ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу переработки регенерируемого поликонденсационного полимера для повторного использования.
УРОВЕНЬ ТЕХНИКИ
Поликонденсационный полимер, представляемый полиэтилентерефталатной смолой (здесь и далее в настоящем документе иногда называемой «смолой ПЭТФ»), обладает превосходными характеристиками, такими как теплостойкость, погодостойкость, механическая прочность и прозрачность. Благодаря использованию таких характеристик смолу ПЭТФ широко использовали в волокнах и магнитных лентах, а также контейнерах для напитков, заготовках для изготовления контейнеров для напитков, полученных по способу литьевого формования изделий для различных сфер применения и полученных по способу экструзионного формования изделий, таких как упаковочные пленки и листы.
Однако при формовании такого поликонденсационного полимера образуется большое количество обрезков. Например, дефектные детали, которые не используют в качестве формованных изделий, полученные в ходе проведения стадии формования, такие как заусенец на формованном изделии, материал, сформованный в распределительном литнике, и остаток материала в центральном литнике, полученные при литьевом формовании, неровный край, полученный при формовании листа и пленки; и дефектные части, которые не используют в качестве продуктов, полученные на стадии изготовления формованного изделия, такие как альтернативные продукты на промежуточном этапе при замене существующих продуктов альтернативными продуктами, дефектные бутылки, такие как бутылки с точечными отверстиями, нестандартные продукты, продукты после промывки до тех пор, пока качество остается стабильным, и гранулы смолы. Кроме того, при получении поликонденсационного полимера образуется большое количество дефектного поликонденсационного полимера, который не используют в качестве продукта. Примеры такого дефектного полимера включают альтернативные продукты на промежуточном этапе при замене существующих продуктов альтернативными продуктами, нестандартные продукты и продукты после промывки. Кроме того, на рынке формованные изделия регенерируют в виде продуктов, перерабатываемых для повторного использования. С учетом принятой в последнее время точки зрения, требующей охраны окружающей среды, было бы желательно разработать способ переработки данных регенерируемых продуктов для повторного использования.
Например, предпринимались попытки по повторному использованию регенерируемой смолы в результате смешивания нового сложного полиэфира и отходов сложного полиэфира в определенный момент времени в ходе проведения стадии получения сложного полиэфира и возвращения компонента, образуемого отходами, в поток стадии получения сложного полиэфира (например, см. патентный документ 1).
Однако поликонденсационному полимеру, такому как смола ПЭТФ, свойственна проблема, заключающаяся в том, что его полимерная цепь разрывается при воздействии на нее тепла, что приводит к уменьшению молекулярной массы. Кроме того, для регенерируемой смолы уменьшается молекулярная масса и, таким образом, ухудшаются физические свойства. Поэтому ее повторное использование для ее первоначального назначения не является предпочтительным. По этой причине смолу, регенерируемую таким образом, используют просто в качестве лотков для продуктов питания, которые можно изготавливать из относительно низкомолекулярного материала и для которых требуется наличие меньшего ассортимента физических свойств.
В качестве одной из методик непрерывной полимеризации сложных эфиров в расплаве используют способ проведения полимеризации при одновременном обеспечении опускания форполимера из верхней части полимеризационного реактора под действием силы тяжести. Например, в качестве способа получения сложных полиэфиров существует методика подачи олигомера ПЭТФ, характеризующегося средней степенью полимеризации в диапазоне от 8 до 12 (что соответствует предельной вязкости, равной 0,1 дл/г и менее), при 285°С, обеспечения опускания его под действием силы тяжести вдоль цилиндрической металлической сетки, размещенной перпендикулярно внутри реактора, и проведения полимеризации при пониженном давлении внутри реактора (см. патентный документ 2), а в качестве способа получения полиамидов или сложных полиэфиров существует методика проведения полимеризации при одновременном обеспечении опускания полимера вдоль линейного носителя, размещенного перпендикулярно внутри реактора (см. патентный документ 3, патентные документы от 4 до 7). Однако в соответствии с исследованиями изобретателей настоящего изобретения было выявлено, что даже и в случае использования вышеупомянутых методик как таковых невозможно получить сложные полиэфиры, характеризующиеся высокой степенью полимеризации. Кроме того, существует проблема, заключающаяся в том, что, поскольку олигомеры, выпускаемые из пористой пластины и тому подобного, интенсивно вспениваются, формируя обрастание поверхности пористой пластины или внутренних стенок реактора, обрастание будет разлагаться и модифицироваться, смешиваясь с полимером в ходе проведения длительной технологической операции, и таким образом ухудшать качество продуктов на основе сложного полиэфира. Даже в случае возвращения образуемого отходами компонента, характеризующегося ухудшенным качеством, обусловленным термической обработкой, в поток в ходе проведения стадии полимеризации при использовании данных методик невозможно получить сложные полиэфиры, характеризующиеся высокой степенью полимеризации, а кроме того, получающиеся в результате сложные полиэфиры совершенно не применимы на практике вследствие наличия значительно ухудшенной окраски продукта.
Кроме того, предпринимались попытки повторного использования регенерируемой смолы в качестве материала исходного сырья, добиваясь полного разложения смолы до мономерных звеньев (например, см. патентный документ 8). Однако деполимеризацию смолы до мономерных звеньев необходимо проводить в сверхкритических условиях в органическом растворителе, а кроме того, для этого требуется наличие стадии очистки растворителя кристаллизацией от регенерируемых мономеров. Поэтому затраты неизбежно увеличиваются.
В данных обстоятельствах было бы желательно разработать простой и недорогой способ переработки регенерируемого поликонденсационного полимера для повторного использования, обеспечивающий увеличение молекулярной массы полимера.
Патентный документ 1. JP-B-63-46089.
Патентный документ 2. JP-B-58-8355.
Патентный документ 3. JP-А-53-17569.
Патентный документ 4. Патент США № 3110547.
Патентный документ 5. JP-B-4-58806.
Патентный документ 6. WO 99/65970 A.
Патентный документ 7. JP-А-58-96627.
Патентный документ 8. JP-А-2003-147121.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Цель настоящего изобретения заключается в предложении способа переработки регенерируемого поликонденсационного полимера для повторного использования в результате проведения для полимера полимеризации с высокой производительностью и низкими затратами при одновременном выдерживании высокого качества.
Изобретатели настоящего изобретения провели интенсивные исследования в целях разрешения вышеупомянутых проблем. В результате, как это ни удивительно, они обнаружили, что вышеупомянутые проблемы можно разрешить в результате проведения для регенерируемого поликонденсационного полимера полимеризации в подходящих условиях при одновременном обеспечении опускания смолы вдоль носителя. На основании данного открытия и было сделано настоящее изобретение.
Говоря более конкретно, настоящее изобретение заключается в нижеследующем.
1. Способ переработки регенерируемого поликонденсационного полимера для повторного использования, включающий подачу регенерируемого поликонденсационного полимера в расплавленном состоянии в полимеризационную емкость, имеющую пористую пластину, выпуск полимера через поры пористой пластины и увеличение степени полимеризации у поликонденсационного полимера при пониженном давлении или в атмосфере инертного газа при пониженном давлении при одновременном обеспечении опускания полимера вдоль несущего тела (далее просто носитель).
2. Способ, соответствующий позиции (1), где регенерируемый поликонденсационный полимер выпускают из пор пористой пластины совместно с неиспользованным поликонденсационным полимером и/или промежуточным полимерным соединением.
3. Способ, соответствующий позициям (1) или (2), где регенерируемый поликонденсационный полимер, характеризующийся улучшенной степенью полимеризации, имеет среднечисловую молекулярную массу в диапазоне от 20000 до 100000.
4. Способ, соответствующий любой одной из позиций от (1) до (3), включающий непрерывное измерение вязкости расплава регенерируемого поликонденсационного полимера или смеси регенерируемого поликонденсационного полимера и неиспользованного поликонденсационного полимера и/или промежуточного полимерного соединения, подаваемых в полимеризационную емкость, и непрерывное регулирование степени понижения давления в полимеризационной емкости на основе результатов измерений вязкости расплава.
5. Способ, соответствующий любой одной из позиций от (1) до (4), включающий стадию проведения реакции между регенерируемым поликонденсационным полимером или смесью регенерируемого поликонденсационного полимера и неиспользованного поликонденсационного полимера и/или промежуточного полимерного соединения и любым количеством регулятора степени полимеризации перед подачей регенерируемого поликонденсационного полимера или смеси в полимеризационную емкость.
6. Способ, соответствующий любой одной из позиций от (1) до (5), где регенерируемый поликонденсационный полимер представляет собой регенерируемую полиэтилентерефталатную смолу, и его выпускают из пор пористой пластины при температуре в диапазоне от «температуры плавления кристалла -10°С» до «температуры плавления кристалла +60°С».
7. Способ изготовления формованного изделия, характеризующийся включением транспортирования полимера, перерабатываемого для повторного использования по способу, соответствующему любой одной из позиций от 1 до 6, в формовочную машину в расплавленном состоянии и формования полимера.
В соответствии со способом переработки регенерируемого поликонденсационного полимера для повторного использования настоящего изобретения у регенерируемого поликонденсационного полимера можно увеличить степень полимеризации с хорошей производительностью и низкими затратами при одновременном выдерживании высокого качества.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1 представляет собой схематическое изображение полимеризационной емкости и формовочной машины, используемых в настоящем изобретении; а
Фиг. 2 представляет собой схематическое изображение другой полимеризационной емкости и формовочной машины, используемых в настоящем изобретении.
НАИЛУЧШИЙ СПОСОБ РЕАЛИЗАЦИИ ИЗОБРЕТЕНИЯ
Поликонденсационным полимером настоящего изобретения называют полимер, образованный, по меньшей мере, одним типом мономера, имеющего не менее чем две конденсируемые функциональные группы, при этом мономеры соединены в результате соединения функциональных групп. Мономеры могут состоять из алифатического углеводорода, с которым непосредственно соединены функциональные группы, или состоять из ароматического углеводорода, с которым непосредственно соединены функциональные группы.
Примеры такой поликонденсационной смолы (полимера) включают:
полимеры, обладающие структурой, в которой алифатические углеводородные группы соединены через функциональные группы, такие как алифатический сложный полиэфир, алифатический полиамид и алифатический поликарбонат;
полимеры, обладающие структурой, в которой алифатическая углеводородная группа и ароматическая углеводородная группа соединены через функциональные группы, такие как алифатический/ароматический сложный полиэфир, алифатический/ароматический полиамид и алифатический/ароматический поликарбонат; и
полимеры, обладающие структурой, в которой ароматические углеводородные группы соединены через функциональные группы, такие как ароматический сложный полиэфир и ароматический полиамид.
Поликонденсационная смола, упомянутая выше, может представлять собой гомополимер или сополимер, или в альтернативном варианте сополимер, имеющий различные связи, такие как сложноэфирная связь, амидная связь и карбонатная связь, скомпонованные статистически или в блоке. Примеры такого сополимера включают полиэфиркарбонаты на основе сложного эфира и полиэфирамиды на основе сложного эфира.
Примеры алифатического/ароматического сложного полиэфира включают смолу ПЭТФ. Смола ПЭТФ, используемая в настоящем изобретении, предпочтительно состоит из этилентерефталатных повторяющихся звеньев при уровне их содержания, не меньшем 50 мол.%. Другими словами, смола ПЭТФ может состоять из одного или нескольких других компонентов сополимера при уровне их содержания, меньшем 50 мол.%.
Примеры такого компонента сополимера включают:
мономеры, способные образовывать сложный эфир, такие как 5-натрийсульфоизофталевая кислота, бензолсульфонаттетраметилфосфониевая соль 3,5-дикарбоновой кислоты, 2,6-нафталиндикарбоновая кислота,
1,3-бутандиол, 1,4-бутандиол, неопентилгликоль, 1,6-гексаметиленгликоль, 1,4-циклогександиол, 1,4-циклогександиметанол,
изофталевая кислота, щавелевая кислота, янтарная кислота, адипиновая кислота, додекановая дикислота, фумаровая кислота, малеиновая кислота и 1,4-циклогександикарбоновая кислота; и полиэтиленгликоль; полипропиленгликоль; политетраметиленгликоль; и их сополимеры.
Смола ПЭТФ настоящего изобретения может содержать, помимо смолы ПЭТФ, кольцеобразный или линейный олигомер, мономер, такой как диметилтерефталат (здесь и далее в настоящем документе просто обозначаемый как «ДМТФ»), терефталевую кислоту (здесь и далее в настоящем документе просто обозначаемую как «ТФК») и этиленгликоль (иногда просто обозначаемый как «ЭГ»); различные типы добавок и другие смолы.
Настоящее изобретение относится к способу получения высококачественного поликонденсационного полимера в результате подачи регенерируемого поликонденсационного полимера в расплавленном состоянии в полимеризационную емкость, что, таким образом, приводит к увеличению степени полимеризации.
Регенерируемый поликонденсационный полимер, используемый в настоящем документе, обозначает дефектные продукты, включающие альтернативные продукты на промежуточном этапе при замене существующих продуктов альтернативными продуктами и гранулы смолы, полученные на стадии полимеризации;
заусенец, материал, сформованный в распределительном литнике, материал, остающийся в литнике, кромку листа и пленки, получающуюся на стадии формования поликонденсационного полимера;
массивную смолу, полученную на стадии перехода от запуска к стабилизированному состоянию, и полученные нестандартные формованные изделия;
дефектные продукты, такие как бутылки с точечным отверстием, полученные на стадии производства;
регенерируемые контейнеры, перерабатываемые для повторного использования, такие как отходы использованных бутылок из ПЭТФ; и
перерабатываемую для повторного использования крошку из отходов использованных бутылок из ПЭТФ, полученную в результате сортирования, промывания и дробления отходов использованных бутылок из ПЭТФ.
Поскольку поликонденсационный полимер, такой как смола ПЭТФ, при тепловом воздействии подвергается деполимеризации и уменьшению молекулярной массы, продукт в виде регенерируемой смолы нельзя использовать повторно для его первоначального назначения, даже если его расплавить еще раз. Однако в случае проведения для регенерируемого поликонденсационного полимера с пониженной молекулярной массой полимеризации в целях увеличения молекулярной массы полимер, полученный таким образом, можно будет использовать в качестве продукта. В дополнение к этому данная попытка является предпочтительной как с экономической, так и с экологической точек зрения.
В вышеупомянутых обстоятельствах авторы настоящего изобретения провели исследования и обнаружили, что поликонденсационный полимер, характеризующийся высокой степенью полимеризации, можно получать в результате подачи регенерируемого поликонденсационного полимера в расплавленном состоянии в полимеризационную емкость, имеющую пористую пластину, выпуска расплавленного полимера из пор пористой пластины, увеличения степени полимеризации у поликонденсационного полимера при пониженном давлении или в атмосфере инертного газа при пониженном давлении при одновременном обеспечении опускания его вдоль носителя и непрерывного отбора, получающегося в результате полимера из полимеризационной емкости.
Температура во время полимеризации, проводимой в полимеризационной емкости, соответствующей настоящему изобретению, предпочтительно находится в диапазоне от «температуры плавления кристалла регенерируемого поликонденсационного полимера -10°С» до «температуры плавления кристалла +60°С».
В случае регенерируемой смолы ПЭТФ смолу ПЭТФ, характеризующуюся высокой степенью полимеризации, можно получать в результате подачи в полимеризационную емкость регенерируемой смолы ПЭТФ в расплавленном состоянии, выпуска ее из пор пористой пластины при температуре в диапазоне от «температуры плавления кристалла смолы -10°С» до «температуры плавления кристалла +60°С», предпочтительно от «температуры плавления кристалла -5°С» до «температуры плавления кристалла +40°С», а, кроме того, предпочтительно от «температуры плавления кристалла +1°С» до «температуры плавления кристалла +30°С», увеличения степени полимеризации у смолы при пониженном давлении при одновременном обеспечении опускания ее вдоль носителя и непрерывного отбора из полимеризационной емкости.
В настоящем изобретении в случае введения регенерируемого поликонденсационного полимера в полимеризационную емкость предпочтительно, чтобы для полимера при необходимости проводили бы сортирование, дробление, промывание, высушивание, расплавление и введение в полимеризационную емкость настоящего изобретения. Также предпочтительно, чтобы регенерируемый полимер перед высушиванием подвергали бы кристаллизации во избежание затвердевания расплава. Для того чтобы этого добиться, на технологической схеме перед полимеризационной емкостью настоящего изобретения при необходимости можно предусмотреть размещение экструдера и/или подготовительной плавильной емкости при расположении в промежутке между ними кристаллизационной аппаратуры, сортировочной аппаратуры, дробильной аппаратуры, промывающей аппаратуры и сушилки. В качестве экструдера предпочтительно можно воспользоваться экструдером, который обеспечивает расплавление и подачу смолы. Экструдер можно надлежащим образом выбрать из экструдеров, имеющих одиночный шнек, двойной шнек, шнеки, вращающиеся в одном и том же направлении, и шнеки, вращающиеся в различных направлениях. В качестве сушилки предпочтительно используют сушилку, которая может обеспечить удаление по возможности наибольшего количества влаги во избежание уменьшения степени полимеризации при плавлении. Говоря более конкретно, предпочтительно можно воспользоваться сушилкой, использующей поток горячего воздуха или поток инертного газа, или вакуумной сушилкой. В качестве температуры сушки приемлемой является любая температура до тех пор, пока можно будет избегать ухудшения свойств вследствие окисления и теплового воздействия, а предпочтительно температура, равная 180°С и менее.
В частности, в результате резкого охлаждения при отборе формованного изделия или расплавленной смолы в некоторых случаях формируется низкокристаллическое состояние регенерируемой смолы ПЭТФ. В других случаях в результате резкого нагревания при проведении сушки для кусков смолы происходит затвердевание расплава. В случае протекания сплавления в расплаве это будет препятствовать подаче смолы экструдером. Поэтому смолу предпочтительно подвергают кристаллизации заранее в результате нагревания ее до температуры плавления и менее.
Регенерируемый поликонденсационный полимер в расплавленном состоянии подают из подготовительной плавильной емкости и/или экструдера в полимеризационную емкость, соответствующую настоящему изобретению. При необходимости его можно подавать через фильтр.
Регенерируемый поликонденсационный полимер при переработке для повторного использования можно подавать в полимеризационную емкость, соответствующую настоящему изобретению, индивидуально. В альтернативном варианте регенерируемый поликонденсационный полимер при переработке для повторного использования можно подавать в полимеризационную емкость, соответствующую настоящему изобретению, совместно с неиспользованным поликонденсационным полимером и/или промежуточным полимерным соединением. Неиспользованным поликонденсационным полимером, используемым в настоящем изобретении, называют неиспользованные гранулы смолы, которые не использовали для формования с момента их получения, или неиспользованный поликонденсационный полимер в расплавленном состоянии, полученный и отобранный из емкости для проведения полимеризации в расплаве. Кроме того, промежуточным полимерным соединением, используемым в настоящем изобретении, называют полимер с начальной стадии полимеризации, характеризующийся низкой степенью полимеризации в сопоставлении с поликонденсационным полимером, используемым в качестве продукта, и он может содержать олигомер и мономер. Регенерируемый поликонденсационный полимер можно смешивать с данным неиспользованным полимером, полученным по способу конденсационной полимеризации, и/или промежуточным полимерным соединением, подавать в подготовительную плавильную емкость и/или экструдер и в расплавленном состоянии вводить в полимеризационную емкость, соответствующую настоящему изобретению.
В альтернативном варианте в случае продукта переработки для повторного использования предпочтительно можно воспользоваться способом улучшения удобообрабатываемости и контроля степени полимеризации и производительности в результате проведения реакции между регенерируемым поликонденсационным полимером или смесью регенерируемого поликонденсационного полимера и неиспользованного поликонденсационного полимера и/или промежуточного полимерного соединения и любым количеством регулятора степени полимеризации на любой стадии перед подачей регенерируемого поликонденсационного полимера или смеси в полимеризационную емкость, соответствующую настоящему изобретению.
Далее будет разъяснена стадия полимеризации для регенерируемого поликонденсационного полимера в полимеризационной емкости, соответствующей настоящему изобретению.
Степень полимеризации у регенерируемого поликонденсационного полимера или смеси регенерируемого поликонденсационного полимера и неиспользованного поликонденсационного полимера и/или промежуточного полимерного соединения, подходящих для подачи в полимеризационную емкость, соответствующую настоящему изобретению, можно определить по вязкости расплава, если вязкость будут оценивать при температуре полимеризации, проводимой в полимеризационной емкости настоящего изобретения, при скорости сдвига 1000 (с-1). Вязкость расплава предпочтительно находится в диапазоне от 60 до 100000 пуазов. Если вязкость расплава установить равной 60 пуазам и более, то тогда можно будет подавлять интенсивное вспенивание и разбрызгивание промежуточного полимерного соединения, выпускаемого из пор пористой пластины полимеризационной емкости. Если вязкость расплава установить равной 100000 пуазов и менее, то тогда побочный продукт реакции можно будет эффективно удалять из системы, облегчая беспроблемное проведение полимеризации. Более предпочтительно вязкость расплава находится в диапазоне от 100 до 50000 пуазов, кроме того, предпочтительно от 200 до 10000 пуазов, а наиболее предпочтительно от 300 до 5000 пуазов. В настоящем изобретении предпочтительно, чтобы промежуточное полимерное соединение характеризовалось бы такой относительно высокой вязкостью. Это обуславливается тем, что для смолы можно проводить полимеризацию при одновременном сохранении большого количества пены, что в результате может привести к значительному увеличению скорости полимеризации.
Если регенерируемым поликонденсационным полимером будет являться смола ПЭТФ, то тогда степень полимеризации предпочтительно будет находиться в диапазоне от 0,40 до 1,20 дл/г при выражении через характеристическую вязкость [η], которую в общем случае используют для отображения вязкости.
В настоящем изобретении при изготовлении высококачественного продукта переработки для повторного использования важно подавлять интенсивное вспенивание и разбрызгивание в полимеризационной емкости, соответствующей настоящему изобретению, имеющие место для расплавленного состояния регенерируемой поликонденсационной смолы, выпускаемой из пор пористой пластины. Если регенерируемый поликонденсационный полимер будут выпускать при вышеупомянутой температуре, то тогда разбрызгивание регенерируемого поликонденсационного полимера, вызванное интенсивным вспениванием, можно будет подавить, а образование побочных продуктов реакции полимеризации в системе устранить, что в результате может позволить эффективно провести реакцию поликонденсации.
Если смола, выпускаемая из пор пористой пластины, будет интенсивно вспениваться и разбрызгиваться, то тогда разбрызгиваемая смола будет приставать к кольцевой поверхности выпускных отверстий и поверхностям стенок пористой пластины для выпуска и пачкать их. Приставшая смола при сохранении ее в течение продолжительного периода времени будет разлагаться под действием тепла и приводить к образованию окрашенного низкомолекулярного материала или продукта разложения. Если желательная смола будет загрязнена таким материалом, то тогда качество смолы ухудшится, и добиться достижения желательной степени полимеризации будет нельзя.
Для предотвращения разбрызгивания смолы (смолы ПЭТФ), вызываемого интенсивным вспениванием, предпочтительно, чтобы характеристическую вязкость [η] регенерируемого полимера, который нужно будет подавать в полимеризационную емкость, соответствующую настоящему изобретению, доводили бы до величины, не меньшей, чем 0,40 дл/г. С другой стороны, для эффективного удаления из системы побочного продукта реакции поликонденсации, такого как ЭГ, и обеспечения опускания смолы при одновременном выдерживании надлежащего вспенивания в целях улучшения степени полимеризации желательно уменьшить характеристическую вязкость регенерируемой смолы. Характеристическая вязкость регенерируемой смолы предпочтительно составляет 1,20 и менее, кроме того, предпочтительно находится в диапазоне от 0,50 до 1,00 дл/г, а более предпочтительно от 0,60 до 0,90 дл/г.
Для получения высококачественного ПЭТФ при одновременном подавлении вспенивания в результате придания надлежащей вязкости и при одновременном предотвращении окрашивания, обусловленного термическим разложением, предпочтительно, чтобы температура выпуска регенерируемой смолы ПЭТФ была бы установлена равной не более чем «температуре плавления кристалла +60°С». С другой стороны, для однородного выпуска расплавленной смолы из пористой пластины и обеспечения опускания смолы вдоль носителя при одновременном выдерживании однородного расплавленного состояния температуру выпуска предпочтительно устанавливают равной не менее чем «температуре плавления кристалла регенерируемой смолы -10°С», более предпочтительно находящейся в диапазоне от «температуры плавления кристалла -5°С» до «температуры плавления кристалла +40°С», а кроме того, предпочтительно от «температуры плавления кристалла +1°С» до «температуры плавления кристалла +30°С». В общем случае температура затвердевания кристалла полимера составляет величину, значительно меньшую, чем температура плавления кристалла. В частности, температура затвердевания кристалла смолы, характеризующейся низкой степенью кристалличности, попадает в интервал протяженностью в несколько десятков градусов. Поскольку полиэтилентерефталатная смола не обнаруживает хорошей степени кристалличности, манипуляции с нею можно проводить при температуре, на 10°С меньшей температуры плавления кристалла.
Обратите внимание на то, что температуру плавления кристалла определяют по температуре эндотермического пика, обусловленного плавлением кристалла, согласно измерению при помощи дифференциального калориметра, относящегося к типу с компенсацией на входе, Pyris 1 DSC (торговая марка, изготовлен в компании Perkin Elmer Inc.) при следующих далее условиях. Температуру пика определяли при использовании прилагающегося к прибору программного обеспечения для анализа.
Температура измерения: от 0 до 300°С.
Скорость увеличения температуры: 10°С/мин.
Температура выпуска предпочтительно находится в диапазоне от «температуры плавления кристалла -10°С» до «температуры плавления кристалла +60°С», более предпочтительно от «температуры плавления кристалла -5°С» до «температуры плавления кристалла +40°С», а кроме того, предпочтительно от «температуры плавления кристалла +1°С» до «температуры плавления кристалла +30°С». В частности, для уменьшения уровня содержания примесей, таких как ацетальдегид, полимеризацию желательно проводить по возможности при более низкой температуре.
Пористая пластина, предназначенная для использования при выпуске регенерируемого поликонденсационного полимера, представляет собой пластинчатый элемент, характеризующийся наличием множества сквозных отверстий. На толщину пористой пластины никаких особенных ограничений не накладывается; однако в общем случае она находится в диапазоне от 0,1 до 300 мм, предпочтительно от 1 до 200 мм, а кроме того, предпочтительно от 5 до 150 мм. Пористая пластина должна выдерживать воздействие давления, создаваемого в камере подачи регенерируемого полимера, содержащей полимер в расплавленном состоянии; в то же самое время характеризоваться прочностью, обеспечивающей опору для массы носителя и регенерируемого полимера, который опускается вдоль носителя, в том случае, если носитель полимеризационной камеры будет иммобилизован на пористой пластине. Также предпочтительно, чтобы пористая пластина была бы упрочнена наличием ребра и тому подобного.
Форму пор пористой пластины в общем случае можно выбирать из круглой, эллипсоидной, треугольной, щелевидной, многоугольной и звездообразной форм. Площадь поперечного сечения поры в общем случае находится в диапазоне от 0,01 до 100 см2, предпочтительно от 0,05 до 10 см2, а в особенности предпочтительно от 0,1 до 5 см2. Пористая пластина может иметь сопло и тому подобное, соединенное с порой (порами). Интервал между порами в общем случае находится в пределах от 1 до 500 мм, а предпочтительно от 25 до 100 мм при выражении через расстояние между центрами пор. Поры пористой пластины могут представлять собой сквозные отверстия или трубки, прикрепленные к ней, а в альтернативном варианте могут иметь конусообразную форму. Предпочтительно устанавливать размер и форму пор такими, чтобы падение давления для расплавленной регенерируемой смолы ПЭТФ при ее прохождении через пористую пластину находилось бы диапазоне от 0,1 до 50 кг/см2.
Материал пористой пластины в общем и предпочтительном случае представляет собой материал металла, такого как нержавеющая сталь, углеродистая сталь, сплав «Хастеллой», никель, титан, хром и другие сплавы.
Кроме того, в канале для регенерируемого полимера в расплавленном состоянии на технологической схеме перед пористой пластиной предпочтительно устанавливать фильтр. Фильтр может позволить удалять инородное вещество, забивающее поры пористой пластины. Тип фильтра надлежащим образом устанавливают таким, чтобы обеспечить удаление инородного вещества с размерами, равными и большими размеров пор пористой пластины, и не допустить повреждения фильтра регенерируемым полимером, перепускаемым сквозь него.
Примеры способа выпуска регенерируемого полимера через такую пористую пластину включают способ обеспечения опускания регенерируемого полимера благодаря использованию давления столба жидкости или его собственной массы и способ нагнетания полимера под давлением и его экструдирования при помощи насоса. Для того чтобы подавить возникновение флуктуаций по количеству опускающегося регенерируемого полимера, предпочтительным может оказаться использование способа экструдирования полимера при помощи насоса, такого как шестеренчатый насос с измеряемой подачей.
На количество пор в пористой пластине никаких особенных ограничений не накладывается, и оно может варьироваться в зависимости от условий, таких как температура и давление реакции, количество катализатора и диапазон молекулярных масс для полимера, подвергаемого полимеризации. В общем случае для получения полимера в количестве, равном, например, 100 кг/ч, требуется от 5 до 105 пор.
Регенерируемый полимер, выпускаемый из пор пористой пластины, необходимо подвергать полимеризации при пониженном давлении при одновременном обеспечении опускания полимера вдоль носителя. В данный момент предпочтительно, чтобы имелась бы часть, где пена образовывалась бы без лопания пузырьков непосредственно после образования. Говоря более конкретно, в желательном варианте пена образуется в том месте, в котором смола, опускающаяся вдоль носителя, достигнет своего самого нижнего положения. Примеры такого носителя включают форму проволоки, форму цепи или форму решетки (сетки), изготовленную из материалов проволоки в комбинации, форму кубической решетки, изготовленную из материала проволоки в форме гимнастического снаряда «джунгли», плоскую или искривленную тонкую пленку, пористую пластину и колонну, образованную в результате укладывания в стопку заполнителей правильной формы или заполнителей неправильной формы.
Для эффективного экстрагирования побочного продукта реакции поликонденсации, такого как ЭГ, а также для уменьшения уровня содержания примесей, таких как ацетальдегид, в полимере, перерабатываемом для повторного использования, предпочтительно, чтобы опускающаяся смола демонстрировала бы наличие большой площади поверхности. По этой причине носитель предпочтительно имеет форму проволоки, форму цепи, форму решетки или форму кубической решетки. Для более эффективного экстрагирования побочного продукта реакции поликонденсации, такого как ЭГ, и, таким образом, увеличения скорости полимеризации, а кроме того, уменьшения уровня содержания ацетальдегида в полимере, перерабатываемом для повторного использования, помимо увеличения площади поверхности в особенности предпочтительно обеспечение опускания регенерируемого полимера вдоль носителя, имеющего выступы и впадины на том пути, по которому опускается регенерируемый полимер. Это объясняется тем, что благодаря наличию выступов и впадин полимер активно перемешивается, благодаря чему происходит обновление поверхности полимера. По этой причине в особенности предпочтительно, чтобы конструкция носителя имела бы форму цепи, форму кубической решетки и форму проволоки, имеющих выступы и впадины, то есть конструкционные препятствия, противодействующие опусканию смолы на том пути, по которому смола опускается. Собственно говоря, одним из предпочтительных подходов является тот, когда данные носители используют в комбинации.
Форма проволоки, используемая в настоящем документе, обозначает твердый материал, характеризующийся чрезвычайно большим соотношением между площадью поперечного сечения, базирующейся на (рассчитанной по) средней длине внешней окружности поперечного сечения, и длиной, перпендикулярной поверхности поперечного сечения. На площадь поперечного сечения никаких особенных ограничений не накладывается; однако в общем случае она находится в диапазоне от 10-3 до 102 см2, предпочтительно от 10-2 до 101 см2, а в особенности предпочтительно от 10-1 до 1 см2. На форму поперечного сечения никаких особенных ограничений не накладывается; однако в общем случае ее выбирают из круглой, эллипсоидной, треугольной, квадратной, многоугольной, звездообразной и других форм. Форма поперечного сечения по длине может изменяться, а может оставаться неизменной. Проволока может представлять собой полое тело.
Проволоку можно изготавливать из единственной нити или из множества нитей, объединенных, например, в результате скручивания. Поверхность проволоки может быть гладкой, шероховатой и отчасти бугристой. На материал проволоки никаких особенных ограничений не накладывается; однако в общем случае его выбирают из нержавеющей стали, углеродистой стали, сплава «Хастеллой», титана и тому подобного. При необходимости проволоку можно подвергнуть обработке поверхности различных типов, такой как плакирование, облицовка, обработка для получения пассивного состояния и кислотная промывка.
Форма решетки (сетки), используемая в настоящем изобретении, обозначает твердый материал, скомпонованный из нитей, подобных проволоке, в форме решетки. Нити проволоки, используемые в комбинации, могут быть прямыми или искривленными. Нити проволоки могут быть взаимоперекрещивающимися под любым углом. На соотношение между площадями твердого материала и свободного пространства в ракурсе проекции для материала в форме решетки (сетки), полученном в результате вертикального проецирования света на плоскость решетки, никаких особенных ограничений не накладывается; однако в общем случае оно находится в диапазоне от 1:0,5 до 1:1000, предпочтительно от 1:1 до 1:500, а в особенности предпочтительно от 1:5 до 1:100. Соотношение между площадями в горизонтальном направлении предпочтительно сохраняется неизменным; однако в вертикальном направлении оно предпочтительно сохраняется неизменным, или же доля свободного пространства предпочтительно увеличивается в направлении сверху вниз.
Форма цепи, используемая в настоящем изобретении, обозначает твердый материал, полученный в результате последовательного соединения проволочных колец. Форма проволочного кольца может быть круглой, эллипсоидной, прямоугольной и квадратной. Проволочные кольца могут быть соединены в одном направлении, в двух направлениях и в трех направлениях.
Форма кубической решетки, используемая в настоящем изобретении, обозначает твердый материал, характеризующийся наличием формы трехмерной решетки, такой как у гимнастического снаряда «джунгли», полученной из нитей, подобных проволоке. Нити проволоки могут быть прямыми или искривленными и взаимоперекрещивающимися под любым углом.
«Форма проволоки, имеющей выступы и впадины на том пути, по которому опускается смола» обозначает нить проволоки, имеющую стержни, характеризующиеся формой круглого или многоугольного поперечного сечения и присоединенные перпендикулярно нити проволоки, или нить проволоки, имеющую присоединенные к ней твердые материалы в форме дисков или в форме кругов. Различие между выступами и впадинами предпочтительно составляет 5 мм и более. Конкретные примеры такой проволоки включают нить проволоки, имеющую диски, присоединенные через интервалы в диапазоне от 1 до 500 мм таким образом, чтобы нить проволоки проходила бы через центр дисков, каждый из которых имеет диаметр, на 5 мм больший диаметра нити проволоки и меньший или равный 100 мм, и толщину в диапазоне от 1 до 50 мм.
У носителя в форме цепи, носителя в форме кубической решетки и носителя в форме проволоки, имеющего выступы и впадины, сформированные в перпендикулярном направлении на том пути, вдоль которого полимер опускается, на соотношение между объемами твердой части и свободного пространства комбинируемого носителя никаких особенных ограничений не накладывается; однако в общем случае оно находится в диапазоне от 1:0,5 до 1:107, предпочтительно от 1:10 до 1:106, а в особенности предпочтительно от 1:102 до 1:105. Соотношение между объемами в горизонтальном направлении предпочтительно сохраняется неизменным, в то время как в вертикальном направлении соотношение между объемами предпочтительно сохраняется неизменным, или же доля свободного пространства увеличивается в направлении сверху вниз.
Количество носителей, единичных или множественных, надлежащим образом может быть выбрано в зависимости от формы носителя. В случаях формы проволоки и формы линейно вытянутой цепи количество носителей в общем случае находится в диапазоне от 1 до 100000, а предпочтительно от 3 до 10000. В случае формы решетки - двумерной конструкции, такой как двумерная форма цепи, форма тонкой пленки и форма пористой пластины, количество носителей в общем случае находится в диапазоне от 1 до 1000, а предпочтительно от 2 до 100. В случае трехмерной конструкции, такой как трехмерная форма цепи, форма кубической решетки и колонна с заполнителем, количество носителей может быть равно единице или составлять множество. В данном случае то, будут ли использованы единичный носитель или множество носителей (благодаря расщеплению), можно надлежащим образом определить, принимая во внимание размер аппаратуры и пространство для установки и тому подобное.
В случае наличия множества носителей носители предпочтительно располагают при использовании надлежащего дистанционного ограничителя, расположенного в промежутке между ними во избежание взаимного контакта носителей.
В настоящем изобретении регенерируемый полимер в общем случае подают, по меньшей мере, из одной поры пористой пластины на единичный носитель. Количество пор надлежащим образом можно выбирать в зависимости от формы носителя. В альтернативном варианте регенерируемый полимер, перепускаемый через одну пору, может опускаться вдоль множества носителей. Однако для получения смолы, обладающей однородным качеством в результате создания однородных условий обеспечении опускания, количество носителей, вдоль которых опускается смола, предпочтительно является по возможности наименьшим. По этой причине наиболее предпочтительно регенерируемый полимер подают из одной поры на единичный носитель, вдоль которого смола (полимер) опускается.
На положение носителя никаких особенных ограничений не накладывается до тех пор, пока регенерируемый полимер может опускаться вдоль носителя. Способ фиксации носителя на пористой пластине надлежащим образом выбирают из двух вариантов: один, в котором носитель устанавливают на резьбе, идущей сквозь пору пористой пластины. Другим вариантом является тот, в котором носитель не устанавливают на резьбе, идущей сквозь пору, но устанавливают ниже поры пористой пластины.
Регенерируемый полимер, перепускаемый через пору, может опускаться вдоль носителя. Опускание полимера может начинаться с высоты в диапазоне от предпочтительно 0,5 до 50 м, кроме того, предпочтительно от 1 до 20 м, а более предпочтительно от 2 до 10 м.
Скорость течения регенерируемого полимера, перепускаемого через пору, предпочтительно находится в диапазоне от 10-2 до 102 л/ч на одну пору, а в особенности предпочтительно от 0,1 до 50 л/ч. Если скорость течения будет находиться в данном диапазоне, то тогда возникновение случаев, в которых скорость и производительность для полимеризации будут значительно уменьшаться, будет успешно предотвращаться.
Среднее время, необходимое для завершения опускания регенерируемого полимера вдоль носителя, предпочтительно находится в диапазоне от 10 секунд до 100 часов, более предпочтительно от 1 минуты до 10 часов, кроме того, предпочтительно от 5 минут до 5 часов, а в особенности предпочтительно от 20 минут до 3 часов.
В настоящем изобретении полимеризацию необходимо проводить при пониженном давлении в то время, как регенерируемый полимер будет опускаться вдоль носителя. Это обуславливается тем, что побочный продукт реакции поликонденсации, такой как ЭГ, образованный в ходе реакции, эффективно удаляется из реакционной системы, что, таким образом, облегчает прохождение полимеризации. Пониженное давление, используемое в настоящем изобретении, обозначает давление, меньшее атмосферного давления. В общем случае пониженное давление предпочтительно составляет 50000 Па и менее, более предпочтительно 10000 Па и менее, кроме того, предпочтительно 1000 Па и менее, а в особенности предпочтительно 100 Па и менее. На самый нижний предел никаких особенных ограничений не накладывается; однако, принимая во внимание размер (вместимость) аппаратуры, предназначенной для использования при понижении давления в системе, желательной является величина, равная 0,1 Па и менее.
В альтернативном варианте в качестве одного из предпочтительных подходов возможным является введение небольшого количества инертного газа, не оказывающего никакого неблагоприятного влияния на прохождение реакции, что будет приводить к удалению ЭГ и летучих веществ, таких как ацетальдегид, образованный в системе, в результате их уноса вместе с инертным газом при пониженном давлении.
Регенерируемый полимер, предназначенный для применения в способе переработки полимера для повторного использования в соответствии с настоящим изобретением, в некоторых случаях может представлять собой смесь смол, характеризующихся различными степенями полимеризации. Когда степень полимеризации у смеси исходных регенерируемых полимеров будет исключительно однотипной, и если полимеризацию для регенерируемых полимеров будут проводить при предварительно заданных постоянных условиях, то тогда степень полимеризации у получающегося в результате продукта переработки для повторного использования может варьироваться в зависимости от степеней полимеризации у исходных регенерируемых полимеров. По этой причине для получения смолы, характеризующейся однородным качеством, условия проведения полимеризации, используемые для полимеризационной емкости, предпочтительно изменять в зависимости от степени полимеризации у исходного материала, вводимого в полимеризационную емкость.
Условия проведения полимеризации, оказывающие влияние на степень полимеризации у продукта переработки для повторного использования, включают температуру полимеризации, степень понижения давления и скорость подачи регенерируемого поликонденсационного полимера в полимеризационную емкость. Среди них степень понижения давления в наиболее предпочтительном случае может варьироваться в зависимости от вводимой смолы.
Степень полимеризации у подаваемой расплавленной смолы желательно оценивать, исходя из ее вязкости расплава в позиции на технологической схеме непосредственно перед полимеризационной емкостью. Вязкость расплава наиболее предпочтительно оценивать, исходя из напряжения на шестеренчатом насосе, предназначенном для подачи смолы в расплавленном состоянии. В альтернативном варианте на технологической схеме непосредственно перед полимеризационной емкостью предпочтительно можно установить вискозиметр. Желательно контролировать степень понижения давления в полимеризационной системе для того, чтобы быстро ее изменять в зависимости от вязкости, измеренной таким образом.
Кроме того, полимеризацию предпочтительно проводят в атмосфере инертного газа при пониженном давлении.
Обычно было принято считать, что введение инертного газа в полимеризационную емкость проводят для обеспечения выгодного облегчения прохождения реакции полимеризации в результате понижения парциального давления побочного продукта, образованного в ходе реакции поликонденсации, что, таким образом, будет смещать равновесие. Однако поскольку количество вводимого инертного газа в настоящем изобретении может оказаться чрезвычайно малым, эффект, заключающийся в повышении скорости полимеризации вследствие уменьшения парциального давления, вряд ли можно ожидать. Поэтому обычно используемая интерпретация не может быть применена для объяснения роли такого инертного газа. Основываясь на исследованиях, изобретатели настоящего изобретения, как это ни удивительно, в ходе наблюдений обнаружили, что в результате введения в полимеризационную емкость инертного газа возникает явление интенсивного вспенивания расплавленного полимера на носителе, что резко увеличивает площадь поверхности расплавленного полимера и исключительно эффективно улучшает ситуацию с обновлением поверхности. Не беря за основу известные теории, можно предположить, что изменение состояния во внутренней области и состояния на поверхности у расплавленной смолы является причиной увеличения скорости полимеризации.
В качестве вводимого инертного газа можно упомянуть газ, не оказывающий на смолу никакого воздействия, такого как окрашивание, деструкция и разложение. Предпочтительные примеры такого инертного газа включают азот, аргон, гелий, диоксид углерода и низший газообразный углеводород, само собой разумеется, что с включением и их газообразной смеси. В качестве инертного газа более предпочтительными являются азот, аргон, гелий или диоксид углерода. Среди них, принимая во внимание доступность, в особенности предпочтительным является азот.
Количество вводимого инертного газа в настоящем изобретении может являться чрезвычайно малым и предпочтительно находится в диапазоне от 0,05 до 100 мг на один грамм смолы, отбираемой из полимеризационной емкости. Если количество инертного газа будет составлять 0,05 мг и более на один грамм смолы, отбираемой из полимеризационной емкости, то тогда можно будет добиться получения состояния достаточного вспенивания. В результате степень полимеризации будет эффективно увеличиваться. С другой стороны, если количество будет составлять 100 мг и менее, то тогда степень понижения давления может быть повышена легче. Количество инертного газа более предпочтительно устанавливают равным величине в диапазоне от 0,1 до 50 мг, а в особенности предпочтительно от 0,2 до 10 мг на один грамм смолы, отбираемой из полимеризационной емкости.
Примеры способа введения инертного газа включают способ непосредственного его введения в полимеризационную емкость; способ предварительного поглощения и/или включения инертного газа в регенерируемый поликонденсационный полимер, а после этого создания условий для высвобождения поглощенного и/или включенного инертного газа из регенерируемого поликонденсационного полимера при пониженном давлении, что, таким образом, обеспечивает его введение в полимеризационную емкость; и способ, использующий данные способы в комбинации.
Обратите внимание на то, что термин «поглощенный», используемый в настоящем документе, обозначает состояние, в котором инертный газ растворяется в смоле и не присутствует в газообразном состоянии, в то время как термин «включенный», используемый в настоящем документе, обозначает состояние инертного газа, присутствующего в форме воздушных пузырьков. В случае присутствия инертного газа в форме воздушных пузырьков, чем меньше будут воздушные пузырьки, тем более это будет предпочтительно. Говоря более конкретно, воздушные пузырьки предпочтительно характеризуются средним размером, равным 5 мм и менее, а более предпочтительно 2 мм и менее.
Место в полимеризационной емкости, через которое непосредственно вводят инертный газ, желательно удалить от пористой пластины и приблизить к отверстию, из которого смолу отбирают. Кроме того, желательно, чтобы это место было бы удалено от выпускной линии, предназначенной для создания пониженного давления.
С другой стороны, в качестве способа предварительного поглощения и/или включения инертного газа в регенерируемый поликонденсационный полимер можно упомянуть способ, использующий известную абсорбционную аппаратуру, такую как абсорбционная аппаратура в форме колонны с заполнителем, абсорбционная аппаратура в форме скомпонованных в стопку ступеней и абсорбционная аппаратура в форме колонны с распылительным орошением, которые описываются, например, в работе «chemical apparatus design/operation series” No. 2, revised, gas absorption, pages 49-54 (published by Kagaku Kogyosha Inc. on March 15, 1981); и способ введения инертного газа под давлением в питающую трубу для регенерируемого поликонденсационного полимера в расплавленном состоянии.
Наиболее предпочтительным является способ, использующий аппаратуру, предназначенную для поглощения инертного газа в регенерируемом поликонденсационном полимере, расплавленном в атмосфере инертного газа в то время, пока расплавленный полимер будет опускаться вдоль носителя. В данном способе в аппаратуру, предназначенную для адсорбирования инертного газа, вводят инертный газ, имеющий более высокое давление в сопоставлении с внутренним давлением в полимеризационной емкости. Давление инертного газа предпочтительно находится в диапазоне от 0,01 до 1 МПа, более предпочтительно от 0,05 до 0,5 МПа, а кроме того, предпочтительно от 0,1 до 0,2 Па.
В любом случае предпочтительно, чтобы существовала бы часть, в которой происходит вспенивание тогда, когда смола опускается вдоль носителя. Говоря более конкретно, в желательном варианте пена образуется в том месте, в котором полимер (смола), опускающийся вдоль носителя, достигнет своего самого нижнего положения. Состояние вспенивания, используемое в настоящем изобретении, обозначает как состояние, в котором пузырьки лопаются и немедленно исчезают, и состояние, в котором пузырьки сохраняются.
Температура полимеризации для регенерируемого полимеризационного полимера при одновременном обеспечении опускания вдоль носителя находится в диапазоне от «температуры плавления кристалла поликонденсационного полимера -10°С» до «температуры плавления кристалла +60°С». В том случае, если в качестве регенерируемого поликонденсационного полимера используют смолу ПЭТФ, температура находится в диапазоне более предпочтительно от «температуры плавления кристалла -5°С» до «температуры плавления кристалла +40°С», кроме того, предпочтительно от «температуры плавления кристалла +1°С» до «температуры плавления кристалла +30°С». Если температура будет составлять «температуру плавления кристалла -10°С» и более, то тогда смола сможет легко и стабильно опускаться без значительного увеличения вязкости смолы или затвердевания на том пути, по которому смола опускается. С другой стороны, если температура будет составлять «температуру плавления кристалла +60°С» и менее, то тогда можно будет легко получить продукт переработки для повторного использования, характеризующийся высоким качеством, при одновременном подавлении появления окрашивания, обусловленного термическим разложением. Температура смолы при опускании предпочтительно находится в упомянутом выше диапазоне и отличается от температуры смолы (полимера), выпускаемой из пористой пластины, на величину в пределах 20°С. Различие более предпочтительно находится в пределах 10°С, в особенности предпочтительно в пределах 5°С, а наиболее предпочтительно равно нулю, что свидетельствует о наличии той же самой температуры, что и температура выпуска. Достижения такой температуры можно добиться в результате точного контроля температуры нагревателя или рубашки, смонтированных на стенке полимеризационной емкости, охватывающей носитель, и/или нагревателя или горячей среды, введенных во внутреннее пространство носителя.
В настоящем изобретении можно упомянуть способ, включающий непрерывную подачу в полимеризационную емкость регенерируемого поликонденсационного полимера в расплавленном состоянии из отверстия для подачи материала исходного сырья, проведение полимеризации при одновременном обеспечении опускания расплавленного полимера, выпускаемого из пор пористой пластины, вдоль носителя и непрерывный отбор из полимеризационной емкости всего количества смолы, достигшей своего самого нижнего положения; и способ, включающий циркуляцию части полимера, достигшего своего самого нижнего положения, и возвращение ее опять на стадию полимеризации для смолы при одновременном обеспечении опускания смолы вдоль носителя. Среди них предпочтительным скорее является способ, включающий стадию отбора всего количества смолы, достигшей своего самого нижнего положения. В способе, включающем стадию циркуляции смолы, достигшей своего самого нижнего положения, и еще раз отправления ее обратно на стадию полимеризации для смолы при одновременном обеспечении опускания смолы вдоль носителя, необходимо предотвращать термическое разложение в области накопления жидкости, предназначенной для накопления смолы, достигшей своего самого нижнего положения, и в линии циркуляции. Поэтому время и температуру для смолы, находящейся в данных местах, предпочтительно уменьшают.
Среднечисловая молекулярная масса продукта переработки для повторного использования, характеризующегося улучшенной степенью полимеризации и полученного из регенерируемого поликонденсационного полимера по способу переработки для повторного использования, соответствующего настоящему изобретению, составляет предпочтительно 20000 и более с точки зрения механических свойств формованного тела, полученного из продукта переработки для повторного использования, предпочтительно 100000 и менее с точки зрения перерабатываемости при формовании, в особенности предпочтительно находится в диапазоне от 22000 до 50000, а более предпочтительно от 24000 до 45000 с точки зрения качества продукта переработки для повторного использования, такого как механические свойства, окраска и уровень содержания примесей.
Кроме того, различие в степени полимеризации у продуктов в виде смолы предпочтительно является небольшим.
У исходного материала, предназначенного для получения формованного изделия, обладающего стабильным качеством, значение Mw/Mn для смеси смол, которую получают в результате статистического отбора одного и того же количества в виде 10 образцов из одной партии продуктов, составляет предпочтительно 2,6 и менее, кроме того, предпочтительно 2,4 и менее, а наиболее предпочтительно 2,2 и менее.
Регенерируемый поликонденсационный полимер, характеризующийся увеличенной степенью полимеризации, можно использовать непосредственно в расплавленном состоянии, или можно сначала из него сформовать гранулы, а после этого его расплавить еще раз для использования при формовании.
В случае гранул их желательно получать с незначительными потерями и однородно экструдировать при помощи экструдера. Для получения таких гранул расплавленный полимер, отбираемый из полимеризационной емкости, предпочтительно экструдируют в форме жил или форме листов, помещают в охлаждающую среду, такую как вода для охлаждения, а после этого режут на гранулы. Температура охлаждающей среды составляет предпочтительно 60°С и менее, более предпочтительно 50°С и менее, а кроме того, предпочтительно 40°С и менее. В качестве охлаждающей среды с точки зрения экономики и удобства в обращении предпочтительной является вода. Поэтому температура охлаждающей среды составляет 0°С и более. Резку смолы на гранулы предпочтительно проводят в течение 120 секунд после того, как смола будет экструдирована, и после того, как температура будет понижена до 100°С и менее.
Способ переработки для повторного использования в результате реализации способа полимеризации в расплаве, соответствующего настоящему изобретению, является выгодным в сопоставлении со способом переработки регенерируемого полимера для повторного использования, обеспечивающим увеличение степени полимеризации в результате проведения твердофазной полимеризации. Это обуславливается не только тем, что опускается стадия получения гранул из регенерируемого поликонденсационного полимера, но также и тем, что могут быть уменьшены время и энергия, необходимые для проведения полимеризации. Кроме того, продукт переработки для повторного использования демонстрирует наличие многочисленных преимуществ в сопоставлении с продуктом, полученным в результате реализации способа твердофазной полимеризации. Например, количества загрязнителей, таких как неплавящиеся вещества во время стадии формования и тонкодисперсный порошок, называемый «рыбьим глазом», являющийся причиной невозможности успешного проведения формования, невелики. Полученные гранулы характеризуются низкой степенью кристалличности в сопоставлении с гранулами, перерабатываемыми для повторного использования в результате реализации способа твердофазной полимеризации, так что ухудшение степени полимеризации, обусловленное тепловыделением, вызванным сдвиговым воздействием во время стадии формования, и количеством продукта термического разложения, такого как ацетальдегид, невелико. С другой стороны, в обычно используемой методике полимеризации в расплаве чрезвычайно трудно увеличить степень полимеризации у регенерируемого поликонденсационного полимера, и качество, такое как окраска полимера, ухудшается. Поэтому было трудно получить переработанный для повторного использования полимер, обладающий превосходным качеством, подобным качеству в настоящем изобретении.
Переработанный для повторного использования полимер, характеризующийся степенью полимеризации, увеличенной в результате реализации способа полимеризации, соответствующего настоящему изобретению, используют для формования. В данный момент формование важно проводить при одновременном подавлении уменьшения степени полимеризации, появления окрашивания, обусловленного термическим разложением, и образования летучих низкомолекулярных примесей. Для того чтобы этого добиться, полимер, переработанный для повторного использования, предпочтительно транспортировать из полимеризационной емкости в формовочную машину в расплавленном состоянии без затвердевания, а после этого подвергать формованию из расплава. «Расплавленное состояние» обозначает расплав и текучее состояние смолы, достигаемые в результате теплового воздействия. В данном состоянии вязкость смолы составляет приблизительно 500000 Па·с и менее.
В настоящем изобретении переработанный для повторного использования полимер, обладающий превосходным качеством, можно получать в результате реализации способа полимеризации, описанного выше. В дополнение к этому высококачественное формованное изделие, которое представляет собой цель настоящего изобретения, можно с высокой производительностью изготавливать в результате формования полимера, перерабатываемого для повторного использования, при одновременном выдерживании превосходного единообразия без затвердевания. Комбинирование способа переработки для повторного использования в результате реализации способа полимеризации в расплаве, соответствующего настоящему изобретению, со способом формования полимера, переработанного для повторного использования, без наступления затвердевания в любой момент является выгодным в сопоставлении со способом переработки для повторного использования в случае полимера, характеризующегося степенью полимеризации, увеличенной в результате реализации способа твердофазной полимеризации, поскольку не только можно опустить стадию штабелирования продукта переработки для повторного использования, но также могут быть уменьшены и время, и энергия, необходимые для проведения полимеризации. В дополнение к этому не требуется стадия высушивания гранул перед формованием и стадия повторного плавления гранул для формования. В результате можно сэкономить энергию и можно предотвратить разложение смолы.
Если температура во время транспортирования и формования смолы будет составлять величину, не меньшую, чем температура плавления кристалла -10°С, то тогда смолу можно будет легко и стабильно транспортировать и формовать без значительного увеличения вязкости и затвердевания. С другой стороны, если верхний предел температуры будет представлять собой температуру, на 60°С превышающую температуру плавления кристалла, то тогда будет легко получать высококачественный продукт формования ПЭТФ при одновременном подавлении появления окрашивания, обусловленного термическим разложением, и образования низкомолекулярной летучей примеси. Температура превышает температуру плавления кристалла полимера, переработанного для повторного использования, предпочтительно на величину в диапазоне от 1 до 40°С, более предпочтительно от 5 до 30°С, а в особенности предпочтительно от 10 до 20°С. Достижения такой температуры можно добиться в результате надлежащего контроля температуры нагревателя или рубашки, охватывающей транспортирующую трубу, транспортирующий насос и формовочную машину.
Кроме того, время предпочтительно находится в пределах 40 минут, более предпочтительно в пределах 20 минут, а в особенности предпочтительно в пределах 10 минут. Чем более коротким будет время, тем более это будет предпочтительно. Обратите внимание на то, что «время», используемое в настоящем документе, обозначает период от выгрузки расплавленной смолы из выпускного насоса полимеризационной емкости до охлаждения расплавленной смолы до температуры плавления кристалла смолы и менее в формовочной машине или вне формовочной машины. Если для смолы будут проводить непрерывную циркуляцию через трубу и тому подобное, то тогда можно будет использовать среднее время, рассчитанное из объема трубы и скорости течения смолы. В том случае, когда время изменяется, технологическую операцию можно проводить в пределах вышеупомянутого времени.
Настоящее изобретение включает случай, в котором при использовании одношнековой или двухшнековой замесочной машины, размещенной в промежутке между полимеризационной емкостью и формовочной машиной, в условиях вышеупомянутых температуры и времени при необходимости добавляют добавки, такие как стабилизатор, зародышеобразователь (кристаллизации), пигмент.
Настоящее изобретение включает случай, в котором при необходимости могут быть сополимеризованы или добавлены различные типы добавок, таких как матирующее средство, термостабилизатор, антипирен, антистатик, пеногаситель, модификатор окраски, антиоксидант, поглотитель УФ-излучения, зародышеобразователь кристаллизации, отбеливатель и добавка, захватывающая примеси. Данные добавки можно добавлять в любое время.
В частности, в настоящем изобретении предпочтительно добавлять стабилизатор. В том случае, если регенерируемым поликонденсационным полимером будет являться смола ПЭТФ, то тогда предпочтительными будут являться соединение пятивалентного и/или трехвалентного фосфора и пространственно затрудненное фенольное соединение. Добавляемое количество такого соединения фосфора предпочтительно находится в диапазоне от 2 до 50 ч./млн, а более предпочтительно от 10 до 200 ч./млн при выражении через массовую долю элемента фосфора, содержащегося в ПЭТФ. В качестве примера такого соединения фосфора предпочтительно можно использовать триметилфосфит, фосфат и фосфористую кислоту. Такое соединение фосфора предпочтительно используют потому, что оно подавляет появление окрашивания смолы ПЭТФ и играет роль зародышеобразователя кристаллизации.
Пространственно-затрудненное фенольное соединение представляет собой производное фенола, имеющее пространственно-затрудненный заместитель в положении по соседству с фенольной гидроксидной группой, другими словами, соединение, имеющее одну или несколько внутримолекулярных сложноэфирных связей. Добавляемое количество такого пространственно-затрудненного фенольного соединения предпочтительно находится в диапазоне от 0,001 до 1 мас.%, а более предпочтительно от 0,01 до 0,2 мас.% при расчете на полученную смолу ПЭТФ.
Примеры такого пространственно-затрудненного фенольного соединения включают пентаэритриттетракис(3-(3,5-ди-трет-бутил-4-гидроксифенил)пропионат), 1,1,3-трис(2-метил-4-гидрокси-5-трет-бутилфенил)бутан, октадецил-3-(3,5-ди-трет-бутил-4-гидроксифенил)пропионат и N,N-гексаметиленбис(3,5-трет-бутил-4-гидроксигидроцинамид). Само собой разумеется, что для данных соединений предпочтительно может быть использован стабилизатор.
Стабилизатор можно добавлять на любой стадии от начала до стадии формования. Соединение фосфора предпочтительно добавляют в начале реакции поликонденсации, а пространственно-затрудненное фенольное соединение добавляют в начале реакции поликонденсации или после того, как подвергнутая полимеризации смола будет отобрана из полимеризационной емкости.
В настоящем изобретении, кроме того, предпочтительно добавлять зародышеобразователь кристаллизации. В качестве примера такого зародышеобразователя предпочтительным можно использовать соединение фосфора, металлическую соль органической кислоты и порошкообразную смолу, такую как ПЭТФ и другие. Количество зародышеобразователя, добавляемого к ПЭТФ, предпочтительно находится в диапазоне от 2 до 1000 ч./млн, а более предпочтительно от 10 до 500 ч./млн. Конкретные примеры включают фосфаты, такие как 2,2'-метиленбис(4,6-ди-трет-бутилфенил)фосфат натрия и бис(4-трет-бутилфенил)фосфат натрия, сорбиты, такие как бис(п-метилбензилиден)сорбит, и соединения, содержащие элемент-металл, такие как бис(4-трет-бутилбензойная кислота)гидроксилалюминий. В частности, при изготовлении заготовки бутылки, полученной в результате проведения термической кристаллизации в области горла при тепловом воздействии, зародышеобразователь кристаллизации предпочтительно используют потому, что он ускоряет прохождение кристаллизации, тем самым уменьшая температуру термической кристаллизации.
В одном из предпочтительных способов настоящего изобретения добавляют добавку, захватывающую низкомолекулярные летучие примеси. В качестве захватывающей добавки можно воспользоваться полимером или олигомером полиамида или полиэфирамида на основе сложного эфира - низкомолекулярным соединением, имеющим амидогруппу или аминогруппу. Конкретные примеры включают полимеры, такие как полиамиды, например найлон 6.6, найлон 6 и найлон 4.6, и полиэтиленимины; продукт реакции между N-фенилбензоламином и 2,4,4-триметилпентеном; и Irganox 1098 и Irganox 565 (зарегистрированная торговая марка), изготовленные в компании Ciba Speciality Chemicals Inc.. Данные захватывающие добавки предпочтительно добавляют на той стадии, когда смолу отбирают из полимеризационной емкости и транспортируют в формовочную машину.
Если смолу, отбираемую из полимеризационной емкости, транспортируют в формовочную машину через трубу, то тогда с точки зрения транспортирования расплавленной смолы предпочтительными будут являться нагревание трубы при использовании нагревателя или рубашки и сохранение трубы теплой. Температура нагревания трубы и выдерживания ее в этом состоянии предпочтительно находится в диапазоне от 230 до 300°С, а кроме того, предпочтительно от 240 до 280°С.
Далее в качестве примера будет представлена предпочтительная полимеризационная емкость, используемая в настоящем изобретении, и для нее будут приведены пояснения со ссылкой на прилагаемые чертежи.
Фиг.1 демонстрирует полимеризационную емкость, предназначенную для реализации способа, соответствующего настоящему изобретению. Регенерируемый поликонденсационный полимер R, такой как смола ПЭТФ, подают в расплавленном состоянии из отверстия для подачи материала исходного сырья 3 в полимеризационную емкость 1 при использовании транспортирующего насоса 2, вводят во внутреннее пространство полимеризационной емкости через пористую пластину 4 и обеспечивают его опускание вдоль носителя 6 (опускающаяся смола также продемонстрирована). На технологической схеме перед отверстием для подачи материала исходного сырья 3 располагают вискозиметр. Внутреннее пространство полимеризационной емкости контролируемо выдерживают при пониженном давлении, соответствующем вязкости, измеренной при помощи вискозиметра. Из выпускного отверстия 8, предназначенного для создания пониженного давления, отбирают газ, такой как ЭГ, отогнанный из регенерируемой смолы ПЭТФ, и инертный газ, такой как азот, необязательно вводимый из отверстия для подачи газа 7. Полученный полимер выгружают из отверстия для выгрузки при использовании выпускного насоса 9. Полимеризационную емкость 1 нагревают и сохраняют теплой при использовании нагревателя или рубашки.
Внутреннее пространство полимеризационной емкости контролируемо выдерживают при предварительно заданном пониженном давлении. Из выпускного отверстия 8, предназначенного для создания пониженного давления, выпускают газ, такой как ЭГ, отогнанный из регенерируемой смолы ПЭТФ, и введенный инертный газ. Полученный полимер непрерывно выгружают из отверстия для выгрузки при использовании выпускного насоса 9, подают через транспортирующую трубу и распределитель 10 в литьевые машины А, В, С (11, 12, 13), в которых полимер подвергают формованию. Транспортирующий насос 2, полимеризационную емкость 1, выпускной насос 9, транспортирующую трубу и распределитель 10 нагревают и сохраняют теплыми при использовании нагревателя или рубашки.
Фиг.2 демонстрирует полимеризационную емкость, предназначенную для реализации способа, соответствующего настоящему изобретению, в том случае, когда используют аппаратуру для поглощения инертного газа. Регенерируемый поликонденсационный полимер R, такой как регенерируемая смола ПЭТФ, подают из отверстия для подачи материала исходного сырья N2 в аппаратуру для поглощения инертного газа N10 при использовании транспортирующего насоса N1, перепускают через пористую пластину N3, вводят во внутреннее пространство аппаратуры для поглощения инертного газа N10 и обеспечивают его опускание вдоль носителя N5 (опускающаяся смола также продемонстрирована). Внутреннее пространство аппаратуры для поглощения инертного газа контролируемо выдерживают при предварительно заданном пониженном давлении при использовании выпускного отверстия N7, предназначенного для создания пониженного давления. Регенерируемая смола ПЭТФ поглощает инертный газ, такой как газообразный азот, вводимый из отверстия для ввода инертного газа N6, при одновременном обеспечении опускания ее подают в полимеризационную емкость 1 из отверстия для подачи материала исходного сырья 3 при использовании выпускного/транспортирующего насоса N8 и вводят во внутреннее пространство полимеризационной емкости через пористую пластину 4, и обеспечивают ее опускание вдоль носителя 6 (опускающаяся смола также продемонстрирована). Внутреннее пространство полимеризационной емкости контролируемо выдерживают при предварительно заданном пониженном давлении. ЭГ, полученный в качестве побочного продукта, выпускают из выпускного отверстия 8, предназначенного для создания пониженного давления. Полученный полимер выгружают из отверстия для выгрузки при использовании выпускного насоса 9. Полимеризационную емкость 1 нагревают и сохраняют теплой при использовании нагревателя или рубашки.
Полимерную смолу непрерывно выгружают при использовании выпускного насоса 9, подают через транспортирующую трубу и клапан переключения между ответвлениями 10 в формовочные машины А, В, С (11, 12, 13), в которых полимер подвергают формованию. Могут быть присоединены три или более формовочные машины.
В любом способе смолу, опускающуюся вдоль носителя и достигшую своего самого нижнего положения в нижней части полимеризационной емкости, выгружают из отверстия для выгрузки при использовании выпускного насоса. В это время количество смолы, накопившейся в нижней части полимеризационной емкости, предпочтительно является по возможности наименьшим и, насколько возможно, постоянным. Таким образом можно подавить появление окрашивания и уменьшение степени полимеризации, обусловленные термическим разложением, и легко можно подавить возникновение вариаций качества у полученной смолы. Накопленное количество смолы можно контролировать в результате регулирования количества жидкости, подаваемого при использовании транспортирующего насоса 2 и выгружаемого при использовании выпускного насоса 9, при проведении мониторинга накопившегося количества через смотровое окно 5 или мониторинга накопившегося количества при использовании уровнемера емкостного типа.
Полимеризационная емкость, используемая в настоящем изобретении, может иметь в нижней части мешалку, но не обязательно требует ее наличия. В соответствии с этим приводной узел, обеспечивающий вращение, может быть из полимеризационной емкости удален, результатом чего может стать проведение полимеризации в герметичных условиях в высоком вакууме. Поскольку приводной узел, обеспечивающий вращение, у выпускного насоса покрыт выгружаемой смолой, полимеризационная емкость позволяет добиться получения эффекта герметизации, в значительной степени превосходящего то, что имеет место при наличии приводного узла, обеспечивающего вращения.
Способ настоящего изобретения можно реализовать в единственной полимеризационной емкости, а можно реализовать в двух и более полимеризационных емкостях.
Кроме того, единственную полимеризационную емкость в продольном или поперечном направлении разделяют на множество частей и используют в качестве емкости для проведения многостадийной полимеризации.
В настоящем изобретении стадию увеличения молекулярной массы регенерируемого поликонденсационного полимера, такого как регенерируемая смола ПЭТФ, с целью достижения желательной высокой степени полимеризации можно проводить исключительно при использовании способа полимеризации при одновременном обеспечении опускания смолы, перепускаемой через поры пористой пластины, вдоль носителя; однако предпочтительно ее можно проводить в комбинации с реализацией других способов полимеризации, например в полимеризационной емкости с перемешиванием и полимеризационной емкости поперечного расположения с перемешиванием. Кроме того, в случае подачи в полимеризационную емкость настоящего изобретения регенерируемого поликонденсационного полимера совместно с неиспользованным поликонденсационным полимером и/или промежуточным полимерным соединением в целях получения продукта переработки для повторного использования неиспользованный поликонденсационный полимер и/или промежуточное полимерное соединение могут быть получены по другому способу полимеризации при использовании, например, полимеризационной емкости с перемешиванием или полимеризационной емкости поперечного расположения с перемешиванием.
Примеры полимеризационной емкости поперечного расположения с перемешиванием включают полимеризационные емкости, имеющие шнек, независимую лопасть, одиночный шнек и двойной шнек, говоря более конкретно, полимеризационную емкость, описанную в работе «Research Report from Research Group of Reaction Engineering: Reactive processing Part 2”, chapter 4 (published by the Society of Polymer Science, Japan, 1992).
В качестве полимеризационной емкости с перемешиванием можно использовать любую одну из емкостей с перемешиванием, описанных, например, в работе Chemical Apparatus Handbook, chapter 11 (edited by the Society of Chemical Engineers, Japan, 1989). На форму емкости никаких особенных ограничений не накладывается, и в общем случае могут быть использованы цилиндрические емкости вертикального и поперечного расположения. На форму перемешивающей лопасти никаких особенных ограничений не накладывается, и могут быть использованы форма лопатки, форма якоря, форма турбины, форма шнека, форма ленты и двойные лопасти.
Стадию получения неиспользованного поликонденсационного полимера и промежуточного полимерного соединения из материала исходного сырья можно проводить в системе периодического действия или в системе непрерывного действия. В системе периодического действия в реакционную емкость помещают все количество материалов исходного сырья и реагирующих веществ. После того, как реакцию проведут в течение предварительно заданного времени, все количество реакционной смеси транспортируют в последующую реакционную емкость. С другой стороны, в системе непрерывного действия материалы исходного сырья и реагирующие вещества в непрерывном режиме подают в каждую из реакционных емкостей, а продукт реакции в непрерывном режиме выгружают. Система непрерывного действия является предпочтительной для получения большого количества переработанного для повторного использования полимера, обладающего однородным качеством.
На материал полимеризационной емкости, используемой в настоящем изобретении, никаких особенных ограничений не накладывается, и в общем случае его выбирают из нержавеющей стали, никеля и футеровки из стекла и тому подобного.
На способ транспортирования в формовочную машину переработанного для повторного использования полимера, полученного в результате проведения полимеризации, никаких особенных ограничений не накладывается; однако в общем случае используют такие устройства, как шестеренчатый насос и экструдер. Транспортирование полимера в формовочную машину можно проводить в непрерывном или периодическом режимах. В любом случае транспортирование и формование необходимо проводить в пределах вышеупомянутого предварительно заданного времени. В случае транспортирования в периодическом режиме в периодическом режиме можно проводить и выгрузку полимера из полимеризационной емкости. Однако, как продемонстрировано на фиг.1, смолу выгружают из полимеризационной емкости в непрерывном режиме и в периодическом режиме транспортируют в две или более формовочные машины (три машины на фиг.1) в результате последовательного проведения переключения между транспортирующими трубами в комбинации с распределителем 10, расположенным в промежутке между полимеризационной емкостью и формовочными машинами. Помимо этого, предпочтительно может быть установлена и такая известная аппаратура, как аппаратура, состоящая из резервуара и поршня, и машина, называемая накопителем для временного хранения смолы.
Формовочная машина, используемая в настоящем изобретении, обозначает аппаратуру, предназначенную для придания расплавленной смоле при формовании предварительно заданной формы. Примеры такой формовочной машины включают экструдер, литьевую машину и выдувную формовочную машину. Примеры формованного изделия, полученного при использовании такой формовочной машины, включают бутылки, заготовки для бутылок, пленки, листы, трубы, стержни, волокна и полученные по способу литьевого формования изделия с различными формами. Среди них в подходящем случае настоящее изобретение используют для получения заготовок для бутылок под напитки. Это обуславливается тем, что бутылка под напиток должна демонстрировать превосходные прочность и прозрачность, и в том случае, когда регенерируемым поликонденсационным полимером является ПЭТФ, настоятельно требуется, чтобы такую бутылку изготавливали бы при пониженном уровне содержания низкомолекулярных летучих примесей, которые представляет ацетальдегид, и которые могут оказывать неблагоприятное воздействие на вкус и запах содержимого бутылки, и с высокой производительностью.
Примеры
Настоящее изобретение будет разъяснено при использовании примеров.
Значения результатов основных измерений, продемонстрированные в примерах, определяли следующим образом.
Метод измерения
1. Характеристическая вязкость [η]
Характеристическую вязкость [η] измеряли при использовании вискозиметра Освальда. Говоря более конкретно, характеристическую вязкость получали в результате экстраполирования соотношения между удельной вязкостью ηsp (в о-хлорфеноле при 35°С) и концентрацией С (г/100 мл) ηsp/C до концентрации, равной нулю, в соответствии со следующим уравнением:
Формула 1
2. Температура плавления кристалла
Температуру плавления кристалла измеряли при использовании дифференциального калориметра, относящегося к типу с компенсацией на входе, (торговое наименование: Pyris 1 DSC, изготовлен в компании Perkin Elmer Inc.) при следующих далее условиях. Значение для эндотермического пика, полученного в результате плавления кристалла, указывали как температуру плавления кристалла. Значение для пика определяли при использовании прилагающегося к прибору программного обеспечения для анализа.
Температура измерения: от 0 до 300°С.
Скорость увеличения температуры: 10°С/мин.
3. Количество карбоксильных групп на конце полимера
Образец (1 г) растворяли в 25 мл бензилового спирта. После этого к получающейся в результате смеси добавляли 25 мл хлороформа и подвергали ее титрованию раствором 1/50 н. гидроксида калия в бензиловом спирте. Количество карбоксильных групп получали в результате подстановки полученного при титровании значения VA (мл) и значения V0 для холостого образца, в котором никакого ПЭТФ не использовали, в следующее уравнение:
Количество карбоксильных групп (мэкв./кг)=(VA-Vo)×20.
4. Уровень содержания ацетальдегида (способ водного экстрагирования)
Образцы, разрезанные на небольшие куски, подвергали дроблению при замораживании при охлаждении в жидком азоте в криомельнице 6700 (торговое наименование, машина для дробления при замораживании, изготовленная в компании SPEX) в течение промежутка времени продолжительностью от 3 до 10 минут до получения порошка, характеризующегося размерами зерен в диапазоне от 850 до 1000 мкм. Порошок (1 г) добавляли совместно с 2 мл воды в стеклянную ампулу. После вытеснения воздуха из ампулы азотом ампулу герметично закупоривали и нагревали при 130°С в течение 90 минут для экстрагирования примесей, таких как ацетальдегид. После охлаждения ампулу вскрывали и содержимое подвергали анализу по методу газовой хроматографии при использовании прибора GC-14B (торговое наименование, газовый хроматограф), изготовленного в компании Shimadzu Corporation, при следующих далее условиях:
Колонка: VOCOL (60 м × 0,25 мм ϕ × толщина пленки 1,5 мкм).
Условия по температуре: выдерживание при 35°С в течение 10 минут, увеличение температуры до 100°С при скорости 5°С/минута и после этого увеличение от 100 до 220°С при скорости 20°С/минута.
Температура на входе: 220°С.
Способ ввода пробы: способ разведения (соотношение при разведении = 1:30), вводимая проба 1,5 мкл.
Метод измерения: метод ПИД.
5. Окраска (значение L, значение b) смолы согласно оценке для формы в растворе
Образец (1,5 г) растворяли в 10 г 1,1,1,3,3,3-гексафтор-2-пропанола и подвергали анализу в соответствии с методом проницаемости при использовании прибора UV-2500PC (торговое наименование, спектрофотометр для измерений в УФ-видимом диапазоне), изготовленного в компании Shimadzu Corporation. Результаты оценивали при использовании прилагающегося к прибору программного обеспечения для анализа.
6. Молекулярно-массовое распределение
Для оценки вариации степени полимеризации у продукта в виде смолы с течением времени образец отбирали каждые 30 минут и растворяли в элюенте 1,1,1,3,3,3-гексафтор-2-пропаноле (в котором растворяли 5 ммоль трифторацетата натрия) с концентрацией 1,0 мг/мл до получения раствора. В приведенных далее примерах и сравнительных примерах соответственно полимеризацию непрерывно проводили в течение 5 часов и более. Из растворных образцов, полученных так, как описывается выше, произвольным образом выбирали 10 растворов и смешивали до получения смеси растворов, которую подвергали анализу при использовании прибора IILC-8020GPC (гельпроникающая хроматография), изготовленного в компании Tosoh Corporation, при следующих далее условиях. Результаты анализа оценивали при использовании прилагающегося к прибору программного обеспечения для анализа.
Колонка: HFIP-606M+HFIP-603, изготовленная в компании Shodex.
Температура колонки: 40°С.
Величина вводимой пробы: 30 мкл.
Метод измерения: детектор показателя преломления, пересчет по ПММА.
Заготовка, формование бутылки
В примерах формование проводили следующим образом.
Формовочная машина: SBIII-100H-15, двухшнековая растяжная машина для формования бутылок, изготовленная в компании Aoki Technical Laboratory, Inc..
Температура цилиндра: 280°С.
Температура сопла обогреваемого литника: 290°С.
Давление литья: 140 кг/см2.
Температура формы: водяное охлаждение.
Масса заготовки: 24 г.
Вместимость бутылки: 500 мл.
Обезвоживание и кристаллизация для смолы ПЭТФ, переработанной для повторного использования
Формованное изделие в виде бутылки, изготовленное из ПЭТФ, промывали, дробили при использовании дробильной машины и высушивали при помощи сушилки с обогревом горячим воздухом при 120°С в течение 12 часов. После этого раздробленный материал транспортировали в вакуумную сушилку, проводили вытеснение газов азотом и кристаллизацию при 180°С в течение 6 часов.
Подача регенерируемой смолы ПЭТФ в полимеризационную емкость
На входе для регенерируемого ПЭТФ в полимеризационную емкость, продемонстрированную на фиг.1, устанавливали одношнековый экструдер таким образом, чтобы обеспечить введение расплавленной смолы, экструдированной из экструдера, в полимеризационную емкость через трубу.
Пример 1
Использованные бутылки собирали, промывали и раздробляли. Расплавленную смолу раздробленных бутылок, демонстрирующую характеристическую вязкость [η] 0,65 дл/г и температуру плавления кристалла 255°С, при помощи экструдера подавали в полимеризационную емкость 1 из отверстия для подачи материала исходного сырья 3. Расплавленную смолу, выдерживая состояние расплава при температуре 260°С, выпускали из пор пористой пластины 4 при расходе 20 г/мин на одну пору. Для получающейся в результате смолы проводили полимеризацию при пониженном давлении 105 Па при одновременном обеспечении опускания смолы вдоль носителя 6 в атмосфере, температуру которой выдерживали равной температуре выпуска. После этого смолу выгружали при использовании выпускного насоса 9, подавали через транспортирующую трубу и распределитель 10 в двухшнековую растяжную выдувную формовочную машину. В результате получали полый продукт. Пористая пластина, используемая в настоящем изобретении, имела толщину 50 мм и поры с диаметром 1 мм, линейно скомпонованные с интервалами в 25 мм в 4 линии. Носитель 6 представлял собой металлическую сетку, полученную в результате прикрепления каждой нити проволоки (диаметром 2 мм и длиной 8 м) к части пористой пластины в непосредственном соседстве с каждой порой, что обеспечивало получение конфигурации с вертикальным свисанием, а после этого расположения нитей проволоки (диаметром 2 мм и длиной 100 мм) с интервалами в 15 мм таким образом, чтобы получить пересечения с вышеупомянутыми нитями проволоки под прямыми углами. В качестве материала носителя 6 использовали нержавеющую сталь. Выпускной насос 9 функционировал при одновременном проведении мониторинга смолы через смотровое окно 5 для того, чтобы в нижней части полимеризационной емкости скапливалось бы немного смолы, или чтобы ее там не скапливалось вовсе. Время пребывания смолы в данном случае составляло 60 мин. Обратите внимание на то, что время пребывания рассчитывали в результате деления количества смолы, присутствующей внутри полимеризационной емкости, на подаваемое количество смолы. В данном примере в качестве формовочной машины использовали одну двухшнековую растяжную выдувную формовочную машину, изготовленную в компании AOKI Technical Laboratory, Inc., не применяя другие формовочные машины, и проводили выгрузку смолы. Технологические операции на отрезке от стадии формования заготовки до стадии формования полого продукта проводили в непрерывном режиме в условиях формования: температура смолы: 280°С, температура формы: 90°С со стороны формовочного стержня, 130°С с верхней стороны поблизости от полости, 50°С с нижней стороны, время впрыска: 7 секунд, время охлаждения: 3 секунды и время, необходимое для проведения одного цикла: 18 секунд. Результаты продемонстрированы в таблице 1. Форполимер в полимеризационной емкости надлежащим образом подвергали вспениванию. Полученное формованное изделие демонстрировало высокую степень полимеризации, хороший цветовой тон и меньший уровень содержания ацетальдегида. Таким образом, получали высококачественный полый продукт, изготовленный из ПЭТФ, характеризующегося высокой степенью полимеризации.
Пример 2
Полимеризацию и формование проводили тем же самым образом, что и в примере 1, за исключением того, что из аппаратуры для добавления жидкости в экструдер при расходе 5 мл/мин вводили ЭГ, и использовали условия, продемонстрированные в таблице 1. Результаты продемонстрированы в таблице 1. Форполимер в полимеризационной емкости надлежащим образом подвергали вспениванию. Полученное формованное изделие демонстрировало высокую степень полимеризации, хороший цветовой тон и меньший уровень содержания ацетальдегида. Таким образом, получали высококачественный полый продукт, изготовленный из ПЭТФ, характеризующегося высокой степенью полимеризации.
Примеры 3-5
Полимеризацию и формование проводили тем же самым образом, что и в примере 1, за исключением того, что использовали конструкции носителей, продемонстрированные в таблице 2. Результаты продемонстрированы в таблице 1. Полученное формованное изделие демонстрировало высокую степень полимеризации, хороший цветовой тон и меньший уровень содержания ацетальдегида. Таким образом, получали высококачественный полый продукт, изготовленный из ПЭТФ, характеризующегося высокой степенью полимеризации.
Пример 6
Полимеризацию проводили тем же самым образом, что и в примере 1, за исключением того, что использовали условия, продемонстрированные в таблице 1.
Жилу подвергали растяжению через воду и гранулированию при помощи гранулятора до получения гранул. Результаты продемонстрированы в таблице 1. Полученные гранулы демонстрировали более высокую степень полимеризации в сопоставлении с регенерируемым продуктом, лучший цветовой тон и меньший уровень содержания ацетальдегида. Таким образом, получали гранулы высококачественной смолы ПЭТФ.
Примеры 7 и 8
Полимеризацию и штабелирование проводили тем же самым образом, что и в примере 6, за исключением того, что производили введение азота, как это продемонстрировано в таблице 1. Результаты продемонстрированы в таблице 1. В данном случае получали гранулы высоковязкой смолы ПЭТФ, демонстрирующие хороший цветовой тон и меньший уровень содержания ацетальдегида.
Сравнительный пример 1
Бутылки подвергали промыванию, дроблению, высушиванию и кристаллизации, а после этого непосредственно подвергали раздувному формованию с растяжением при использовании двойного шнека. Результаты продемонстрированы в таблице 1. В сравнительном примере 1 было трудно сформовать бутылку, поскольку вследствие уменьшения молекулярной массы имела место значительная вытяжка заготовки.
Сравнительный пример 2
Полимеризацию и формование проводили тем же самым образом, что и в примере 1, за исключением того, что в качестве полимеризационной емкости использовали двухшнековую полимеризационную емкость поперечного расположения, имеющую доскообразные перемешивающие лопасти, и полимеризацию проводили при 290°С. Обратите внимание на то, что время пребывания смолы в полимеризационной емкости составляло 2 часа. Результаты продемонстрированы в таблице 1. Было трудно получить переработанный для повторного использования полимер, характеризующийся высокой степенью полимеризации. Полученное полое формованное изделие было окрашено в желтый цвет и
характеризовалось большим уровнем содержания ацетальдегида.
Сравнительные примеры от 3 до 5
Бутылки промывали, раздробляли и подвергали полимеризации, проводимой тем же самым образом, что и в примере 1, за исключением того, что использовали условия, продемонстрированные в таблице 1. Результаты продемонстрированы в таблице 1. В сравнительном примере 3 формованное изделие было окрашено в желтый цвет, поскольку температура полимеризации была чрезмерно высокой, и демонстрировало высокий уровень содержания ацетальдегида. В сравнительном примере 4 смола затвердела, поскольку температура полимеризации была чрезмерно низкой, и, таким образом, никакой полимеризации не проходило. В сравнительном примере 5 полимеризация не могла протекать, и имело место разложение. В результате вязкость смолы уменьшалась.
Дополнительный пример для полиамида.
Расплавленный материал использованного полимера Nylon 66, имеющий относительную вязкость 2,95 и температуру плавления 260°С, после промывки подавали в полимеризационный реактор из отверстия для подачи 3 при помощи экструдера. Расплавленный материал выпускали из пор пористой пластины 4 со скоростью 10 г/мин при температуре 270°С. Подаваемый материал затем полимеризовали при пониженном давлении 40000 Па при опускании полимера вдоль несущего тела 6 при температуре, соответствующей температуре выпуска. Выгрузку осуществляли с помощью насоса 9, гранулы Nylon 66 были получены с помощью гранулятора.
Использовались пористая пластина и несущее тело использовалось, как в примере 1.
Продолжительность пребывания в полимеризационном реакторе составило 130 мин. Интенсивность вспенивания полимеризационного иртермедиата, выпускаемого из пористой пластины, и загрязнение приемного отверстия и стен реактора при вспенивании наблюдалось редко во время полимеризации. Смола, включающая немного пузырьков, подавляемые продольной проволокой несущего тела, спадала вдоль несущего тела.
В ходе полимеризации стабильно получали высококачественный Nylon 66, имеющий высокую степень полимеризации и превосходную степень белизны.

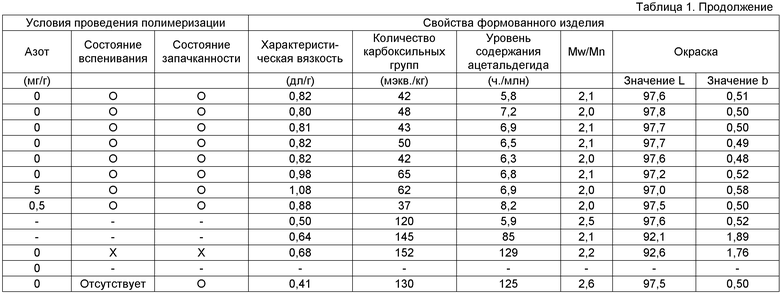

Применимость в промышленности
В соответствии с настоящим изобретением у регенерируемого поликонденсационного полимера можно увеличить степень полимеризации с хорошей производительностью и низкими затратами при одновременном выдерживании высокого качества. Поэтому в подходящем случае настоящее изобретение можно использовать в качестве методики переработки материала для повторного использования.
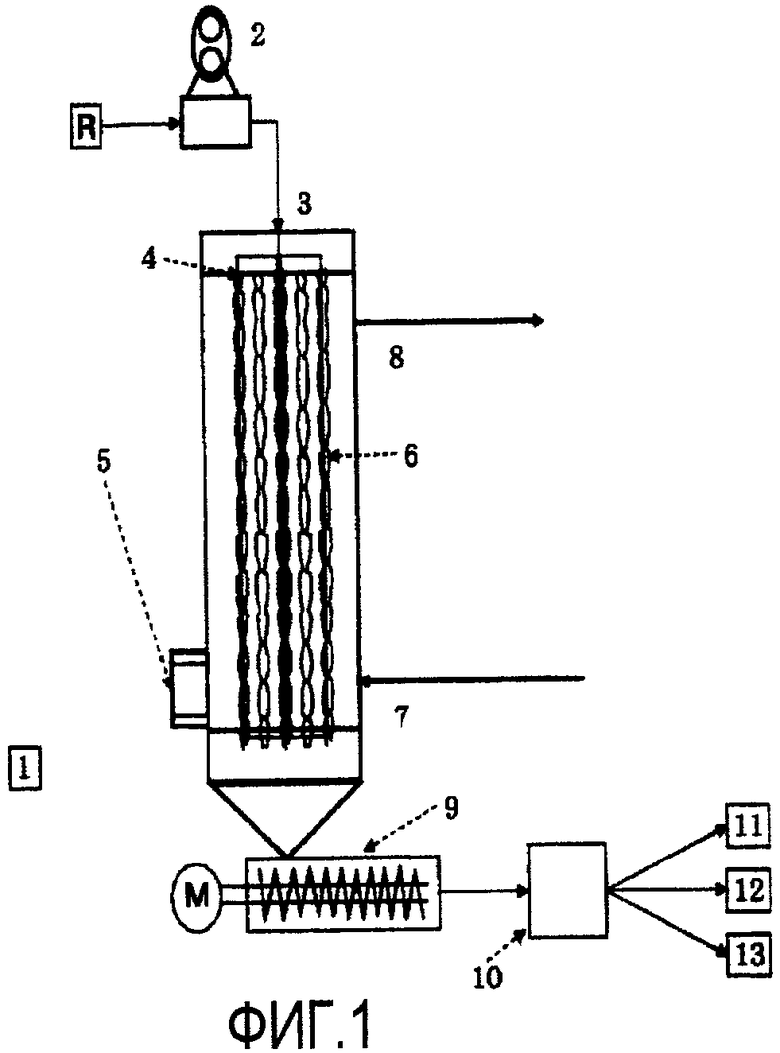
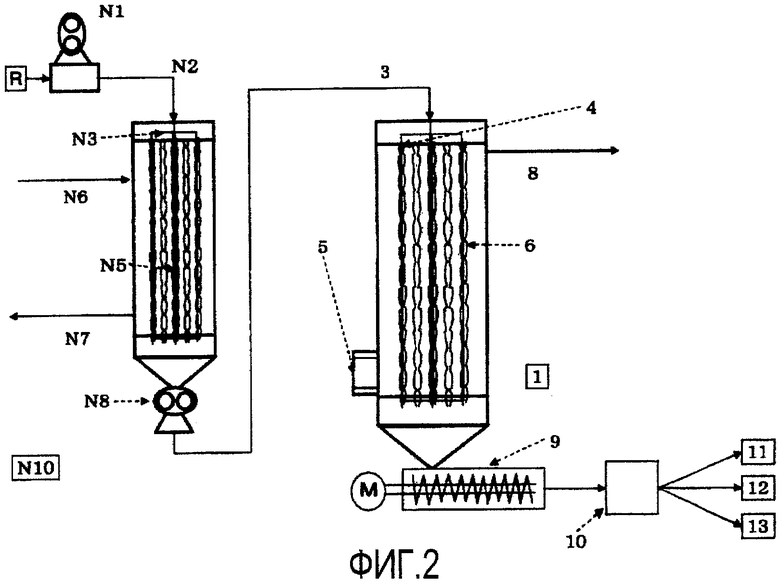
Изобретение относится к способу переработки регенерируемого поликонденсационного полимера для повторного использования. Способ включает подачу использованного поликонденсационного полимера, выбранного из сложного полиэфира и полиамида, в расплавленном состоянии в полимеризационную емкость, снабженную пористой пластиной, имеющей от 5 до 105 пор, где указанная пластина имеет площадь поперечного сечения от 0,01 до 100 см2 и толщину от 0,1 до 300 мм. Затем после выпуска поликонденсационного полимера через поры пористой пластины увеличивают степень полимеризации у поликонденсационного полимера при пониженном давлении или в атмосфере инертного газа при пониженном давлении, которое составляет 50000 Па или менее при одновременном обеспечении опускания поликонденсационного полимера вдоль несущего тела в любой из форм проволоки, цепи, решетки, кубической решетки, тонкой пленки, пористой пластины и колонны, образованной в результате укладывания в стопу заполнителей правильной формы. Технический результат состоит в повышении производительности способа в сочетании с низкими затратами при одновременном сохранении высокого качества переработанного полимера. 2 н. и 4 з.п. ф-лы, 2 табл., 2 ил.
1. Способ переработки использованного поликонденсационного полимера, выбранного из сложного полиэфира и полиамида для повторного использования, включающий
подачу использованного поликонденсационного полимера в расплавленном состоянии в полимеризационную емкость, снабженную пористой пластиной, имеющей от 5 до 105 пор, где указанная пластина имеет площадь поперечного сечения от 0,01 до 100 см2 и толщину от 0,1 до 300 мм,
выпуск полимера через поры пористой пластины, и
увеличение степени полимеризации у поликонденсационного полимера при пониженном давлении, которое составляет 50000 Pa или менее, или в атмосфере инертного газа при пониженном давлении, которое составляет 50000 Pa или менее, при одновременном обеспечении опускания полимера вдоль несущего тела в любой из форм проволоки, цепи, решетки, кубической решетки, тонкой пленки, пористой пластины и колонны, образованной в результате укладывания в стопу заполнителей правильной формы.
2. Способ по п.1, где использованный поликонденсационный полимер выпускают из пор пористой пластины совместно с неиспользованным поликонденсационным полимером и/или промежуточным полимерным соединением.
3. Способ по любому одному из п.1 или 2, включающий непрерывное измерение вязкости расплава использованного поликонденсационного полимера или смеси использованного поликонденсационного полимера и неиспользованного поликонденсационного полимера и/или промежуточного полимерного соединения, подаваемых в полимеризационную емкость, и непрерывное регулирование степени понижения давления в полимеризационной емкости на основе результатов измерений вязкости расплава.
4. Способ по любому одному из п.1 или 2, включающий стадию проведения реакции между использованным поликонденсационным полимером или смесью использованного поликонденсационного полимера и неиспользованного поликонденсационного полимера и/или промежуточного полимерного соединения и любым количеством регулятора степени полимеризации перед подачей регенерируемого продукта или смеси в полимеризационную емкость,
где поликонденсационным полимером является полиэтилентерефталат, регулятором степени полимеризации является этиленгликоль.
5. Способ по любому одному из п.1 или 2, где использованный поликонденсационный полимер представляет собой регенерируемую полиэтилентерефталатную смолу, и его выпускают из пор пористой пластины при температуре в диапазоне от температуры, на 10°С меньше температуры плавления кристалла до температуры, на 60°С превышающей температуру плавления кристалла.
6. Способ изготовления формованного изделия, отличающийся тем, что включает транспортирование полимера, перерабатываемого для повторного использования способом по любому одному из пп.1-5, в формовочную машину в расплавленном состоянии и формование полимера.
| JP 2004189887 А, 08.07.2004 | |||
| JP 2003119266 A, 23.04.2003 | |||
| JP 2004224895 A, 12.08.2004 | |||
| JP 2003529650 A, 07.10.2003 | |||
| Штамм 28 м, используемый в двуштаммовых заквасках для ряженки, простокваши мечниковской, напитка "снежок", варенца и йогурта | 1976 |
|
SU603660A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИЭТИЛЕНТЕРЕФТАЛАТНОГО МАТЕРИАЛА, ПОЛИЭТИЛЕНТЕРЕФТАЛАТНЫЙ МАТЕРИАЛ И ПЛАСТИКОВАЯ ЛЕНТА НА ОСНОВЕ ПОЛИЭТИЛЕНТЕРЕФТАЛАТНОГО МАТЕРИАЛА | 1998 |
|
RU2151154C1 |

