Па⋅с] при 0,30 с)) / Формула (3)
на интервале от 0,30 с до 8,0 с после начала удлинения составляет 0,45-0,90.
Значение индикатора увеличения продольной вязкости, представленного формулой (3), предпочтительно составляет 0,45-0,90, более предпочтительно 0,45-0,83, еще более предпочтительно 0,45-0,80, еще более предпочтительно 0,45-0,78, и еще более предпочтительно 0,45-0,75 с точки зрения поддержания превосходной формуемости. Значение индикатора увеличения продольной вязкости составляет 0,45 или больше, благодаря чему может быть осуществлено равномерное удлинение и, в частности, при формовке с раздувом может быть подавлена неравномерность толщины. Это значение составляет 0,90 или меньше, благодаря чему можно предотвратить частичное быстрое удлинение, образование разрывов во время формовки, а также невозможность формования формованного изделия из-за отверждения. Это значение составляет 0,80 или меньше, за счет чего может быть предотвращено образование вздутий, и получается смола, имеющая благоприятный оттенок.
[0032] <Условие (iv)>
Индикатор продольной вязкости, представленный следующей формулой (4):
log10(Продольная вязкость [Па⋅с] при 8,0 с) Формула (4)
через 8,0 с после начала удлинения составляет 4,90-5,40.
Значение, представленное формулой (4), предпочтительно 4,80 к 5,40, более предпочтительно составляет 4,90-5,10, еще более предпочтительно 5,00-5,07, и еще более предпочтительно 4,90-5,05 с точки зрения поддержания превосходной формуемости
Значение формулы (4) составляет 4,90 или больше, благодаря чему слабая часть может избежать интенсивного растяжения, и, в частности при формовке с раздувом, может быть подавлена неравномерность толщины. Это значение составляет 5,40 или меньше, благодаря чему можно предотвратить частичное быстрое удлинение и образование разрывов во время формовки, а также невозможность формования формованного изделия из-за отверждения. Это значение составляет 5,40 или меньше, за счет чего может быть предотвращено образование вздутий, и получается смола, имеющая благоприятный оттенок.
[0033] Значения формул (1) - (4) вычисляются с использованием значения продольной вязкости, измеренной при скорости удлинения 0,005 с-1 для образца длиной 127 мм, шириной 12,7 мм и толщиной 0,8 мм при температуре 280°C.
Более конкретно, значения формул ((1) - (4) вычисляются с использованием значения измерения, полученного путем формования таблеток ароматического поликарбоната, высушенных при 120°C в течение 5 час в сушилке с горячим воздухом, в образец длиной 127 мм, шириной 12,7 мм и толщиной 0,8 мм с помощью машины для литья под давлением, имеющей температуру цилиндра 300°C и температуру формы 90°C, и измерения его продольной вязкости с использованием ротационного вязкоупругого измерительного реометра (производства компании TA Instruments Japan Inc., ARES-G2) при следующих условиях измерения.
[0034] <Условия измерения>
Режим измерения: продольная вязкость
Измерительное зажимное устройство: EVF (крепление для измерения вязкости при расширении)
Температура измерения: 280°C
Время пребывания 1: 60 с (ожидание включения температуры)
Время пребывания 2: 120 с (после предварительного рястяжения)
Скорость удлинения: 0,05 с-1
Тензодатчик: 2 кг
Состояние окружающей среды: поток газообразного азота
[0035] Ароматический поликарбонат настоящего варианта осуществления получается путем регулирования количества разветвленных структур, образующихся в процессе получения, и тем самым введения разветвленных структур в полимер таким образом, чтобы удовлетворялись условия <условие (i)> - <условие (iv)>.
[0036] Ароматический поликарбонат настоящего варианта осуществления предпочтительно имеет повторяющееся звено, представленный следующей общей формулой (5):
[0037]
[0038] В формуле (5) Ar представляет собой двухвалентный ароматический остаток.
[0039] Предпочтительно ароматический поликарбонат настоящего варианта осуществления имеет повторяющееся звено, представленный следующей общей формулой (5), в главной цепи и разветвленной цепи, и имеет одну или несколько любых разветвленных структур, выбираемых из группы, состоящей из разветвленных структур, представленных следующими общими формулами (6), (7), и (8), в главной цепи и разветвленной цепи, причем
отношение общего количества вещества разветвленных структур к количеству вещества повторяющегося звена, представленного следующей общей формулой (5), составляет 0,9-5,0 мол.%:
[0040]
[0041] В формулах (5), (6), (7) и (8) Ar представляет собой двухвалентный ароматический остаток, а Ar' представляет собой трехвалентный ароматический остаток.
[0042] Отношение общего количества вещества разветвленных структур, представленных общими формулами (6), (7) и (8), к количеству вещества повторяющегося звена, представленного общей формулой (5), предпочтительно составляет 0,90-5,0 мол.%, более предпочтительно 0,95-4,0 мол.%, еще более предпочтительно 1,0-3,0 мол.%, еще более предпочтительно 0,95-2,5 мол.%, и еще более предпочтительно 0,95-1,5 мол.% с точки зрения поддержания ударопрочности ароматического поликарбоната настоящего варианта осуществления. Это отношение составляет 1,5 мол.% или меньше, за счет чего подавляется образование вздутий, и получается смола, имеющая благоприятный цветовой оттенок.
Отношение общего количества вещества разветвленных структур, представленных общими формулами (6), (7) и (8), к количеству вещества повторяющегося звена, представленного общей формулой (5), может быть измерено с помощью LC (жидкостной хроматографии) и, в частности, может быть измерено способом, описанным в приведенных ниже Примерах.
Отношение общего количества вещества разветвленных структур, представленных общими формулами (6), (7) и (8), к количеству вещества повторяющегося звена, представленного общей формулой (5), можно поддерживать в описанном выше диапазоне путем регулирования условий полимеризации для ароматического поликарбоната настоящего варианта осуществления.
[0043] Ароматический поликарбонат настоящего варианта осуществления может удовлетворять условиям <условие (i)> - <условие (iv)> за счет создания высокотемпературного состояния в описанном ниже процессе получения ароматического поликарбоната и введения разветвленных структур в полимер.
В частности, способ получения ароматического поликарбоната настоящего варианта осуществления содержит стадии: подачи форполимера ароматического поликарбоната с абсорбированным азотом в полимеризационный аппарат контактного типа с направляющими и нисходящим потоком, составляющий устройство для производства ароматического поликарбоната; и протекание форполимера вниз вдоль внешней поверхности направляющей, не имеющей источника нагрева, для испарения низкокипящего вещества, причем
в тех диапазонах процесса, где температура полимеризационного сырья составляет 235°C или выше во всем процессе способа получения ароматического поликарбоната, значение K, представленное следующей формулой (9) находится в диапазоне 16,5-25,0.
[0044]
[0045] i: номер диапазона процесса, указываемый в произвольном порядке на множестве диапазонов процесса в способе получения,
Ti: средняя температура (°C) полимеризационного сырья в i-том диапазоне процесса,
Hi: среднее время пребывания (час) полимеризационного сырья в i-том диапазоне процесса,
[0046] Значение K, представленное общей формулой (9), предпочтительно составляет 16,5-25,0, более предпочтительно 17,5-24,0, еще более предпочтительно 18,0-24,0, и еще более предпочтительно 19,5-23,5 с точки зрения поддержания превосходной формуемости ароматического поликарбоната настоящего варианта осуществления. Значение K составляет 16,5 или больше, за счет чего, в частности при формовке с раздувом, может быть подавлено образование фильерной вытяжки, а также предотвращено образование неравномерной толщины и разрывов во время формования. Значение K составляет 25,0 или меньше, за счет чего получается практически достаточная ударопрочность формованного продукта из ароматического поликарбоната настоящего варианта осуществления.
Цветовой оттенок и количество вздутий улучшаются при уменьшении значения K меньше, и ухудшаются при его увеличении. Когда значение K превышает 25,0, оба этих показателя заметно ухудшаются, и значение оттенка и количество вздутий заметно повышаются.
[0047] [Материал, составляющий ароматический поликарбонат]
В дальнейшем материалы, составляющие ароматический поликарбонат настоящего варианта осуществления, представляют собой ароматическое дигидроксисоединение и диарилкарбонат.
[0048] (Ароматическое дигидроксисоединение)
Ароматическое дигидроксисоединение является соединением, представленным формулой HO-Ar-OH. Ar представляет собой двухвалентную ароматическую группу, например фенилен, нафтилен, бифенилен, пиридилен, или двухвалентную ароматическую группу, представленную формулой -Ar1-Y-Ar2-.
В этом контексте каждая из Ar1 и Ar2 независимо представляет собой двухвалентную карбоциклическую или гетероциклическую ароматическую группу, имеющую 5-70 атомов углерода, а Y представляет собой двухвалентную алкиленовую группу, имеющую 1-30 атомов углерода.
Один или более атомов водорода двухвалентной ароматической группе Ar1 или Ar2 могут быть замещены другими заместителями, которые не оказывают отрицательного влияния на реакцию, например, атомом галогена, алкильной группой, имеющей 1-10 атомов углерода, алкоксигруппой, имеющей 1-10 атомов углерода, фенильной группой, феноксигруппой, винильной группой, цианогруппой, сложноэфирной группой, амидной группой или нитрогруппой. Примеры гетероциклической ароматической группы включают в себя ароматические группы, имеющие один или несколько образующих кольцо атомов азота, атомов кислорода или атомов серы.
Примеры двухвалентной ароматической группы Ar1 или Ar2 включают в себя такие группы, как замещенный или незамещенный фенилен, замещенный или незамещенный бифенилен и замещенный или незамещенный пиридилен. В этом контексте заместитель был описан выше.
Двухвалентная алкиленовая группа Y представляет собой, например, органическую группу, представленную любой из следующих формул:
[0049]
[0050] где каждый из R1, R2, R3 и R4 независимо представляет собой водород, алкильную группу, имеющую 1-10 атомов углерода, алкоксигруппу, имеющую 1-10 атомов углерода, циклоалкильную группу, имеющую 5-10 атомов углерода, образующих кольцо, карбоциклическую ароматическую группу, имеющую 5-10 атомов углерода, образующих кольцо, или карбоциклическую аралкильную группу, имеющую 6-10 атомов углерода,
k представляет собой целое число от 3 до 11, R5 и R6 индивидуально выбираются для каждого X, и каждый независимо представляет собой водород или алкильную группу, имеющую 1-6 атомов углерода, X представляет собой углерод, и
один или более атомов водорода в R1, R2, R3, R4, R5 или R6 могут быть замещены другими заместителями, например атомом галогена, алкильной группой, имеющей 1-10 атомов углерода, алкоксигруппой, имеющей 1-10 атомов углерода, фенильной группой, феноксигруппой, винильной группой, цианогруппой, сложноэфирной группой, амидной группой или нитрогруппой, без негативного влияния на реакцию.
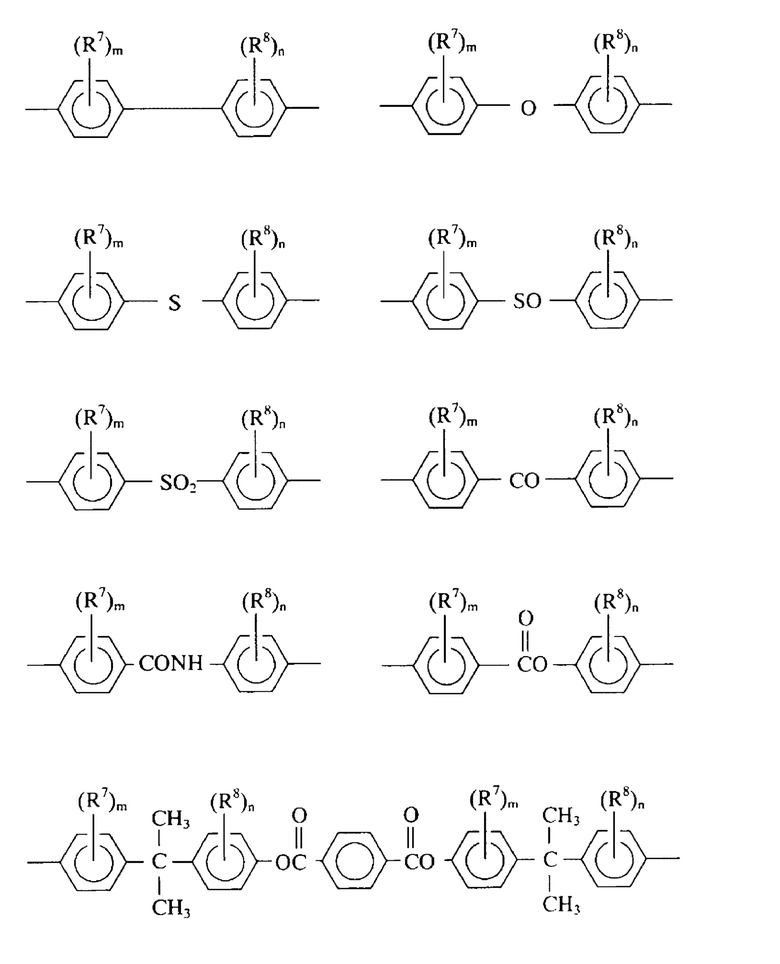
[0051] Примеры такой двухвалентной ароматической группы Ar, представленной формулой -Ar1-Y-Ar2-, включают в себя группы, представленные следующими формулами:
[0052]
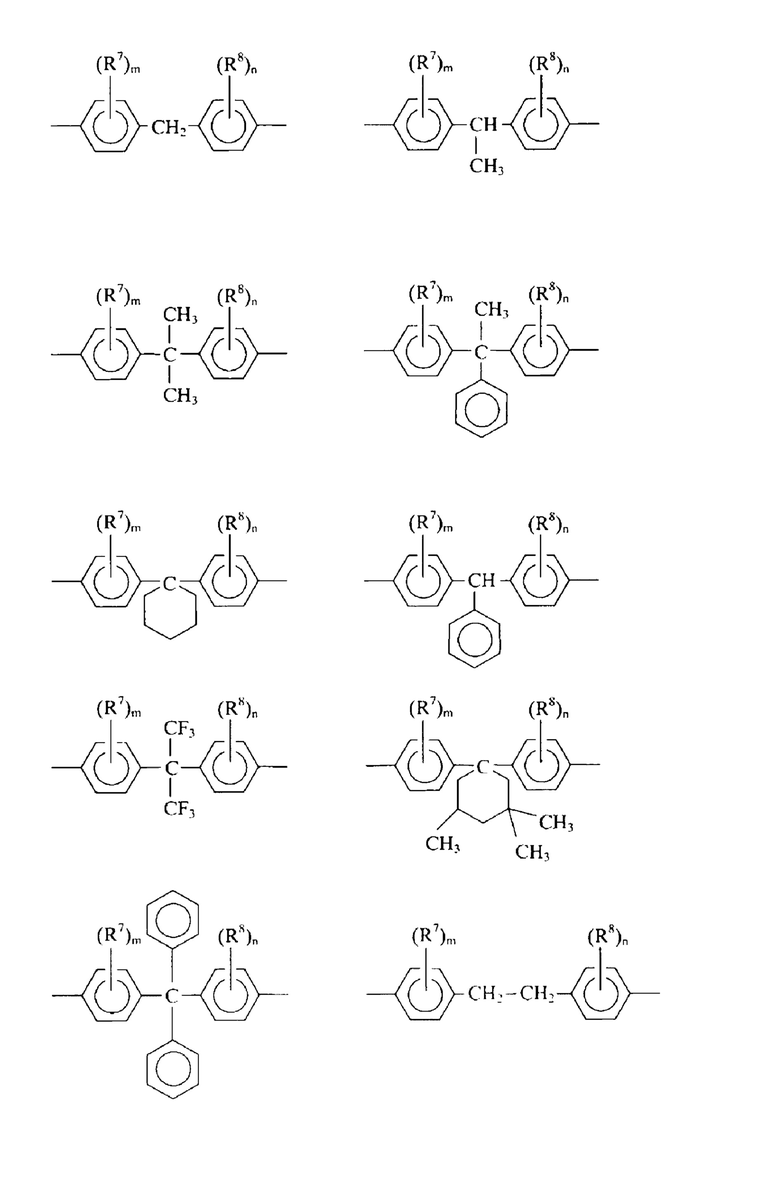
[0053] где каждый из R7 и R8 независимо представляет собой атом водорода, атом галогена, алкильную группу, имеющую 1-10 атомов углерода, алкоксигруппу, имеющую 1-10 атомов углерода, циклоалкильную группу, имеющую 5-10 атомов углерода, образующих кольцо, или фенильную группу, каждый из m и n представляет собой целое число от 1 до 4, когда m составляет от 2 до 4, группы R7 могут быть одинаковыми или отличаться друг от друга, а когда n составляет от 2 до 4, группы R8 могут быть одинаковыми или отличаться друг от друга.
[0054] Двухвалентная ароматическая группа Ar может быть представлена следующей формулой:
-Ar1-Z-Ar2-
где Ar1 и Ar2 были описаны выше, Z представляет собой одинарную связь или двухвалентную группу, такую как -O-, -CO-, -S-, -SO2-, -SO-, -COO- или -CON(R1)-, а R1 был описан выше.
[0055] Примеры такой двухвалентной ароматической группы Ar, представленной формулой -Ar1-Z-Ar2-, включают в себя группы, представленные следующими формулами:
[0056]
[0057] где R7, R8, m и n были описаны выше.
[0058] Примеры двухвалентной ароматической группы Ar включают в себя замещенный или незамещенный фенилен, замещенный или незамещенный нафтилен и замещенный или незамещенный пиридилен.
[0059] В формулах (6) - (8) Ar' представляет собой трехвалентную ароматическую группу. Примеры трехвалентной ароматической группы включают в себя ароматические группы, в которых один атом водорода в упомянутой выше двухвалентной ароматической группе является связью.
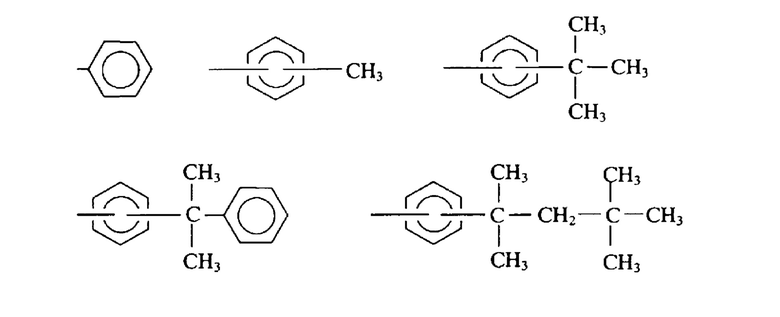
[0060] Ароматический поликарбонат настоящего варианта осуществления может иметь ароматическую концевую группу (А''), полученную из ароматического дигидроксисоединения или диарилкарбоната, на концах основной цепи, разветвленной цепи и разветвленных структур, показанных в формулах (5) - (8). Примеры такой ароматической концевой группы включают в себя одновалентные ароматические группы, имеющие 5-20 атомов углерода.
[0061] Ароматическая концевая группа Ar'' представляет собой одновалентную карбоциклическую или гетероциклическую ароматическую группу, и один или несколько атомов водорода в этой группе Ar'' могут быть замещены другими заместителями, которые не оказывают негативного влияния на реакцию, например атомом галогена, алкильной группой, имеющей 1-10 атомов углерода, алкоксигруппой, имеющей 1-10 атомов углерода, фенильной группой, феноксигруппой, винильной группой, цианогруппой, сложноэфирной группой, амидной группой или нитрогруппой.
Когда присутствует множество групп Ar'', они могут быть одинаковыми или отличающимися.
Примеры одновалентной ароматической группы Ar'' включают в себя фенильную группу, нафтильную группу, бифенильную группу и пиридильную группу. Каждая из этих групп может быть замещена одним или несколькими заместителями, упомянутыми выше.
Предпочтительные примеры Ar'' включают в себя группы, представленные следующими формулами:
[0062]
[0063] (Диарилкарбонат)
Примеры диарилкарбоната включают в себя замещенные или незамещенные дифенилкарбонаты, представленные следующей формулой:
[0064]
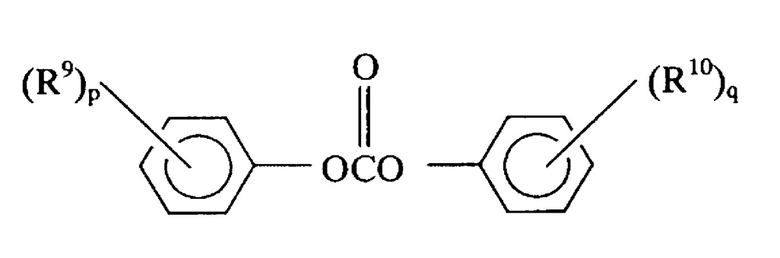
[0065] где каждый из R9 и R10 независимо представляет собой атом водорода, алкильную группу, имеющую 1-10 атомов углерода, алкоксигруппу, имеющую 1-10 атомов углерода, циклоалкильную группу, имеющую 5-10 атомов углерода, образующих кольцо, или фенильную группу. Каждый из p и q представляет собой целое число от 1 до 5, когда p равен 2 или больше, группы R9 могут отличаться друг от друга, а когда q равен 2 или больше, группы R10 могут отличаться друг от друга.
[0066] [Физические свойства ароматического поликарбоната]
MFR (скорость течения расплава) ароматического поликарбоната настоящего варианта осуществления, измеренная при температуре 300°C под нагрузкой 1,2 кг, составляет 1,5-4,5 г/10 мин, предпочтительно 1,5-3,5 г/10 мин, и более предпочтительно 2,0-3,0 г/10 мин с точки зрения формуемости. Значение MFR может быть измерено способом, описанным в нижеприведенных Примерах.
[0067] Ароматический поликарбонат настоящего варианта осуществления предпочтительно содержит мало примесей. Когда примеси представляют собой щелочной металл и/или щелочноземельный металл, содержание их металлического элемента предпочтительно составляет 0,001-1 частей на миллион. Это содержание более предпочтительно составляет 0,005-0,5 частей на миллион, и еще более предпочтительно 0,01-0,1 частей на миллион.
Когда содержание такого металлического элемента составляет 1 часть на миллион или меньше, предпочтительно 0,5 частей на миллион или меньше, более предпочтительно 0,1 части на миллион или меньше, это не влияет на физические свойства ароматического поликарбоната как продукта.
Упомянутое выше содержание щелочного металла и/или щелочноземельного металла может быть достигнуто при производстве с использованием устройства производства ароматического поликарбоната настоящего варианта осуществления, которое будет описано позже. Упомянутое выше содержание щелочного металла и/или щелочноземельного металла может быть измерено с помощью анализа IPC (с индуктивно сопряженной плазмой).
[0068] Содержание галогена в ароматическом поликарбонате настоящего варианта осуществления предпочтительно составляет 10 частей на миллиард или меньше, более предпочтительно 5 частей на миллиард или меньше, и еще более предпочтительно 1 часть на миллиард или меньше. Такое содержание галогена может быть достигнуто при производстве с использованием устройства производства ароматического поликарбоната настоящего варианта осуществления, которое будет описано позже. Содержание галогена может быть измерено с помощью анализа IPC (с индуктивно сопряженной плазмой).
[0069] [Способ получения ароматического поликарбоната]
Способ получения ароматического поликарбоната настоящего варианта осуществления содержит стадии: подачи форполимера ароматического поликарбоната с абсорбированным азотом в полимеризационный аппарат контактного типа с направляющими и нисходящим потоком, составляющий устройство для производства ароматического поликарбоната (в дальнейшем также называемое устройством для производства ароматического поликарбоната настоящего варианта осуществления); и протекание форполимера вниз вдоль внешней поверхности направляющей, не имеющей источника нагрева, для испарения низкокипящего вещества. Низкокипящее вещество имеет более низкую температуру кипения, чем интересующий ароматический поликарбонат, и производится в качестве побочного продукта во время процесса производства.
[0070] В тех диапазонах процесса, где температура полимеризационного сырья составляет 235°C или выше во всем процессе способа получения ароматического поликарбоната, значение K, представленное следующей формулой (9), предпочтительно находится в диапазоне 16,5-25,0 с точки зрения получения ароматического поликарбоната, который удовлетворяет упомянутым выше условиям <условие (i)> - <условие (iv)>.
[0071]
[0072] i: номер диапазона процесса, указываемый в произвольном порядке на множестве диапазонов процесса в способе получения,
Ti: средняя температура (°C) полимеризационного сырья в i-том диапазоне процесса,
Hi: среднее время пребывания (час) полимеризационного сырья в i-том диапазоне процесса,
[0073] «Полимеризационное сырье» концептуально охватывает сырье ароматического поликарбоната или ароматический поликарбонат, а «весь процесс способа получения ароматического поликарбоната» концептуально охватывает процесс формирования ароматического поликарбоната из сырья в способе получения ароматического поликарбоната.
[0074] «Диапазон процесса» означает каждую область, такую как полимеризационный аппарат контактного типа с направляющими и нисходящим потоком, трубопроводы и т.п., упоминаемые ниже.
i представляет собой номер диапазона процесса, задаваемый в произвольном порядке для множества диапазонов процесса в способе получения, и разделение диапазонов процесса особенно не ограничивается.
Ti представляет собой температуру (°C) полимеризационного сырья в i-том диапазоне процесса и означает, например, среднее значение таких температур, хотя температура незначительно снижается или повышается с точки зрения управления процессом и может изменяться.
Hi представляет собой время пребывания (час) полимеризационного сырья в i-том диапазоне процесса и вычисляется на основе количества полимеризационного сырья, подаваемого в каждый трубопровод или устройство для полимеризации, размера трубопровода или внутреннего содержимого устройства для полимеризации, вязкости полимеризационного сырья и т.п.
Значение K предпочтительно находится в диапазоне 18,0-24,0, более предпочтительно 20,0-23,0.
[0075] Давление форполимера, подаваемого в полимеризационный аппарат контактного типа с направляющими и нисходящим потоком, составляющий устройство для производства ароматического поликарбоната, предпочтительно находится в диапазоне 15-200 кПа абс., более предпочтительно 20-150 кПа абс., и еще более предпочтительно 20-100 кПа абс.
В устройстве для производства ароматического поликарбоната настоящего варианта осуществления, упоминаемом ниже, предпочтительно поддерживать давление расплавленного форполимера с абсорбированным инертным газом на заданном уровне внутри трубопровода от абсорбера инертного газа до полимеризационного аппарата контактного типа с направляющими и нисходящим потоком, так что клапан регулирования заданного давления должен быть размещен непосредственно перед входом в полимеризационный аппарат контактного типа с направляющими и нисходящим потоком, когда давление расплавленного форполимера составляет менее 15 кПа абс.
Внутри полимеризационного аппарата контактного типа с направляющими и нисходящим потоком имеется относительно высокий вакуум, и расплавленный форполимер внутри или около отверстия для подачи жидкости в полимеризационный аппарат контактного типа с направляющими и нисходящим потоком имеет тенденцию переходить в состояние низкого давления за счет аспирации. Следовательно, инертный газ, поглощенный в абсорбере инертного газа, может быть отделен от расплавленного форполимера и агрегирован. Соответственно, для предотвращения разделения и агрегации такого инертного газа давление форполимера предпочтительно находится в описанном выше диапазоне.
В частности, в трубопроводе от шестеренчатого насоса ниже абсорбера инертного газа к полимеризационному аппарату контактного типа с направляющими и нисходящим потоком относительно высокое давление (от обычного давления до 15 кПа или выше) поддерживается до или в области непосредственно перед полимеризационным аппаратом контактного типа с направляющими и нисходящим потоком, например из-за потери давления в трубопроводе. Соответственно, давление предпочтительно поддерживается на уровне 15 кПа или выше только непосредственно перед входом в полимеризационный аппарат контактного типа с направляющими и нисходящим потоком.
[0076] Если форполимер подается в полимеризационный аппарат контактного типа с направляющими и нисходящим потоком таким образом, что давление форполимера непосредственно перед входом в полимеризационный аппарат контактного типа с направляющими и нисходящим потоком составляет менее 15 кПа абс., давление расплавленного форполимера внутри верхней части пористой пластины является нестабильным, так что инертный газ (например, азот), временно абсорбированный расплавленным форполимером, отделяется или агрегируется, что приводит к нестабильной однородности расплавленного форполимера. Это препятствует явлению равномерного и непрерывного вспенивания расплавленного форполимера в полимеризационном аппарате контактного типа с направляющими и нисходящим потоком. Таким образом, становится невозможно произвести стабильный продукт, или может легко произойти изменение цвета, появление вздутий или посторонних веществ, таких как гель.
Если давление форполимера не может быть сохранено на уровне 15 кПа или больше, предпочтительно установить клапан регулирования давления и т.п.
С другой стороны, если давление превышает 200 кПа абс., эффект не меняется. Таким образом, более высокое давление является нецелесообразным, поскольку оно создает чрезмерную нагрузку на нагнетательный шестеренчатый насос или трубопровод абсорбера инертного газа и требует повышения устойчивости к давлению.
Соответственно, давление, при котором форполимер подается в полимеризационный аппарат контактного типа с направляющими и нисходящим потоком, предпочтительно находится в вышеупомянутом диапазоне.
[0077] (Производственный аппарат для использования в способе получения ароматического поликарбоната)
Конкретная конфигурация устройства для производства ароматического поликарбоната настоящего варианта осуществления для использования в способе получения ароматического поликарбоната настоящего варианта осуществления будет описана ниже со ссылкой на чертежи.
[0078] Фиг. 6 показывает схематическую диаграмму конфигурации одного примера устройства для производства ароматического поликарбоната настоящего варианта осуществления.
В устройстве для получения ароматического поликарбоната полимеризационное сырье и катализатор добавляются в смесительный резервуар 31 и смешиваются, затем передаются в резервуары 33А и 33В для растворенной смеси посредством перекачивающего насоса 32, и далее передаются оттуда посредством перекачивающих насосов 34A и 34B в первый полимеризационный резервуар 35, где выполняется предварительная полимеризация.
Предварительная полимеризация далее выполняется во втором полимеризационном резервуаре 37 с помощью подающего насоса 36, который представляет собой шестеренчатый насос для разгрузки с получением форполимера ароматического поликарбоната.
Форполимер ароматического поликарбоната передается в первый абсорбер 39 инертного газа с помощью подающего насоса 38, и после регулирования растворимости инертного газа с помощью клапана 41 регулирования давления передается дальше в первый полимеризационный аппарат 42 контактного типа с направляющими и нисходящим потоком, где форполимер полимеризуется. Здесь из вентиляционного отверстия выбрасывается низкомолекулярный компонент фенол, представляющий собой легкокипящее вещество.
Затем полученный продукт переносится во второй абсорбер 44 инертного газа с помощью подающего насоса 43, а затем перекачивается оттуда с помощью подающих насосов 46А и 46В. Растворимость инертного газа регулируется с помощью клапанов регулирования давления 47А и 47В, и полученный продукт передается во вторые полимеризационные аппараты 48A и 48B контактного типа с направляющими и нисходящим потоком, соединенные с тем, где полимеризуется форполимер. Здесь фенол выбрасывается из вентиляционного отверстия.
Полученный продукт далее передается с помощью подающих насосов 49A и 49B, и добавка добавляется в последующие устройства 50A и 50B для того, чтобы получить интересующий ароматический поликарбонат.
Формы клапанов 41, 47А и 47В регулирования давления, которые регулируют растворимость инертного газа, не ограничиваются. Клапаны регулирования давления могут быть клапанами, расположенными в предопределенных трубопроводах, или могут быть другими устройствами, способными поддерживать заданное давление.
[0079] В способе получения ароматического поликарбоната настоящего варианта осуществления испарение низкокипящего вещества выполняется с использованием полимеризационного аппарата контактного типа с направляющими и нисходящим потоком, который предпочтительно удовлетворяет условиям <условие (1)> - <условие (9)>, упомянутым ниже.
[0080] Фиг. 2 показывает схематическую диаграмму конфигурации абсорберов 39 и 44 инертного газа, а Фиг. 3 показывает схематическую диаграмму конфигурации полимеризационных аппаратов 42, 48A, и 48B контактного типа с направляющими и нисходящим потоком.
Каждый абсорбер инертного газа и каждый полимеризационный аппарат контактного типа с направляющими и нисходящим потоком отличаются тем, что их внутренность имеет зону абсорбции инертного газа, которая выполняет поглощение инертного газа, и зону испарения, которая выполняет испарение низкокипящего вещества, соответственно, хотя они имеют общую основную структуру.
Фиг. 4 и 5 показывают схематическую диаграмму верхних частей абсорбера инертного газа и полимеризационного аппарата контактного типа с направляющими и нисходящим потоком.
[0081] Для устройства получения ароматического поликарбоната настоящего варианта осуществления предпочтительно, чтобы полимеризационный аппарат контактного типа с направляющими и нисходящим потоком удовлетворял следующим условиям <условие (1)> - <условие (9)>.
<Условие (1)>
Он имеет отверстие 1 для подачи жидкости, зону 3 подачи жидкости к направляющей 4 зоны 5 испарения через пористую пластину 2, причем зона 5 испарения снабжена множеством направляющих 4, проходящих вниз от пористой пластины 2 в пространстве, окруженном пористой пластиной 2, боковой обечайкой 10 и нижней обечайкой 11, вакуумный клапан 6, расположенный в зоне 5 испарения, и отверстие 7 для выпуска жидкости, расположенное в самой нижней части нижней обечайки.
[0082] <Условие (2)>
Компонент 20 управления путем потока, имеющий функцию, с помощью которой жидкость, подаваемая из отверстия 1 для подачи жидкости к пористой пластине 2, течет в направлении от периферийной части пористой пластины 2 к центральной части в зоне 3 подачи жидкости, помещается в зоне 3 подачи жидкости.
[0083] <Условие (3)>
Площадь А внутреннего поперечного сечения (м2) на горизонтальной плоскости (на Фиг. 3 плоскости вдоль линии a-a') боковой обечайки 10 зоны 5 испарения удовлетворяет следующей формуле (I):
0,7≤A≤300 Формула (I).
[0084] <Условие (4)>
Соотношение между площадью А внутреннего поперечного сечения (м2) и площадью В внутреннего поперечного сечения (м2) на горизонтальной плоскости (на Фиг. 3 плоскости b-b') отверстия 7 для выпуска жидкости удовлетворяет следующей формуле (II):
20≤A/B≤1000 Формула (II).
При удовлетворении формулы (II) расплавленный продукт сконцентрированной путем испарения жидкости или полимера, или произведенный полимер может быть выгружен с повышенной вязкостью расплава без снижения качества жидкости или полимера.
[0085] <Условие (5)>
Предпочтительно, чтобы нижняя обечайка 11, составляющая дно зоны 5 испарения, соединялась с верхней боковой обечайкой 10 под углом C градусов относительно ее внутренней части, где угол C (°) удовлетворяет следующей формуле (III):
110≤C≤165 Формула (III).
Для снижения стоимости оборудования предпочтительным является значение C, максимально близкое к 90. Поскольку расплавленный продукт сконцентрированной жидкости или полимера перемещается с повышенной вязкостью расплава к выпускному отверстию 7 без снижения качества сконцентрированной жидкости или полимера, падающего с нижнего конца направляющей 4, предпочтительно, чтобы значение C удовлетворяло формуле (III).
[0086] <Условие (6)>
Длина h (см) направляющей 4 удовлетворяет следующей формуле (IV):
150≤h≤5000 Формула (IV).
Длина h направляющей 4 составляет 150 см или более, благодаря чему концентрирование и полимеризация могут протекать с практически достаточной скоростью и качеством. Значение h составляет 5000 см или меньше, в результате чего разница в вязкости жидкости между верхней частью и нижней частью направляющей 4 не является слишком большой, и можно предотвратить изменение степени концентрации и изменение степени полимеризации.
[0087] <Условие (7)>
Полная площадь S наружной поверхности (м2) множества направляющих 4 удовлетворяет следующей формуле (V):
2≤S≤50000 Формула (V).
Значение S (м2) равно 2 или больше, в результате чего может быть достигнуто количество жидкости, подвергаемой испарению, и количество производимого полимера, которые составляют 1 т/час или более.
Значение S (м2) составляет 50000 или меньше, в результате чего стоимость оборудования уменьшается при достижении объема производства и исключении изменения физических свойств.
[0088] <Условие (8)>
Среднее число N пор на м2 пористой пластины (шт/м2) удовлетворяет следующей формуле (VI):
50≤N≤3000 Формула (VI)
Среднее количество N пор (шт/м2) пористой пластины представляет собой числовое значение, полученное путем деления общего количества пор на площадь (включая верхние площади пор) Т (м2) верхней поверхности пористой пластины 2.
[0089] Предпочтительно, чтобы поры пористой пластины 2 были расположены в пористой пластине 2 почти равномерно. Расстояние k (см) между краевой частью пористой пластины 2 и внутренней поверхностью стенки зоны 5 испарения обычно предпочтительно больше, чем расстояние между соседними порами. Следовательно, количество пор на единицу площади в краевой части предпочтительно меньше, чем в центральной части. В настоящем варианте осуществления среднее количество N пор используется в этом контексте. Диапазон N более предпочтительно составляет 70≤N≤2000, и еще более предпочтительно 100≤N≤1000.
[0090] <Условие (9)>
Отношение между верхней площадью T (м2) пористой пластины, включая верхние площади пор пористой пластины 2, и полной эффективной площадью поперечного сечения Q (м2) пор пористой пластины 2 удовлетворяет следующей формуле (VII):
50≤T/Q≤3000 Формула (VII).
Описанное выше отношение T/Q более предпочтительно составляет 100-2500, и еще более предпочтительно 250-1500.
«Эффективная площадь поперечного сечения» поры пористой пластины относится к площади самой узкой части поперечного сечения поры, через которую проходит жидкость. Когда направляющая 4 проникает через эту пору, площадь получается путем вычитания площади поперечного сечения направляющей 4 из площади поперечного сечения поры.
Q (м2) представляет собой полную эффективную площадь поперечного сечения пор.
[0091] Формулы (VI) и (VII) важны для непрерывного и устойчивого испарения большого количества жидкости, в частности очень вязкой жидкости, в течение длительного периода.
[0092] Применение устройства для получения ароматического поликарбоната по настоящему варианту осуществления, которое удовлетворяет упомянутой выше конфигурации, позволяет устойчиво производить высококачественную и высокоэффективную концентрированную жидкость или полимер без окраски, то есть жидкость, подвергнутую обработке испарением, в количестве 1 т или более в час в течение длительного периода, составляющего нескольких тысяч часов или дольше, например 5000 час или дольше.
[0093] Устройство для производства ароматического поликарбоната по настоящему варианту осуществления имеет такие превосходные эффекты по-видимому потому, что в дополнение к различным причинам, упомянутым выше, проявляются комбинированные эффекты, вызванные сочетанием условий.
Например, направляющие с большой площадью поверхности, удовлетворяющие формулам (IV) и (V), очень эффективны для эффективного внутреннего перемешивания и обновления поверхности большого количества жидкости, форполимера или полимера, подаваемых при относительно низкой температуре, могут эффективно выполнять испарение низкокипящего вещества и полезны для получения до 1 т или более в час высококачественной концентрированной жидкости или полимера. В дополнение к этому, угол C, который удовлетворяет формуле (III), может сократить время, необходимое для выгрузки большого количества высококачественной концентрированной жидкости или полимера от направляющих 4 из отверстия 7 для выпуска жидкости, и может уменьшить термическую историю.
[0094] Производительность полимеризационного аппарата контактного типа с направляющими и нисходящим потоком в промышленном масштабе может быть впервые установлена при длительной эксплуатации с использованием крупномасштабного производственного оборудования. В этом отношении стоимость производственного оборудования является важным фактором, который следует принимать во внимание.
Полимеризационный аппарат контактного типа с направляющими и нисходящим потоком, составляющий устройство для производства ароматического поликарбоната настоящего варианта осуществления, может уменьшить стоимость оборудования за счет производительности по сравнению с обычными испарительными аппаратами или емкостями для полимеризации.
[0095] Конкретные условия или диапазоны, необходимые для размера, угла и т.п. в полимеризационном аппарате контактного типа с направляющими и нисходящим потоком, составляющем устройство для производства ароматического поликарбоната настоящего варианта осуществления, описаны выше, и еще более предпочтительно являются следующими диапазонами.
Диапазон внутренней площади А поперечного сечения (м2) на горизонтальной плоскости боковой обечайки 10 зоны 5 испарения, показанный в формуле (I), более предпочтительно составляет 0,8≤A≤250, и еще более предпочтительно 1≤A≤200.
Диапазон соотношения между внутренней площадью А поперечного сечения (м2) и внутренней площадью В поперечного сечения (м2) на горизонтальной плоскости отверстия 7 для выпуска жидкости, показанный в формуле (II), более предпочтительно составляет 25≤A/B≤900, и еще более предпочтительно 30≤A/B≤800.
Диапазон угла C (°), образуемого нижней обечайкой 11, составляющей дно зоны 5 испарения, с внутренней частью верхней боковой обечайки 10, показанный в формуле (III), более предпочтительно составляет 120≤C≤165, и еще более предпочтительно 135≤C≤165. В случае последовательного повышения степени концентрации или степени полимеризации с использованием множества полимеризационных аппаратов контактного типа с направляющими и нисходящим потоком предпочтительно, чтобы выполнялось условие C1≤C2≤C3 ≤..., где C1, C2, C3,... - соответствующие углы этих аппаратов.
Необходимая длина h (см) направляющей 4, показанная в формуле (IV), различается в зависимости от разницы таких факторов, как количество, вязкость и температура обрабатываемой жидкости, количество и температура кипения низкокипящего вещества, давление и температура в зоне испарения и необходимая степень концентрации или степень полимеризации, и ее диапазон более предпочтительно составляет 200≤h≤3000, и еще более предпочтительно 400 < h≤2500.
Необходимая полная площадь S внешней поверхности (м2) всех направляющих, показанная в формуле (V), также различается в зависимости от разницы тех же факторов, что и перечисленные выше, и ее диапазон более предпочтительно составляет 10≤S≤40000, и еще более предпочтительно 15≤S≤30000.
В настоящем описании полная площадь внешней поверхности всех направляющих означает всю площадь поверхности направляющих, с которыми жидкость контактирует при стекании вниз, и в случае, например, направляющих, изготовленных из труб, означает площадь внешних поверхностей и не включает площадь внутренних поверхностей труб, по которым жидкость не стекает.
[0096] Как показано на Фиг. 2-4, отверстие 1 для подачи жидкости предпочтительно располагается в верхней части зоны 3 подачи жидкости.
Отверстие 1 для подачи жидкости может быть расположено в одном месте или в нескольких местах. Предпочтительно, чтобы отверстие 1 для подачи жидкости было расположено таким образом, чтобы жидкость подавалась как можно более равномерно к пористой пластине 2 в зоне 3 подачи жидкости. В случае одного места зона 3 подачи жидкости предпочтительно располагается в верхней центральной части.
Компонент 20 управления путем потока, имеющий функцию, с помощью которой жидкость, подаваемая из отверстия 1 для подачи жидкости к пористой пластине 2, течет главным образом в направлении от периферийной части пористой пластины 2 к центральной части в зоне 3 подачи жидкости, предпочтительно помещается в зоне 3 подачи жидкости. Компонент 20 управления путем потока является эффективным для направления потока жидкости от периферийной части пористой пластины 2 к центральной части, и тем самым предотвращения нахождения жидкости в течение длительного времени в пространстве между частью поры (например 21) пористой пластины 2 и поверхностью 22 внутренней боковой стенки зоны подачи жидкости. Жидкость, вытекающая из периферийной части пористой пластины 2 к центральной части, обычно подается из пор пористой пластины, присутствующей между направляющими 4.
[0097] Компонент 20 управления путем потока может иметь любую форму, если могут быть обеспечены его эффекты. Схема его поперечного сечения предпочтительно аналогична схеме поперечного сечения пористой пластины 2. В этом контексте поперечное сечение компонента 20 управления путем потока относится к положению, которое показывает самую большую площадь, когда компонент 20 управления путем потока режется на его поверхности в боковом направлении.
Интервал между компонентом 20 управления путем потока и поверхностью 22 внутренней боковой стенки зоны 3 подачи жидкости отличается по предпочтительному диапазону в зависимости от количества, вязкости, и т.д. обрабатываемой жидкости. Когда вязкость обрабатываемой жидкости является относительно высокой в полимеризационном аппарате контактного типа с направляющими и нисходящим потоком или абсорбере инертного газа, которые составляют устройство для производства ароматического поликарбоната настоящего варианта осуществления, этот диапазон предпочтительно составляет 1-50 см, более предпочтительно 2-30 см, и еще более предпочтительно 3-20 см.
[0098] Как показано на Фиг. 4 и 5, имеется предопределенный интервал между поверхностью 23 верхней внутренней стенки зоны 3 подачи жидкости и компонентом 20 управления путем потока, и этот интервал может быть выбран произвольно и предпочтительно минимизирует время пребывания жидкости внутри зоны 3 подачи жидкости. С такой точки зрения этот интервал предпочтительно составляет 1-200 см, более предпочтительно 2-170 см, и еще более предпочтительно 3-150 см.
Что касается интервала между поверхностью 23 верхней внутренней стенки зоны 3 подачи жидкости и компонентом 20 управления путем потока, компонент 20 управления путем потока может достигать почти того же самого интервала от отверстия 1 для подачи жидкости до поверхности 22 внутренней боковой стенки зоны 3 подачи жидкости, или компонент 20 управления путем потока может достигать интервала, который постепенно сужается или постепенно расширяется.
Интервал между компонентом 20 управления путем потока и пористой пластиной 2 обычно составляет 1-50 см, предпочтительно 2-30 см, и более предпочтительно 3-20 см.
Интервал между пористой пластиной 2 и компонентом 20 управления путем потока может быть почти тем же самым, что и интервал от поверхности 22 внутренней боковой стенки зоны 3 подачи жидкости до центральной части пористой пластины, или этот интервал может постепенно сужаться или постепенно расширяться. Предпочтительным является компонент 20 управления путем потока, который достигает почти того же самого интервала, или интервала, который постепенно сужается.
[0099] Компонент 20 управления путем потока препятствует направлению жидкости, подаваемой из отверстия 1 для подачи жидкости, непосредственно к порам пористой пластины 2, и поэтому функционирует как некоторый вид дефлектора. Когда пористая пластина 2 имеет обширную площадь, предпочтительно, чтобы часть подаваемой жидкости проходила короткий путь почти до центральной части пористой пластины 2, не проходя через периферийную часть пористой пластины 2. По этим причинам в одной предпочтительной форме одно или более сквозных отверстий располагаются около центральной части компонента 20 управления путем потока или в других подходящих частях.
Для создания «мертвого пространства» в зоне 3 подачи жидкости дополнительно предпочитается, чтобы угол, образуемый поверхностью 22 внутренней боковой стенки зоны подачи жидкости и пористой пластиной 2, то есть E (°), удовлетворял следующей формуле (VIII):
100≤E < 180 Формула (VIII).
В этом контексте, когда поверхность 22 внутренней боковой стенки зоны 3 подачи жидкости является плоской, угол, образуемый поверхностью 22 внутренней боковой стенки и пористой пластиной 2 на плоскости сечения на поверхности, которая перпендикулярна этой плоскости и перпендикулярна к верхней поверхности пористой пластины 2, определяется как E.
Когда поверхность 22 внутренней боковой стенки является вогнутой криволинейной поверхностью, угол, образуемый касательной и верхней поверхностью пористой пластины 2 в точке, где кривая на плоскости сечения на поверхности, которая перпендикулярна этой вогнутой поверхности и перпендикулярна к верхней поверхности пористой пластины 2 начинает подниматься, определяется как E.
В частности, предпочтительна форма, в которой горизонтальная поверхность пористой пластины 2 и поверхность 22 внутренней боковой стенки плавно соединяются, образуя соединение R. Это может предотвратить прилипание полимера и возникновение пятен и вздутий.
Диапазон E более предпочтительно составляет 120≤E < 180, и еще более предпочтительно 145≤E < 180.
Также предпочтительно, чтобы устройство имело способ не создавать «мертвое пространство» около соединения между поверхностью 23 верхней внутренней стенки и поверхностью 22 внутренней боковой стенки зоны 3 подачи жидкости. Когда угол, образуемый этими поверхностями, превышает 90°, или равен 90°, или близок к нему, предпочтительно придавать поверхности около соединения вогнутую форму, чтобы там не задерживалась жидкость.
[0100] В устройстве для производства ароматического поликарбоната настоящего варианта осуществления предпочтительно, чтобы расстояние k (см) между направляющей 4, ближайшей к поверхности внутренней стенки боковой обечайки 10 зоны 5 испарения, и поверхностью внутренней стенки удовлетворяло следующей формуле (IX):
5≤k≤50 Формула (IX).
Когда жидкость прилипает к поверхности внутренней стенки боковой обечайки 10 зоны 5 испарения, концентрация за счет испарения происходит на поверхности внутренней стенки, так что концентрированная жидкость стекает вниз по поверхности внутренней стенки. Однако на боковой обечайке жидкость, прилипшая к поверхности внутренней стенки, является более концентрированной, чем жидкость, которая стекает по направляющей 4, и обычно имеет более высокую вязкость, потому что поверхность внешней стенки обычно нагревается водяным паром или теплоносителем с использованием рубашки и т.п., или нагревается электронагревателем и т.п. для удержания тепла и/или нагрева зоны 5 испарения. Такая жидкость, имеющая более высокую вязкость, стекает по поверхности стенки в течение более длительного времени (времени пребывания) и приобретает еще более высокую вязкость.
В дополнение к этому, также легко происходит термическая денатурация благодаря постоянному нагреву от поверхности внешней стенки. Эта тенденция является очень сильной, особенно когда очень вязкая жидкость, такая как форполимер или полимер, обрабатывается для использования в полимеризационном резервуаре или устройстве очистки и/или извлечения полимера. В таком случае полимер и т.д., прилипший к поверхности внутренней стенки зоны 5 испарения, имеет тенденцию становиться окрашенным, увеличивать свою молекулярную массу или превращаться в гель, и загрязнение таким денатурированным продуктом нежелательно для полимера как продукта. Таким образом, предпочтительным является более длинное расстояние k (см) между направляющей 4, ближайшей к поверхности внутренней стенки, и поверхностью внутренней стенки. В случае промышленного аппарата более короткое расстояние K является предпочтительным с учетом производственных затрат или для получения высокой мощности испарения в как можно меньшем аппарате.
В устройстве для производства ароматического поликарбоната настоящего варианта осуществления предпочтительным является настолько короткий диапазон k (см), насколько это возможно (формула (IX)) без негативного влияния на продукт.
Диапазон k (см) более предпочтительно составляет 10≤k≤40, и еще более предпочтительно 12≤k≤30.
[0101] В устройстве для производства ароматического поликарбоната настоящего варианта осуществления внутренняя форма поперечного сечения на горизонтальной плоскости боковой обечайки 10 зоны 5 испарения в полимеризационном аппарате контактного типа с направляющими и нисходящим потоком может быть любой, например многоугольной, овальной или круглой.
Зона 5 испарения обычно находится под пониженным давлением, и поэтому может иметь любую форму, которая сопротивляется такой окружающей среде, и предпочтительной является круглая форма или форма, похожая на нее. Таким образом, боковая обечайка 10 зоны 5 испарения предпочтительно имеет цилиндрическую форму. В этом случае предпочтительно, чтобы нижняя обечайка 11 конической формы располагалась снизу боковой обечайки 10 цилиндрической формы, и отверстие 7 для выпуска жидкости цилиндрической формы располагалось на самой нижней части нижней обечайки 11.
[0102] В полимеризационном аппарате контактного типа с направляющими и нисходящим потоком устройства для производства ароматического поликарбоната настоящего варианта осуществления боковая обечайка 10 и нижняя обечайка 11 зоны 5 испарения могут иметь цилиндрическую и коническую форму, соответственно, как было описано выше, а отверстие 7 для выпуска концентрированной жидкости или полимера может иметь цилиндрическую форму. В таком случае, когда внутренний диаметр цилиндрической формы боковой обечайки 10 определяется как D (см), ее длина определяется как L (см), а внутренний диаметр отверстия 7 для выпуска жидкости определяется как d (см), предпочтительно, чтобы D, L и d удовлетворяли следующим формулам (X), (XI), (XII) и (XIII):
100≤D≤1800 Формула (X)
5≤D/d≤50 Формула (XI)
0,5≤L/D≤30 Формула (XII)
h - 20≤L≤h+300 Формула (XIII)
где h представляет собой длину (см) направляющей 4, показанную в <условии (6)>.
[0103] В полимеризационном аппарате контактного типа с направляющими и нисходящим потоком диапазон D (см) более предпочтительно составляет 150≤D≤1500, и еще более предпочтительно 200≤D≤1200.
Диапазон D/d более предпочтительно составляет 6≤D/d≤45, и еще более предпочтительно 7≤D/d≤40.
Диапазон L/D более предпочтительно составляет 0,6≤L/D≤25, и еще более предпочтительно 0,7≤L/D≤20.
Диапазон L (см) более предпочтительно составляет h - 10≤L≤h+250, и еще более предпочтительно h≤L≤h+200.
Для D, d и L предпочтительно, чтобы баланс между количеством форполимера, который может быть присоединен к проволоке, и размером (D) полимеризационного резервуара, а также размером отверстия d в нижней части полимеризационного резервуара находились в описанных выше диапазонах.
Количество проволок=размер (D) полимеризационного резервуара зависит от количества подаваемого форполимера. Для извлечения падающего полимера (который имеет более высокую вязкость, чем подаваемый форполимер из-за протекающей полимеризации) необходим соответствующий вязкости диаметр трубопровода (d).
С другой стороны, жидкости или расплавившиеся продукты непрерывно подаются к направляющим сверху. Следовательно, соотношения упомянутых выше формул удовлетворяются, в результате чего жидкости, имеющие почти одинаковую вязкость, или расплавившиеся продукты с более высокой степенью полимеризации, имеющие почти ту же самую вязкость расплава, непрерывно падают на нижнюю обечайку с нижних концов направляющих. В частности, жидкости, имеющие почти ту же самую вязкость, или полимеры, имеющие почти ту же самую степень полимеризации, которые были сформированы при стекании по направляющим, скапливаются в нижней части нижней обечайки, так что непрерывно производятся концентрированные жидкости, не имеющие различий в степени испарения, или полимеры, не имеющие различий в молекулярной массе. Это является одной из превосходных особенностей полимеризационного аппарата контактного типа с направляющими и нисходящим потоком, составляющего устройство для производства ароматического поликарбоната настоящего варианта осуществления.
[0104] Концентрированные жидкости или полимеры, накапливающиеся в нижней части нижней обечайки 11, непрерывно извлекаются откачивающим насосом 8 через отверстие 7 для выпуска жидкости, и полимеры обычно непрерывно гранулируются посредством экструдера и т.п. В этом случае добавка и т.п. может добавляться в экструдер.
[0105] В устройстве для производства ароматического поликарбоната настоящего варианта осуществления предпочтительно, чтобы объем пространства V (м3), где жидкость может существовать в зоне 3 подачи жидкости от отверстия 1 для подачи жидкости (соединение между отверстием 1 для подачи жидкости и верхней внутренней стенкой зоны 3 подачи жидкости) до верхней поверхности пористой пластины 2, и верхняя площадь T (м2) пористой пластины 2, включая верхние площади пор, удовлетворяли следующей формуле (XIV):
0,02 (м)≤V/T≤0,5 (м) Формула (XIV).
Объем пространства V (м3) представляет собой существенный объем жидкости в зоне 3 подачи жидкости во время непрерывной работы полимеризационного аппарата контактного типа с направляющими и нисходящим потоком, и не включает в себя объем компонента 20 управления путем потока.
Количество жидкости в зоне 3 подачи жидкости составляет V (м3). Меньшее значение V уменьшает время пребывания в зоне 3 подачи жидкости и не приводит к негативному эффекту, приписываемому термической денатурации. Когда количество жидкости, подвергаемой испарению, составляет 1 т/час или больше, а также для стабильного получения концентрированной жидкости и/или полимера, имеющих предопределенную степень концентрации или степень полимеризации, в течение длительного периода времени, предпочтительно подавать жидкость к порам пористой пластины 2 настолько равномерно, насколько это возможно. По этой причине значение V/T предпочтительно находится в диапазоне формулы (XIV). Диапазон значения V/T более предпочтительно составляет 0,05 (м)≤ V/T≤0,4 (м), и еще более предпочтительно 0,1 (м)≤V/T≤0,3 (м).
[0106] В полимеризационном аппарате контактного типа с направляющими и нисходящим потоком устройства для производства ароматического поликарбоната настоящего варианта осуществления предпочтительно, чтобы объем пространства V (м3), где жидкость может существовать в зоне 3 подачи жидкости, и объем пространства Y (м3) зоны 5 испарения удовлетворяли следующей формуле:
10≤Y/V≤500.
Для устойчивого и эффективного испарения большого количества жидкости в единицу времени в течение длительного периода времени без ухудшения физических свойств за счет термической денатурации значение Y/V предпочтительно находится в этом диапазоне. Диапазон значений Y/V более предпочтительно составляет 15≤Y/V≤400, и еще более предпочтительно 20≤Y/V≤300.
Объем пространства Y (м3) зоны 5 испарения является объемом пространства от нижней поверхности пористой пластины 2 до отверстия 7 для выпуска жидкости и включает в себя объемы, занимаемые направляющими.
[0107] В полимеризационном аппарате контактного типа с направляющими и нисходящим потоком устройства для производства ароматического поликарбоната настоящего варианта осуществления, когда одна направляющая 4 имеет столбчатую форму с наружным диаметром r (см), или форму трубы, которая не позволяет жидкости, газообразному веществу или расплавленному форполимеру входить внутрь, предпочтительно, чтобы наружный диаметр r (см) удовлетворял следующей формуле (XV):
0,1≤r≤1 Формула (XV).
[0108] Направляющие 4 обеспечивают протекание концентрации за счет испарения или реакции полимеризации, когда жидкость или расплавленный форполимер стекают по ним. Направляющие 4 также имеют функцию удержания жидкости или расплавленного форполимера в течение некоторого времени. Это время удержания связано со временем испарения или временем реакции полимеризации. Вязкость жидкости или вязкость расплава повышаются в процессе испарения или полимеризации. Следовательно, время удержания и количество удерживаемой жидкости или расплавленного форполимера увеличиваются. Количество жидкости или расплавленного форполимера, удерживаемое каждой направляющей 4, различается в зависимости от площади внешней поверхности направляющей 4, то есть от наружного диаметра в случае столбчатой формы или формы трубы, даже если вязкость расплава остается неизменной.
Направляющие 4 в полимеризационном аппарате контактного типа с направляющими и нисходящим потоком должны быть достаточно прочными, чтобы поддерживать массу самих направляющих 4, а также массу удерживаемой жидкости, расплавленного форполимера или полимера. В этом контексте толщина направляющих 4 является важной. В случае столбчатой формы или формы трубы предпочительно, чтобы удовлетворялась формула (XV).
[0109] Когда внешний диаметр r (см) направляющей 4 составляет 0,1 или более, стабильная работа в течение длительного времени возможна с точки зрения прочности. r (см) составляет 1 или меньше, в результате чего можно предотвратить утяжеление самих направляющих, а также, например, такое неудобство, как толщина пористой пластины 2, которая должна быть очень большой для удержания направляющих в полимеризационном аппарате контактного типа с направляющими и нисходящим потоком. Кроме того, можно предотвратить увеличение количества частей, имеющих слишком большое количество жидкости, расплавленного форполимера или удерживаемого полимера, а также такое неудобство, как большая вариация степени концентрации или молекулярной массы.
В этом контексте диапазон наружного диаметра r (см) направляющей 4 более предпочтительно составляет 0,15≤r≤0,8, и еще более предпочтительно 0,2≤r≤0,6.
[0110] Позиционное соотношение между направляющими 4 и пористой пластиной 2 и позиционное соотношение между направляющими 4 и порами пористой пластины 2 особенно не ограничиваются, если жидкость, расплавленный форполимер или полимер при стекании контактирует с направляющими 4.
Направляющие 4 и пористая пластина 2 могут контактировать друг с другом или могут не контактировать друг с другом.
Предпочтительно, чтобы направляющие 4 размещались так, чтобы соответствовать порам пористой пластины 2, хотя позиционное соотношение не ограничивается этим. Причина этого заключается в том, что конструктивное решение может быть выполнено таким образом, чтобы жидкость, расплавленный форполимер или полимер, падающий с пористой пластины 2, контактировали с направляющими 4 в подходящих положениях, не будучи ограниченными формой, в которой направляющие 4 размещены так, чтобы соответствовать порам пористой пластины 2.
[0111] Предпочтительные примеры формы, в которой направляющие 4 размещены так, чтобы соответствовать порам пористой пластины 2, включают в себя (1) способ, в котором верхние концы направляющих 4 крепятся к нижней части и т.п. компонента 20 управления путем потока так, чтобы центр каждой из направляющих 4 соответствовал центру каждой из пор в состоянии, где направляющие 4 проникают в центральные части пор пористой пластины 2 или их окрестности, (2) способ, в котором верхние концы направляющих 4 крепятся к крайним частям на верхних концах пор пористой пластины 2 так, чтобы направляющие 4 были расположены в состоянии, где они проникают в поры пористой пластины 2, и (3) способ, в котором верхние концы направляющих 4 крепятся к нижней поверхности пористой пластины 2.
[0112] Пример способа обеспечения стекания жидкости, расплавленного форполимера или полимера вдоль направляющих 4 через пористую пластину 2 включает в себя способ стекания жидкости, расплавленного форполимера или полимера вниз под напором жидкости или под действием собственного веса, а также способ экструдирования жидкости, расплавленного форполимера или полимера из пористой пластины 2 под давлением с использованием насоса и т.п. Этот способ предпочтительно представляет собой способ подачи предопределенного количества жидкости, расплавленного форполимера или полимера к зоне 3 подачи жидкости под давлением с использованием подающего насоса, и жидкость, расплавленный форполимер или полимер, направленные к направляющим 4 через пористую пластину 2, стекают вниз вдоль направляющих под действием собственного веса.
[0113] В устройстве для производства ароматического поликарбоната настоящего варианта осуществления предпочтительный материал таких направляющих 4 выбирается, например, из нержавеющей стали, углеродистой стали, металлов, таких как сплав Hastelloy, никель, титан, хром, алюминий, и других сплавов, а также термостойкого полимерного материала. Нержавеющая сталь является особенно предпочтительной.
Поверхности направляющих 4 могут быть в случае необходимости обработаны различным образом, например путем металлизации, облицовки, пассивирования, промывки кислотой, промывки растворителем, фенолом и т.п.
[0114] Устройство для производства ароматического поликарбоната настоящего варианта осуществления может стабильно (в случае полимерного производства без вариации молекулярной массы и т.д.) производить высококачественную и высокоэффективную концентрированную жидкость или полимер, которые не являются окрашенными, имеют благоприятный цветовой оттенок и обладают превосходными механическими и физическими свойствами в течение длительного периода времени, в промышленном масштабе с высокой скоростью испарения или полимеризации, вероятно по следующим причинам.
В частности, в полимеризационном аппарате контактного типа с направляющими и нисходящим потоком, составляющем устройство для производства ароматического поликарбоната настоящего варианта осуществления, жидкое сырье направляется из отверстия 1 для подачи жидкости через зону 3 подачи жидкости и пористую пластину 2 к направляющим 4 и концентрируется при стекании вдоль направляющих 4, или во время этого стекания повышается степень его полимеризации. В этом случае жидкость или расплавленный форполимер подвергаются эффективному внутреннему перемешиванию и обновлению поверхности при стекании вдоль направляющих 4, и низкокипящее вещество эффективно извлекается. Следовательно, концентрация или полимеризация протекают с большой скоростью. Поскольку их вязкость повышается при протекании концентрации или полимеризации, прилипание к направляющим 4 увеличивается, и количество жидкости или расплавленного продукта, прилипающих к направляющим 4, увеличивается к нижним концам направляющих 4. Это означает, что время пребывания на направляющих 4, то есть время испарения или время реакции полимеризации жидкости или расплавленного форполимера увеличивается. Кроме того, жидкость или расплавленный форполимер, стекающие под собственным весом по направляющим 4, имеют очень большую удельную площадь поверхности в пересчете на массу, и обновление поверхности выполняется эффективно. Это может легко привести к увеличению молекулярной массы в последней половине концентрации или полимеризации при испарении в очень вязкой области, что абсолютно невозможно для традиционно известных устройств испарения или полимеризационных резервуаров с механическим перемешиванием. Это является одной из превосходных особенностей устройства для производства ароматического поликарбоната настоящего варианта осуществления.
[0115] В полимеризационном аппарате контактного типа с направляющими и нисходящим потоком, составляющем устройство для производства ароматического поликарбоната настоящего варианта осуществления, количество жидкостей или расплавленных продуктов, прилипших к направляющим 4, увеличиваются в последней половине испарения или полимеризации. Из-за силы простого прилипания вследствие вязкости почти одинаковое количество жидкостей или расплавленных продуктов, имеющих почти одинаковую вязкость, поддерживается соответствующими направляющими 4 на одинаковой высоте множества направляющих 4. С другой стороны, поскольку жидкости или расплавленные продукты непрерывно подаются на направляющие 4 сверху, жидкости, имеющие почти одинаковую вязкость, или расплавленные продукты с более высокой степенью полимеризации, имеющие почти одинаковую вязкость расплава, непрерывно падают на нижнюю обечайку 11 с нижних концов направляющих 4. В частности, жидкости, имеющие почти одинаковую вязкость или полимеры, имеющие почти одинаковую степень полимеризации, которые были сформированы при стекании по направляющим 4, скапливаются в нижней части нижней обечайки 11, так что непрерывно производятся концентрированные жидкости, не имеющие различий в степени испарения, или полимеры, не имеющие различий в молекулярной массе. Это является одной из превосходных особенностей устройства для производства ароматического поликарбоната настоящего варианта осуществления. Концентрированные жидкости или полимеры, накапливающиеся в нижней части нижней обечайки 11, непрерывно извлекаются откачивающим насосом 8 через отверстие 7 для выпуска жидкости, и полимеры обычно непрерывно гранулируются посредством экструдера и т.п. В этом случае добавка и т.п. может добавляться в экструдер.
[0116] Пористая пластина 2, составляющая полимеризационный аппарат контактного типа с направляющими и нисходящим потоком, обычно выбирается из плоской пластины, гофрированной пластины, пластины с толстой центральной частью и т.п. Форма поперечного сечения пористой пластины 2 обычно выбирается из таких форм, как круглая, удлиненная, треугольная и многоугольная формы.
Поперечные сечения пор пористой пластины обычно выбираются из таких форм, как круглая, удлиненная, треугольная, щелевая, многоугольная и звездообразная.
Площадь поперечного сечения каждой поры обычно находится в диапазоне 0,01-100 см2, предпочтительно 0,05-10 см2, и более предпочтительно 0,1-5 см2. Интервал между порами обычно составляет 1-500 мм, предпочтительно 10-100 мм в терминах расстояния между центрами пор. Поры пористой пластины 2 могут быть сквозными отверстиями пористой пластины 2 или могут быть порами, полученными из трубок, установленных на пористой пластине 2. Поры могут иметь коническую форму.
[0117] В полимеризационном аппарате контактного типа с направляющими и нисходящим потоком предпочтительно, чтобы пористая пластина 2 и ее поры удовлетворяли формуле (VI) и формуле (VII), как было упомянуто выше.
Направляющие 4, составляющие полимеризационный аппарат контактного типа с направляющими и нисходящим потоком, не имеют никакого источника нагрева (например теплоносителя или электронагревателя) в самих направляющих, и предпочтительно состоят из материала, имеющего очень большое отношение длины в направлении, перпендикулярном к поперечному сечению, к среднему внешнему периметру поперечного сечения в горизонтальном направлении. Отношение (длина в направлении, перпендикулярном к поперечному сечению/средний внешний периметр поперечного сечения в горизонтальном направлении) обычно находится в диапазоне 10-1000000, предпочтительно 50-100000.
[0118] Формы поперечного сечения в горизонтальном направлении направляющих 4 обычно выбираются из таких форм, как круглая, удлиненная, треугольная, прямоугольная, многоугольная и звездообразная. Формы поперечного сечения направляющих 4 могут быть одинаковыми или различными в направлении длины. Направляющие 4 могут быть полыми. Поскольку направляющие 4, составляющие устройство для производства ароматического поликарбоната настоящего варианта осуществления, не имеют внутри никакого источника нагрева, их особенность заключается в том, что отсутствует опасность термической денатурации жидкости на поверхностях направляющих 4.
[0119] Направляющие 4 могут быть сделаны из одного вещества, такого как проволока, тонкий стержень или тонкая трубка, которая не позволяет жидкости или расплавленному форполимеру входить внутрь, или могут быть сделаны из комбинации множества веществ с помощью такого способа, как их переплетение. Альтернативно могут использоваться сетчатые или перфорированные пластинчатые направляющие.
Направляющие 4 могут иметь гладкую поверхность или поверхностные неровности, или их поверхности могут частично иметь выступы и т.п. Направляющие 4 предпочтительно имеют столбчатую форму, такую как проволока или тонкий стержень, форму тонкой трубы, описанную выше, сетчатых или перфорированных пластинчатых направляющих.
[0120] Особенно предпочтительная форма полимеризационного аппарата контактного типа с направляющими и нисходящим потоком, составляющего устройство для производства ароматического поликарбоната настоящего варианта осуществления, способное производить высококачественную концентрированную жидкость или полимер в промышленном масштабе (производимое количество, долговременное стабильное производство и т.д.), выполнена с возможностью иметь множество направляющих, и множество направляющих 4, соединенных посредством поддерживающего материала. Примеры этого включают в себя конфигурации, в которых множество соответствующих направляющих 4 в виде проволоки, или тонкого стержня, или в форме тонкой трубы соединяются с подходящими вертикальными интервалами с использованием поперечного поддерживающего материала от верхних до нижних частей направляющих 4.
Конкретные примеры направляющих включают в себя: сетчатые или решетчатые направляющие, в которых множество направляющих 4 в виде проволоки или тонкого стержня или в форме тонкой трубы крепятся с подходящими вертикальными интервалами, например 1-200 см, с использованием поперечного поддерживающего материала от верхних до нижних частей направляющих 4; пространственные направляющие, в которых множество сетчатых или решетчатых направляющих располагаются продольно и соединяются с подходящими вертикальными интервалами, например 1-200 см, с использованием поперечного поддерживающего материала; и каркасные пространственные направляющие, в которых множество направляющих 4 в виде проволоки или тонкого стержня или в форме тонкой трубы крепятся продольно и поперечно с подходящими вертикальными интервалами, например 1-200 см, с использованием поперечного поддерживающего материала.
Поперечный поддерживающий материал полезен не только для сохранения постоянности интервалов между направляющими, но также и для повышения прочности направляющих, которые в целом имеют плоскую или искривленную форму, или направляющих, которые являются в целом пространственными. Такой поддерживающий материал может быть сделан из того же самого материала, что и материал направляющих, или из другого материала.
[0121] Когда жидкость содержит вещество, имеющее более низкую температуру кипения, чем сама эта жидкость, полимеризационный аппарат контактного типа с направляющими и нисходящим потоком, составляющий устройство для производства ароматического поликарбоната настоящего варианта осуществления, представляет собой аппарат, имеющий функцию испарения этого низкокипящего вещества из жидкости.
Жидкость может иметь обычную температуру, и обычно подается в нагретом состоянии из отверстия 1 для подачи жидкости в полимеризационный аппарат контактного типа с направляющими и нисходящим потоком. Рубашка и т.п. обычно предпочтительно располагается на внешней поверхности стенки этого полимеризационного аппарата контактного типа с направляющими и нисходящим потоком. Нагревание и удержание тепла в зоне 3 подачи жидкости, компоненте 20 управления путем потока или пористой пластине 2, или удержание тепла в зоне 5 испарения или пористой пластине 2 выполняются в случае необходимости путем нагрева водяным паром, теплоносителем и т.п. посредством этой рубашки.
[0122] Полимеризационный аппарат контактного типа с направляющими и нисходящим потоком, составляющий устройство для производства ароматического поликарбоната настоящего варианта осуществления, используется не только в качестве устройства для простой концентрации жидкостей, но может использоваться в качестве устройства испарения, предназначенного для относительно сильно вязких жидкостей, такого как полимеризационный аппарат для конденсационного полимера, устройство очистки для термопластичных полимеров, содержащих низкокипящие вещества, такие как мономеры, олигомеры или побочные продукты, или устройство для разделения и извлечения термопластичных полимеров из их растворов.
Таким образом, мономер для получения конденсационного полимера, смесь из двух или более мономеров, форполимер конденсационного полимера или расплавленная жидкость конденсационного полимера, расплавленная жидкость, содержащая побочный продукт, который является низкокипящим веществом, образующимся в ходе реакции поликонденсации, используется в качестве жидкости, подаваемой из зоны 3 подачи жидкости, в результате чего полимеризационный аппарат контактного типа с направляющими и нисходящим потоком, составляющий устройство для производства ароматического поликарбоната настоящего варианта осуществления, может улучшить степень полимеризации форполимера конденсационного полимера и/или полимера за счет удаления низкокипящего вещества из расплавленной жидкости.
[0123] Предпочтительные примеры конденсационного полимера включают в себя: поликарбонаты, такие как алифатический поликарбонат, ароматический поликарбонат и различные сополикарбонаты; а также полиэфирные поликарбонаты.
Использование устройства для производства ароматического поликарбоната, имеющего вышеупомянутый полимеризационный аппарат контактного типа с направляющими и нисходящим потоком, позволяет стабильно производить высокочистый и высокоэффективный конденсационный полимер без окрашивания, желированного вещества или твердого постороннего вещества, а также без изменений молекулярной массы в течение длительного периода времени.
[0124] Полимеризационный аппарат контактного типа с направляющими и нисходящим потоком, составляющий устройство для производства ароматического поликарбоната настоящего варианта осуществления, является подходящим для удаления путем испарения низкокипящего вещества из относительно высоковязкой жидкости.
Например, в случае использования полимеризационного аппарата контактного типа с направляющими и нисходящим потоком в качестве полимеризационного резервуара для конденсационных полимеров, этот полимеризационный резервуар является свободным от неизбежного недостатка традиционно известных полимеризационных резервуаров, заключающегося в том, что часть жидкости в течение длительного времени застаивается в некотором положении и нагревается, в результате чего происходит денатурация, такая как окрашивание, гелеобразование, сшивка, чрезмерное увеличение молекулярной массы, отверждение, горение или карбонизация, и такой денатурированный продукт постепенно или интенсивно загрязняет полимер. Полимеризационный аппарат контактного типа с направляющими и нисходящим потоком, составляющий устройство для производства ароматического поликарбоната настоящего варианта осуществления, в дополнение к отсутствию такого недостатка имеет превосходные эффекты, которые не обнаруживаются в обычных полимеризационных резервуарах.
В частности, температура реакции в устройстве для производства ароматического поликарбоната путем полимеризации расплавленного форполимера, получаемого, например, из ароматического дигидроксисоединения и диарилкарбоната, обычно должна находиться в диапазоне 200-350°C. В частности, в последней половине полимеризации его вязкость быстро повышается, и ароматическое моногидроксисоединение, которое является побочным продуктом, образующимся посредством равновесной реакции из получаемого вещества ультравысокой вязкости, должно быть извлечено. Следовательно, в случае использования обычного полимеризационного резервуара, например горизонтального реактора с двухосным перемешиванием для полимера ультравысокой вязкости, реакция должна выполняться при высокой температуре, 300°C или выше, и дополнительно под высоким вакуумом, 133 Па или меньше, в течение длительного времени. В дополнение к этому становится трудно произвести высокомолекулярную форму для листа и т.д.
Однако в полимеризационном аппарате контактного типа с направляющими и нисходящим потоком, составляющем устройство для производства ароматического поликарбоната настоящего варианта осуществления, выполняется эффективное обновление поверхности с внутренним перемешиванием. Следовательно, реакция полимеризации может протекать при относительно низкой температуре. Таким образом, температура реакции предпочтительно составляет 100-290°C, и еще более предпочтительно 150-270°C. Особенностью устройства для производства ароматического поликарбоната настоящего варианта осуществления является то, что полимеризация может в достаточной степени протекать при более низкой температуре, чем в обычных полимеризационных резервуарах на основе схемы механического перемешивания. Это является одним из факторов, с помощью которых высококачественный ароматический поликарбонат может быть произведен без окрашивания и без ухудшения физических свойств.
Кроме того, традиционно известные полимеризационные резервуары имеют недостаток, заключающийся в том, что воздух и т.п. просачивается через уплотнения смесителя под высоким вакуумом, вызывая, например, загрязнение посторонним веществом. В отличие от этого, в полимеризационном аппарате контактного типа с направляющими и нисходящим потоком, составляющем устройство для производства ароматического поликарбоната настоящего варианта осуществления, возможность просачивания внутрь воздуха и т.п. или загрязнения посторонним веществом является очень малой из-за отсутствия механического перемешивания и отсутствия уплотнительных деталей. Таким образом, может быть произведен высокочистый и высокоэффективный ароматический поликарбонат.
[0125] В случае получения конденсационного полимера с использованием устройства для производства ароматического поликарбоната настоящего варианта осуществления скорость реакции может быть улучшена за счет удаления низкокипящего вещества, образующегося в качестве побочного продукта в результате равновесной реакции при продолжении реакции полимеризации за пределами реакционной системы. Таким образом, например, предпочтительно используется способ введения инертного газа, не оказывающего негативного влияния на реакцию, такого как азот, аргон, гелий, диоксид углерода или газообразный низший углеводород, в полимеризационный аппарат контактного типа с направляющими и нисходящим потоком, и удаления низкокипящего вещества путем его увлечения таким газом, или способ выполнения реакции полимеризации при пониженном давлении. Альтернативно также предпочтительно используется комбинация этих способов. В этих случаях также нет необходимости вводить инертный газ в большом количестве в полимеризационный аппарат контактного типа с направляющими и нисходящим потоком, и его можно вводить в такой степени, чтобы внутренность сохранялась в атмосфере инертного газа.
[0126] В случае получения конденсационного полимера с использованием устройства для производства ароматического поликарбоната настоящего варианта осуществления реакционное давление полимеризационного аппарата контактного типа с направляющими и нисходящим потоком отличается в зависимости от типа побочного низкокипящего вещества, типа и молекулярной массы производимого полимера, температуры полимеризации и т.д. В случае получения ароматического поликарбоната из расплавленного форполимера, получаемого, например, с использованием бисфенола А и дифенилкарбоната, давление реакции предпочтительно находится в диапазоне 400-3000 Па абс., когда среднечисленная молекулярная масса производимого ароматического поликарбоната находится в диапазоне 5000 или меньше, и предпочтительно находится в диапазоне 50-500 Па абс., когда среднечисленная молекулярная масса составляет 5000-10000. Реакционное давление величиной предпочтительно 300 Па абс. или ниже, особенно предпочтительно 20-250 Па абс., предпочтительно используется, когда среднечисленная молекулярная масса составляет 10000 или больше.
[0127] В случае получения конденсационного полимера с использованием полимеризационного аппарата контактного типа с направляющими и нисходящим потоком, составляющего устройство для производства ароматического поликарбоната настоящего варианта осуществления, в качестве полимеризационного резервуара, полимер, имеющий интересующую степень полимеризации, может быть произведен с использованием только одного полимеризационного аппарата контактного типа с направляющими и нисходящим потоком, или схема, в которой два или более полимеризационных аппаратов контактного типа с направляющими и нисходящим потоком соединены так, чтобы последовательно повышать степень полимеризации, может использоваться в соответствии со степенью полимеризации расплавленного мономера, служащего сырьем, или расплавленного форполимера, производимым количеством полимера и т.д.
В таком случае предпочтительно, чтобы два или более полимеризационных аппаратов контактного типа с направляющими и нисходящим потоком были связаны последовательно, параллельно, или и последовательно, и параллельно.
[0128] В этом случае, соответствующие полимеризационные аппараты контактного типа с направляющими и нисходящим потоком могут независимо использовать направляющие и условия реакции, подходящие для степени полимеризации производимого форполимера или полимера.
Например, в схеме, в которой используются первый полимеризационный аппарат контактного типа с направляющими и нисходящим потоком, второй полимеризационный аппарат контактного типа с направляющими и нисходящим потоком, третий полимеризационный аппарат контактного типа с направляющими и нисходящим потоком, четвертый полимеризационный аппарат контактного типа с направляющими и нисходящим потоком..., и степень полимеризации повышается в этом порядке, S1≥S2≥S3≥S4 ≥... могут быть установлены, когда полная площадь внешней поверхности всех направляющих в каждом полимеризационном аппарате определена как S1, S2, S3, S4...
Температура полимеризации может быть одной и той же во всех полимеризационных аппаратах или может последовательно повышаться.
Давление полимеризации в соответствующих полимеризационных аппаратах может последовательно понижаться.
В этом контексте, например, в случае использования двух полимеризационных аппаратов, первого полимеризационного аппарата контактного типа с направляющими и нисходящим потоком и второго полимеризационного аппарата контактного типа с направляющими и нисходящим потоком, и повышения степени полимеризации в этом порядке предпочтительно использовать направляющие, в которых полная площадь внешней поверхности S1 (м2) всех направляющих первого полимеризационного аппарата и полная площадь внешней поверхности S2 (м2) всех направляющих второго полимеризационного аппарата удовлетворяет следующей формуле (XVI).
1≤S1/S2≤20 Формула (XVI).
Значение S1/S2 равно 1 или больше, за счет чего вариация молекулярной массы может быть подавлена, и стабильное производство возможно в течение длительного периода времени. Таким образом может быть получен желаемый объем производства.
Значение S1/S2 составляет 20 или меньше, благодаря чему можно контролировать скорость потока расплавленного форполимера, стекающего по направляющим во втором полимеризационном аппарате. В результате может быть обеспечено достаточное время пребывания расплавленного форполимера, и может быть получен полимер, имеющий необходимую молекулярную массу. Более предпочтительно дипазон значений S1/S2 составляет 1,5≤S1/S2≤15.
[0129] В устройстве для производства ароматического поликарбоната настоящего варианта осуществления предпочтительно дополнительно размещается абсорбер инертного газа, позволяющий инертному газу абсорбироваться расплавленным форполимером конденсационного полимера перед его подачей в полимеризационный аппарат.
В случае использования множества соединенных полимеризационных аппаратов контактного типа с направляющими и нисходящим потоком абсорбер инертного газа, позволяющий инертному газу абсорбироваться расплавленным форполимером конденсационного полимера перед его подачей в каждый из полимеризационных аппаратов контактного типа с направляющими и нисходящим потоком, предпочтительно помещается в каждом из полимеризационных аппаратов. Размещенный таким образом абсорбер инертного газа может дополнительно улучшить полезные эффекты настоящего изобретения.
[0130] Далее будет описан случай использования пары из одного полимеризационного аппарата контактного типа с направляющими и нисходящим потоком и одного абсорбера инертного газа.
Расплавленный форполимер вводится в абсорбер инертного газа перед подачей в полимеризационный аппарат контактного типа с направляющими и нисходящим потоком. В абсорбере инертного газа расплавленный форполимер обрабатывается инертным газом так, чтобы инертный газ абсорбировался расплавленным форполимером в конкретном количестве 0,0001-1 нл (где нл (нормальный литр) представляет собой объем, измеренный при условиях нормальной температуры и давления) на 1 кг расплавленного форполимера. Далее расплавленный форполимер с этим конкретным количеством абсорбированного инертного газа подается в полимеризационный аппарат контактного типа с направляющими и нисходящим потоком и полимеризуется.
[0131] Фраза «расплавленный форполимер обрабатывается инертным газом» означает, что инертный газ абсорбируется расплавленным форполимером в условиях, когда расплавленный форполимер трудно полимеризуется.
Количество инертного газа, абсорбированного расплавленным форполимером, предпочтительно находится в диапазоне 0,0001-1 нл, более предпочтительно 0,001-0,8 нл, и еще более предпочтительно 0,005-0,6 нл на 1 кг расплавленного форполимера.
Если количество абсорбированного инертного газа составляет менее 0,0001 нл на 1 кг расплавленного форполимера, эффект повышения скорости полимеризации, достигаемый за счет использования абсорбированного форполимером инертного газа, и эффект стабильного производства ароматического поликарбоната, достигаемый за счет использования абсорбированного форполимером инертного газа, являются малыми. В настоящем изобретении количество абсорбированного инертного газа не должно быть больше чем 1 нл на 1 кг расплавленного форполимера.
Полезные эффекты настоящего изобретения могут быть дополнительно улучшены путем полимеризации расплавленного форполимера с инертным газом, абсорбированным в описанном выше числовом диапазоне, в полимеризационном аппарате контактного типа с направляющими и нисходящим потоком, составляющем устройство для производства ароматического поликарбоната настоящего варианта осуществления.
[0132] Количество инертного газа, абсорбированного расплавленным полимером, можно легко измерить, обычно путем непосредственного измерения количества подаваемого инертного газа.
Когда инертный газ абсорбируется расплавленным форполимером во время его циркуляции в абсорбере инертного газа, количество абсорбированного инертного газа можно определить по разнице между количеством подаваемого инертного газа и количеством выпущенного инертного газа. Количество абсорбированного инертного газа также можно измерить по величине уменьшения давления в абсорбере инертного газа в результате подачи расплавленного форполимера в заданном количестве в абсорбер инертного газа, загруженный инертным газом, имеющем заданное давление, и абсорбции инертного газа расплавленным форполимером. Альтернативно количество абсорбированного инертного газа может быть измерено с помощью периодической схемы, которая включает в себя подачу заданного количества расплавленного форполимера периодическим способом в абсорбер, а затем измерение количества абсорбированного инертного газа, или с помощью непрерывной схемы, которая включает в себя непрерывную подачу расплавленного форполимера в абсорбер и измерение количества абсорбированного инертного газа при непрерывном извлечении расплавленного форполимера.
[0133] В настоящем варианте осуществления абсорбер инертного газа используется для обеспечения абсорбции инертного газа путем обработки расплавленного форполимера инертным газом при заданном давлении в условиях, когда расплавленный форполимер трудно полимеризуется.
Фраза «обеспечение абсорбции инертного газа расплавленным форполимером» или «инертный газ абсорбируется расплавленным форполимером» означает, что инертный газ диспергируется и/или растворяется в расплавленном форполимере.
Дисперсия означает состояние, при котором инертный газ в виде пузырьков смешивается с расплавленным форполимером с образованием газожидкостной смешанной фазы. Растворение означает состояние, при котором инертный газ смешивается с расплавленным форполимером с образованием гомогенной жидкой фазы.
Инертный газ особенно предпочтительно растворяется в расплавленном форполимере, а не просто диспергируется в нем.
Для эффективного растворения инертного газа в расплавленном форполимере предпочтительно повысить эффективность контакта за счет увеличения площади границы раздела газ-жидкость или проводить процесс под давлением инертного газа.
[0134] Абсорбер инертного газа, составляющий устройство для производства ароматического поликарбоната настоящего варианта осуществления, особенно не ограничивается при условии, что он может обеспечивать абсорбцию инертного газа расплавленным форполимером. Примеры этого включают в себя известные устройства, такие как насадочные абсорбционные колонны, тарельчатые абсорбционные колонны, распылительные абсорбционные колонны, абсорберы с псевдоожиженной насадкой, абсорберы с перекрестным потоком жидкой пленки, высокоскоростные абсорберы со спиральным потоком и абсорберы, использующие механическую энергию, описанные в документе Kagaku Souchi Sekkei (Chemical Apparatus Design in English) - operation series No. 2, revised, gas absorption, p. 49-54 (March 15, 1981, issued by Kagaku Kogyo Co., Ltd.), а также абсорберы, позволяющие расплавленному форполимеру стекать по направляющим в атмосфере инертного газа.
Альтернативно абсорбер может быть выполнен с возможностью подачи инертного газа непосредственно в трубопровод, по которому расплавленный форполимер подается в полимеризационный аппарат контактного типа с направляющими и нисходящим потоком. В качестве абсорбера инертного газа особенно предпочтительно использовать абсорбер типа скруббера с разбрызгивающим устройством или абсорбер, который позволяет инертному газу абсорбироваться при стекании расплавленного форполимера по направляющим.
[0135] В качестве абсорбера инертного газа особенно предпочтительным является абсорбер той же формы, что и полимеризационный аппарат контактного типа с направляющими и нисходящим потоком.
Поскольку абсорбер инертного газа работает при условиях, при которых полимеризация практически не протекает, его превосходной особенностью благодаря той же самой форме, что и у полимеризационного аппарата контактного типа с направляющими и нисходящим потоком, хотя они и полностью функционально различаются, является то, что возможна очень эффективная абсорбция инертного газа за короткое время благодаря очень большой удельной площади поверхности расплавленного форполимера при его стекании по направляющим, а также очень благоприятному обновлению поверхности и внутреннему перемешиванию расплавленного форполимера.
В отличие от полимеризационного аппарата контактного типа с направляющими и нисходящим потоком абсорбер инертного газа по существу не подвержен изменению вязкости расплавленного форполимера между верхними и нижними частями направляющих, и поэтому обладает способностью обрабатывать чрезвычайно большое количество расплавленного форполимера в единицу время. Таким образом, абсорбер инертного газа обычно меньше, чем полимеризационный аппарат контактного типа с направляющими и нисходящим потоком, даже если эти устройства имеют одинаковую форму.
[0136] Далее будет описан один предпочтительный способ получения ароматического поликарбоната в соответствии с настоящим вариантом осуществления.
Когда среднечисленная молекулярная масса расплавленного форполимера до и после абсорбции инертного газа определяется как M1 и M2, соответственно, изменение молекулярной массы в течение абсорбции инертного газа (M2 - M1) по существу составляет предпочтительно 2000 или меньше, более предпочтительно 1000 или меньше, и еще более предпочтительно 500 или меньше.
Температура, при которой инертный газ абсорбируется расплавленным форполимером, особо не ограничивается, если форполимер находится в расплавленном состоянии. Эта температура обычно находится в диапазоне 150-350°C, предпочтительно 180-300°C, и более предпочтительно 230-270°C.
[0137] Давление Pg (Па абс.), при котором инертный газ абсорбируется расплавленным форполимером, предпочтительно равно или превышает давление, используемое для производства расплавленного форполимера.
В частности, инертный газ предпочтительно абсорбируется при давлении, равном или превышающем реакционное давление, используемое при производстве расплавленного форполимера ароматического поликарбоната путем реакции ароматического дигидроксисоединения с диарилкарбонатом.
Давление Pg (Па абс.) является более высоким, чем давление Pp (Па абс.) последующей реакции полимеризации в полимеризационном аппарате контактного типа с направляющими и нисходящим потоком, и предпочтительно удовлетворяет соотношению следующей формулы с M1 (среднечисленной молекулярной массой расплавленного форполимера перед абсорбированием инертного газа):
Формула: Pg > 4 × 1012 × M1-2,6871
Если значение Pg (Па абс.) не удовлетворяет соотношению этой формулы, эффект повышения скорости полимеризации, достигаемый при использовании форполимера с абсорбированным инертным газом, и эффект стабильного производства ароматического поликарбоната, достигаемый при использовании форполимера с абсорбированным инертным газом, являются малыми.
Давление для абсорбции инертного газа особенно предпочтительно представляет собой обычное давление или повышенное давление с той точки зрения, что скорость абсорбции инертного газа расплавленным форполимером увеличивается, и, следовательно, абсорбер может быть небольшим.
Верхний предел давления для абсорбции инертного газа особенно не ограничивается, и абсорбция инертного газа обычно выполняется при давлении 2 × 107 Па абс. или ниже, предпочтительно 1 × 107 Па абс. или ниже, и более предпочтительно 5 × 106 Па абс. или ниже.
[0138] Способ обеспечения абсорбции инертного газа расплавленным форполимером в абсорбере инертного газа может представлять собой способ, позволяющий большой части инертного газа, подаваемого в абсорбер инертного газа, абсорбироваться расплавленным форполимером, или это может быть способ, позволяющий части подаваемого инертного газа абсорбироваться расплавленным форполимером.
Примеры первого способа включают в себя метод использования абсорбера типа скруббера с разбрызгивающим устройством или абсорбера, который позволяет инертному газу абсорбироваться при стекании расплавленного форполимера по направляющим, подавая инертный газ в количестве, почти равном количеству инертного газа, абсорбируемого расплавленным форполимером, и позволяя инертному газу абсорбироваться расплавленным форполимером, сохраняя при этом давление в абсорбере инертного газа почти постоянным, а также метод, использующий абсорбер инертного газа, который подает инертный газ непосредственно в трубопровод, по которому расплавленный форполимер подается в полимеризационный аппарат.
Примеры последнего способа включают в себя способ использования в качестве абсорбера инертного газа абсорбера типа скруббера с разбрызгивающим устройством или абсорбера, который позволяет инертному газу абсорбироваться при стекании расплавленного форполимера по направляющим, обеспечивая циркуляцию инертного газа в количестве, превышающем количество инертного газа, абсорбируемого расплавленным форполимером в абсорбере инертного газа, и выпуска избытка инертного газа из абсорбера инертного газа.
Первый способ особенно предпочтителен с точки зрения меньшего количества используемого инертного газа.
[0139] Такая абсорбция инертного газа может быть осуществлена любым из непрерывных способов непрерывной подачи расплавленного форполимера в абсорбер инертного газа так, чтобы инертный газ абсорбировался расплавленным форполимером, и непрерывного извлечения расплавленного форполимера с абсорбированным инертным газом, а также периодическим способом загрузки абсорбера инертного газа расплавленным форполимером в периодическом режиме так, чтобы инертный газ абсорбировался расплавленным форполимером.
[0140] Инертный газ представляет собой общее название для газов, которые не вызывают химической реакции с расплавленным форполимером и стабильны при условиях полимеризации. Примеры инертного газа включают в себя азот, аргон, гелий, диоксид углерода, органические соединения, находящиеся в газовой форме при температуре, при которой форполимер сохраняет расплавленное состояние, и газообразные низшие углеводороды, имеющие 1-8 атомов углерода. Азот является особенно предпочтительным.
[0141] В полимеризационном аппарате контактного типа с направляющими и нисходящим потоком, упомянутом выше в способе производства ароматического поликарбоната настоящего варианта осуществления, предпочтительно поддерживать давление расплавленного форполимера с абсорбированным инертным газом на заданном уровне внутри трубопровода подачи расплавленного форполимера из абсорбера инертного газа в полимеризационный аппарат контактного типа с направляющими и нисходящим потоком, так что клапан для поддержания заданного давления должен быть помещен в случае необходимости непосредственно перед входом в полимеризационный аппарат контактного типа с направляющими и нисходящим потоком, чтобы тем самым управлять давлением расплавленного форполимера.
Внутри полимеризационного аппарата контактного типа с направляющими и нисходящим потоком имеется относительно высокий вакуум, и расплавленный форполимер во входном отверстии или рядом с ним в полимеризационном аппарате контактного типа с направляющими и нисходящим потоком имеет тенденцию переходить в состояние низкого давления за счет аспирации в полимеризационный аппарат контактного типа с направляющими и нисходящим потоком. Следовательно, инертный газ, абсорбированный в абсорбере инертного газа, может быть отделен от расплавленного форполимера или агрегирован. Следовательно, для предотвращения этих событий предпочтительно подавать расплавленный форполимер в полимеризационный аппарат контактного типа с направляющими и нисходящим потоком, поддерживая давление, равное или превышающее давление, при котором инертный газ абсорбируется расплавленным форполимером в абсорбере инертного газа.
В частности, давление подаваемого расплавленного форполимера предпочтительно находится в диапазоне 15-200 кПа абс., более предпочтительно 20-150 кПа абс., и еще более предпочтительно 20-100 кПа абс.
В случае наличия полимеризационного аппарата контактного типа с направляющими и нисходящим потоком, и дополнительно соединенного с ним полимеризационного аппарата контактного типа с направляющими и нисходящим потоком, абсорбер инертного газа, обеспечивающий абсорбцию инертного газа расплавленным форполимером разветвленного ароматического поликарбоната, устанавливается перед каждым из полимеризационных аппаратов контактного типа с направляющими и нисходящим потоком. В таком случае предпочтительно, чтобы расплавленный форполимер с абсорбированным инертным газом подавался таким образом, чтобы его давление внутри трубопровода подачи расплавленного форполимера из абсорбера инертного газа в каждый из полимеризационных аппаратов контактного типа с направляющими и нисходящим потоком поддерживалось на уровне 15-200 кПа абс. с помощью клапана регулирования давления, расположенного непосредственно перед входом в каждый из полимеризационных аппаратов контактного типа с направляющими и нисходящим потоком. Это давление более предпочтительно составляет 20-150 кПа абс., и еще более предпочтительно 20-100 кПа абс.
[0142] Если давление расплавленного форполимера составляет менее 15 кПа абс., или если оно ниже, чем давление, при котором инертный газ абсорбируется расплавленным форполимером, давление расплавленного форполимера внутри трубопровода становится нестабильным, так что инертный газ (например, азот), временно абсорбированный расплавленным форполимером, отделяется или агрегируется, что приводит к нестабильной гомогенности расплавленного форполимера. Это препятствует явлению равномерного и непрерывного вспенивания расплавленного форполимера в полимеризационном аппарате контактного типа с направляющими и нисходящим потоком. Таким образом, становится невозможно произвести стабильный продукт, или легко происходит изменение цвета, появление вздутий или посторонних веществ, таких как гель.
С другой стороны, если давление превышает 200 кПа абс., эффект не меняется. Такое давление является нецелесообразным, поскольку оно создает чрезмерную нагрузку на нагнетательный шестеренчатый насос или трубопровод абсорбера инертного газа и требует повышения устойчивости к давлению. Следовательно, верхнее предельное значение предпочтительно составляет 200 кПа абс.
[0143] Устройство для производства ароматического поликарбоната настоящего варианта осуществления может быть любым устройством, которое удовлетворяет различным упомянутым выше условиям и имеет механическую прочность, подходящую для этого, и может быть снабжено устройством или оборудованием, имеющим любую из других функций, необходимых для непрерывного производства.
Устройство для производства ароматического поликарбоната настоящего варианта осуществления может иметь множество вышеупомянутых полимеризационных аппаратов контактного типа с направляющими и нисходящим потоком или соединенных абсорберов инертного газа, или может быть снабжено устройством или оборудованием, имеющим любую из других функций, за исключением испарения.
[0144] (Материал для использования в способе производства ароматического поликарбоната)
Далее будут описаны ароматическое дигидроксисоединение и диарилкарбонат, которые являются материалами для использования в способе получения ароматического поликарбоната настоящего варианта осуществления.
[0145] <Ароматическое дигидроксисоединение>
Ароматическое дигидроксисоединение для использования в получении ароматического поликарбоната представляет собой соединение, представленное следующей формулой:
HO-Ar-OH
где Ar представляет собой двухвалентную ароматическую группу.
Двухвалентная ароматическая группа Ar определяется как было упомянуто выше.
[0146] Одно из ароматических дигидроксисоединений для использования в способе получения ароматического поликарбоната настоящего варианта осуществления может использоваться отдельно, или два или более из них могут использоваться совместно.
Предпочтительные примеры ароматического дигидроксисоединения включают в себя бисфенол А. Трехвалентное ароматическое тригидроксисоединение может использоваться в комбинации с ними для того, чтобы ввести разветвленную структуру.
Бисфенол А является особенно предпочтительным высокочистым продуктом для поликарбоната, имеющего содержание хлора 1 часть на миллиард или меньше.
[0147] <Диарилкарбонат>
Диарилкарбонат для использования в способе получения ароматического поликарбоната настоящего варианта осуществления представляется следующей формулой:
[0148]
[0149] В этой формуле каждый из Ar'' представляет собой одновалентную ароматическую группу, имеющую 5-20 атомов углерода.
Один или более атомов водорода в этом Ar'' могут быть замещены другими заместителями, которые не оказывают отрицательного влияния на реакцию, например, атомом галогена, алкильной группой, имеющей 1-10 атомов углерода, алкоксигруппой, имеющей 1-10 атомов углерода, фенильной группой, феноксигруппой, винильной группой, цианогруппой, сложноэфирной группой, амидной группой или нитрогруппой.
Группы Ar’’ могут быть одинаковыми или отличающимися.
Примеры одновалентной ароматической группы Ar'' включают в себя фенильную группу, нафтильную группу, бифенильную группу и пиридильную группу. Каждая из этих групп может быть замещена одним или несколькими заместителями, упомянутыми выше.
[0150] Такой диарилкарбонат предпочтительно представляет собой симметричный диарилкарбонат, такой как незамещенный дифенилкарбонат или замещенный низшим алкилом дифенилкарбонат (например дитолилкарбонат и ди-трет-бутилфенилкарбонат), и особенно предпочтительно дифенилкарбонат, который является диарилкарбонатом, имеющим самую простую структуру. Эти диарилкарбонаты могут использоваться по отдельности, или два или более из них могут использоваться в комбинации.
[0151] Дифенилкарбонат, служащий сырьем для производства ароматического поликарбоната, особенно предпочтительно является дифенилкарбонатом, получаемым путем получения этиленкарбоната посредством реакции этиленоксида с CO2, очистки этиленкарбоната, который затем реагирует с метанолом для получения диметилкарбоната, и очистки диметилкарбоната, который затем реагирует с очищенным фенолом при реакционной дистилляции с получением дифенилкарбоната с последующей его очисткой. Этот дифенилкарбонат представляет собой продукт ультравысокой чистоты, не содержащий щелочных металлов, щелочноземельных металлов и хлора.
[0152] <Расплавленный форполимер>
Расплавленный форполимер для использования в получении ароматического поликарбоната настоящего варианта осуществления производится из ароматического дигидроксисоединения и диарилкарбоната, описанных выше. Соотношение (соотношение питания) между этими используемыми соединениями различается в зависимости от используемых типов ароматического дигидроксисоединения и диарилкарбоната, температуры и других условий полимеризации. Диарилкарбонат обычно используется в соотношении 0,9-2,5, предпочтительно 0,95-2,0, и более предпочтительно 0,98-1,5 моль на моль ароматического дигидроксисоединения.
[0153] Форполимер в расплавленном состоянии (расплавленный форполимер), произведенный из ароматического дигидроксисоединения и диарилкарбоната, означает расплавленный продукт, который производится из ароматического дигидроксисоединения и диарилкарбоната в ходе полимеризации, и имеет более низкую степень полимеризации, чем ароматический поликарбонат, имеющий интересующую степень полимеризации, и может быть олигомером.
[0154] Средняя степень полимеризации расплавленного форполимера ароматического поликарбоната настоящего варианта осуществления особенно не ограничивается, и обычно составляет приблизительно 2-2000, различаясь в зависимости от его химической структуры.
Такой расплавленный форполимер для использования в качестве полимеризационного сырья может быть произведен любым известным способом.
[0155] <Катализатор>
Реакция для получения ароматического поликарбоната из ароматического дигидроксисоединения и диарилкарбоната может выполняться без добавления катализатора, и в случае необходимости выполняется в присутствии катализатора для улучшения скорости полимеризации.
Катализатор особенно не ограничивается, если он может использоваться в этой области.
Примеры катализатора включают в себя гидроксиды щелочных и щелочноземельных металлов, такие как гидроксид лития, гидроксид натрия, гидроксид калия и гидроксид кальция; соли щелочных металлов, соли щелочноземельных металлов и четвертичные аммониевые соли гидроксидов бора и алюминия, такие как литийалюминийгидрид, боргидрид натрия и боргидрид тетраметиламмония; гидриды щелочных и щелочноземельных металлов, такие как гидрид лития, гидрид натрия и гидрид кальция; алкоксиды щелочных и щелочноземельных металлов, такие как метоксид лития, этоксид натрия и метоксид кальция; арилоксиды щелочных и щелочноземельных металлов, такие как феноксид лития, феноксид натрия, феноксид магния, LiO-Ar-OLi и NaO-Ar-ONa (где Ar представляет собой арильную группу); соли органических кислот щелочных металлов и щелочноземельных металлов, такие как ацетат лития, ацетат кальция и бензоат натрия; соединения цинка, такие как оксид цинка, ацетат цинка и феноксид цинка; оксид бора, борная кислота, борат натрия, триметилборат, трибутилборат и трифенилборат; соединения олова, такие как оксид олова, оксид диалкилолова, карбоксилат диалкилолова, ацетат олова, соединения олова, связанные с алкоксигруппой или арилоксигруппой (например, трибутоксид этилолова), и органические соединения олова; соединения свинца, такие как оксид свинца, ацетат свинца, карбонат свинца, основной карбонат и алкоксиды или арилоксиды свинца и органический свинец; а также четвертичные аммониевые соли и четвертичные фосфониевые соли.
В случае использования катализатора один из этих катализаторов может использоваться отдельно, или два или более из них могут использоваться в комбинации. Количество используемого катализатора обычно находится в диапазоне 10-10-1 мас.%, предпочтительно 10-9-10-1 мас.%, и более предпочтительно 10-8-10-2 мас.% по массе сырья ароматического дигидроксисоединения.
Используемый катализатор полимеризации остается в продукте ароматического поликарбоната, когда ароматический поликарбонат производится способом переэтерификации расплава. Большинство этих катализаторов полимеризации обычно оказывают негативное влияние на физические свойства полимера. Таким образом, предпочтительно минимизировать количество используемого катализатора. Поскольку полимеризационный аппарат контактного типа с направляющими и нисходящим потоком, составляющий устройство для производства ароматического поликарбоната настоящего варианта осуществления, может эффективно выполнять полимеризацию, количество используемого катализатора может быть уменьшено. Это также является одним из преимуществ устройства для производства ароматического поликарбоната настоящего варианта осуществления, которое может производить высококачественный ароматический поликарбонат.
Материал полимеризационного аппарата контактного типа с направляющими и нисходящим потоком или трубопровода, составляющего устройство для производства ароматического поликарбоната настоящего варианта осуществления, особенно не ограничивается и обычно выбирается из нержавеющей стали, углеродистой стали, металлов, таких как сплав Hastelloy, никель, титан, хром и другие сплавы, а также термостойкого полимерного материала. Поверхность, сделанная из такого материала, может быть в случае необходимости обработана путем металлизации, облицовки, пассивирования, промывки кислотой, промывки фенолом и т.п. Например, предпочтительна облицовка из нержавеющей стали, никеля или стекла, и особенно предпочтительна нержавеющая сталь. Откачивающий насос 8 для расплавленного форполимера или ароматического поликарбоната предпочтительно представляет собой шестеренчатый насос, который может выгружать очень вязкое вещество. Материал такого шестеренчатого насоса может представлять собой нержавеющую сталь или любой другой специальный металл.
[0156] Ароматический поликарбонат настоящего варианта осуществления имеет повторяющееся звено, представленный следующей формулой:
[0157]
[0158] Ar имеет конфигурацию, упомянутую выше.
[0159] Ароматический поликарбонат особенно предпочтительно представляет собой ароматический поликарбонат, содержащий 85 мол.% или более повторяющегося звена, представленного следующей формулой, во всех повторяющихся звеньях:
[0160]
[0161] Концевые группы ароматического поликарбоната настоящего варианта осуществления обычно состоят из гидроксильной группы и арилкарбонатной группы, представленной следующей формулой:
[0162]
[0163] В этой формуле Ar5 соответствует определению Ar’’, упомянутому выше.
[0164] Соотношение между гидроксильной группой и арилкарбонатной группой особенно не ограничивается и обычно находится в диапазоне от 95:5 до 5:95, предпочтительно от 90:10 до 10:90, и еще более предпочтительно от 80:20 до 20:80. Ароматический поликарбонат, в котором доля фенилкарбонатной группы, которая занимает концевые группы, составляет 85 мол.% или больше, является особенно предпочтительным.
[0165] Способ получения ароматического поликарбоната упомянутого выше настоящего варианта осуществления может стабильно производить ароматический поликарбонат без изменения молекулярной массы в течение длительного периода времени.
[0166] Устройство для производства ароматического поликарбоната настоящего варианта осуществления может быть любым устройством, которое удовлетворяет различным упомянутым выше условиям и имеет механическую прочность, подходящую для этого, и может быть снабжено устройством или оборудованием, имеющим любую из других функций, необходимых для непрерывного получения ароматического поликарбоната.
[0167] Устройство для производства ароматического поликарбоната настоящего варианта осуществления может иметь множество соединенных вышеупомянутых полимеризационных аппаратов контактного типа с направляющими и нисходящим потоком, или может быть снабжено устройством или оборудованием, имеющим любую из других функций, за исключением полимеризации.
[0168] В устройстве для производства ароматического поликарбоната настоящего варианта осуществления известный дезактиватор катализатора, описанный, например, в международном патентном документе WO 2005/121213, может использоваться для производства ароматического поликарбоната.
Количество используемого дезактиватора катализатора предпочтительно составляет 0,5-50 моль, более предпочтительно 0,5-10 моль, и еще более предпочтительно 0,8-5 моль на моль катализатора переэтерификации. Дезактиватор катализатора может добавляться, например, в экструдер, который расположен после полимеризационного аппарата контактного типа с направляющими и нисходящим потоком.
[0169] В процессе получения ароматического поликарбоната, использующем устройство для производства ароматического поликарбоната настоящего варианта осуществления, могут добавляться различные добавки. Например, на Фиг. 6 и 7 ароматический поликарбонат, полученный во вторых полимеризационных аппаратах 48A и 48B контактного типа с направляющими и нисходящим потоком, направляется в расплавленном состоянии из вторых полимеризационных аппаратов 48A и 48B контактного типа с направляющими и нисходящим потоком в их соответствующие последующие устройства 50A и 50B, и к нему могут быть добавлены различные добавки.
[0170] Последующие устройства 50A и 50B особенно не ограничиваются, если они представляют собой обычные устройства, в которые поступает расплавленный ароматический поликарбонат. Примеры этого включают в себя экструдеры, грануляторы, сита, сушилки, бункеры и упаковочные машины.
Например, расплавленный ароматический поликарбонат подается в экструдер, где он затем смешивается с другими смолами, такими как ABS или PET, добавками, такими как термостабилизатор, антиоксидант, светостабилизатор, поглотитель ультрафиолетовых лучей, смазка для форм и антипирен, а также произвольными другими добавками, такими как органический или неорганический пигмент или краситель, дезактиватор металла, антистатик, смазка и зародышеобразователь.
Одна из этих других смол и произвольных добавок может использоваться отдельно, или две или более из них могут использоваться в комбинации.
[0171] Ароматический поликарбонат, произведенный в соответствии с настоящим вариантом осуществления, может дополнительно содержать алифатическое дигидроксисоединение (диол), например этиленгликоль, 1,4-бутандиол, 1,4-циклогександиметанол и 1,10-декандиол; дикарбоновую кислоту, например янтарную кислоту, изофталевую кислоту, 2,6-нафталиндикарбоновую кислоту, адипиновую кислоту, циклогександикарбоновую кислоту и терефталевую кислоту; и оксикислоту, например молочную кислоту, п-гидроксибензойную кислоту и 6-гидрокси-2-нафтойную кислоту.
[0172] Как очевидно из приведенного выше описания, использование устройства для производства ароматического поликарбоната настоящего варианта осуществления позволяет непрерывно производить ароматический поликарбонат.
Ароматический поликарбонат, полученный способом получения ароматического поликарбоната настоящего варианта осуществления, может подвергаться предопределенной стадии формовки для получения формованного продукта.
Стадия формовки может представлять собой известную стадию формовки, и ароматический поликарбонат может формоваться с использованием, например, машины для литья под давлением, машины для экструзионного формования, машины для экструзии профилей, машины для выдувного формования, машины для формования листов или машины для формования полых листов с тем, чтобы получить формованный продукт.
[0173] [Применения]
Формованный продукт из ароматического поликарбоната настоящего варианта осуществления можно применять для различных целей.
Предпочтительные примеры использования включают в себя контейнеры, имеющие корпусную часть емкостью от 3 до 10 галлонов. Корпусная часть может иметь часть ручки, выполненную как единое целое с корпусной частью. В ручке может быть образовано полое пространство, и это полое пространство может быть выполнено с возможностью сообщения с внутренним пространством корпусной части.
Примеры
[0174] Далее настоящее изобретение будет подробно описано со ссылкой на конкретный Пример и Сравнительные примеры. Однако настоящее изобретение никоим образом не ограничивается этими Примером и Сравнительными примерами.
[0175] Сырье ароматического поликарбоната, производимого в каждом из следующих Примера и Сравнительных примеров, будет описано ниже.
[Исходный материал]
((1) Ароматическое дигидроксисоединение)
BPA-1: бисфенол А производства компании NIPPON STEEL Chemical & Material Co., Ltd.
((2) Диарилкарбонат)
DPC-1: дифенилкарбонат, производимый способом, описанным в патентном документе WO 2006/006585.
[0176] Способы измерения физических свойств и характеристик ароматического поликарбоната, производимого в каждом из следующих Примера и Сравнительных примеров, будут приведены ниже.
[0177] [Физические свойства и характеристики]
((1) Среднечисловая молекулярная масса (Mn))
Необходимо было измерять форполимер или гранулы. Измерение выполнялось при температуре 40°C с использованием гель-проникающей хроматографии (HLC-8320GPC производства компании Tosoh Corp., две колонки TSK-GEL Super Multipore HZ-M, детектор RI) с тетрагидрофураном в качестве растворителя для элюирования.
Среднечисленная молекулярная масса форполимера или гранул определялась с использованием калибровочной кривой молекулярной массы для стандартного монодисперсного полистирола (EasiVial производства компании Varian Medical Systems, Inc.) по следующей формуле:
MPC=0,3591MPS1,0388
где MPC представляет собой среднечисленную молекулярную массу ароматического поликарбоната, а MPS представляет собой среднечисленную молекулярную массу полистирола.
[0178] ((2) Измерение степени желтизны; цветовой оттенок)
Гранулы ароматического поликарбоната сушились при 120°C в течение 5 час в сушилке с горячим воздухом и непрерывно формовались в образцы длиной 50 мм, шириной 90 мм и толщиной 3,0 мм с помощью литьевой машины, имеющей температуру цилиндра 300°C и температуру формы 90°C, чтобы получить образцы.
Полученные образцы измерялись методом пропускания с углом обзора 10° с использованием спектрофотометрического колориметра (Vista производства компании Hunter Associates Laboratory, Inc.) и источника света D65, а степень желтизны обозначалась с помощью значения b* (спецификация CIE № 15 (ASTM E308)).
[0179] ((3) Измерение MFR)
MFR гранул ароматического поликарбоната, высушенных при 120°C в течение 5 час в сушилке с горячим воздухом, измерялась при условиях 300°C и нагрузки 1,2 кг с использованием аппарата для испытания на текучесть расплава (Mflow производства компании Zwick Roell GmbH) (в г/10 мин) (спецификация ISO1133).
[0180] ((4) Доля (мол.%) количества вещества разветвленной структуры)
55 мг ароматического поликарбоната растворялись в 2 мл тетрагидрофурана. Затем к ним добавлялись 0,5 мл 5 N раствора гидроксида калия в метаноле, и смесь перемешивалась при 25°C в течение 2 час для полного гидролиза.
Затем добавлялись 0,3 мл концентрированной соляной кислоты, и доля (в мол.%) количества вещества разветвленной структуры, представленной общими формулами (6), (7) и (8), исходя из количества в ароматическом поликарбонате вещества повторяющегося звена, представленного общей формулой (5), измерялась с помощью обращенно-фазовой жидкостной хроматографии (LC-1100 производства компании Agilent Technologies Inc.).
При обращенно-фазовой жидкостной хроматографии измерение выполнялось при температуре термостата колонки 40°C при условии градиента соотношения метанол/0,1% водный раствор фосфорной кислоты от 20/80 до 100/0 с использованием колонки Inertsil ODS-3 (зарегистрированная торговая марка; производства компании GL Sciences Inc.) и смешанного растворителя для элюирования, состоящего из метанола и 0,1% водного раствора фосфорной кислоты.
Детектирование выполнялось с использованием Уф-детектора с длиной волны 300 нм, а определение количества выполнялось по коэффициенту поглощения стандартного вещества.
[0181] ((5) Количество вздутий)
Гранулы ароматического поликарбоната, высушенные при 120°C в течение 5 час в сушилке с горячим воздухом, были сформованы в пленку толщиной 40 мкм и шириной 15 см с использованием аппарата для исследования пленки (FSA100 производства компании Optical Control Systems GmbH), имеющего температуру цилиндра 320°C, температуру Т-образной головки 320°C и температуру валков 120°C, в то время как количество вздутий размером 200 мкм или больше, присутствующих на площади 5 м2, определялось с помощью ПЗС-камеры.
[0182] ((6) Формуемость бутылки для воды)
Гранулы ароматического поликарбоната, высушенные при 120°C в течение 5 час в сушилке с горячим воздухом, были сформованы в 5-галлонную бутылку для воды (диаметр: приблизительно 25 см, высота: приблизительно 50 см; со структурой, которая провисала внутрь в центральной части бутылки, с полой внутренностью приблизительно 5 см в диаметре и приблизительно 10 см в длину и с держателем (ручкой), сообщающейся с внутренностью бутылки), путем литья под давлением с использованием литьевой машины с раздувом (ASB-650EXHS производства компании Nissei ASB Machine Co., Ltd.), имеющей температуру цилиндра 295°C и температуру формы 60°C в сердцевине и 30°C в полости, и полученная бутылка была оценена на предмет присутствия или отсутствия неравномерной толщины.
<Неравномерная толщина; бутылка для воды в целом>
Неравномерная толщина бутылки для воды в целом оценивалась путем измерения толщины в 32 равноотстоящих положениях вдоль горизонтального направления (на окружностях) нерельефных частей (частей на расстоянии 12 см и 25 см от дна; часть ручки в центральной части исключалась) тела бутылки, и оценивания значений (максимальная толщина/минимальная толщина) на соответствующих окружностях в соответствии со следующими критериями.
A: Максимальная толщина/минимальная толщина составляет от 1,0 до менее 1,7
B: Максимальная толщина/минимальная толщина составляет от 1,7 до менее 2,5
C: Максимальная толщина/минимальная толщина составляет от 2,5 до менее 4,0
D: Максимальная толщина/минимальная толщина составляет 4,0 или больше, или бутылка имеет разрыв
<Неравномерная толщина; часть ручки>
Неравномерная толщина части ручки оценивалась главным образом путем оценки неравномерной толщины основной части ручки визуально и посредством контакта в соответствии со следующими критериями.
A: Неравномерная толщина наблюдалась изредка
B: Наблюдалась слегка тонкая или толстая часть
C: Наблюдалась очевидно тонкая или толстая часть
D: Слишком тонкая для поддержания прочности, имеющая разрыв или не имеющая форму ручки.
[0183] ((7) Ударная прочность)
Бутылка для воды, сформованная в разделе (6), была заполнена водой, и полученная бутылка с водой ронялась в четырех ориентациях - ориентированной вверх, ориентированной вниз, наклоненной вверх и наклоненной вниз - с высоты 1,5 м, и оценивалась на предмет присутствия или отсутствия трещин в соответствии с приведенными ниже критериями.
Падение в ориентации вверх означает, что бутылка с водой ронялась с горлышком, направленным вверх.
Падение в ориентации вниз означает, что бутылка с водой ронялась с горлышком, направленным вниз.
Падение в ориентации, наклоненной вверх, означает, что бутылка с водой ронялась с горлышком, направленным вверх и наклоненным на 45 градусов.
Падение в ориентации, наклоненной вниз, означает, что бутылка с водой ронялась с горлышком, направленным вниз и наклоненным на 45 градусов.
<Критерии оценки>
A: Трещины отсутствуют
B: Трещины
C: Невозможно оценить, поскольку не удалось сформировать бутылку.
[0184] [Пример 1]
Ароматический поликарбонат был произведен как описано ниже с использованием устройства для производства ароматического поликарбоната, имеющего конфигурацию, показанную на Фиг. 6.
В устройстве для производства ароматического поликарбоната полимеризационное сырье и катализатор добавлялись в смеситель 31 и смешивались.
Затем смесь перекачивалась в резервуары 33А и 33В для растворенной смеси перекачивающим насосом 32 и далее перекачивающими насосами 34А и 34В в первый резервуар 35 для полимеризации, где осуществлялась предварительная полимеризация.
Полученный продукт дополнительно подвергался предварительной полимеризации во втором резервуаре 37 для полимеризации с помощью шестеренчатого насоса 36 для выгрузки с получением форполимера ароматического поликарбоната.
Форполимер ароматического поликарбоната перекачивался в первый абсорбер 39 инертного газа подающим насосом 38, и форполимер с поглощенным инертным газом опционально перекачивался подающим насосом 40, и после регулирования давления его подачи в полимеризационный аппарат контактного типа с направляющими и нисходящим потоком с помощью клапана 41 регулирования давления подавался в первый полимеризационный аппарат 42 контактного типа с направляющими и нисходящим потоком, где полимеризовался форполимер. Здесь из вентиляционного отверстия выбрасывался низкомолекулярный компонент фенол.
Примеры клапана 41 регулирования давления включают в себя конфигурации, подобные клапану. Клапан 41 регулирования давления не ограничивается по его конфигурации, если он способен регулировать растворимость инертного газа. То же самое справедливо и для клапанов 47А и 47В регулирования давления, упоминаемых ниже.
Затем форполимер ароматического поликарбоната перекачивался подающим насосом 43 во второй абсорбер 44 инертного газа и оттуда подающими насосами 46A и 46B через трехходовой клапан 45 полимера. Давление подачи форполимера с поглощенным инертным газом в полимеризационный аппарат контактного типа с направляющими и нисходящим потоком опционально регулировалось с помощью клапанов 47A и 47B регулирования давления, и полученный продукт затем передавался во вторые полимеризационные аппараты 48A и 48B контактного типа с направляющими и нисходящим потоком, соединенные с тем аппаратом, где полимеризовался форполимер. Здесь фенол выбрасывался из вентиляционного отверстия.
Полученный продукт далее перекачивался с помощью подающих насосов 49A и 49B, и добавка добавлялась в последующие устройства 50A и 50B для того, чтобы получить интересующий ароматический поликарбонат.
[0185] Фиг. 2 показывает схематическую диаграмму конфигурации первого и второго абсорберов 39 и 44 инертного газа.
Абсорберы 39 и 44 инертного газа по своей конфигурации по существу аналогичны полимеризационным аппаратам 42, 48A, и 48B контактного типа с направляющими и нисходящим потоком, упоминаемым ниже, так что для них используются те же самые ссылочные обозначения.
Что касается первого абсорбера 39 инертного газа, то в зоне 15 поглощения инертного газа, которая представляет собой внутреннее пространство, верхняя часть боковой обечайки 10 имеет цилиндрическую форму, а нижняя обечайка 11, которая является сужающейся нижней частью, составляющей боковую обечайку 10, имеет форму перевернутого конуса. На Фиг. 2 L=500 см, h=400 см, D=200 см, d=20 см и C=150°.
Наружный диаметр каждой направляющей 4, расположенной в зоне 15 поглощения инертного газа, представляющей собой внутреннее пространство, составляет r=0,3 см. Общая площадь наружной поверхности направляющих 4 составляет S=60 м2. Диаметр пор пористой пластины, расположенной в верхней части зоны 15 поглощения инертного газа, которая представляет собой внутреннее пространство, составляет приблизительно 0,2 см.
Второй абсорбер 44 инертного газа имеет почти ту же форму, что и первый абсорбер 39 инертного газа, за исключением того, что диаметр пор пористой пластины составляет приблизительно 0,6 см.
[0186] Фиг. 3 показывает схематическую диаграмму полимеризационных аппаратов контактного типа с направляющими и нисходящим потоком.
Этот полимеризационный аппарат контактного типа с направляющими и нисходящим потоком имеет компонент 20 управления путем потока в форме диска толщиной приблизительно 2 см и направляющие 4 столбчатой или трубчатой формы, как показано на Фиг. 4.
Фиг. 4 показывает схематическую диаграмму конфигурации верхних частей направляющих 4 полимеризационного аппарата контактного типа с направляющими и нисходящим потоком.
В полимеризационном аппарате контактного типа с направляющими и нисходящим потоком компонент 20 управления путем потока крепится в подвешенном к верхней части виде таким образом, что расстояние от поверхности 23 верхней внутренней стенки зоны 3 подачи жидкости составляет приблизительно 8 см.
Интервал между внутренней поверхностью 22 боковой стенки зоны 3 подачи жидкости и компонентом 20 управления путем потока составляет приблизительно 9 см, а интервал между пористой пластиной 2 и компонентом 20 управления путем потока составляет приблизительно 8 см.
Краевая часть этого компонента 20 управления путем потока в форме диска выполнена таким образом, что ее перпендикулярное поперечное сечение представляет собой полукруг с радиусом приблизительно 1 см, и она сконструирована таким образом, чтобы в краевой части не оставалось никакой жидкости.
Поперечное сечение соединения между поверхностью 22 внутренней боковой стенки зоны подачи жидкости и пористой пластиной 2 выполнено таким образом, что внутренняя часть, как показано на Фиг. 5, имеет вогнутую форму, а угол Е ее восходящей части составляет приблизительно 170 градусов (°).
Весь материал этого полимеризационного аппарата контактного типа с направляющими и нисходящим потоком представляет собой нержавеющую сталь.
Откачивающий насос 8 предпочтительно представляет собой шестеренчатый насос для высоковязкой концентрированной жидкости и обычный насос для концентрированной жидкости, вязкость которой является не столь высокой.
[0187] Полимеризационный резервуар 42 контактного типа с направляющими и нисходящим потоком имеет боковую обечайку 10 цилиндрической формы и нижнюю обечайку 11 конической формы. На Фиг. 3, L=950 см, а h=850 см.
Внутренний диаметр боковой обечайки в зоне 5 испарения, представляющей собой внутреннее пространство, составляет D=400 см, а внутренний диаметр отверстия 7 для выпуска жидкости нижней обечайки 11 конической формы составляет d=20 см. Угол С равен 150 градусов (°).
Полная площадь внешней поверхности всех направляющих 4 составляет S=750 м2.
Внутренняя площадь поперечного сечения на горизонтальной плоскости боковой обечайки 10 в зоне 5 испарения, представляющей собой внутреннее пространство, составляет А=12,56 м2.
Соотношение между внутренней площадью A поперечного сечения и внутренней площадью B поперечного сечения (м2) на горизонтальной плоскости отверстия 7 для выпуска жидкости составляет A/B=400.
Значение D/d равно 20.
Соотношение между длиной L (см) боковой обечайки зоны 5 испарения и внутренним диаметром D (см) составляет L/D=2,375.
Наружный диаметр каждой направляющей 4 составляет r=0,3 см.
Среднее число пор на м2 пористой пластины 2 (шт/м2) составляет N=приблизительно 500. Диаметр поры пористой пластины 2 составляет приблизительно 0,2 см.
Соотношение между верхней площадью T пористой пластины 2, включая верхние площади пор пористой пластины 2, и полной эффективной площадью Q поперечного сечения пор составляет T/Q=приблизительно 1300.
Интервал k между направляющей 4, ближайшей к внутренней поверхности стенки зоны 5 испарения, и внутренней поверхностью стенки составляет приблизительно 14 см.
[0188] Соотношение между объемом V пространства (приблизительно 2,03 м3), где жидкость может существовать в зоне 3 подачи жидкости из отверстия 1 для подачи жидкости (соединения между отверстием для подачи питания и верхней внутренней стенкой зоны подачи жидкости) к верхней поверхности пористой пластины 2, и верхней площадью T (приблизительно 12,56 м2) пористой пластины 2, включая верхние площади пор пористой пластины 2, то есть значение V/T составляет приблизительно 0,162 (м).
Объем Y пространства зоны 5 испарения составляет приблизительно 135 м3.
Соотношение между объемом V пространства, где жидкость может существовать в зоне 3 подачи жидкости из отверстия 1 для подачи жидкости к верхней поверхности пористой пластины 2, и объемом Y пространства зоны испарения, то есть значение Y/V составляет приблизительно 67.
[0189] В Примере 1 соответствующие значения устройства для производства ароматического поликарбоната удовлетворяли всем упомянутым выше формулам (I) - (XV).
[0190] Содержащая низкокипящее вещество жидкость, подаваемая из отверстия 1 для подачи жидкости в зону 3 подачи жидкости на Фиг. 3, проходит между верхней поверхностью компонента 20 управления путем потока и внутренней поверхностью 23 верхней стенки зоны 3 подачи жидкости, а также между внутренней поверхностью 22 боковой стенки зоны 3 подачи жидкости и компонентом 20 управления путем потока на Фиг. 4, и однородно распределяется по направляющим 4 из пор (21 и т.д.) пористой пластины 2, протекая главным образом в направлении от периферийной части пористой пластины 2 к ее центральной части.
Полимеризационный аппарат контактного типа с направляющими и нисходящим потоком снабжен в его нижней части отверстием 9 для подачи инертного газа, а также снабжен в его верхней части вакуумным клапаном 6 (который обычно соединен с газоагрегатной машиной и устройством понижения давления), служащим в качестве отверстия для извлечения испаряемого низкокипящего вещества.
Рубашка или нагревательная трубка для теплоносителя помещается снаружи полимеризационного аппарата контактного типа с направляющими и нисходящим потоком таким образом, чтобы заданную температуру можно было поддерживать с помощью теплоносителя.
[0191] Вторые полимеризационные аппараты 48A и 48B контактного типа с направляющими и нисходящим потоком имеют компонент 20 управления путем потока в форме диска, имеющего толщину примерно 2 см, и направляющие 4 в структуре, показанной на Фиг. 4.
Компонент 20 управления путем потока в форме диска подвешен к верхней части таким образом, что расстояние от верхней поверхности внутренней стенки 23 зоны подачи жидкости составляет приблизительно 8 см.
Интервал между внутренней поверхностью 22 боковой стенки зоны подачи жидкости и компонентом 20 управления путем потока составляет приблизительно 9 см, а интервал между пористой пластиной 2 и компонентом 20 управления путем потока составляет приблизительно 8 см.
Краевая часть этого компонента 20 управления путем потока в форме диска выполнена таким образом, что ее перпендикулярное поперечное сечение представляет собой полукруг с радиусом приблизительно 1 см, и она сконструирована таким образом, чтобы в краевой части не оставалось никакой жидкости.
Поперечное сечение соединения между поверхностью 22 внутренней боковой стенки зоны подачи жидкости и пористой пластиной 2 выполнено таким образом, что внутренняя часть, как показано на Фиг. 5, имеет вогнутую форму, а угол Е ее восходящей части составляет приблизительно 170 градусов (°).
Весь материал этих полимеризационных аппаратов контактного типа с направляющими и нисходящим потоком представляет собой нержавеющую сталь.
[0192] Откачивающий насос 8 располагается в нижних частях вторых полимеризационных аппаратов 48A и 48B контактного типа с направляющими и нисходящим потоком и предпочтительно представляет собой шестеренчатый насос для очень вязкой концентрированной жидкости и обычный насос для концентрированной жидкости, вязкость которой является не столь высокой.
Вторые полимеризационные аппараты контактного типа с направляющими и нисходящим потоком имеют боковую обечайку 10 цилиндрической формы и нижнюю обечайку 11 конической формы.
Вторые полимеризационные аппараты контактного типа с направляющими и нисходящим потоком имеют L=1000 см и h=900 см на Фиг. 3.
Внутренний диаметр боковой обечайки 10 в зоне 5 испарения составляет D=500 см, а внутренний диаметр отверстия 7 для выпуска жидкости нижней обечайки 11 конической формы составляет d=40 см. Угол С равен 155 градусам.
Полная площадь внешней поверхности всех направляющих 4 составляет S=250 м2.
Внутренняя площадь поперечного сечения на горизонтальной плоскости боковой обечайки 10 в зоне 5 испарения, представляющей собой внутреннее пространство, составляет А=19,625 м2.
Соотношение между внутренней площадью A поперечного сечения и внутренней площадью B поперечного сечения (м2) на горизонтальной плоскости отверстия 7 для выпуска жидкости составляет A/B=156,25.
Значение D/d равно 12,5.
Соотношение между длиной L (см) боковой обечайки 10 зоны 5 испарения и внутренним диаметром D (см) составляет L/D=2.
Наружный диаметр каждой направляющей 4 составляет r=0,3 см.
Среднее число пор на м2 пористой пластины 2 (шт/м2) составляет N=приблизительно 140. Диаметр поры пористой пластины 2 составляет приблизительно 0,4 см.
Соотношение между верхней площадью T пористой пластины 2, включая верхние площади пор пористой пластины 2, и полной эффективной площадью Q поперечного сечения пор составляет T/Q=приблизительно 470.
Интервал k между направляющей 4, ближайшей к внутренней поверхности стенки зоны 5 испарения, и внутренней поверхностью стенки составляет приблизительно 15 см.
[0193] Соотношение между объемом V пространства (приблизительно 3,17 м3), где жидкость может существовать в зоне 3 подачи жидкости из отверстия 1 для подачи жидкости (соединения между отверстием для подачи питания и верхней внутренней стенкой зоны подачи жидкости) к верхней поверхности пористой пластины 2, и верхней площадью T (приблизительно 19,63 м2) пористой пластины, включая верхние площади пор, то есть значение V/T составляет приблизительно 0,161 (м).
Объем Y пространства зоны 5 испарения составляет приблизительно 222,8 м3, а соотношение между объемом V пространства, где жидкость может существовать в зоне 3 подачи жидкости из отверстия 1 для подачи жидкости к верхней поверхности пористой пластины 2, и объемом Y пространства зоны 5 испарения, то есть значение Y/V, составляет приблизительно 70.
[0194] В Примере 1 вторые полимеризационные аппараты 48A и 48B контактного типа с направляющими и нисходящим потоком в устройстве для производства ароматического поликарбоната удовлетворяли всем упомянутым выше формулам (I) - (XV).
[0195] Вторые полимеризационные аппараты 48A и 48B контактного типа с направляющими и нисходящим потоком имеют ту же самую структуру зоны 3 подачи жидкости, что и в первом полимеризационном аппарате 42 контактного типа с направляющими и нисходящим потоком.
Соотношение между полной площадью внешней поверхности S1 (м2) направляющих 4 в первом полимеризационном аппарате 42 контактного типа с направляющими и нисходящим потоком и полной площадью внешней поверхности S2 (м2) направляющих 4 в одном втором полимеризационном аппарате контактного типа с направляющими и нисходящим потоком составляет S1/S2=750/250=3.
[0196] Все материалы упомянутых выше абсорберов инертного газа и первых и вторых полимеризационных аппаратов контактного типа с направляющими и нисходящим потоком представляют собой нержавеющую сталь за исключением откачивающего насоса 8.
[0197] Ароматический поликарбонат был произведен с использованием устройства для производства ароматического поликарбоната, в котором, как показано на Фиг. 6, два абсорбера инертного газа (первый абсорбер 39 инертного газа и второй абсорбер 44 инертного газа) и два полимеризационных аппарата контактного типа с направляющими и нисходящим потоком (первый полимеризационный аппарат 42 контактного типа с направляющими и нисходящим потоком и вторые полимеризационные аппараты 48A и 48B контактного типа с направляющими и нисходящим потоком) были расположены последовательно для соединения полимеризационного оборудования в порядке первый абсорбер 39 инертного газа, первый полимеризационный аппарат 42 контактного типа с направляющими и нисходящим потоком, второй абсорбер 44 инертного газа и вторые полимеризационные аппараты контактного типа с направляющими и нисходящим потоком (эти два устройства были расположены параллельно).
[0198] В смесительный резервуар 31 (внутренняя емкость: 120 м3) было загружено 40 т расплавленного дифенилкарбоната (DPC-1) с температурой 160°C.
Затем гидроксид калия в качестве катализатора был добавлен в количестве 120 м.ч. на миллиард в терминах количества калия на 45 т бисфенола А (BPA-1), и бисфенол А добавлялся в течение 1,8 час при поддержании температуры смешанной жидкости внутри смесительного резервуара на уровне 100°C или выше.
Количество добавленного бисфенола А составило 44,6 т.
Затем было дополнительно добавлено 3,95 т дифенилкарбоната так, чтобы молярное отношение дифенилкарбоната к бисфенолу А составляло 1,05. Количество добавленного дифенилкарбоната измерялось массового расходомера Кориолиса, а количество добавленного бисфенола А измерялось с использованием мерного бункера, снабженного датчиком веса.
В момент времени, когда температура смешанной жидкости достигла 180°С, смешанная жидкость была перенесена в резервуар для растворенной смеси (внутренняя емкость: 120 м3) 33A в течение 1 час.
[0199] Реакционная смесь, выдержанная в течение 4-6 час в резервуаре 33А для растворенной смеси, фильтровалась со скоростью потока 9 т/час через два полимерных фильтра, отличающихся диаметром пор (не показаны; диаметр пор: 5 мкм на стороне входа и 2,5 мкм на стороне выхода), расположенные последовательно между резервуаром 33А для растворенной смеси и первым полимеризационным резервуаром 35 типа перемешивающего сосуда.
Реакционная смесь, отфильтрованная таким образом, нагревалась в подогревателе (не показан) и подавалась в первый полимеризационный резервуар 35 типа перемешивающего сосуда. Температура жидкости на выходе из подогревателя составляла 230°С.
В тот момент, когда реакционная смесь в резервуаре 33А для растворенной смеси уменьшалась до уровня ниже заданного, источник подачи реакционной смеси в первый полимеризационный резервуар 35 типа перемешивающего сосуда переключался с резервуара 33А для растворенной смеси на резервуар 33В для растворенной смеси. Подача реакционной смеси в первый полимеризационный резервуар 35 типа перемешивающего сосуда выполнялась непрерывно путем повторения операции попеременного переключения источника подачи между резервуарами смеси 33A и 33B каждые 6,2 час.
В обоих резервуарах 33А и 33В для растворенной смеси были размещены внутренний змеевик и рубашка, и поддерживалась температура 180°С.
[0200] Перемешивание выполнялось при пониженном давлении в первом полимеризационном резервуаре 35 типа перемешивающего сосуда и втором полимеризационном резервуаре 37 типа перемешивающего сосуда, где реакционная смесь полимеризовалась, в то время как образующийся фенол удалялся с получением форполимера.
В этом отношении первый резервуар 35 для полимеризации с мешалкой имел температуру 230°C и давление 13,3 кПа абс., а второй резервуар 36 для полимеризации с мешалкой имел температуру 270°C и давление 2,66 кПа абс.
Получаемый расплавленный форполимер ароматического поликарбоната (среднечисленная молекулярная масса Mn: 3100) непрерывно подавался в зону 3 подачи из отверстия 1 для подачи жидкости первого абсорбера 39 инертного газа посредством подающего насоса 38.
[0201] Форполимер, непрерывно подаваемый в зону 15 абсорбции инертного газа, которая представляла собой внутреннее пространство, через пористую пластину 2, служащую распределительной пластиной первого абсорбера 39 инертного газа, поглощал инертный газ при его стекании вниз вдоль направляющих 4.
Давление в зоне 15 поглощения инертного газа, которая представляла собой внутреннее пространство первого абсорбера 39 инертного газа, поддерживалось на уровне 180 кПа абс. посредством подачи газообразного азота из отверстия 9 для подачи инертного газа.
Расплавленный форполимер (который содержал 0,04 нл азота на кг расплавленного форполимера), который падал с нижних частей направляющих 4 в сужающуюся нижнюю часть 11 корпуса первого абсорбера 39 инертного газа, непрерывно выгружался с помощью откачивающего насоса 8 (40 на Фиг. 6) таким образом, чтобы количество в нижней части устройства было почти постоянным. Поскольку давление расплавленного форполимера, поступающего в клапан 41 регулирования давления, расположенный в отверстии 1 для подачи жидкости первого полимеризационного аппарата 42 контактного типа с направляющими и нисходящим потоком, составляло 32 кПа абс. при полностью открытом состоянии клапана регулирования давления, расплавленный форполимер непрерывно подавался через полностью открытый клапан регулирования давления в зону 3 подачи жидкости через отверстие 1 для подачи жидкости первого полимеризационного аппарата 42 контактного типа с направляющими и нисходящим потоком.
Давление в зоне 5 испарения, которая представляла собой внутреннее пространство первого полимеризационного аппарата 42 контактного типа с направляющими и нисходящим потоком, поддерживалось на уровне 500 Па абс. с помощью вакуумного клапана 6.
Расплавленный форполимер ароматического поликарбоната с повышенной степенью полимеризации (среднечисленная молекулярная масса Mn: 5800), который падал с нижних частей направляющих 4 в сужающуюся нижнюю часть 11 корпуса полимеризационного аппарата 42 контактного типа с направляющими и нисходящим потоком, непрерывно и с постоянной скоростью извлекался из отверстия 7 для выпуска жидкости посредством откачивающего насоса 8 (43 на Фиг. 6) таким образом, чтобы количество на дне было почти постоянным. Затем извлеченный форполимер непрерывно подавался в зону 3 подачи жидкости второго абсорбера 44 инертного газа.
[0202] Расплавленный форполимер непрерывно подавался в зону 15 абсорбции инертного газа, которая представляла собой внутреннее пространство, через пористую пластину 2, служащую распределительной пластиной второго абсорбера 44 инертного газа.
Расплавленный форполимер поглощал инертный газ при его стекании вниз вдоль направляющих 4.
Давление в зоне 15 поглощения инертного газа, которая представляла собой внутреннее пространство второго абсорбера 44 инертного газа, поддерживалось на уровне 75 кПа абс. посредством подачи газообразного азота из отверстия 9 для подачи инертного газа.
Расплавленный форполимер (который содержал 0,05 нл азота на кг расплавленного форполимера), который падал с нижних частей направляющих 4 на нижнюю обечайку 11, которая представляла собой сужающуюся нижнюю часть корпуса второго абсорбера инертного газа, делился на две части (в соотношении 50:50) с помощью трехходового клапана 45 для полимера и непрерывно выгружался в постоянном количестве с помощью откачивающих насосов 8 (46A и 46B на Фиг. 6) таким образом, чтобы количество на дне было почти постоянным. Давление расплавленного форполимера, входящего в клапаны регулирования давления (47A и 47B), расположенные в отверстиях 1 для подачи жидкости вторых полимеризационных аппаратов 48A и 48B контактного типа с направляющими и нисходящим потоком, составляло 135 кПа при полностью открытых клапанах, и расплавленный форполимер непрерывно подавался в соответствующие зоны 3 подачи.
[0203] Расплавленный форполимер, непрерывно подаваемый в зону 5 испарения, которая представляла собой внутреннее пространство, через пористую пластину 2, служащую распределительной пластиной в каждом из вторых полимеризационных аппаратов 48A и 48B контактного типа с направляющими и нисходящим потоком, подвергался реакции полимеризации при его стекании вниз вдоль направляющих 4.
Давление в зоне 5 испарения, которая представляла собой внутреннее пространство каждого из вторых полимеризационных аппаратов 48A и 48B контактного типа с направляющими и нисходящим потоком, поддерживалось на уровне 50 Па абс. с помощью вакуумного клапана 6.
Ароматический поликарбонат, который падал с нижних частей направляющих 4 на нижнюю обечайку 11, которая представляла собой сужающуюся нижнюю часть корпуса каждого из вторых полимеризационных аппаратов контактного типа с направляющими и нисходящим потоком, непрерывно извлекался в виде пряди из последующего устройства (50A или 50B) с помощью откачивающего насоса 8 (49A или 49B на Фиг. 6) таким образом, чтобы количество на дне было почти постоянным. Эта прядь охлаждалась, а затем разрезалась для получения гранул ароматического поликарбоната.
Производительность каждого из полимеризационных аппаратов составляла 2,5 т/час (в общей сложности 5,0 т/час).
Никаких добавок не добавлялось.
Гранулы для измерений собирались через 150 час после начала получения.
Каждое измерение или тест проводились с использованием ароматического поликарбоната, полученного из последующего устройства 50A.
Каждое измерение или тест не проводились для последующего устройства 50B, поскольку условия получения были такими же, как и в последующем устройстве 50A.
Таблицы 1 и 3 показывают условия получения и результаты измерений.
[0204] [Пример 2]
Гранулы ароматического поликарбоната были получены тем же самым образом, что и в описанном выше Примере 1, за исключением того, что давление расплавленного форполимера изменялось, как описано в Таблице 1 ниже, с помощью клапанов регулирования давления (41, 47A и 47B).
Таблицы 1 и 3 показывают условия получения и результаты измерений.
[0205] [Пример 3]
Третий полимеризационный аппарат контактного типа с направляющими и нисходящим потоком (48B0) был соединен последовательно со вторым полимеризационным аппаратом 48B контактного типа с направляющими и нисходящим потоком, как показано на Фиг. 7. Третий полимеризационный аппарат 48B0 контактного типа с направляющими и нисходящим потоком имел ту же самую конфигурацию, что и второй полимеризационный аппарат 48B контактного типа с направляющими и нисходящим потоком, и между вторым полимеризационным аппаратом 48B контактного типа с направляющими и нисходящим потоком и третьим полимеризационным аппаратом 48B0 контактного типа с направляющими и нисходящим потоком не было установлено никакого абсорбера инертного газа. Клапан (47B0) использовался в полностью открытом состоянии, и количество реакционной смеси, подаваемой в первый полимеризационный резервуар 35 с мешалкой, изменялось, как описано в Таблице 1. Другие условия были теми же самыми, что и описанном выше Примере 1 получения гранул ароматического поликарбоната. Каждое измерение или испытание не проводилось для второго полимеризационного аппарата контактного типа с направляющими и нисходящим потоком (48A), потому что произведенный ароматический поликарбонат имел MFR=10 и отличался от ароматического поликарбоната по настоящему изобретению.
Производительность каждого из полимеризационных аппаратов составляла 4,0 т/час (в общей сложности 8,0 т/час).
Таблицы 1 и 3 показывают условия получения а и результаты измерений.
[0206] [Примеры 4-6] и [Сравнительные примеры 1-4]
Молярное отношение DPC-1 к BPA-1, количество добавленного катализатора, количество реакционной смеси, подаваемой в первый полимеризационный резервуар 35 с мешалкой, и температура реакции изменялись, как описано в Таблицах 1 и 2. Другие условия были теми же самыми, что и описанном выше Примере 1 получения гранул ароматического поликарбоната.
Таблицы 1-4 показывают условия получения и результаты измерений.
[0207] [Сравнительный пример 5]
Использовалась следующая поликарбонатная смола.
Novarex M7027BF (производства компании Mitsubishi Engineering-Plastics Corp.)
Ее цветовой оттенок не измерялся, потому что эта смола имела синий цвет.
Нижеприведенная Таблица 5 показывает результаты измерения.
[0208] [Сравнительный пример 6]
Использовалась следующая поликарбонатная смола.
Panlite K-1300Y (производства компании Teijin Ltd.)
Ее цветовой оттенок не измерялся, потому что эта смола имела синий цвет.
Нижеприведенная Таблица 5 показывает результаты измерения.
[0209] [Таблица 1]
[0210] [Таблица 2]
[0211] [Таблица 3]
[0212] [Таблица 4]
[0213] [Таблица 5]
[0214] Настоящая патентная заявка основана на японской патентной заявке № 2021-164866, поданной в японское Бюро патентов 6 октября 2021 г., содержание которой включено в настоящий документ посредством ссылки.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0215] Ароматический поликарбонат по настоящему изобретению имеет промышленную применимость в тех областях, где требуется ароматический поликарбонат, обладающий превосходной ударной прочностью, имеющий мало вздутий и превосходный цветовой оттенок при улучшенной формуемости, и может использоваться для крупномасштабного выдувного формования, экструзионного формования, экструзионного формования профилей или формования полых листов.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
[0216] 1: отверстие для подачи жидкости
2: пористая пластина
3: зона подачи жидкости
4: направляющая
5: зона испарения, которая является внутренним пространством
6: вакуумный клапан
7: отверстие для выпуска жидкости
8: откачивающий насос
9: отверстие для подачи инертного газа
10: боковая обечайка
11: нижняя обечайка
12: отверстие для извлечения
15: зона поглощения инертного газа, которая является внутренним пространством
20: компонент управления путем потока
21: часть поры пористой пластины
22: внутренняя поверхность боковой стенки зоны подачи жидкости
23: внутренняя поверхность верхней стенки зоны подачи жидкости
31: смесительный резервуар
32, 34A и 34B: перекачивающий насос
33A и 33B: резервуар для растворенной смеси
35: первый полимеризационный сосуд
36, 38, 40, 43, 46A, 46B, 49A, 49B и 49B0: подающий насос
37: второй полимеризационный сосуд
39: первый абсорбер инертного газа
41, 47A и 47B: клапан регулирования давления
42: первый полимеризационный аппарат контактного типа с направляющими и нисходящим потоком
44: Второй абсорбер инертного газа
45: трехходовой клапан для полимера
47B0: клапан
48A и 48B: второй полимеризационный аппарат контактного типа с направляющими и нисходящим потоком
48B0: третий полимеризационный аппарат контактного типа с направляющими и нисходящим потоком
50A: последующее устройство
50B: последующее устройство.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КРИСТАЛЛИЧЕСКОГО АРОМАТИЧЕСКОГО ПОЛИКАРБОНАТНОГО ФОРПОЛИМЕРА И СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОМОЛЕКУЛЯРНОГО КРИСТАЛЛИЧЕСКОГО АРОМАТИЧЕСКОГО ПОЛИКАРБОНАТА | 1989 |
|
RU2040532C1 |
| СПОСОБ ПОЛУЧЕНИЯ АРОМАТИЧЕСКОГО ПОЛИКАРБОНАТА | 2007 |
|
RU2380382C2 |
| СПОСОБ ПОЛУЧЕНИЯ АРОМАТИЧЕСКОГО ПОЛИКАРБОНАТА | 2004 |
|
RU2326133C2 |
| ПОЛИКАРБОНАТНЫЙ СОПОРОЛИМЕР, ОБЛАДАЮЩИЙ ВЫСОКОЙ ТЕКУЧЕСТЬЮ, СПОСОБ ПОЛУЧЕНИЯ АРОМАТИЧЕСКОЙ ПОЛИКАРБОНАТНОЙ СМОЛЫ С ВЫСОКОЙ МОЛЕКУЛЯРНОЙ МАССОЙ И АРОМАТИЧЕСКОЕ ПОЛИКАРБОНАТНОЕ СОЕДИНЕНИЕ | 2012 |
|
RU2569850C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОЛИКОНДЕНСАЦИОННОГО ПОЛИМЕРА И ФОРМОВАННОЕ ИЗДЕЛИЕ ИЗ НЕГО | 2005 |
|
RU2340633C1 |
| СВЕРХЧИСТЫЕ ПОЛИКАРБОНАТЫ С ХОРОШЕЙ СОБСТВЕННОЙ ОКРАСКОЙ И ВЫСОКОЙ ТЕРМОСТАБИЛЬНОСТЬЮ, УСТРОЙСТВО И СПОСОБ ИХ ПОЛУЧЕНИЯ | 2010 |
|
RU2566822C2 |
| ПОЛИКАРБОНАТНЫЕ СМОЛЫ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2008 |
|
RU2418819C2 |
| СПОСОБ ПОЛУЧЕНИЯ АРОМАТИЧЕСКИХ ПОЛИКАРБОНАТОВ | 1990 |
|
RU2008313C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ФОРМОВАННОГО ПРОДУКТА | 2005 |
|
RU2360798C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИАЛКИЛЕНТЕРЕФТАЛАТА, СПОСОБ ПОЛУЧЕНИЯ ФОРМОВАННОГО ИЗДЕЛИЯ ИЗ ПОЛИАЛКИЛЕНТЕРЕФТАЛАТА И ФОРМОВАННОЕ ИЗДЕЛИЕ ИЗ ПОЛИАЛКИЛЕНТЕРЕФТАЛАТА | 2004 |
|
RU2323947C2 |
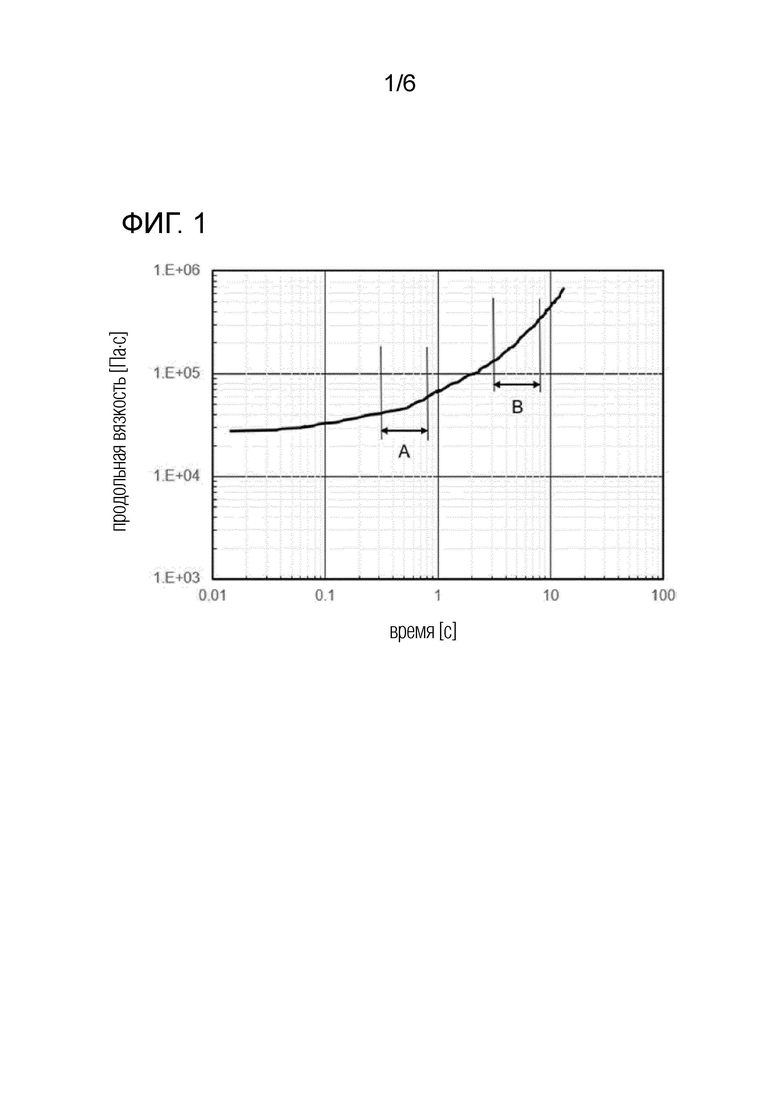
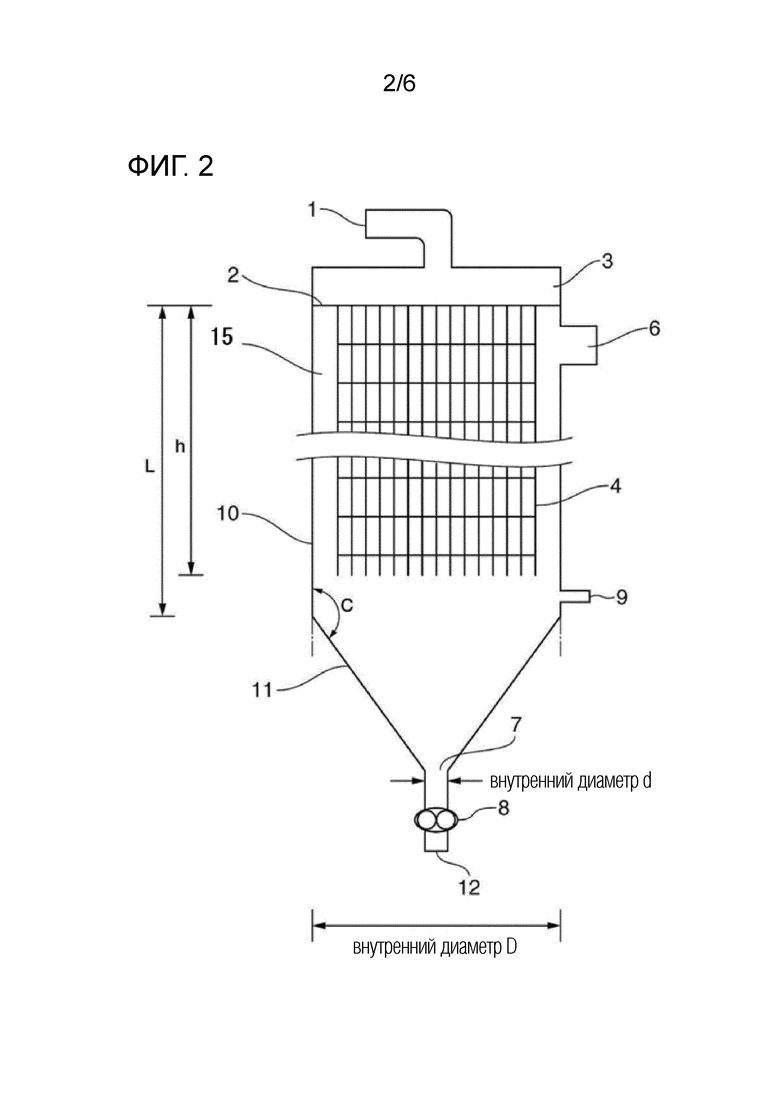
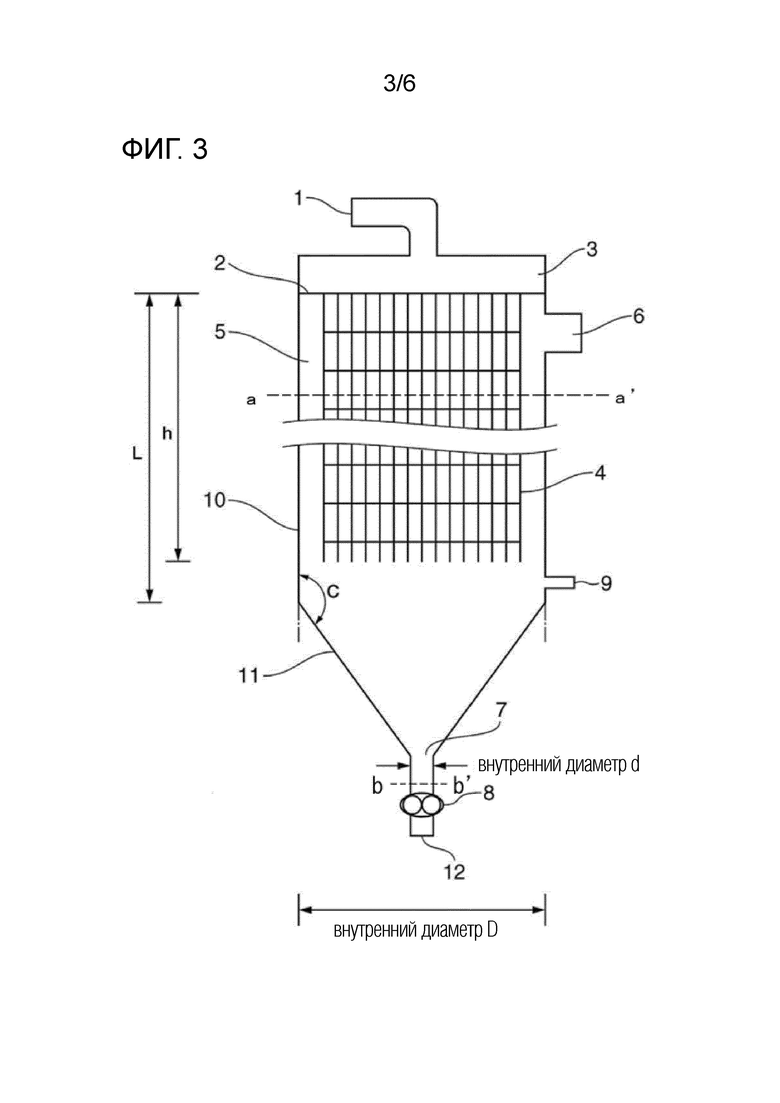
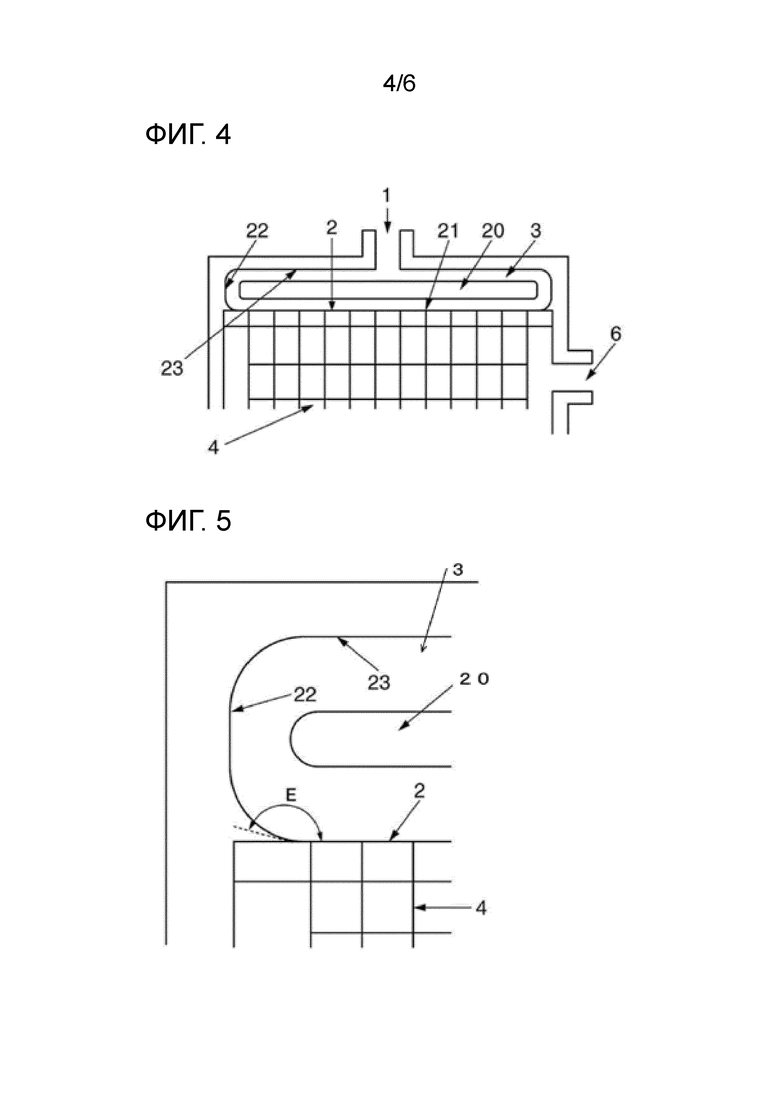
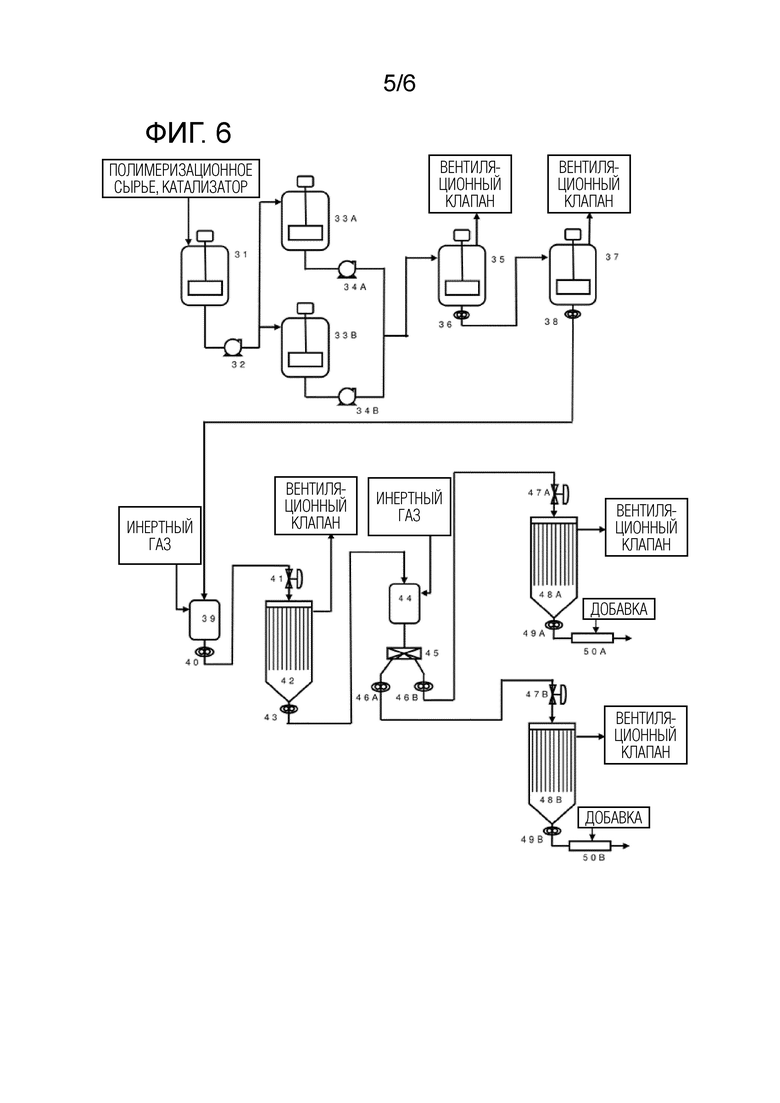
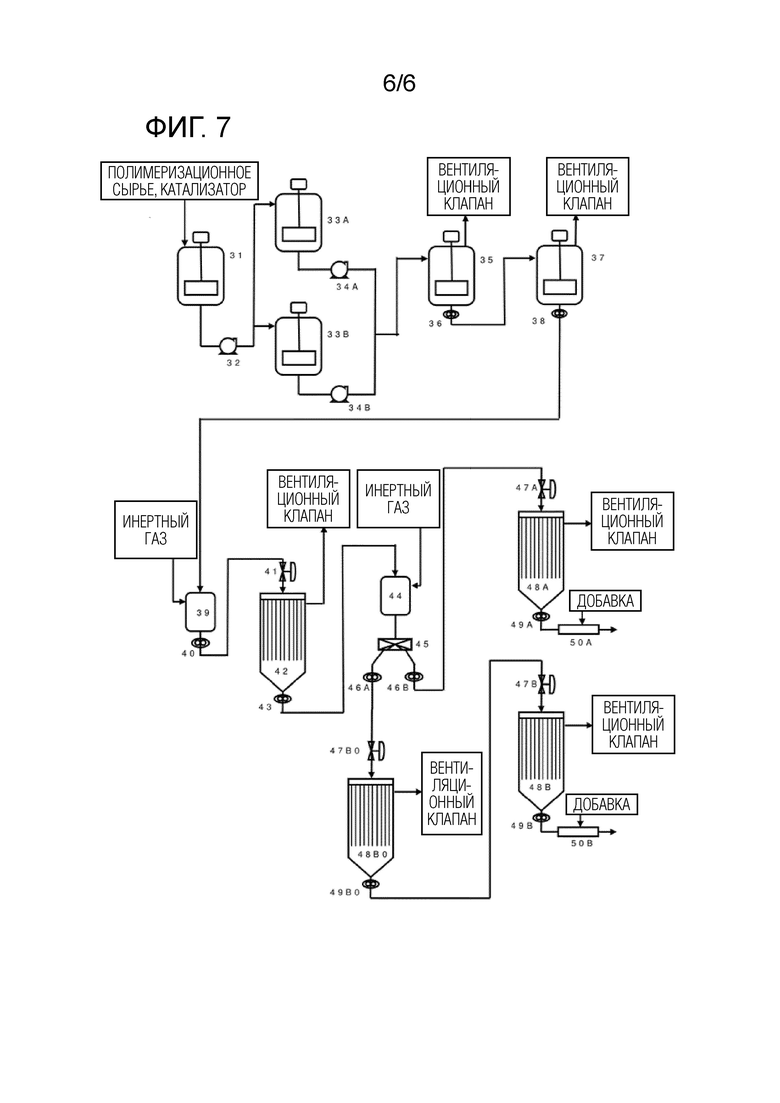
Изобретение относится к области химии высокомолекулярных соединений, а именно к ароматическому поликарбонату, способу его получения и контейнеру на его основе. Предложен ароматический поликарбонат, для которого индикаторы изменения продольной вязкости, измеренные при скорости удлинения 0,005 с-1 для образца длиной 127 мм, шириной 12,7 мм и толщиной 0,8 мм при температуре 280°C, удовлетворяют условиям (i) и (ii), а значение MFR при 300°C под нагрузкой 1,2 кг составляет 1,5-4,5 (г/10 мин). Условие (i) заключается в том, что индикатор изменения продольной вязкости следующей формулы (1): (log10(Продольная вязкость [Па⋅с] при 0,80 с) - log10(Продольная вязкость [Па⋅с] при 0,30 с)) / (log100,80 - log100,30)на интервале А (интервал от 0,30 до 0,80 с после начала удлинения) составляет 0,10-0,30. Условие (ii) заключается в том, индикатор изменения продольной вязкости следующей формулы (2): (log10(Продольная вязкость [Па⋅с] при 8,0 с) - log10(Продольная вязкость [Па⋅с] при 3,0 с)) / (log108,0 - log103,0) Формула (2) на интервале В (интервал от 3,0 до 8,0 с после начала удлинения) составляет 0,70-1,1. Изобретение позволяет получать ароматический поликарбонат с превосходной формуемостью. 3 н. и 23 з.п. ф-лы, 7 ил., 5 табл., 12 пр.
1. Ароматический поликарбонат, в котором
индикаторы изменения в продольной вязкости, измеренной при скорости удлинения 0,005 с-1 для образца для испытания 127 мм длиной, 12,7 мм шириной и 0,8 мм толщиной при температурном условии 280°C, удовлетворяют следующим <условие (i)> и <условие (ii)>, и
значение MFR, измеренное при температуре 300°C под нагрузкой 1,2 кг, составляет 1,5-4,5 (г/10 мин):
<условие (i)>
значение индикатора изменения продольной вязкости, представленного следующей формулой (1):
(log10(Продольная вязкость [Па⋅с] при 0,80 с) - log10(Продольная вязкость [Па⋅с] при 0,30 с)) / (log100,80 - log100,30) Формула (1)
на интервале А (интервал от 0,30 с до 0,80 с после начала удлинения) составляет 0,10-0,30; и
<условие (ii)>
значение индикатора изменения продольной вязкости, представленного следующей формулой (2):
(log10(Продольная вязкость [Па⋅с] при 8,0 с) - log10(Продольная вязкость [Па⋅с] при 3,0 с)) / (log108,0 - log103,0) Формула (2)
на интервале В (интервал от 3,0 с до 8,0 с после начала удлинения) составляет 0,70-1,1.
2. Ароматический поликарбонат по п. 1, в котором дополнительно удовлетворяются следующие <условие (iii)> и <условие (iv)>:
<условие (iii)>
значение индикатора увеличения продольной вязкости, представленного следующей формулой (3):
log10(Продольная вязкость [Па⋅с] при 8,0 с) - log10(Продольная вязкость [Па⋅с] при 0,30 с)) / Формула (3)
на интервале от 0,30 с до 8,0 с после начала удлинения составляет 0,45-0,90; и
<условие (iv)>
значение индикатора продольной вязкости, представленного следующей формулой (4):
log10(Продольная вязкость [Па⋅с] при 8,0 с) Формула (4)
через 8,0 с после начала удлинения составляет 4,90-5,40.
3. Ароматический поликарбонат по п. 1, в котором значение индикатора изменения продольной вязкости, представленного формулой (2), составляет 0,70-0,85.
4. Ароматический поликарбонат по п. 2, в котором значение индикатора увеличения продольной вязкости, представленного формулой (3), составляет 0,45-0,75.
5. Ароматический поликарбонат по п. 2, в котором значение индикатора продольной вязкости, представленного формулой (4), составляет 4,90-5,05.
6. Ароматический поликарбонат по п. 1, который имеет повторяющееся звено, представленное следующей общей формулой (5)
где Ar представляет собой двухвалентный ароматический остаток.
7. Ароматический поликарбонат по п. 1, в котором
ароматический поликарбонат
имеет повторяющееся звено, представленное следующей общей формулой (5), в главной цепи и в разветвленной цепи, и
имеет одну или более из любой разветвленной структуры, выбираемой из группы, состоящей из разветвленных структур, представленных следующими общими формулами (6), (7) и (8), в главной цепи и разветвленной цепи, причем
отношение общего количества вещества разветвленных структур к количеству вещества повторяющегося звена, представленного следующей общей формулой (5), составляет 0,9-5,0 мол.%
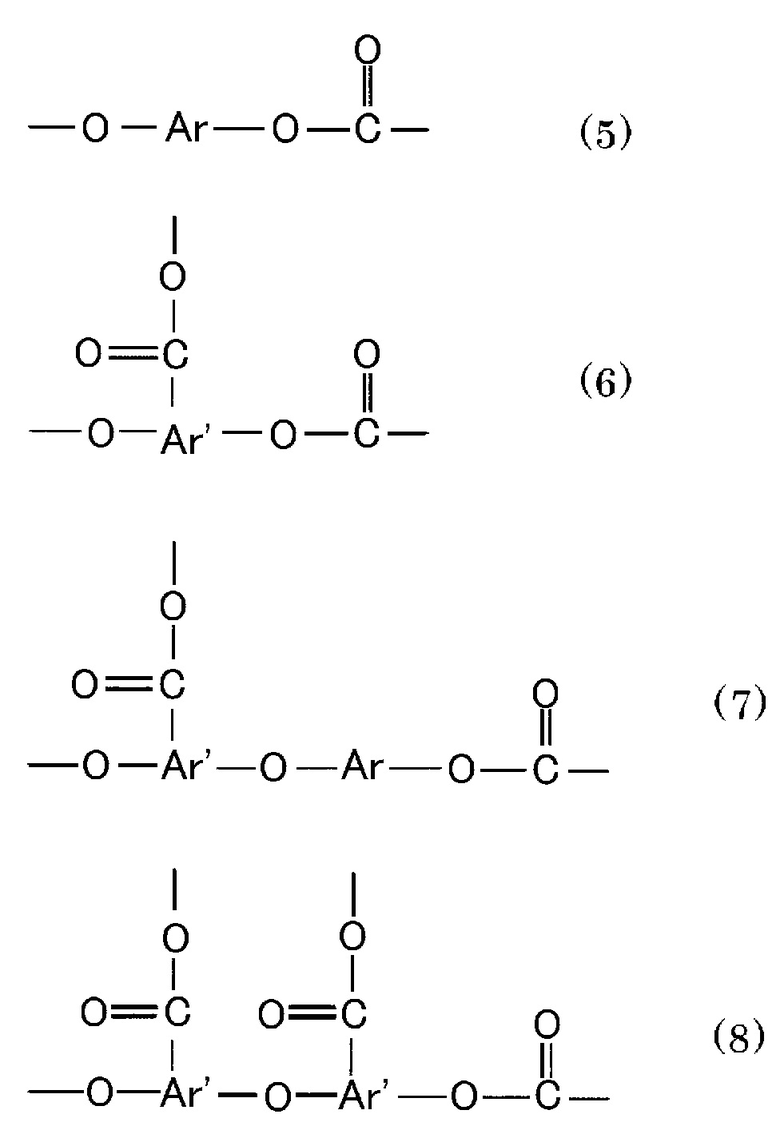 ,
,
где Ar представляет собой двухвалентный ароматический остаток, а Ar' представляет собой трехвалентный ароматический остаток.
8. Ароматический поликарбонат по п. 1, в котором ароматический поликарбонат
имеет повторяющееся звено, представленное следующей общей формулой (5), в главной цепи и в разветвленной цепи, и
имеет одну или более из любой разветвленной структуры, выбираемой из группы, состоящей из разветвленных структур, представленных следующими общими формулами (6), (7) и (8), в главной цепи и разветвленной цепи, причем
отношение общего количества вещества разветвленных структур к количеству вещества повторяющегося звена, представленного следующей общей формулой (5), составляет 0,9-5,0 мол.%, и
дополнительно удовлетворяются следующие <условие (iii)> и <условие (iv)>:
,
где Ar представляет собой двухвалентный ароматический остаток, а Ar' представляет собой трехвалентный ароматический остаток,
<условие (iii)>
значение индикатора увеличения продольной вязкости, представленного следующей формулой (3):
log10(Продольная вязкость [Па⋅с] при 8,0 с) - log10(Продольная вязкость [Па⋅с] при 0,30 с)) / Формула (3)
на интервале от 0,30 с до 8,0 с после начала удлинения составляет 0,45-0,90; и
<условие (iv)>
значение индикатора продольной вязкости, представленного следующей формулой (4):
log10(Продольная вязкость [Па⋅с] при 8,0 с) Формула (4)
через 8,0 с после начала удлинения составляет 4,90-5,40.
9. Ароматический поликарбонат по п. 8, в котором значение индикатора продольной вязкости, представленного формулой (4), составляет 4,90-5,10.
10. Способ получения ароматического поликарбоната по любому из пп. 1-9, включающий стадии:
подачи абсорбирующего азот ароматического поликарбонатного форполимера в полимеризационный аппарат контактного типа с направляющими и нисходящим потоком, который представляет собой аппарат для производства ароматического поликарбоната; и
протекания форполимера вниз вдоль внешней поверхности направляющей, не имеющей источника нагрева, для испарения низкокипящего вещества, причем
в диапазонах процесса, где температура полимеризационного сырья составляет 235°C или выше во всем процессе способа получения ароматического поликарбоната, значение K, представленно следующей формулой (9)

где
i: номер диапазона процесса, указываемый в произвольном порядке на множестве диапазонов процесса в способе получения,
Ti: средняя температура (°C) полимеризационного сырья в i-том диапазоне процесса,
Hi: среднее время пребывания (час) полимеризационного сырья в i-том диапазоне процесса,
находится в диапазоне 16,5-25,0.
11. Способ получения ароматического поликарбоната по п. 10, в котором
испарение низкокипящего вещества выполняется с использованием полимеризационного аппарата контактного типа с направляющими и нисходящим потоком, и
полимеризационный аппарат контактного типа с направляющими и нисходящим потоком удовлетворяет следующим условиям <условие (1)> - <условие (9)>:
<условие (1)>
он имеет: отверстие для подачи жидкого питания; зону подачи жидкости для подачи жидкости к направляющей зоне испарения через пористую пластину; зону испарения, снабженную множеством направляющих, простирающихся вниз от пористой пластины в пространстве, окруженном пористой пластиной, боковой обечайкой и нижней обечайкой; вакуумный дренаж, расположенный в зоне испарения; и выпускное отверстие для жидкости, расположенное в самой нижней части нижней обечайки;
<условие (2)>
компонент управления потоком, имеющий функцию, с помощью которой жидкость, подаваемая из отверстия для подачи жидкости к пористой пластине, течет в направлении от периферийной части пористой пластины к центральной части в зоне подачи жидкости, помещается в зоне подачи жидкости;
<условие (3)>
площадь А внутреннего поперечного сечения (м2) на горизонтальной плоскости боковой обечайки зоны испарения удовлетворяет следующей формуле (I):
0,7≤A≤300 Формула (I);
<условие (4)>
соотношение между площадью А внутреннего поперечного сечения (м2) и площадью В внутреннего поперечного сечения (м2) на горизонтальной плоскости отверстия для выпуска жидкости удовлетворяет следующей формуле (II):
20≤A/B≤1000 Формула (II);
<условие (5)>
нижняя обечайка, составляющая дно зоны испарения, соединяется с верхней боковой обечайкой под углом C(°) относительно ее внутренней части, где угол C (°) удовлетворяет следующей формуле (III):
110≤C≤165 Формула (III);
<условие (6)>
длина h (см) направляющей удовлетворяет формуле (IV):
150≤h≤5000 Формула (IV);
<условие (7)>
полная площадь S наружной поверхности (м2) всего множества направляющих удовлетворяет формуле (V):
2≤S≤50000 Формула (V);
<условие (8)>
среднее число N пор на м2 пористой пластины (шт/м2) удовлетворяет формуле (VI):
50≤N≤3000 Формула (VI); и
<условие (9)>
соотношение между верхней площадью T (м2) пористой пластины, включая верхние площади пор пористой пластины, и полной эффективной площадью поперечного сечения Q (м2) пор удовлетворяет следующей формуле (VII)
50≤T/Q≤3000 Формула (VII).
12. Способ получения ароматического поликарбоната по п. 10, в котором количество жидкости, используемой при испарении низкокипящего вещества, составляет 1 т/час или больше.
13. Способ получения ароматического поликарбоната по п. 11, в котором угол E (°), образуемый внутренней поверхностью боковой стенки зоны подачи жидкости и пористой пластиной, удовлетворяет следующей формуле (VIII)
100≤E < 180 Формула (VIII).
14. Способ получения ароматического поликарбоната по п. 11, в котором расстояние k (см) между направляющей, ближайшей к внутренней поверхности стенки боковой обечайки зоны испарения, и внутренней поверхностью стенки удовлетворяет следующей формуле (IX)
5≤k≤50 Формула (IX).
15. Способ получения ароматического поликарбоната по п. 11, в котором
боковая обечайка зоны испарения имеет цилиндрическую форму с внутренним диаметром D (см) и длиной L (см), нижняя обечайка, соединенная с нижней частью боковой обечайки, имеет коническую форму, и отверстие для выпуска жидкости в самой нижней части нижней обечайки с конической формой имеет цилиндрическую форму с внутренним диаметром d (см), где
D, L и d удовлетворяют следующим формулам (X), (XI), (XII) и (XIII):
100≤D≤1800 Формула (X)
5≤D/d≤50 Формула (XI)
0,5≤L/D≤30 Формула (XII)
h - 20≤L≤h+300 Формула (XIII),
где в формуле (XIII) h представляет собой длину направляющей.
16. Способ получения ароматического поликарбоната по п. 11, в котором объем V пространства (м3), где жидкость может существовать в зоне подачи жидкости от отверстия для подачи жидкости до верхней поверхности пористой пластины, и верхняя площадь T (м2) пористой пластины, включая верхние площади пор пористой пластины, удовлетворяют следующей формуле (XIV)
0,02 (м)≤V/T≤0,5 (м) Формула (XIV).
17. Способ получнения ароматического поликарбоната по п. 10, в котором
по меньшей мере одна из направляющих имеет столбчатую форму с наружным диаметром r (см), или форму трубы, которая не позволяет жидкому и/или газообразному веществу входить внутрь, причем
наружный диаметр r удовлетворяет следующей формуле (XV)
0,1≤r≤1 Формула (XV).
18. Способ получения ароматического поликарбоната по п. 10, в котором
полимеризационный аппарат контактного типа с направляющими и нисходящим потоком имеет множество направляющих, и
множество направляющих соединены посредством поддерживающего материала.
19. Способ получения ароматического поликарбоната по п. 10, в котором
множество направляющих выбираются из группы, состоящей из
решетчатых или сетчатых направляющих, в которых отдельные направляющие фиксируются посредством поперечного поддерживающего материала, пространственных направляющих, в которых множество решетчатых или сетчатых направляющих расположены продольно и фиксируются посредством поперечного поддерживающего материала, и каркасных пространственных направляющих, в которых отдельные направляющие продольно и поперечно фиксируются посредством поперечного поддерживающего материала.
20. Способ получения ароматического поликарбоната по п. 11, в котором
полимеризационный аппарат контактного типа с направляющими и нисходящим потоком дополнительно соединен по меньшей мере с одним полимеризационным аппаратом контактного типа с направляющими и нисходящим потоком, который удовлетворяет условиям <условие (1)> - <условие (9)>, причем
два или более полимеризационных аппаратов контактного типа с направляющими и нисходящим потоком соединяются последовательно, параллельно или как последовательно так и параллельно.
21. Способ получения ароматического поликарбоната по п. 20, в котором
полимеризационный аппарат контактного типа с направляющими и нисходящим потоком дополнительно соединен с одним полимеризационным аппаратом контактного типа с направляющими и нисходящим потоком, который удовлетворяет условиям <условие (1)> - <условие (9)>, причем
полная площадь наружной поверхности S1 (м2) направляющих полимеризационного аппарата контактного типа с направляющими и нисходящим потоком и
полная площадь наружной поверхности S2 (м2) направляющих дополнительного полимеризационного аппарата контактного типа с направляющими и нисходящим потоком
удовлетворяют следующей формуле (XVI)
1≤S1/S2≤20 (XVI).
22. Способ получения ароматического поликарбоната по п. 11, в котором
имеется абсорбер инертного газа для абсорбции инертного газа расплавленным форполимером ароматического поликарбоната перед подачей в полимеризационный аппарат контактного типа с направляющими и нисходящим потоком, причем
расплавленный форполимер с поглощенным инертным газом подается в полимеризационный аппарат контактного типа с направляющими и нисходящим потоком таким образом, что его давление в трубопроводе подачи расплавленного форполимера из абсорбера инертного газа в полимеризационный аппарат контактного типа с направляющими и нисходящим потоком поддерживается равным 15-200 кПа абс. с помощью клапана регулирования давления, расположенного непосредственно перед входом в полимеризационный аппарат контактного типа с направляющими и нисходящим потоком.
23. Способ получения ароматического поликарбоната по п. 21, в котором
в каждом из полимеризационного аппарата контактного типа с направляющими и нисходящим потоком и дополнительного полимеризационного аппарата контактного типа с направляющими и нисходящим потоком
имеется абсорбер инертного газа для абсорбции инертного газа расплавленным форполимером ароматического поликарбоната перед подачей в каждый из полимеризационных аппаратов контактного типа с направляющими и нисходящим потоком, причем
расплавленный форполимер с поглощенным инертным газом подается в каждый из полимеризационных аппаратов контактного типа с направляющими и нисходящим потоком таким образом, что его давление в трубопроводе подачи расплавленного форполимера из абсорбера инертного газа в каждый из полимеризационных аппаратов контактного типа с направляющими и нисходящим потоком поддерживается равным 15-200 кПа абс. с помощью клапана регулирования давления, расположенного непосредственно перед входом в каждый из полимеризационных аппаратов контактного типа с направляющими и нисходящим потоком.
24. Контейнер, который представляет собой формованное изделие из ароматического поликарбоната по любому из пп. 1-9, имеющий корпусную часть емкостью от 3 до 10 галлонов.
25. Контейнер по п. 24, в котором корпусная часть имеет часть ручки, выполненную как единое целое с корпусной частью.
26. Контейнер по п. 24, в котором ручка имеет полое пространство, и это полое пространство сообщается с внутренним пространством корпусной части.
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| JP 20042831 A, 08.01.2004 | |||
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОЛИКОНДЕНСАЦИОННОГО ПОЛИМЕРА И ФОРМОВАННОЕ ИЗДЕЛИЕ ИЗ НЕГО | 2005 |
|
RU2340633C1 |

