Группа изобретений относится к способам и установкам для изготовления узкодисперсных сферических металлических порошков, используемых для аддитивных технологий.
Известен способ получения металлического порошка методом центробежного распыления расплава (RU 2475336 С1, опубл. 20.02.2013), образующегося при воздействии плазменной струи, создаваемой плазмотроном на торец цилиндрической заготовки, вращающейся вокруг своей оси. Расплав с торца заготовки за счет центробежных сил перетекает на соосно вращающийся диск и срывается с его кромки в виде отдельных капель.
Недостатками данного способа являются большие размеры получаемых частиц (100-140 мкм), сильный разброс по размерам, а также низкая энергетическая эффективность процесса, связанная с тем обстоятельством, что существенная часть мощности уносится разогретым в плазмотроне газом. Кроме того, подобный метод получения частиц требует использования крупных заготовок и встречает трудности при необходимости получения порошков тугоплавких металлов.
Известен способ изготовления металлических порошков (RU 2604743 С1, опубл. 10.12.2016), основанный на плавлении металла лазерным излучением путем прорезывания образца металлического материала и формирования из образовавшегося расплава капель посредством напора струи плазмы и/или струи сжатого нейтрального газа, направленного соосно с лазерным лучом.
Основными недостатками этого способа являются: низкая энергетическая эффективность процесса, связанная как с малым КПД преобразования сетевой электрической мощности в лазерное излучение, так и с крайне слабым поглощением лазерного излучения металлами; относительно большое количество отходов металла; сложность обеспечения монодисперсности порошка.
Известна установка для получения металлического порошка, раскрытая в источнике CN 204449316, опубл. 08.07.2015. При работе известной установки электронный пучок воздействует в вакууме на торец вращающегося цилиндрического металлического прутка, при этом расплавленный металл разлетается в результате центробежного распыления. Данный способ распыления имеет недостатки, схожие с решением в изобретении RU 2475336 С1, описанном выше. А именно, получение частиц больших размеров и сильный разброс по размерам. Указанные недостатки характерны при разбрызгивании капель с вращающегося торца, так как не все капли срываются с края торца. Крупные капли могут оторваться и не доходя до краев, что ведет к получению частиц порошка с широкой дисперсностью.
Решение данной проблемы, а именно обеспечение срыва капель с фиксированного радиуса, представлено в изобретении по патенту США US 4218410, опубл. 19.08.1980 - наиболее близкий аналог (прототип) предлагаемой группы изобретений. В известном способе получения порошка торцу вращающегося металлического стержня с использованием электронной пушки придают специальный профиль, чтобы частицы срывались с определенного радиуса стержня. Согласно сведениям, приведенном в прототипе, частицы порошка образуются не за счет срыва капель расплава с боковой поверхности заготовки под действием центробежных сил, а за счет распыления расплава с поверхности вращающейся вспомогательной чаши и использования дополнительной электронной пушки. При этом установка для осуществления этого способа получается чересчур громоздкой, поскольку для получения порошка требуются две электронные пушки.
Помимо чрезвычайной сложности, данный способ (а также конструкция установки) имеет еще один существенный недостаток, связанный с необходимостью одновременного соблюдения большого количества параметров, лежащих в достаточно узком диапазоне значений. Отклонение хотя бы одного параметра от номинала приведет к браку продукции не только в момент отклонения, но и в последующем, хотя отклонение может быть уже ликвидировано. Дело в том, что профиль торца может быть изменен так, что срыв расплава в одной точке не будет обеспечен.
Задачей предлагаемой группы изобретений является устранение вышеуказанных недостатков и создание нового способа и установки для получения сферических частиц порошка с применением энергии электронного пучка.
Технический результат настоящей группы изобретений заключается в обеспечении возможности получения сферических частиц металлического порошка (в том числе из тугоплавких металлов и сплавов) с малой дисперсностью, пригодного для использования в аддитивных технологиях.
Для достижения указанного результата предлагается способ изготовления сферических металлических порошков, включающий нагрев боковой поверхности вращающейся цилиндрической заготовки в вакууме до температуры плавления с помощью электронного пучка, разбрызгивание капель расплава за счет центробежных сил и их охлаждение в полете. Причем во время нагрева заготовки обеспечивают перемещение электронного пучка вдоль образующей цилиндрической заготовки. Разбрызгивание капель расплава осуществляют с боковой поверхности вращающейся цилиндрической заготовки. При этом регулируют частоту вращения ν заготовки согласно зависимости  и одновременно изменяют мощность W электронного пучка согласно зависимости
и одновременно изменяют мощность W электронного пучка согласно зависимости  где R - радиус заготовки в месте нагрева.
где R - радиус заготовки в месте нагрева.
Нагрев поверхности цилиндрической заготовки до температуры плавления может быть осуществлен за по меньшей мере один оборот заготовки.
Может быть использован электронный пучок с энергией, выбранной из диапазона 40÷60 кэВ, и плотностью мощности пучка, выбранной из диапазона 109÷1011 Вт/м2, а частота вращения заготовки составляет более 100 об/с.
Предлагается также установка для изготовления сферических металлических порошков, содержащая электронную пушку, цилиндрическую заготовку, установленную на выполненном с возможностью вращения вале и размещенную в вакуумной камере, охлаждаемый порошкоприемник. Установка снабжена магнитной системой для перемещения электронного пучка вдоль образующей цилиндрической заготовки, а также средствами регулирования частоты вращения ν заготовки согласно зависимости и средствами изменения мощности W электронного пучка согласно зависимости где R - радиус заготовки в месте нагрева. При этом вал выполнен с возможностью вращения установленной на нем заготовки с частотой вращения более 100 об/с.
В качестве источника концентрированного потока энергии предлагается использовать электронную пушку. При энергиях электронов до 40-60 кэВ механизм нагрева материала пучком аналогичен лазерному, т.е. имеет место исключительно поверхностный нагрев. Однако эффективность преобразования сетевой энергии в энергию луча у электронной пушки составляет выше 90%, а у лазера - 8-12%. Кроме того, лазерное излучение металлами поглощается слабо (5-8%), в то время как энергия электронного пучка преобразуется в тепло с эффективностью 70-85%. Многочисленными исследованиями показано, что для скоростного эффективного плавления материала пучок должен иметь плотность мощности 109-1011 Вт/м2 и время воздействия 10-4-10-6 с в зависимости от теплофизических характеристик материала. При таких параметрах воздействия образец нагревается и плавится на небольшую глубину, соизмеримую с размерами капель, а весь образец остается практически холодным. Данное обстоятельство является свидетельством эффективности процесса и снижает остроту проблемы теплоотвода. Таким образом, электронные пучки с энергией 40-60 кэВ представляются оптимальными в процессах получения металлических порошков, в том числе из тугоплавких металлов и сплавов. При меньших энергиях могут сказаться эффекты расплывания пучка вследствие рассеяния электронов на частицах газа, выделяющегося при расплавлении материала, или пара материала, который, пусть в небольшом количестве, но все же образуется при плавлении. При больших энергиях начинают сказываться эффекты проникновения электронов в вещество, в результате чего нагрев носит уже не поверхностный, а объемный характер. В этом случае скорость проникновения температурного фронта в расплавленный материал оказывается выше, соответственно выше и энергетические расходы на нагрев материала. Кроме того, увеличение энергии электронов сопровождается увеличением размеров установки, стоимости, а также, возможно, требованиям обеспечения радиационной защиты.
Заготовку нагревают и соответственно оплавляют по цилиндрической поверхности (а не по торцу). Такой нагрев гарантирует срыв капель с фиксированного радиуса вращающегося тела. В этом случае капли слетают с поверхности при достижении определенной толщины расплавленного материала. В этот момент центробежные силы уравновешивают силы поверхностного натяжения. Математически это устанавливает связь между частотой вращения ν и толщиной расплавленного слоя h. Последнюю величину можно полагать близкой к диаметру образующихся капель. Формула для частоты вращения имеет вид:
где σ - коэффициент поверхностного натяжения расплавленного металла, Н/м; ρ - его плотность, кг/м3; R - радиус цилиндрической заготовки, м; G -безразмерный коэффициент, зависящий от условий отрыва капель и особенностей установки (G является постоянной величиной и выбирается из диапазона 0,5…3).
Данный способ оплавления обеспечивает монодисперсность получаемых порошков, так как отрыв капель происходит при проплавлении металла на определенную глубину h. Так как из формулы следует, что  то для сохранения размеров слетаемых капель нужно выполнить условие
то для сохранения размеров слетаемых капель нужно выполнить условие  Это означает, что по мере снижения радиуса R заготовки необходимо увеличивать частоту вращения ν по закону
Это означает, что по мере снижения радиуса R заготовки необходимо увеличивать частоту вращения ν по закону 
За 1 оборот (т.е. за 1/ν сек) пучок диаметром d должен нагреть и расплавить материал образца массой m=2πR⋅d⋅hρ, где R - радиус образца, h - глубина плавления, ρ - плотность материала образца. Чтобы нагреть эту массу от комнатной температуры Т0 до температуры плавления Тпл нужна энергия mC (Тпл-Т0), где С - удельная теплоемкость материала, а чтобы расплавить - нужна еще энергия  где
где  - удельная теплота плавления. Таким образом, полная энергия, необходимая для нагревания и плавления этой массы, равна
- удельная теплота плавления. Таким образом, полная энергия, необходимая для нагревания и плавления этой массы, равна

Так как за 1 сек совершается v оборотов, то потребная мощность электронного пучка составляет:

Отсюда, в частности, следует, что при уменьшении радиуса заготовки вследствие оплавления материала и разлета капель необходимо соответствующее снижение мощности пучка по закону 
Возможен вариант процесса, когда требуемая мощность вводится не за один, а за n оборотов (n≥2). В этом случае нагрев на требуемую глубину осуществляется «порционно» и требуемая мощность пучка составляет W=W0/n.
Группа изобретений поясняется чертежами.
Фиг. 1 - схематично показана установка для осуществления способа согласно изобретению (вид сверху).
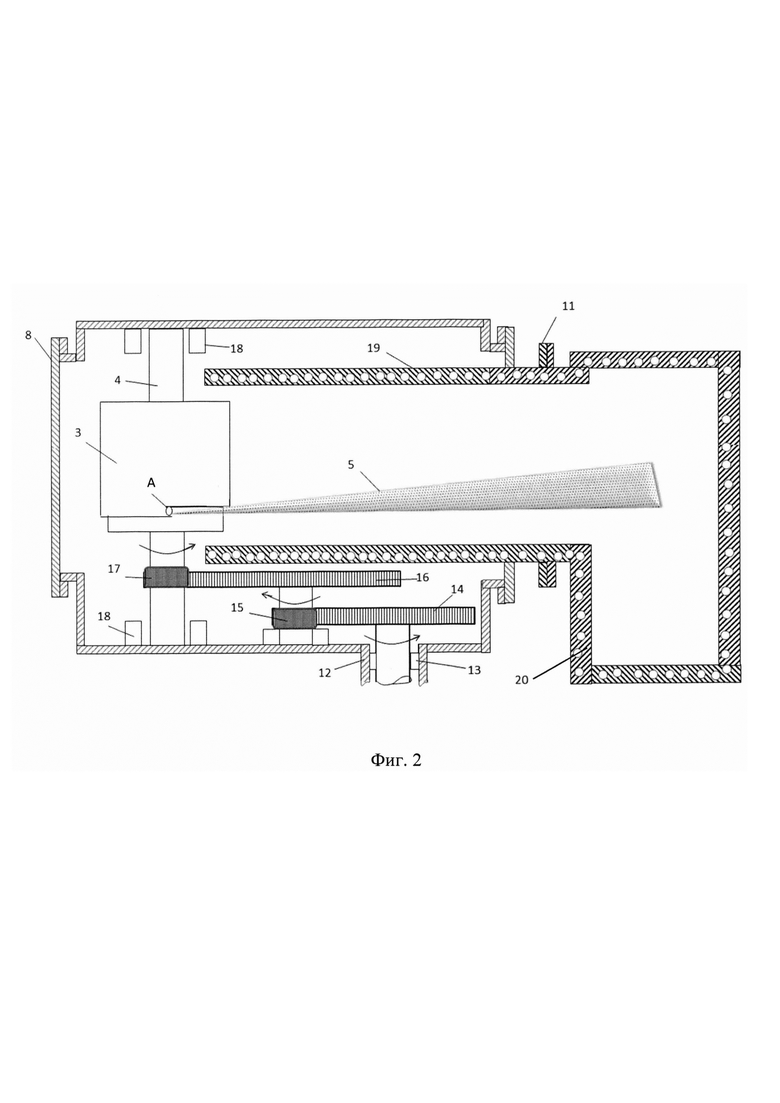
Фиг. 2 - схематично показана установка для осуществления способа согласно изобретению (общий вид).
Для реализации предлагаемого способа используется установка, показанная на Фиг. 1 и 2. Основными узлами установки являются электронная пушка 1, генерирующая электронный пучок 2, который расплавляет боковую поверхность цилиндрической металлической заготовки 3, насаженной на вал 4. Оплавленный материал за счет центробежных сил, вызванных вращением заготовки посредством вала 4, вращающегося с высокой скоростью, срывается с поверхности заготовки и образует поток капель металла 5. Остывая в процессе полета по баллистической траектории внутри вакуумной камеры, капли 5 кристаллизируются в сферические частицы, размеры которых определяются выбранными режимами работы. Регулирование частоты вращения ν заготовки согласно зависимости  и мощности W
и мощности W
электронного пучка согласно зависимости  где R - радиус заготовки в месте нагрева, осуществляется с использованием системы обратной связи. Измерение текущего радиуса R проводится лазерным дальномером, который является ключевым элементом системы обратной связи. Сигнал от дальномера передается на два исполнительных элемента -двигатель, вращающий шестеренку зубчатой передачи 14 (двигатель на фиг. 2 не указан), и на источник высоковольтного питания электронной пушки 1 (фиг. 1, источник на фиг. 1 не представлен). Сигнал дальномера соответствующим способом изменяет управляющие сигналы, подаваемые на двигатель и источник, что в свою очередь изменяет ν и W.
где R - радиус заготовки в месте нагрева, осуществляется с использованием системы обратной связи. Измерение текущего радиуса R проводится лазерным дальномером, который является ключевым элементом системы обратной связи. Сигнал от дальномера передается на два исполнительных элемента -двигатель, вращающий шестеренку зубчатой передачи 14 (двигатель на фиг. 2 не указан), и на источник высоковольтного питания электронной пушки 1 (фиг. 1, источник на фиг. 1 не представлен). Сигнал дальномера соответствующим способом изменяет управляющие сигналы, подаваемые на двигатель и источник, что в свою очередь изменяет ν и W.
Технологический процесс осуществляется в вакуумной камере 6 коробчатой формы, снабженной следующими фланцами:
- фланец 7 для обеспечения вакуумной откачки;
- фланец 8 для монтажных работ;
- фланец 9 для установки электронной пушки 1;
- фланец 10 для пристыковки порошкоприемника 11.
Кроме того, для организации вращения заготовки 3 используется мультипликативная система зубчатых передач 14, 15, 16, 17, которая способна в 100-1000 раз увеличить исходную скорость вращения, вводимую через узел 12 вакуумной камеры 6 и уплотнитель 13. Ввиду большой скорости вращения вала 4 используются магнитные подшипники 18.
Для приема частиц порошка 5 используется порошкоприемник 11, состоящий из цилиндрической трубы 19 и узла сбора 20. Все стенки порошкоприемника выполнены водоохлождаемыми, подача и ввод охладителя осуществляется через штуцер 21. (Штуцеры на узле сбора 20 не указаны).
Работа установки происходит следующим образом.
Включают вакуумный насос для откачки полости вакуумной камеры (пристыкован к фланцу 7). Включают мультипликативную систему зубчатых передач 14-17. При достижении рабочего уровня давления и режимной скорости вращения заготовки 3 включают систему охлаждения порошкоприемника 11 (через штуцер 21).
Включают электронную пушку 1. Электронный луч 2 перемещается, вдоль образующей цилиндрической заготовки 3, совершая периодические движения, при помощи магнитной системы (не указана на фигурах), при этом формируется поток расплавленных капель 5. Во время нагрева заготовки осуществляют регулирование частоты вращения ν заготовки согласно зависимости  где R - радиус заготовки в месте нагрева, и одновременно изменяют мощность электронного пучка согласно зависимости
где R - радиус заготовки в месте нагрева, и одновременно изменяют мощность электронного пучка согласно зависимости 
Длина цилиндрической трубы 9 подбирается из соображений обеспечения остывания и кристаллизации капель за время полета до узла сбора 20. Застывшие сферические частицы металлического порошка падают на дно узла сбора 20. Так как условия оплавления материала и срыва капель реализуются на очень малом участке (в окрестностях точки А, представляющей след электронного луча на поверхности заготовки 3, фиг. 2), то образующийся поток капель 5 имеет узкий сектор распространения. Данное обстоятельство позволяет организовать протяженную область разлета капельного потока, используя относительно небольшие объемы. Так, цилиндрическая труба 19 может иметь длину до 3 м при диаметре 30-40 см, что обеспечивает сброс тепловой энергии в процессе баллистического полета капель, превращающихся при остывании в частицы порошка. Это позволяет создать малогабаритные устройства для получения металлических порошков.
Пример. Рассмотрим изготовление сферических частиц стали предлагаемым способом. Коэффициент поверхностного натяжения стали при температуре плавления Тпл=1538°С равен σ=1,8 Н/м, а плотность ρ=7800 кг/м3, удельная теплоемкость стали (железа)  удельная теплота плавления
удельная теплота плавления 
Цилиндрическую заготовку из стали диаметром 100 мм (R=0,05 м) вращают с частотой вращения ν=500 об/с посредством высокоскоростного вала, на котором она установлена (коэффициент G принимают равным 1). Т0=18°С.
Нагрев заготовки в вакууме ведут электронным пучком диаметром d=1 мм=0,001 м, мощностью пучка W0=35 кВт, плотностью мощности равной 3,5⋅1010 Вт/м2. За время 6⋅10-6 с материал плавится на глубину 30 мкм и за счет центробежных сил срывается с боковой поверхности цилиндрической заготовки. Таким образом, на выходе получают сферические частицы стального порошка диаметром 30 мкм с производительностью - 130 кг/час.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ создания структурно-градиентных порошковых материалов | 2021 |
|
RU2762455C1 |
| Способ получения металлических порошков и установка для его осуществления | 1976 |
|
SU860683A1 |
| СПОСОБ ПОЛУЧЕНИЯ СФЕРИЧЕСКИХ ГРАНУЛ ЖАРОПРОЧНЫХ И ХИМИЧЕСКИ АКТИВНЫХ МЕТАЛЛОВ И СПЛАВОВ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИСХОДНОЙ РАСХОДУЕМОЙ ЗАГОТОВКИ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2008 |
|
RU2413595C2 |
| Способ получения титановых микросфер узкого гранулометрического состава с содержанием карбида титана | 2017 |
|
RU2688001C2 |
| Центробежный струйно-плазменный способ получения порошков металлов и сплавов | 2019 |
|
RU2722317C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО ПОРОШКА | 2005 |
|
RU2302926C2 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОЧАСТИЦ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2633689C2 |
| Способ получения металлического порошка | 2020 |
|
RU2769116C1 |
| Способ сфероидизации частиц порошка полистирола с помощью газоразрядной установки | 2021 |
|
RU2768145C1 |
| Способ получения металлических порошков или гранул | 2020 |
|
RU2760905C1 |

Группа изобретений относится к изготовлению сферических металлических порошков, которые могут быть использованы для аддитивных технологий. Способ включает нагрев боковой поверхности вращающейся цилиндрической заготовки в вакууме до температуры плавления с помощью электронного пучка, разбрызгивание капель расплава за счет центробежных сил и их охлаждение в полете. Во время нагрева заготовки обеспечивают перемещение электронного пучка вдоль образующей цилиндрической заготовки. Разбрызгивание капель расплава осуществляют с боковой поверхности вращающейся цилиндрической заготовки, при этом регулируют частоту вращения заготовки в зависимости от  и одновременно изменяют мощность электронного пучка в зависимости от
и одновременно изменяют мощность электронного пучка в зависимости от  где R - радиус заготовки в месте нагрева. Предложена также установка для осуществления вышеуказанного способа. Обеспечивается получение сферических частиц металлического порошка, в том числе из тугоплавких металлов и сплавов, с малой дисперсностью, пригодного для использования в аддитивных технологиях. 2 н. и 3 з.п. ф-лы, 2 ил., 1 пр.
где R - радиус заготовки в месте нагрева. Предложена также установка для осуществления вышеуказанного способа. Обеспечивается получение сферических частиц металлического порошка, в том числе из тугоплавких металлов и сплавов, с малой дисперсностью, пригодного для использования в аддитивных технологиях. 2 н. и 3 з.п. ф-лы, 2 ил., 1 пр.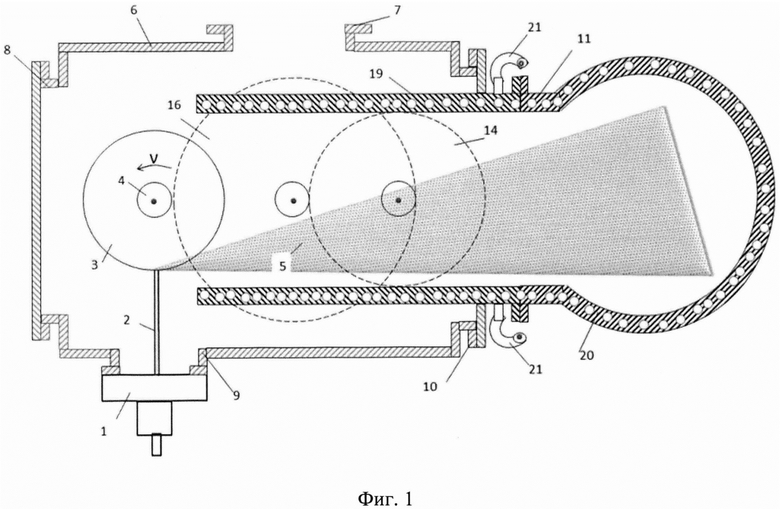
1. Способ изготовления сферических металлических порошков, включающий нагрев боковой поверхности вращающейся цилиндрической заготовки в вакууме до температуры плавления с помощью электронного пучка, разбрызгивание капель расплава за счет центробежных сил и их охлаждение в полете, отличающийся тем, что во время нагрева заготовки обеспечивают перемещение электронного пучка вдоль образующей цилиндрической заготовки, а разбрызгивание капель расплава осуществляют с боковой поверхности вращающейся цилиндрической заготовки, при этом регулируют частоту вращения ν заготовки в зависимости от  и одновременно изменяют мощность электронного пучка W в зависимости от
и одновременно изменяют мощность электронного пучка W в зависимости от  где R - радиус заготовки в месте нагрева.
где R - радиус заготовки в месте нагрева.
2. Способ по п. 1, отличающийся тем, что нагрев боковой поверхности цилиндрической заготовки до температуры плавления осуществляют за по меньшей мере один оборот заготовки.
3. Способ по п. 1, отличающийся тем, что используют электронный пучок с энергией, выбранной из диапазона 40÷60 кэВ, и плотностью мощности пучка, выбранной из диапазона 109÷1011 Вт/м2, а частота вращения заготовки составляет более 100 об/с.
4. Установка для изготовления сферических металлических порошков, содержащая электронную пушку, цилиндрическую заготовку, установленную на выполненном с возможностью вращения валу и размещенную в вакуумной камере, охлаждаемый приемник порошка, отличающаяся тем, что она снабжена магнитной системой для перемещения электронного пучка вдоль образующей цилиндрической заготовки, средствами регулирования частоты вращения заготовки ν в зависимости от и средствами изменения мощности электронного пучка W в зависимости от где R - радиус заготовки в месте нагрева.
5. Установка по п. 4, отличающаяся тем, что вал выполнен с возможностью вращения установленной на нем заготовки с частотой вращения более 100 об/с.
| US 4218410 A1, 19.08.1980 | |||
| СПОСОБ ПОЛУЧЕНИЯ СФЕРИЧЕСКИХ ГРАНУЛ ЖАРОПРОЧНЫХ И ХИМИЧЕСКИ АКТИВНЫХ МЕТАЛЛОВ И СПЛАВОВ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИСХОДНОЙ РАСХОДУЕМОЙ ЗАГОТОВКИ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2008 |
|
RU2413595C2 |
| Способ получения металлических порошков и установка для его осуществления | 1976 |
|
SU860683A1 |
| Приспособление к токарному станку для нарезания ножовочных полотен | 1929 |
|
SU20910A1 |
| RU 2016123688 A 20.12.2017 | |||
| JP 63210206 A, 31.08.1988. | |||

