Изобретение относится к области металлургии, а именно к порошковой металлургии и способам получения металлических порошков (гранул). Предлагаемый способ позволяет получать гранулы узкого фракционного состава, что снижает их потери при дальнейшей классификации по фракциям и, тем самым, повышает выход годного.
Известен метод получения высококачественного порошка (Патент США №3802816, B22F 9/14), включающий в себя подачу заготовки в камеру через отверстие, придачу ей вращения, создание дуги между катодом и самой заготовкой, выступающей в качестве анода, плавление металла торца заготовки под действием дуги, отделение частиц расплавленного металла под действием центробежных сил от кромки заготовки и их охлаждение в процессе полета в среде инертного газа.
Недостатком данного метода является то, что для создания дуги необходим подвод тока к заготовке, которая вращается с большой скоростью. В результате дуга между заготовкой и катодом является очень нестабильной, что приводит к неравномерному оплавлению заготовки и, в свою очередь, получению большого количества гранул, достаточно сильно отличающихся по размеру. При дальнейшей классификации более крупные гранулы попадают в отсев и снижают выход годного.
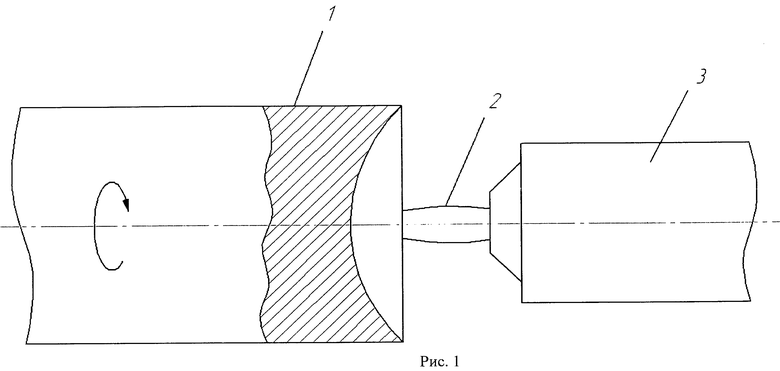
В качестве прототипа был выбран способ производства порошка центробежным распылением, описанный в патенте РФ №2361698, B22F 9/08 от 20.07.09. Он включает в себя вращение цилиндрической заготовки 1 (см. рис.1) вокруг горизонтальной оси, оплавление торца заготовки потоком плазмы 2, отрыв частиц от кромки торца заготовки и их кристаллизацию в среде инертного газа. Плазма для расплавления торца получается в результате ионизации струи газа дугой, возникающей между катодом и анодом, являющимися элементами конструкции плазмотрона 3.
Недостатком данного метода является получение гранул широкого фракционного состава, ведущий к потерям при классификации по фракциям. Капли расплава отрываются от кромки заготовки по конической поверхности, образованной касательной к криволинейной поверхности вогнутой полости. Пленка жидкого металла, образующаяся при расплавлении торца заготовки, при достижении кромки заготовки разрушается и переходит в капли расплава. В результате такого разрушения образуются капли, существенно отличающиеся по размеру. Это приводит к тому, что образуется достаточное количество крупных гранул, которые при дальнейшем их отсеве снижают выход годного.
Предлагаемый способ включает в себя вращение заготовки, оплавление торца заготовки струей плазмы, получаемой ионизацией газа с помощью плазмотрона, образование «венца» из расплава на кромке заготовки, отрыв капель расплава от «венца» и их кристаллизацию в среде инертного газа или в смеси инертных газов.
Способ предлагает устранить недостаток прототипа следующим образом: устанавливается эксцентриситет (смещение) оси плазмотрона относительно оси заготовки. В результате на кромке заготовки реализуется механизм образования капли расплава при помощи «венца», заметно снижающий количество крупных гранул в общей массе.
Принципиальная схема центробежного распыления по предлагаемому способу приведена на рис.2.
Предлагаемый способ технически состоит в следующем. Заготовке 1 диаметром d придается вращение в камере распыления, заполненной смесью инертных газов. При этом ось плазмотрона 4, в отличие от прототипа, смещена относительно оси вращения заготовки на расстояние h. Струя плазмы 3, получающаяся в результате ионизации газа дугой плазмотрона, оплавляет торец заготовки 7. На поверхности образуется вогнутая полость 5 с тонкой пленкой расплава. На ободе заготовки в процессе распыления появляется так называемый «венец» 2, представляющий собой тороид из жидкого металла, вращающийся вместе с заготовкой. От него под действием центробежной силы отрываются капли расплава 6, которые кристаллизуются в полете, принимая форму сферы.
Главным отличием предлагаемого способа является наличие эксцентриситета (h) между осями заготовки и плазмотрона. Причем эксцентриситет устанавливается таким образом, чтобы обеспечить наиболее полный и равномерный прогрев торца заготовки. В результате такого смещения оси вращения на поверхности торца заготовки реализуется механизм каплеобразования с помощью «венца», проходящий в несколько стадий:
1. При оплавлении торца быстровращающейся заготовки на его поверхности появляется вогнутая полость, на которой образуется пленка расплава толщиной порядка 10-70 мкм, перемещающаяся по спиралеобразным кривым к периферии торца.
2. На стыке торцевой и цилиндрической поверхностей происходит накопление массы расплава, т.е. образование тороидального «венца», который удерживается на заготовке за счет сил поверхностного натяжения. Толщина «венца» в несколько раз превышает толщину пленки на торце заготовки.
3. Под влиянием возмущений, вызванных вращением заготовки, в отдельных участках «венца» появляются сферические головки. По мере перетекания расплава от центра заготовки к ее краям масса «венца» увеличивается, и под действием центробежных сил сферические головки отрываются от венца, образуя капли расплава. Эти капли сфероидизируются и кристаллизуются в среде смеси сверхчистых инертных газов, заполняющей камеру распыления.
Преимущество предлагаемого метода объясняется следующим. Масса расплава равномерно перемещается по поверхности оплавляемого торца вследствие устойчивого режима центробежного вращения заготовки. Поэтому «венец» имеет примерно одинаковый объем жидкого металла по сечению. Большая часть сферических головок, образующихся на «венце», имеют примерно одинаковый объем металла. Соответственно, при их отрыве от «венца», капли также обладают примерно равным объемом, и, как следствие, примерно равной массой, что позволяет получать гранулы, достаточно близкие по размеру. Это обеспечивает более узкий фракционный состав гранул, производимых по предлагаемому методу.
ПРИМЕР. В качестве материала для распыления были взяты заготовки из жаропрочного никелевого сплава ЭП741НП. По предлагаемому способу были проведены три цикла плазменного распыления с различной частотой вращения заготовки для получения гранул заданных фракций. Эксцентриситет установили равным 20 мм. Далее проводили классификацию гранул методом виброситового анализа с целью определения фракционного состава гранул. Полученные результаты плазменных распылений сравнивали с результатами распыления по прототипу. Все данные по плазменному распылению и по фракциям гранул, а также полученные результаты по выходу годного представлены в таблице.
Из таблицы видно, что при плазменном распылении по всем трем режимам наблюдается существенное преимущество предлагаемого метода перед прототипом в плане выхода годного. Причем с уменьшением размера гранул это преимущество становится более значительным.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения металлических порошков или гранул | 2020 |
|
RU2760905C1 |
| Способ получения изделий из гранул, выполненных из сплавов на основе никеля или из сплавов на основе титана | 2023 |
|
RU2799458C1 |
| Способ получения металлического порошка | 2020 |
|
RU2769116C1 |
| СПОСОБ ПОЛУЧЕНИЯ СФЕРИЧЕСКИХ ГРАНУЛ ЖАРОПРОЧНЫХ И ХИМИЧЕСКИ АКТИВНЫХ МЕТАЛЛОВ И СПЛАВОВ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИСХОДНОЙ РАСХОДУЕМОЙ ЗАГОТОВКИ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2008 |
|
RU2413595C2 |
| Центробежный струйно-плазменный способ получения порошков металлов и сплавов | 2019 |
|
RU2722317C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО ПОРОШКА МЕТОДОМ ЦЕНТРОБЕЖНОГО РАСПЫЛЕНИЯ | 2011 |
|
RU2475336C1 |
| Устройство для получения металлических порошков методом центробежного распыления | 2020 |
|
RU2742125C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТИТАНОВЫХ ГРАНУЛ | 2014 |
|
RU2581545C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТИТАНОВОЙ ДРОБИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2564768C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОРОШКА ИЗ ТИТАНОВЫХ СПЛАВОВ | 2011 |
|
RU2478022C1 |
Изобретение относится к порошковой металлургии, а именно к способам получения металлических гранул. Гранулы получают путем плазменной плавки и центробежного распыления при оплавлении торца (7) вращающейся заготовки (1) струей плазмы (3) из плазмотрона (4) в среде инертного газа или в смеси газов. Плазмотрон устанавливают с эксцентриситетом его оси относительно оси вращения заготовки таким образом, чтобы обеспечить равномерный и полный прогрев торца заготовки. На кромке заготовки образуется тороидальный «венец» (2) из расплава, от которого под действием сил отрываются капли расплава (6) и кристаллизуются в виде гранул примерно одинакового размера. Способ позволяет получать гранулы узкого фракционного состава, что снижает потери при дальнейшей классификации и повышает выход годного. 2 ил., 1 табл., 1 пр.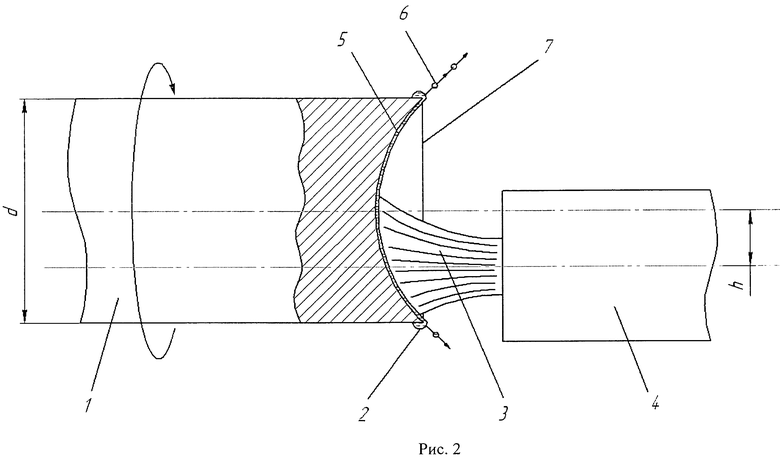
Способ производства гранул жаропрочных сплавов, включающий вращение заготовки, оплавление торца заготовки струей плазмы, получаемой ионизацией газа с помощью плазмотрона с получением гранул жаропрочных сплавов путем кристаллизации капель расплава в среде инертного газа или в смеси инертных газов, отличающийся тем, что плазмотрон устанавливают с эксцентриситетом его оси относительно оси вращения заготовки с обеспечением равномерного и полного прогрева торца заготовки и образованием тороидального «венца» на кромке заготовки, от которого под действием центробежных сил открываются капли расплава и кристаллизуются в виде гранул примерно одинакового размера.
| СПОСОБ ПОЛУЧЕНИЯ СФЕРИЧЕСКИХ ПОРОШКОВ И ГРАНУЛ | 2008 |
|
RU2361698C1 |
| СПОСОБ ПОЛУЧЕНИЯ СФЕРИЧЕСКИХ ГРАНУЛ ЖАРОПРОЧНЫХ И ХИМИЧЕСКИ АКТИВНЫХ МЕТАЛЛОВ И СПЛАВОВ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИСХОДНОЙ РАСХОДУЕМОЙ ЗАГОТОВКИ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2008 |
|
RU2413595C2 |
| КАТОДНАЯ МИШЕНЬ ДЛЯ РАСПЫЛЕНИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2405062C2 |
| US 7374598 B2, 20.05.2008 | |||
| Цифровой анализатор | 1979 |
|
SU834585A1 |

