Изобретение относится к области металлургии, а именно к порошковой металлургии и способам получения металлических порошков, главным образом, из жаропрочных никелевых сплавов.
Известен способ получения сферических порошков и гранул, включающий вращение цилиндрической металлической заготовки вокруг вертикальной оси, оплавление торца заготовки электронным лучом, отрыв расплавленных частиц от кромки торца заготовки под действием центробежных сил и затвердевание частиц при полете в вакууме (см. патент Франции №2253591, кл. B22F 9/00, опубл. 1975 г.). Для реализации способа необходима большая горизонтально расположенная рабочая камера диаметром около 4-х метров, которую сложно изготовить и которая занимает большую производственную площадь.
Известен также способ получения сферических порошков и гранул, включающий вращение цилиндрической металлической заготовки вокруг горизонтальной оси, оплавление торца заготовки электрической дугой, горящей между заготовкой и нерасходуемым электродом, отрыв расплавленных частиц от кромки торца заготовки под действием центробежных сил и затвердевание частиц при полете в атмосфере инертного газа (см. патент США №3752610, кл. 425-6, опубл. 1973 г.). В данном случае рабочая камера имеет диаметр около 2 м, и вследствие ее вертикальной установки она занимает мало места. Однако для плавления дугой необходим подвод электрического тока большой величины к заготовке, вращающейся с большой скоростью, перемещающейся поступательно и заменяющейся на новую после расплавления, что представляет собой почти неразрешимую техническую задачу.
Наиболее близким к предлагаемому техническому решению по сущности и совокупности признаков является способ получения сферических порошков и гранул, включающий вращение цилиндрической заготовки вокруг горизонтальной оси, оплавление торца заготовки плазменной струей дугового плазмотрона, отрыв расплавленных частиц от кромки торца заготовки под действием центробежных сил и затвердевание частиц при полете в газовой среде (см. патент Российской Федерации №1106093, кл. В22F 9/02, опубл. 27.05.1995 г.). Использование независимого источника нагрева - дугового плазмотрона, не нуждающегося в подводе электрического тока к заготовке, позволяет значительно упростить процесс вращения, перемещения и замены распыляемых заготовок. Рабочая камера, заполненная инертным газом, имеет небольшие размеры, поэтому затраты на изготовление камеры и на производственную площадь, занимаемую камерой, невелики.
Недостатком указанного способа-прототипа является его склонность к образованию пористости внутри порошков (гранул), что обусловлено следующим. Расплавленные частицы, оторвавшиеся от кромки торца заготовки, разлетаются в вертикальной плоскости в виде диска. При этом расплавленные частицы, летящие вверх, сталкиваются с уже затвердевшими частицами, падающими вниз. Распыленные сферические частицы имеют разные размеры, и некоторые мелкие твердые частицы при столкновении с более крупными расплавленными частицами протыкают их с образованием каналов или пустот. Это приводит к снижению качества изделий, получаемых из порошков-гранул, и даже вынуждает браковать некоторые изделия. При этом наличие недопустимой внутригранульной пористости выявляется только после изостатического прессования и термообработки изделий, что приводит к непроизводительным затратам вследствие непреднамеренного изготовления бракованных изделий.
Заявляемое изобретение направлено на решение задачи снижения пористости в распыляемых частицах и, следовательно, на достижение технического результата в виде повышения качества и уменьшения брака изделий, производимых из полученных порошков и гранул.
Эта задача решается тем, что в способе получения сферических порошков и гранул, включающем вращение цилиндрической заготовки вокруг горизонтальной оси, оплавление торца заготовки плазменной струей дугового плазмотрона, отрыв расплавленных частиц от кромки торца под действием центробежных сил и затвердевание частиц при полете в газовой среде, в отличие от известных технических решений, в данном способе в процессе оплавления формируют на торце заготовки вогнутую полость, диаметр которой равен диаметру заготовки, а глубина полости составляет от 0,1 до 0,35 диаметра заготовки.
В сравнении со способом-прототипом в предлагаемом способе расплавленные частицы разлетаются не в плоскости диска, а по конической поверхности, образованной касательной к криволинейной поверхности упомянутой вогнутой полости, сходной по форме с шаровым сегментом. Частица металла, оторвавшаяся от кромки торца заготовки, пребывает в расплавленном состоянии на расстоянии 100-300 мм от заготовки, затем затвердевает, теряет скорость и на расстоянии 600-900 мм от заготовки падает вниз. Поскольку движение частиц происходит по конической поверхности, зона падения твердых частиц удалена от зоны разлета расплавленных частиц, и столкновение частиц, приводящее к пористости, устраняется.
Диаметр вогнутой полости должен быть равен диаметру заготовки. Если на торце заготовки формировать полость диаметром меньше диаметра заготовки, то разлет частиц будет происходить в плоскости диска, как в способе-прототипе. При неглубокой полости, глубиной менее 0,1 диаметра заготовки, разлет частиц также происходит практически в плоскости диска, и преимущества предлагаемого способа не проявляются. При глубине полости более 0,35 диаметра заготовки торец приобретает форму короны, заостренные края которой отрываются центробежными силами в виде крупных бесформенных частиц.
Сущность предлагаемого способа поясняется чертежами, на которых изображены:
на фиг.1 - схема разлета частиц при получении порошков известным способом;
на фиг.2 - то же согласно предлагаемому способу;
на фиг.3 - то же при формировании вогнутой полости диаметром меньше диаметра заготовки.
Возможность осуществления изобретения и достижения указанного выше технического результата подтверждается следующими примерами получения сферических порошков и гранул.
Отливали слитки из жаропрочного никелевого сплава ЭП 741НП и обтачивали их на цилиндрические заготовки диаметром 75 мм и длиной 700 мм. Заготовки 1 загружали в герметичную камеру диаметром 2000 мм установки центробежного распыления УЦР-4М. Заготовки вращали вокруг горизонтальной оси со скоростью 9000 об/мин. Торец 2 заготовки 1 оплавляли плазменной струей 3 дугового плазмотрона 4 мощностью 70 кВт. Под действием центробежной силы расплавленные частицы 5 отрывались от кромки 6 торца заготовки, затвердевали при полете в инертной атмосфере (смесь 20% аргона и 80% гелия) и падали вниз в виде закристаллизовавшихся частиц 7. При распылении каждой заготовки получали 22-24 кг сферического порошка (гранул) размером от 50 до 315 мкм. Эту партию порошка отбирали для исследования. Затем, не нарушая герметичности установки, загружали и распыляли следующую заготовку с отбором от нее отдельной партии порошка.
Распыление одной заготовки провели без формирования вогнутой полости, то есть согласно способу-прототипу (см. пример 1, фиг.1). В процессе оплавления других заготовок на их торцах 2 формировали вогнутые полости 8 посредством изменения расхода газа через плазмотрон (т.е. посредством изменения напора плазменной струи 3) и перемещения плазмотрона 4 относительно оси вращения заготовки 1 (см. примеры 2-7, фиг.2 и 3). Размеры вогнутой полости 8 - диаметр D и глубину h - определяли после окончания распыления всех заготовок путем обмера недоплавленных остатков заготовок (огарков).
Партию порошка от каждой заготовки просеивали, отбирая крупные фракции от 200 до 315 мкм. Эти гранулы приклеивали к пластине, шлифовали и протравливали. Поле шлифа просматривали под микроскопом, подсчитывали количество пор размером более 50 мкм, и число обнаруженных дефектных частиц относили к 1000 шт. частиц, подвергнутых испытанию.
Результаты сравнительных испытаний представлены в таблице 1.
В примере 1 (способ-прототип) оплавление торца заготовки происходит без формирования вогнутой полости (см. фиг.1). Зона А разлета расплавленных частиц 5 и зона Б падения твердых частиц 7 находятся в одной вертикальной плоскости. Поэтому вероятность столкновения и взаимного проникновения частиц 5 и 7 заметно велика. Количество пористых частиц составляет 1,6÷2,0%.
В примерах 2-4 (предлагаемый способ) на торце 2 заготовки имеется вогнутая полость 8, диаметр D которой равен диаметру заготовки d. Распыление частиц происходит по касательной к кривой, описывающей форму полости 8, от кромки 6, то есть по конической поверхности. Поэтому зоны существования расплавленных частиц 5 (зона А) и затвердевших частиц 7 (зона Б) разнесены в пространстве по горизонтали. Вероятность столкновения встречно движущихся частиц значительно снижается. Количество пористых частиц составляет 0,4÷0,8%.
В примере 5 глубина h вогнутой полости 8 меньше 0,1 диаметра заготовки d. Угол касательной, по которой разлетаются частицы, приближен к вертикали настолько, что данный пример почти не имеет преимуществ перед примером 1. Количество пористых частиц составляет 1,1÷1,3%.
В примере 6 полость 8 настолько глубока, что торцевая часть заготовки приобретает форму короны с заостренными краями, которые разрушаются центробежными силами еще в твердом состоянии. Процесс распыления сопровождается сильной вибрацией вращающейся заготовки 1, выход годных фракций порошка значительно снижается. Вследствие непригодности данного режима для реализации изобретения, пористость частиц не оценивали.
В примере 7 полость 8 имеет диаметр D меньше диаметра заготовки d (см. фиг.3). Однако расплавленные частицы отрываются не от края лунки 8, а от кромки 6. Это вызвано тем, что оплавляемый слой из полости 8 перетекает в оплавленный слой, расположенный на плоской части торца 2 заготовки, а также тем, что центробежные силы, дробящие расплав, на окружности D меньше, чем на окружности d. Поэтому распыление частиц происходит, как в примере 1, в вертикальной плоскости, и по количеству пористых частиц (1,5÷1,8%) данный режим мало отличается от способа-прототипа.
Таким образом, способ получения сферических порошков и гранул согласно изобретению решает задачу уменьшения пористости в распыляемых частицах. Это позволяет достигнуть технический результат, выражающийся в повышении качества изделий, производимых из полученных порошков и гранул, а также снижении брака данных изделий.
Предложенный способ опробован в производственных условиях при получении сферических порошков-гранул из жаропрочных никелевых сплавов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ГРАНУЛ ЖАРОПРОЧНЫХ СПЛАВОВ | 2011 |
|
RU2468891C1 |
| Способ получения сферического порошка из интерметаллидного сплава | 2015 |
|
RU2614319C2 |
| Способ получения металлических порошков или гранул | 2020 |
|
RU2760905C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТИТАНОВОЙ ДРОБИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2564768C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТИТАНОВЫХ ГРАНУЛ | 2014 |
|
RU2581545C2 |
| Способ формирования металлических порошков для аддитивных технологий в плазмотронной установке под воздействием ультразвука | 2019 |
|
RU2714001C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ТИТАНОВЫХ ГРАНУЛ | 2014 |
|
RU2574906C1 |
| Способ формирования металлических порошков для аддитивных технологий в плазмотронной установке с сортировкой по массе в электрическом поле | 2019 |
|
RU2745551C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО ПОРОШКА МЕТОДОМ ЦЕНТРОБЕЖНОГО РАСПЫЛЕНИЯ | 2011 |
|
RU2475336C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКИХ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2699431C1 |
Изобретение относится к области металлургии, а именно к порошковой металлургии и способам получения металлических порошков, главным образом, из жаропрочных никелевых сплавов. Вращают цилиндрическую заготовку вокруг горизонтальной оси. Оплавляют торец заготовки и формируют вогнутую полость с диаметром, равным диаметру заготовки, и глубиной 0,1-0,35 от диаметра заготовки путем изменения расхода газа через плазмотрон и перемещения плазмотрона относительно оси вращения заготовки. Распыляют расплавленные частицы под действием центробежных сил по конической поверхности, образованной касательной к криволинейной поверхности вогнутой полости. Обеспечивается снижение пористости в распыляемых частицах, повышение их качества и уменьшение брака изделий, производимых из полученных порошков и гранул. 1 табл., 3 ил.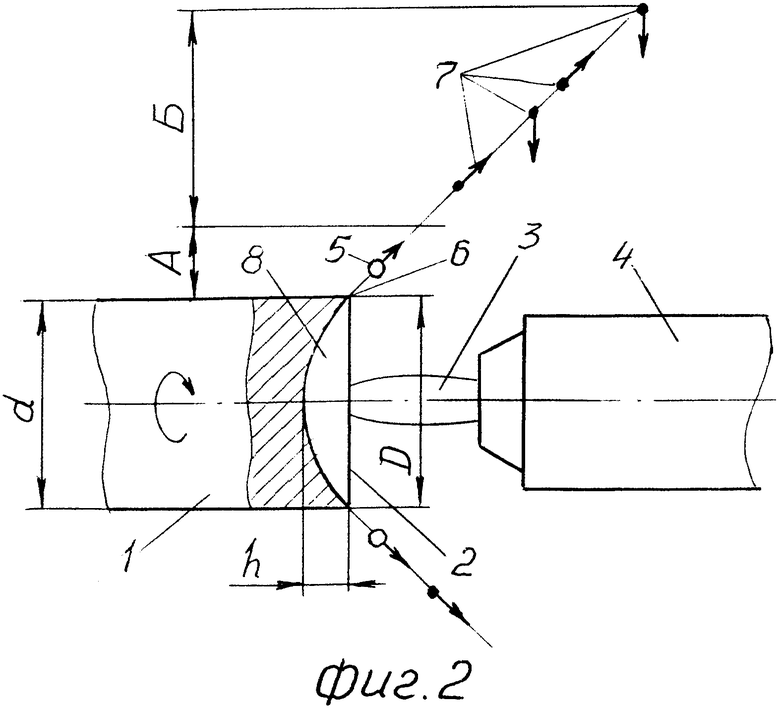
Способ получения сферических порошков, включающий вращение цилиндрической заготовки вокруг горизонтальной оси, оплавление торца заготовки плазменной струей дугового плазмотрона с обеспечением распыления расплавленных частиц под действием центробежных сил и затвердевания частиц при полете в газовой среде, отличающийся тем, что на торце заготовки формируют вогнутую полость, диаметр которой равен диаметру заготовки, а глубина - 0,1-0,35 диаметра заготовки, путем изменения расхода газа через плазмотрон и перемещения плазмотрона относительно оси вращения заготовки, а распыление расплавленных частиц осуществляют по конической поверхности, образованной касательной к криволинейной поверхности вогнутой полости.
| SU 1106093 A1, 27.05.1995 | |||
| Установка для получения порошка распылением вращающейся заготовки | 1974 |
|
SU497097A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛ | 1993 |
|
RU2038194C1 |
| US 5958105 A, 28.09.1999. | |||

