Настоящее изобретение относится к способу изготовления многократно профилированной фольги, к носителю каталитического нейтрализатора, используемому в системах выпуска отработавших газов (ОГ), образующихся при работе автомобильных двигателей внутреннего сгорания (ДВС), и состоящему из листов многократно профилированной фольги, а также к инструменту для изготовления многократно профилированной фольги.
Для нейтрализации или снижения токсичности (обработки) ОГ, образующихся при работе автомобильных ДВС, например, двигателей с принудительным воспламенением рабочей смеси и дизельных двигателей, в системе выпуска ОГ, как известно, располагают компоненты, соответственно профильные структуры, которые имеют относительно большую площадь поверхности. Такие компоненты обычно снабжаются адсорбирующим, каталитически активным или аналогичным покрытием и благодаря большой площади своей поверхности обеспечивают эффективный контакт с ними потока проходящих вдоль них ОГ. Такие компоненты представляют собой, например, фильтрующие элементы для отфильтровывания присутствующих в ОГ твердых частиц, адсорберы для по меньшей мере ограниченного по времени накопления содержащихся в ОГ вредных веществ (например, NOx), каталитические нейтрализаторы (например, трехкомпонентные каталитические нейтрализаторы ОГ, катализаторы окисления, катализаторы восстановления (или понижающие содержание NOx катализаторы) и т.д.), диффузоры для воздействия на поток ОГ, соответственно для завихрения проходящего через них потока ОГ или же нагревательные элементы, которые непосредственно после пуска холодного ДВС нагревают ОГ до заданной температуры. Для работы в преобладающих в автомобильной системе выпуска ОГ условиях эксплуатации хорошо зарекомендовали себя в основном следующие носители (подложки): керамические сотовые элементы, экструдированные сотовые элементы и сотовые элементы из листов фольги. Учитывая тот факт, что такие носители всегда необходимо согласовывать с выполняемыми ими функциями, в качестве исходного материала для их изготовления наиболее хорошо зарекомендовала себя фольга жаропрочных и коррозионно-стойких марок.
Известен способ изготовления сотовых элементов из множества листов по меньшей мере частично профилированной фольги, которые затем помещают в корпус или кожух и которые тем самым образуют носитель, который можно снабжать одним или несколькими указанными выше покрытиями. Листы по меньшей мере частично профилированной фольги располагают при этом таким образом, что они образуют расположенные в основном параллельно друг другу каналы. Для образования каналов, например, часть используемых для этого листов фольги снабжают первичной профильной структурой, характерной особенностью которой помимо прочего является наличие у нее регулярно повторяющегося профиля, прежде всего своего рода синусоидальной гофрировки, пилообразного профиля, гофрировки с гофрами прямоугольного профиля, гофрировки с гофрами треугольного профиля, гофрировки с гофрами омегаобразного профиля или иной аналогичной профильной структуры. Далее такие листы снабженной первичной профильной структурой фольги набирают в пакет (чередуя их в некоторых случаях с гладкими промежуточными листами), соединяют между собой и помещают в кожух. Таким путем получают сотовый элемент с проходящими в основном параллельно друг другу каналами.
Известно далее снабжение подобной фольги вторичной профильной структурой, назначение которой состоит прежде всего в предотвращении образования ламинарного потока ОГ непосредственно после их входа в сотовый элемент, поскольку при ламинарном потоке не происходит газообмен между движущимися по центру такого канала зонами частичного потока ОГ и, например, снабженными каталитически активным покрытием участками стенок канала. В соответствии с этим такая вторичная профильная структура имеет передние (входные) поверхности, на которые набегает поток ОГ и которые обеспечивают своего рода завихрение частичных потоков ОГ внутри такого канала. Благодаря этому обеспечивается интенсивное перемешивание самих этих частичных потоков ОГ и в результате эффективный, тесный контакт содержащихся в ОГ вредных веществ со стенкой канала. Помимо этого подобные вторичные профильные структуры позволяют создавать проходные отверстия для прохождения потока ОГ в поперечном продольной протяженности канала направлении и таким путем обеспечить газообмен между частичными потоками ОГ в соседних каналах. Для выполнения этой функции известные вторичные профильные структуры могут представлять собой, например, направляющие поверхности, профильные микроструктуры, бугорки, выступы, "крылышки", язычки, отверстия или иные аналогичные элементы. В этом отношении при изготовлении подобных металлических сотовых элементов существуют гораздо более разнообразные возможности по профилированию стенок их каналов по сравнению с керамическими сотовыми элементами, поскольку выполнение стенок их каналов столь сложной формы либо вообще невозможно, либо возможно лишь при условии особо высоких технических затрат.
Помимо этого, при нейтрализации или снижении токсичности ОГ особый интерес представляет обеспечение превращения содержащихся в ОГ вредных веществ в безвредные вещества практически сразу же после пуска двигателя. При этом подобное превращение содержащихся в ОГ вредных веществ в безвредные вещества должно происходить с особо высокой эффективностью в соответствии с законодательными актами, соответственно директивами. По этой причине ранее постоянно уменьшали толщину используемой для изготовления сотовых элементов фольги. Очень тонкая фольга обладает исключительно низкой удельной теплоемкостью в пересчете на единицу площади поверхности. Иными словами, такая фольга отбирает от протекающих вдоль нее ОГ сравнительно небольшое количество тепла, соответственно сама относительно быстро нагревается. Подобное свойство тонкой фольги имеет важное значение по той причине, что применяемые в настоящее время в системе выпуска ОГ каталитически активные покрытия обеспечивают превращение вредных веществ в безвредные вещества лишь по достижении определенной начальной рабочей температуры, которая составляет примерно 230-270°С. С целью обеспечить по меньшей мере 98%-ную эффективность превращения вредных веществ уже через несколько секунд после пуска двигателя для изготовления сотовых элементов стали использовать фольгу толщиной, например, менее 20 мкм.
Однако решение описанных выше задач связано с целым рядом технологических и эксплуатационно-технических проблем. Выполнение подобных филигранных профильных структур, прежде всего вторичных профильных структур, требует применения прецизионно работающих инструментов, которые обычно имеют высокую стоимость и поэтому должны иметь длительный срок службы. При этом следует учитывать и тот факт, что помимо обработки давлением фольги в некоторых случаях требуется также ее резка. Для снижения расходов на инструменты один инструмент стремились сделать предельно универсальным для выполнения с его помощью максимально возможного количества различных технологических операций, однако из-за особой формы вторичной профильной структуры наблюдался повышенный износ инструмента. Другая проблема связана с необходимостью подачи относительно тонкой фольги на обработку с приемлемо высокой скоростью по возможности без нежелательного наклепа. Наклеп может оказывать отрицательное влияние на поведение материала фольги при обработке давлением. Помимо этого из-за малой толщины материала существует опасность повышения склонности фольги к сминанию (образованию замятых складок), соответственно к ее скручиванию в рулон. Так, например, сминание фольги может привести при определенных условиях к закупориванию каналов в сотовом элементе, соответственно к образованию разрывов, которые впоследствии под действием высоких термических и динамических нагрузок, преобладающих в автомобильной системе выпуска ОГ, начинают разрастаться и тем самым нарушают конструктивную целостность сотового элемента. Помимо этого следует учитывать и тот факт, что замятые или деформированные подобным образом первичные и/или вторичные профильные структуры создают нежелательные препятствия прохождению ОГ, из-за чего на входе в сотовый элемент при определенных условиях создается повышенный скоростной напор, который в некоторых случаях может привести к снижению мощности двигателя.
Исходя из вышеизложенного, в основу настоящего изобретения была положена задача решить описанные выше технические проблемы. Задача изобретения состояла прежде всего в том, чтобы разработать способ изготовления многократно профилированной фольги, который был бы экономичным в осуществлении, предпочтительно допускал бы возможность его осуществления в непрерывном режиме, исключал бы избыточный наклеп фольги и позволял бы выполнять самые разнообразные вторичные профильные структуры, а также первичную профильную структуру, пригодную для изготовления используемого в системах выпуска ОГ автомобильных ДВС носителя, который должен обладать предельно низким сопротивлением потоку ОГ прежде всего при высокой плотности расположения в нем каналов и наличии у него интегрированной вторичной профильной структуры. Еще одна задача изобретения состояла в том, чтобы разработать инструмент для изготовления многократно профилированной фольги, который был бы пригоден для выполнения, соответственно изменения особо сложных и оптимальных с точки зрения технической аэрогидродинамики профильных структур на тонкой фольге.
Указанные задачи решаются с помощью способа изготовления многократно профилированной фольги, способа изготовления металлического сотового элемента из по меньшей мере частично профилированных листов фольги, а также с помощью инструмента для изготовления многократно профилированной фольги. Наиболее предпочтительные варианты осуществления изобретения приведены в соответствующих зависимых пунктах формулы изобретения, представленные в которых отличительные признаки можно любым рациональным образом комбинировать между собой.
Предлагаемый в изобретении способ изготовления многократно профилированной фольги предусматривает выполнение по меньшей мере следующих стадий:
A) обработку фольги давлением с получением первичной профильной структуры первой ширины,
Б) обработку снабженной первичной профильной структурой фольги давлением с получением вторичной профильной структуры,
B) обработку профилированной фольги давлением с приданием первичной профильной структуре второй ширины, которая меньше ее первой ширины,
причем первая высота первичной профильной структуры после выполнения стадии А) составляет менее 80%, прежде всего 60%, от ее второй высоты после выполнения стадии В).
При этом перед выполнением стадии А) на внутренней части в основном плоской фольги предпочтительно выполнять множество разделительных кромок (разделяющих материал фольги кромок) (стадия а)).
В последующем описании во избежание повторов отдельные стадии предлагаемого в изобретении способа обозначены лишь соответствующими им буквами.
Необходимо особо отметить, что при создании настоящего изобретения было решено отказаться от очевидной на первый взгляд по экономическим соображениям идеи одновременного выполнения, соответственно использования одного инструмента для выполнения максимально возможного количества операций обработки давлением при изготовлении многократно профилированной фольги. Поэтому указанные выше стадии а), А)-В) должны рассматриваться как индивидуальные, прежде всего независимые, выполняемые отдельно друг от друга стадии. Сказанное, в частности, означает также, что во временной последовательности сначала выполняют (только) разделительные кромки, затем первичную профильную структуру, после нее вторичную профильную структуру и в завершение уменьшают ширину первичной профильной структуры. Благодаря подобному последовательному, постадийному изготовлению многократно профилированной фольги удается значительно уменьшить наклеп фольги вследствие высокой степени ее пластической деформации и в результате, например, избежать преждевременной усталости фольги именно при ее использовании в автомобильной системе выпуска ОГ. При этом еще один положительный момент состоит в снижении нагрузки на инструмент и тем самым в значительном уменьшении износа его гибочных, соответственно деформирующих кромок. Помимо этого необходимо также отметить, что предлагаемый в изобретении способ позволяет в конечном итоге лишь в две или три выполняемые по отдельности стадии изготавливать многократно профилированную фольгу с первичной профильной структурой второй ширины и со вторичной структурой. С учетом этого ни одна из указанных выше стадий а), А)-В) в конечном итоге не отсутствует полностью, а все они выполняются в комбинации между собой, соответственно одновременно или совместно друг с другом, например, с использованием одного инструмента.
Ниже более подробно рассмотрены некоторые из наиболее предпочтительных вариантов осуществления предлагаемого в изобретении способа изготовления многократно профилированной фольги, при этом заключенные в скобки комбинации букв соответствуют стадиям, выполняемым в комбинации между собой, соответственно одновременно: а+А+Б+В; (а+А)+Б+В; (а+А)+(Б+В); а+А+(Б+В); (а+А+Б)+В; а+(А+Б)+В. В отношении стадии а) необходимо также отметить, что она при определенных условиях может быть интегрирована непосредственно в стадию Б) и, в частности, именно в том случае, когда снабженную первичной профильной структурой фольгу подвергают обработке давлением, при которой происходит разделение (прорезание) материала, т.е. разделительные кромки выполняются одновременно со вторичной профильной структурой. В этом случае наиболее предпочтительными вариантами осуществления способа были бы следующие: А+а/Б+В; (А+а/Б)+В, при этом обозначение "а/Б" означает одновременное выполнение разделительных кромок и вторичной профильной структуры, т.е. их выполнение за один переход. В принципе отдельные стадии наиболее предпочтительно объединять по две в один переход, причем именно в этом случае должно быть исключено объединение стадий Б) и В) в одну стадию, соответственно их совместное выполнение за один переход, а более того, каждая из этих стадий Б) и В) должна выполняться отдельно от другой, соответственно с использованием другого инструмента, соответственно в другой момент времени.
Ниже более подробно рассмотрены особенности каждой отдельной стадии предлагаемого в изобретении способа.
Стадия а)
На этой стадии в принципе должна использоваться в основном еще не подвергнутая обработке давлением фольга, что подразумевает использование фольги, сматываемой непосредственно с рулона. Подобная фольга изготовлена из жаропрочного, коррозионно-стойкого материала, предпочтительно с относительно высоким содержанием в нем алюминия, хрома, молибдена или обладающих аналогичным действием компонентов. В этом отношении определение "ровный" означает, что фольге еще не придана никакая профильная структура, т.е. фольга является в основном плоской по всей своей протяженности. Учитывая тот факт, что стадии изготовления многократно профилированной фольги по меньшей мере преимущественно выполняются в непрерывном режиме, в данном случае под фольгой подразумевается так называемая "бесконечная" фольга, т.е. фольга, которая еще не разрезана на мерные куски таких размеров, которые она в конечном итоге имеет при ее целевом использовании, например, в качестве носителя каталитически активных покрытий. В этом отношении выполнение разделительных кромок не должно рассматриваться как раскрой подобной "бесконечной" фольги, которая, более того, в основном сохраняет свою исходную длину. В отличие от полного отделения от фольги отдельных ее частей в данном случае предлагается выполнять в ее внутренней части несколько разделительных кромок. Сказанное означает, что по меньшей мере часть таких разделительных кромок полностью окружена материалом фольги, т.е. они образуют своего рода прорези, разрывы, отверстия, дыры и т.п. Разделительные кромки предпочтительно должны при этом располагаться по определенной регулярной схеме, например, строками, колонками, на равном удалении друг от друга, причем такие схемы расположения разделительных кромок в свою очередь могут различаться между собой на отдельных участках фольги, т.е., например, на одном участке фольги разделительные кромки могут располагаться на большем расстоянии друг от друга, чем на другом ее участке.
Сами разделительные кромки могут выполнять различные функции. Так, например, эти разделительные кромки могут обеспечивать щадящее взаимодействие выполняющего вторичную профильную структуру деформирующего инструмента с фольгой. Помимо этого разделительная кромка может использоваться для ориентирования фольги относительно последующих деформирующих инструментов. Однако для получения прецизионно ориентированных, соответственно выполненных разделительных кромок их наиболее предпочтительно выполнять на отдельной стадии. Тем самым удается избежать сминания фольги, соответственно ее нежелательной деформации на последующих стадиях обработки.
Стадия А)
Обработку фольги давлением, при которой получают первичную профильную структуру с первой шириной, предпочтительно выполнять в непрерывном режиме. Для выполнения такой первичной профильной структуры можно использовать прежде всего такие методы, как прокатка гофрированных листов или гибка на гибочных валках. При гибке этими методами используют вращающиеся, соответственно приводимые во вращение зацепляющиеся между собой профилирующие валки, между которыми пропускают фольгу. При гибке методом прокатки гофрированных листов фольга в процессе ее обработки давлением постоянно контактирует с боковыми поверхностями обоих зацепляющихся между собой профильных зубьев, тогда как в процессе гибки на гибочных валках обычно имеет место лишь двухсторонний контакт в зоне ножки, соответственно головки профильного зуба. При этом в каждом случае получают первичную профильную структуру, плоскость изгиба которой располагается в основном перпендикулярно оси вращающихся инструментов. При осуществлении этой стадии к фольге в процессе ее подобной обработки давлением не должны прикладываться никакие растягивающие усилия, соответственно допускается приложение лишь исключительно малых растягивающих усилий, т.е. процесс обработки фольги давлением на этой стадии должен сводиться в основном только к созданию изгибающего усилия. Соблюдение этого условия обеспечивается, например, за счет создания между формообразующими инструментами зазора, через который пропускается фольга и ширина которого больше толщины фольги. Наличие подобного зазора позволяет избежать защемления фольги в каком-либо месте между вращающимися формообразующими инструментами и в результате нарушения процесса пропускания между ними фольги. Тем самым материал деформированной таким путем фольги не имеет никаких повреждений, которые именно при ее использовании в качестве компонента носителя каталитического нейтрализатора могут послужить причиной его преждевременного выхода из строя. Рассмотренный выше предпочтительный вариант осуществления процессов обработки давлением без приложения к фольге растягивающих усилий следует учитывать, соответственно реализовывать прежде всего и при выполнении по меньшей мере одной из следующих стадий Б) и В).
Стадия Б)
На стадии Б) уже предварительно обработанную, снабженную первичной профильной структурой фольгу снабжают вторичной профильной структурой. Вторичная профильная структура накладывается на первичную профильную структуру, т.е. она на локально ограниченных участках изменяет, соответственно заменяет собой первичную профильную структуру. Так, например, первичную профильную структуру можно по меньшей мере частично вновь "ликвидировать", заменить и/или усилить другой профильной структурой. Критерием, на основе которого можно провести различия между первичной и вторичной профильными структурами, может служить их положение на фольге, соответственно в фольге. Обычно первичную профильную структуру можно достаточно просто распознать, посмотрев на кромку фольги, проходящую параллельно направлению продольной протяженности "бесконечной" фольги. Со стороны этой кромки обычно отчетливо видна основная форма первичной профильной структуры. Вторичную же профильную структуру часто проще увидеть со стороны той кромки фольги, которая расположена перпендикулярно продольной протяженности фольги, в виде изменения формы этой в основном прямолинейной кромки, что особенно заметно прежде всего при наличии локально периодически повторяющихся вторичных профильных структур.
Стадия В)
На этой стадии обработке давлением вновь подвергают первичную профильную структуру уже снабженной двумя профильными структурами фольги. После выполнения этой стадии обработки давлением первичная профильная структура приобретает вторую ширину, которая меньше ее первой ширины, которую первичная профильная структура имеет после обработки давлением на стадии А). Иными словами, сказанное означает, что первичная профильная структура ужимается, "собирается складками", становится плотнее, сдвигается или уплотняется иным образом в направлении продольной протяженности фольги. Под шириной первичной профильной структуры в данном контексте подразумевается расстояние или шаг между двумя ее ближайшими друг к другу, обращенными в одну сторону экстремумами. Если первичная профильная структура представляет собой, например, гофрированную профильную структуру с верхними точками (вершинами) гофров и нижними точками (углублениями) между двумя соседними гофрами, то ширина первичной профильной структуры равна расстоянию между вершинами двух гофров, следующих непосредственно один за другим в направлении гофрировки или волнистости. В результате уменьшения ширины первичной профильной структуры ее экстремумы сближаются друг с другом или плотнее придвигаются друг к другу, а находящиеся между экстремумами опускающиеся, соответственно поднимающиеся участки фольги становятся более крутыми.
Выполнение первичной профильной структуры в две стадии именно с учетом наложения на нее вторичной профильной структуры связано с существенными преимуществами. Именно при очень малой ширине первичной профильной структуры для одновременного выполнения первичной и вторичной профильных структур требуется использовать исключительно филигранные инструменты, поскольку вторичная профильная структура располагается преимущественно в зоне экстремумов первичной профильной структуры. При малой ширине первичной профильной структуры ее экстремумы располагаются в пространстве сравнительно близко друг к другу, и поэтому узкими торцами филигранных инструментов необходимо выполнять дополнительные стадии резки или обработки давлением. Этим обусловлены повышенный износ торцов инструментов и опасность сминания фольги из-за высокой степени ее деформации. Уменьшение же ширины первичной профильной структуры путем ее "собирания в складки", соответственно сближения друг с другом ее экстремумов лишь после выполнения вторичной профильной структуры позволяет использовать для ее выполнения более массивные инструменты, которые соответственно обладают гораздо более длительным сроком службы, т.е. позволяет обработать одним и тем же инструментом гораздо большее количество фольги.
Согласно еще одному варианту осуществления предлагаемого в изобретении способа разделительные кромки выполняют по меньшей мере одним из следующих методов:
A) прорезанием,
Б) выдавливанием,
B) просечкой,
Г) сверлением,
Д) травлением,
получая при этом множество проходных отверстий. В этом месте для пояснения необходимо отметить, что проходные отверстия по меньшей мере частично ограничены разделительными кромками. При этом под проходными отверстиями преимущественно подразумеваются отверстия с в основном скругленными или плавными контурами, например, сравнительно крупные отверстия круглой, эллиптической или иной аналогичной формы. В предпочтительном варианте наибольшее расстояние от проходных отверстий до расположенных напротив них разделительных кромок должно составлять от 0,2 до 6 мм. Выбор того или иного из числа указанных выше методов выполнения разделительных кромок зависит прежде всего от особенностей материала фольги, размера проходных отверстий, соответственно от их количества.
При выполнении разделительных кромок прорезанием используют режущий пуансон, который прикладывает к фольге режущее усилие и напротив которого предусмотрена матрица, в которую может утапливаться режущий пуансон. При увеличении действующего на фольгу усилия режущий пуансон проникает в нее и пластически деформирует ее. По достижении материалом фольги предела своей текучести в зоне среза (сдвига) в ней обычно возникают отходящие от матрицы трещины, приводящие к нарушению сплошности материала в результате его разрыва и тем самым к образованию разделительных кромок.
При выдавливании используется в основном такой же, что и при прорезании, принцип, однако при выдавливании рядом с разделительной кромкой возможно образование не только проходного отверстия, но и в некоторых случаях краевого выступа (закраины). Различие между прорезанием и просечкой состоит в том, что при просечке предпочтительно используется полый режущий пуансон, а процесс резки выполняется на в основном плоской матрице, в которую пуансон не утапливается.
При использовании более толстых материалов, соответственно при необходимости выполнения разделительных кромок в фольге, уложенной несколькими слоями, в качестве метода выполнения таких кромок можно также использовать сверление с применением вращающегося инструмента.
При необходимости выполнения в фольге, прежде всего в очень тонкой фольге, особо мелких проходных отверстий для этого можно также использовать маску с соответствующими отверстиями, которая накладывается на фольгу и через которую на фольгу можно затем нанести травильный состав, вызывающий химическое разложение материала фольги на ее соответствующих, не закрытых маской участках.
В этом отношении следует отметить, что указанные выше методы А-Д хорошо известны специалистам в данной области и тот или иной из них может выбираться исходя из практических соображений.
В соответствии со следующим вариантом осуществления предлагаемого в изобретении способа фольгу при выполнении первой стадии А) обработки давлением подвергают гибке зацепляющимися между собой профильными зубьями, получая в качестве первичной профильной структуры в основном регулярную, повторяющуюся гофрированную или волнистую профильную структуру. Подобные зацепляющиеся между собой профильные зубья предпочтительно являются частью вращающихся инструментов, которые используются для выполнения первичной профильной структуры методом прокатки гофрированных листов, соответственно гибкой на гибочных валках. Гофрированную или волнистую первичную профильную структуру предпочтительно при этом выполнять с в основном синусоидальным профилем.
В следующем варианте осуществления предлагаемого в изобретении способа на второй стадии Б) обработки давлением получают вторичную профильную структуру, ширина которой меньше первой ширины первичной профильной структуры, прежде всего составляет менее 80%, предпочтительно менее 55%, от первой ширины первичной профильной структуры. Сказанное означает, что вторичная профильная структура не занимает всю ширину первичной профильной структуры, при этом необходимо отметить, что ширина первичной профильной структуры и ширина вторичной профильной структуры измеряются в одном и том же направлении. Под вторичными профильными структурами при этом подразумеваются прежде всего профильные структуры, образующие отдельные передние или входные кромки, на которые набегает поток, направляющие поверхности, "крылышки" или иные аналогичные элементы.
В следующем варианте осуществления предлагаемого в изобретении способа вторичную профильную структуру выполняют полосами, проходящими предпочтительно вдоль экстремумов первичной профильной структуры. Цель подобного выполнения вторичных профильных структур полосами, проходящими вдоль экстремумов соответственно верхних или нижних точек первичной профильной структуры, состоит, например, в повышении структурной целостности, в позиционировании друг относительно друга расположенных рядом друг с другом листов фольги или в задании границ участков, на которые должно наноситься покрытие.
Предпочтительно далее выполнять вторичную профильную структуру периодически повторяющейся, предпочтительно в направлении, параллельном экстремумам первичной профильной структуры. Сказанное означает, что на одном экстремуме первичной профильной структуры находится несколько, прежде всего множество, вторичных профильных структур, расположенных предпочтительно на постоянном расстоянии друг от друга. Под параллельным расположением вторичных профильных структур при этом подразумевается их расположение не только непосредственно вдоль экстремумов первичной профильной структуры, но и параллельно им на находящемся между соседними экстремумами участке фольги. Такие периодически повторяющиеся вторичные профильные структуры служат прежде всего для воздействия на частичные потоки ОГ при использовании подобной фольги для изготовления носителя каталитического нейтрализатора.
В следующем варианте осуществления предлагаемого в изобретении способа вторичную профильную структуру выполняют таким образом, что она образует проходные отверстия в фольге. Сказанное, с одной стороны, может означать, что вторичная профильная структура по меньшей мере частично ограничена проходными отверстиями, а с другой стороны, может также означать, что проходные отверстия могут располагаться во внутренней части вторичной профильной структуры. Для пояснения этого можно рассмотреть вторичную профильную структуру, показанную, например, на фиг.1. Показанная на этом чертеже вторичная профильная структура выполнена в виде направляющей поверхности, которая при этом образует проходное отверстие. В этом случае речь идет о проходном отверстии, которое по меньшей мере частично ограничивает вторичную профильную структуру. О расположении же проходного отверстия в пределах самой вторичной структуры можно было бы говорить, если бы в показанной на чертеже направляющей поверхности было предусмотрено еще одно отверстие или иной аналогичный проход. С технологической точки зрения при этом при выполнении на стадии а) разделительных кромок они могут образовывать указанные дополнительные отверстия, которые в конечном итоге будут располагаться в пределах самой направляющей поверхности, а при выполнении собственно вторичной профильной структуры она образует еще одно и, в частности, показанное на фиг.1 проходное отверстие.
В следующем предпочтительном варианте осуществления предлагаемого в изобретении способа получаемая после выполнения стадии В) вторая ширина первичной профильной структуры составляет менее 80%, прежде всего 60%, от ее первой ширины. Предпочтительно далее, чтобы первая высота первичной профильной структуры после выполнения стадии А) составляла менее 80%, прежде всего 60%, от ее второй высоты. Исходя из величины изменения ширины, соответственно высоты первичной профильной структуры можно рассчитать степень деформации фольги. При этом в зависимости от требуемой второй ширины, соответственно второй высоты первичной профильной структуры оба этих параметра можно изменять на одинаковую или различную величину в процентном отношении к их исходному значению.
В следующем предпочтительном варианте осуществления предлагаемого в изобретении способа перед выполнением стадии А) на внутренней части в основном плоской фольги выполняют несколько разделительных кромок (стадия а)), причем на стадиях а) и А) используют первый инструмент, а на стадии В) обработки давлением используют второй инструмент с сегментами, которые входят в углубления образованной экстремумами первичной профильной структуры.
На стадии а) разделительные кромки предпочтительно выполняют прорезанием и/или на стадии А) первичную профильную структуру выполняют методом прокатки гофрированных листов. Предлагаемая в этом варианте комбинация стадий а) и А) представляет особый интерес прежде всего с точки зрения экономии средств и времени на их выполнение. На обеих этих стадиях фольгу не требуется пластически деформировать в степени, при которой уже могло бы произойти ее сминание, и поэтому в данном случае несмотря на одновременное выполнение обеих указанных стадий обеспечивается высокая точность обработки фольги без нежелательного ее повреждения.
Поскольку на стадии В) обработки давлением используют второй инструмент с сегментами, которые входят в углубления образованной экстремумами первичной профильной структуры, в данном случае происходит направленное сжатие первичной профильной структуры, соответственно уменьшение ее ширины. Благодаря этому обеспечивается возможность особо щадящей пластической деформации фольги.
Помимо этого предлагается при выполнении стадии Б) обработки давлением одновременно выполнять стадию В) обработки давлением, предпочтительно с использованием только второго инструмента. Одновременное выполнение этих стадий предпочтительно по тем же причинам, что и объединение стадий а) и А). В этом отношении можно сослаться на приведенные выше пояснения.
В соответствии еще с одним вариантом осуществления предлагаемого в изобретении способа многократно профилированную фольгу изготавливают из жаропрочной и коррозионно-стойкой фольги толщиной менее 0,05 мм, прежде всего менее 0,03 мм, предпочтительно менее 0,015 мм. Предлагаемым в изобретении способом наиболее предпочтительно далее изготавливать многократно профилированную фольгу со второй шириной первичной профильной структуры, составляющей менее 3,0 мм, прежде всего менее 2,6 мм, предпочтительно менее 2,2 мм. Помимо этого предлагаемым в изобретении способом предпочтительно изготавливать многократно профилированную фольгу со второй высотой первичной профильной структуры, составляющей более 1,5 мм, прежде всего более 1,8 мм, предпочтительно более 2,0 мм. Приведенные выше параметры относятся прежде всего к многократно профилированной фольге, используемой для изготовления носителей самых разнообразных покрытий, применяемых в системах выпуска ОГ, образующихся при работе автомобильных ДВС.
Следующим объектом настоящего изобретения является способ изготовления металлического сотового элемента из по меньшей мере частично профилированных листов фольги. Предлагаемый в изобретении способ заключается в том, что рассмотренным выше способом изготавливают по меньшей мере один лист фольги и затем листы фольги набирают в пакет и/или сворачивают в рулон с получением сотового элемента с множеством каналов, которые по меньшей мере частично ограничены первичной профильной структурой.
В частном варианте осуществления предлагаемого в изобретении способа вторичную профильную структуру можно выполнять таким образом, чтобы образовывались отверстия, через которые соседние каналы сообщаются между собой.
В еще одном частном варианте осуществления предлагаемого в изобретении способа листы фольги набирают в пакет и/или сворачивают в рулон с таким расчетом, чтобы плотность расположения каналов из расчета на единицу площади поперечного сечения сотового элемента составляла по меньшей мере 300 каналов на кв.дюйм, прежде всего по меньшей мере 600 каналов на кв.дюйм.
Образующие сотовый элемент листы фольги могут неразъемно, прежде всего пайкой, соединяться между собой и/или с кожухом, в который по меньшей мере частично заключают сотовый элемент.
На образующие сотовый элемент листы фольги по меньшей мере частично можно наносить покрытие, которое является каталитически активным и прежде всего содержит слой покрытия из γ-оксида алюминия.
Получаемый предлагаемым в изобретении способом сотовый элемент может входить в состав носителя для систем выпуска отработавших газов, образующихся при работе автомобильных двигателей внутреннего сгорания. Такой сотовый элемент изготовлен из множества по меньшей мере частично профилированных листов фольги, по меньшей мере один из которых представляет собой лист многократно профилированной фольги с первичной и вторичной профильными структурами, и кожух. В результате можно получить носитель, у которого отношение ширины первичной профильной структуры к ее высоте меньше 2, прежде всего меньше 1,5. При этом многократно профилированная фольга изготовлена прежде всего в соответствии с одним из рассмотренных выше вариантов осуществления предлагаемого в изобретении способа.
Как уже указывалось в начале описания, подобные носители обычно имеют множество расположенных в основном параллельно друг другу проточных для ОГ каналов. Для образования таких каналов множество профилированных и/или гладких листов фольги соединяют между собой и помещают в кожух. При этом листы фольги можно спирально сворачивать в рулон либо сначала набирать в пакет и после этого S-образно или иначе сворачивать в рулон. Прилегающие друг к другу листы фольги образуют при этом, если смотреть с торцевой стороны сотового элемента, обычно замкнутые по своему периметру по меньшей мере во входной зоне сотового элемента каналы с определенной формой поперечного сечения. В принципе форму поперечного сечения каналов можно выбирать произвольно, при этом площадь их поперечного сечения, соответственно их диаметр существенно зависит от требуемой плотности расположения каналов. Под плотностью расположения каналов при этом подразумевается количество каналов, приходящееся на единицу площади поперечного сечения носителя. Обычно плотность расположения каналов составляет более 200 каналов на кв.дюйм, прежде всего 400 каналов на кв.дюйм, предпочтительно 600 каналов на кв.дюйм. Единица измерения "каналы на кв.дюйм" означает количество приходящихся на один квадратный дюйм поперечного сечения носителя каналов, при этом "1 канал на кв.дюйм" соответствует примерно одному каналу на 6,4516 см2.
Другим критерием, который можно использовать для описания каналов, являются параметры ограничивающей их фольги. Согласно изобретению отношение ширины первичной профильной структуры к ее высоте составляет менее 2. Сказанное означает, что ширина первичной профильной структуры максимум вдвое может превышать ее высоту. При таком соотношении между шириной и высотой первичной профильной структуры образуются относительно узкие каналы, т.е. экстремумы первичной профильной структуры располагаются сравнительно близко друг к другу. Сказанное означает также, что расположенные между экстремумами первичной профильной структуры участки фольги имеют сравнительно крутой профиль.
По этой причине вблизи мест контакта между собой соседних листов фольги образуются лишь очень небольшие клиновидные пазухи. При изготовлении носителей эти клиновидные пазухи предпочтительно используются для равномерного распределения припоя. При изготовлении носителя сотовый элемент, которому уже придана требуемая форма, одним его торцом погружают в жидкий припой, который при этом даже несмотря на противодействие собственной силы тяжести поднимается вследствие капиллярного эффекта по клиновидным пазухам сквозь весь сотовый элемент, смачивая ограничивающие эти клиновидные пазухи стенки, при условии, что стенки каналов не обработаны никакими пассиваторами, подавляющими указанный капиллярный эффект. При предлагаемом в изобретении выполнении первичной профильной структуры в сотовом элементе образуются очень мелкие капилляры, т.е. вблизи мест контакта между собой соседних листов фольги скапливается лишь сравнительно небольшое количество припоя. Поэтому внутри сотового элемента в конечном итоге распределяется меньшее количество припоя. Преимущества, связанные с уменьшением расхода припоя, проявляются не только в снижении издержек, но и в возможности изготовления таким путем с высокой технологической надежностью сотового элемента, соответственно носителя, обладающего особо длительным сроком службы даже при его эксплуатации в условиях исключительно высокой коррозионной нагрузки. Подобное увеличение срока службы сотового элемента, соответственно носителя обусловлено тем, что малое количество припоя не оказывает отрицательного воздействия на свойства фольги, которое обычно имеет место вследствие химического сродства припоя к легирующим элементам материала фольги и приводит тем самым к обеднению материала фольги легирующими элементами. Использование же для изготовления сотового элемента, соответственно носителя предлагаемой в изобретении многократно профилированной фольги позволяет избежать этого эффекта, который дополнительно значительно усиливается при применении фольги с малой толщиной, например, с толщиной менее 20 мкм.
Однако преимущества, связанные с меньшим размером клиновидных пазух, состоят не только в возможности избежать агрессивного воздействия припоя на фольгу при соединении между собой соседних листов фольги, но и, более того, в возможности уменьшить расход материала наносимого на носитель покрытия. Покрытие наносится на поверхность сотовой структуры носителя аналогично нанесению на нее жидкого припоя. Благодаря меньшим размерам капилляров и в этом случае меньшего количества, например, γ-оксида алюминия и каталитически активных элементов (платины, родия и т.д.) оказывается вполне достаточным для получения равномерного тонкого покрытия без снижения его эффективности превращения содержащихся в ОГ вредных веществ.
Более того, с указанными выше положительными эффектами связано еще одно преимущество, состоящее в уменьшении потери давления, соответственно в уменьшении скоростного напора на входе перед сотовой структурой носителя. Благодаря наличию в каналах меньшего количества припоя и покрытия увеличивается живое сечение каждого из каналов при неизменной плотности их расположения. Сказанное означает также, что, например, выступающая в канал вторичная профильная структура подвергается меньшей нагрузке, т.е. способна дольше противостоять преобладающим в автомобильной системе выпуска ОГ агрессивным условиям. При этом благодаря выполнению канала сравнительно узким интенсифицируется также контакт ОГ с каталитически активным покрытием стенки канала рядом со вторичной профильной структурой. Обусловлено это тем фактом, что каждый частичный поток ОГ внутри такого канала движется относительно близко к одной, соответственно к двум противолежащим, проходящим практически параллельно друг другу, соответственно под плоским углом друг к другу стенкам канала. В результате существенно повышается вероятность контакта с катализаторами содержащихся в ОГ вредных веществ и их превращения в безвредные вещества.
Еще одним объектом настоящего изобретения является инструмент для изготовления многократно профилированной фольги, выполненный с возможностью подвода к нему фольги с первичной профильной структурой, имеющий сегменты, которые расположены на расстоянии друг от друга в направлении первичной профильной структуры, предпочтительно параллельно друг другу, и содержащий средства для изменения этого расстояния между сегментами.
Подобный инструмент пригоден для базирования, соответственно направленного перемещения уже предварительно профилированной фольги. Базирование, соответственно направленное перемещение, реализуемое в данном случае сегментами инструмента, необходимо, помимо прочего, для продвижения, соответственно перемещения фольги через инструмент. Как уже указывалось выше при описании предлагаемого в изобретении способа, этот инструмент пластически деформирует уже профилированную фольгу таким образом, чтобы придать ее первичной профильной структуре вторую ширину, которая меньше ее первой ширины у уже профилированной фольги. При этом указанные выше сегменты вводятся в контакт с имеющейся первичной профильной структурой, т.е., в частности, в контакт со множеством экстремумов первичной профильной структуры, прежде всего с каждым экстремумом одного направления (т.е., например, вводятся в углубления с обратной стороны вершин гофров или в углубления между гофрами) на определенном участке фольги либо предпочтительно с каждым экстремумом первичной профильной структуры (т.е. вводятся и в углубления с обратной стороны вершин гофров, и в углубления между гофрами) на определенном участке фольги. Сегменты наиболее предпочтительно вводить в контакт с первичной профильной структурой с обеих сторон фольги, поскольку таким путем обеспечивается наиболее симметричное приложение к фольге нагрузки, соответственно наиболее равномерная ее пластическая деформация, при этом подобный эффект проявляется в наибольшей степени в том случае, когда сегменты попеременно входят с разных сторон фольги в каждое из углублений с обратной стороны вершин гофров и в каждое из соседних углублений между гофрами.
Для уменьшения ширины первичной профильной структуры сегменты установлены в инструменте с возможностью изменения их положения друг относительно друга. Ниже функция изменения или варьирования расстояния между сегментами кратко рассмотрена на примере одного из вариантов выполнения инструмента. Если смотреть на такой находящийся в исходном состоянии инструмент, в состав которого входит, например, в основном плоская пластина или плита, по которой скользит гофрированный лист фольги, и сегменты инструмента входят соответственно (только) сверху во впадины первичной профильной структуры листа фольги, то можно видеть, что сегменты расположены друг от друга в основном на расстоянии, соответствующем первой ширине первичной профильной структуры листа фольги. Таким образом с помощью различных средств, таких, например, как привод, пружины, направляющая или упоры, сегменты приближаются друг к другу, в результате чего сокращается расстояние между ними. В этом представленном случае, когда первое расстояние в основном соответствует первой ширине первичной профильной структуры, уменьшение расстояния происходит в той же мере, что и требуемое уменьшение ширины первичной профильной структуры. Иными словами, это означает то, что по завершении стадии обработки давлением между сегментами устанавливается расстояние, соответствующее в основном второй ширине первичной профильной структуры. Из описания этого примера очевидно, что путем установления сегментов перед выполнением стадии обработки давлением на определенном расстоянии друг от друга, превышающем на некоторую величину первую ширину первичной профильной структуры, соответственно составляющем долю от первой ширины первичной профильной структуры, обеспечивается также лишь соответствующее изменение или варьирование расстояний между сегментами или экстремумами.
Таким образом можно изготавливать прежде всего листы фольги, соответственно носители каталитического нейтрализатора, в которых стенки каналов располагаются под очень острым углом к вертикали и обеспечивают уже указанные выше преимущества. При этом такое направленное уменьшение ширины первичной профильной структуры частично с геометрическим замыканием выполняется особо щадящим образом, благодаря чему эту технологическую стадию обработки давлением можно осуществлять с использованием именно особо тонких листов фольги, прежде всего листов, толщина которых составляет менее 30 мкм.
Отличительная особенность предлагаемого в изобретении инструмента состоит в том, что он, а предпочтительно по меньшей мере часть его сегментов, имеет по меньшей мере один рельефно-формовочный элемент для выполнения вторичной профильной структуры на фольге, уже снабженной первичной профильной структурой. Сказанное означает, что описанный в данном варианте инструмент обеспечивает прежде всего одновременное выполнение обозначенных выше буквами Б) и В) стадий. Это относится прежде всего к тому случаю, когда вторичные профильные структуры расположены в зоне экстремумов первичной профильной структуры, поскольку в этой зоне уже реализован контакт сегментов с листом фольги. Сам рельефно-формовочный элемент может быть выполнен в виде выступа, бугорка или иного аналогичного возвышения материала на инструменте, соответственно на сегменте, но можно также предусмотреть использование специального штифта, пальца, пуансона или иного аналогичного элемента, допускающего его перемещение относительно сегмента. Сказанное означает, что, например, на первой стадии сегменты приводятся в контакт с первичной профильной структурой, после этого выдвигаются пуансоны с целью выполнить вторичную профильную структуру и в завершение выполняется уменьшение ширины первичной профильной структуры листа фольги.
В соответствии с одним из вариантов выполнения инструмента может быть предусмотрена возможность изменения расстояния между сегментами, по меньшей мере на 15%, прежде всего по меньшей мере на 25%, предпочтительно даже по меньшей мере на 35%. Сказанное означает, что при осуществлении стадии обработки давлением сегменты могут перемещаться навстречу друг другу, при этом уменьшение расстояния между ними на наибольшую величину одновременно обеспечивает наибольшую пластическую деформацию профилированной фольги, благодаря чему можно получить прежде всего также заметно меньшие значения отношения второй ширины первичной профильной структуры ко второй высоте первичной профильной структуры, составляющие, например, от 1,0 до 1,3.
Согласно одному из предпочтительных вариантов выполнения инструмента сегменты на всей своей протяженности расположены на одинаковом расстоянии друг от друга. Это означает, что, например, средние оси сегментов расположены параллельно друг другу и тем самым находятся на равном расстоянии друг от друга. При этом сегменты ориентированы предпочтительно таким образом, что их средние оси ориентированы перпендикулярно листу фольги на контактном участке.
Ниже изобретение более подробно рассмотрено со ссылкой на прилагаемые чертежи. При этом следует отметить, что на этих чертежах представлены наиболее предпочтительные варианты осуществления изобретения, которыми, однако, не ограничен его объем. На прилагаемых к описанию чертежах, в частности, показано:
на фиг.1 - первый вариант выполнения многократно профилированной фольги,
на фиг.2 - схема, иллюстрирующая последовательность выполнения стадий способа изготовления многократно профилированной фольги,
на фиг.3 - схематичный вид в аксонометрии выполненного по одному из вариантов первого инструмента для формирования на фольге первичной профильной структуры,
на фиг.4 - схематичный вид автомобильной системы выпуска ОГ,
на фиг.5 - схематичный вид в аксонометрии выполненного по одному из вариантов носителя каталитического нейтрализатора ОГ и
на фиг.6 - схематичный вид второго инструмента для уменьшения ширины первичной профильной структуры.
На фиг.1 в аксонометрии схематично показана выполненная по одному из вариантов многократно профилированная фольга 1. Показанная на чертеже фольга 1 имеет первичную профильную структуру 4, в данном случае в виде гофрированной профильной структуры 10. Эта гофрированная профильная структура 10 выполнена, в частности, с синусоидальным профилем и имеет различные экстремумы 14, которыми являются чередующиеся между собой вершины гофров и впадины между ними. Наряду с гофрированной профильной структурой 10 фольга 1 имеет также вторичную профильную структуру 6. Эта вторичная профильная структура в данном случае образована направляющей поверхностью 47, которая частично ограничена проходным отверстием 8. Направляющая поверхность 47, соответственно проходные отверстия 8 имеют разделительные кромки 2. Вторичная профильная структура 6 выполнена шириной 12, которая меньше первой ширины первичной профильной структуры, т.е. меньше расстояния между вершинами двух соседних гофров, образующих первичную профильную структуру.
У показанной на чертеже фольги 1 вторичные профильные структуры 6 в их двух соседних рядах имеют различную ориентацию. Расположенные на фиг.1 снизу вторичные профильные структуры 6 образованы направляющими поверхностями 47, которые загнуты вниз от верхних экстремумов 14, соответственно вершин гофров, а расположенные на фиг.1 сверху вторичные профильные структуры 6 образованы направляющими поверхностями 47, которые ориентированы в противоположную сторону и направлены вверх от нижних экстремумов 14, соответственно впадин между гофрами. Благодаря такой разнонаправленности подобных вторичных профильных структур 6 они в последующем выступают внутрь каждого канала и обеспечивают завихрение частичных потоков ОГ, соответственно их "отслоение" от стенок каналов. Для пояснения этого эффекта на чертеже изображена стрелка 48, обозначающая направление потока ОГ. Таким образом, при протекании ОГ через каналы, ограниченные имеющей подобное исполнение фольгой 1, частичные потоки ОГ отклоняются, соответственно "отслаиваются" от стенок каналов направляющими поверхностями 47 и направляются ими в проходные отверстия 8, через которые они тем самым попадают в соседние каналы. Таким путем удается реализовать так называемые сообщающиеся каналы, обеспечивающие относительно высокую эффективность каталитического превращения содержащихся в ОГ вредных веществ.
На фиг.2 схематично проиллюстрирована последовательность выполнения стадий способа изготовления многократно профилированной фольги. На стадии а) на внутренней части 3 в основном плоской фольги 1 выполняют несколько разделительных кромок 2. В показанном на чертеже варианте разделительные кромки 2 располагаются в основном параллельно кромке 49 фольги 1, что, однако, не является строго обязательным. Разделительные кромки 2 могут располагаться в любой ориентации друг относительно друга. В данном случае разделительные кромки 2 изображены не в виде отверстий, а в виде прорезей. На стадии А) фольгу 1 подвергают в первый раз обработке давлением, получая первичную профильную структуру 4 с первой шириной 5. На этой стадии первичную профильную структуру выполняют, например, путем прокатки уже снабженной разделительными кромками 2 фольги 1 с приданием ей волнистого профиля. Первичную профильную структуру можно легко распознать по волнистой форме кромки 49, а ее первой ширине 5 соответствует расстояние между двумя однотипными соседними экстремумами. Другим параметром, описывающим первичную профильную структуру 4, является ее высота, которая в данном случае после первой стадии обработки давлением равняется первой высоте 13, отношение к которой первой ширины 5 первичной профильной структуры на этой стадии составляет 2,5 или более.
На следующей стадии Б) обработки давлением на фольге 1 выполняют вторичную профильную структуру 6. Показанная на чертеже вторичная профильная структура 6 в свою очередь образована проходными отверстиями 8 и направляющими поверхностями 47, которые в каждых двух соседних рядах выступают во взаимно противоположные стороны. Вторичная профильная структура 6 накладывается при этом на первичную профильную структуру 1.
На следующей стадии В) обработки давлением первичную профильную структуру 4 "собирают складками", соответственно подвергают обработке давлением с уменьшением первой ширины 5 первичной профильной структуры до ее второй ширины 7. На чертеже наглядно видно, что уменьшение ширины первичной профильной структуры приводит к соответствующему увеличению ее высоты, т.е. к увеличению первой высоты 13 первичной профильной структуры до ее второй высоты 15. Проиллюстрированным на чертеже способом можно изготавливать многократно профилированную фольгу 1 с первичной профильной структурой 4, у которой отношение ее второй ширины 7 к ее же второй высоте 15 меньше 2.
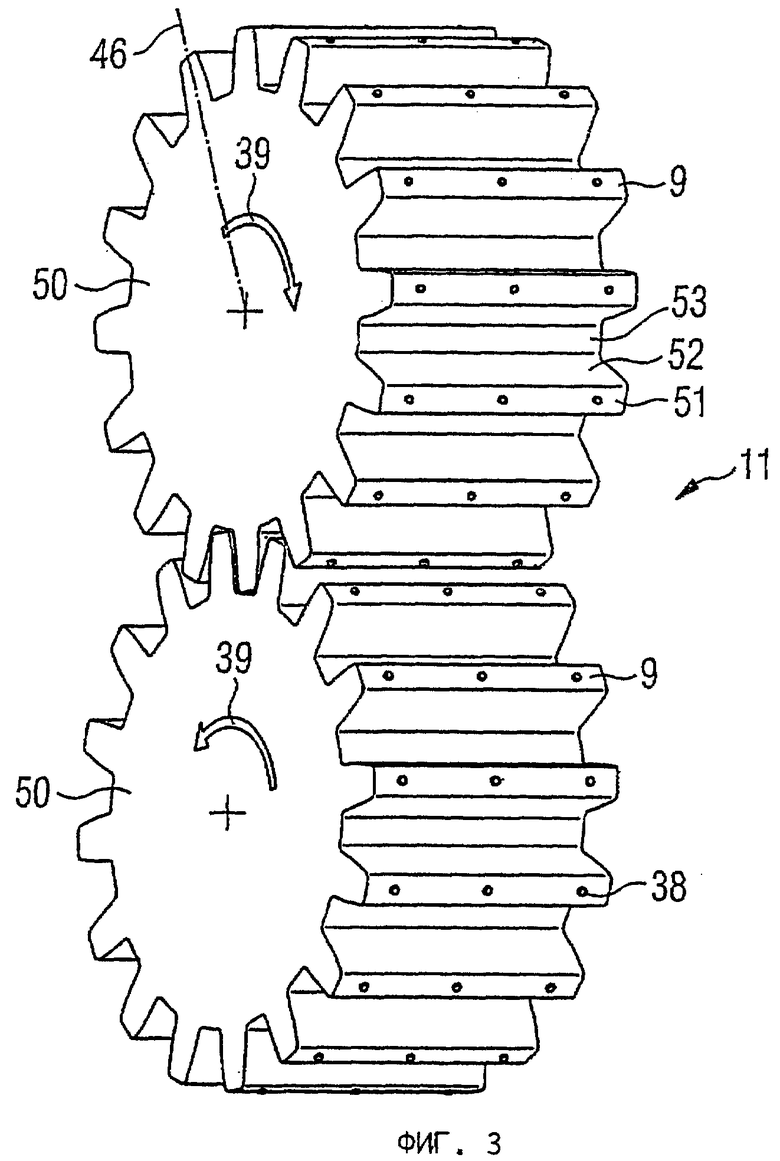
На фиг.3 в аксонометрии схематично показан первый инструмент 11, используемый прежде всего для выполнения первичной профильной структуры 4 с первой шириной 5. Этот первый инструмент 11 состоит из двух валков 50 с зацепляющимися между собой профильными зубьями 9. При профилировании таким инструментом исходно в основном плоской, соответственно ровной фольги она пропускается между зацепляющимися между собой профильными зубьями 9 обоих валков 50 и подвергается при этом гибке в различных направлениях. Между головками 51 профильных зубьев одного из валков 50 и впадинами между ножками 52 профильных зубьев другого из валков 50, при этом на фольге формируются экстремумы. Каждый профильный зуб 9 имеет между своими головкой 51 и ножкой 53 боковую поверхность 52, которая может быть ориентирована, например, параллельно средней оси 46 валка или же может иметь эвольвентный профиль.
Фольга 1 (не показана) втягивается в валки 50 и пропускается через них за счет вращения самих валков 50 либо за счет подачи отдельным подающим механизмом. У показанных на чертеже валков 50 на головках 51 их профильных зубьев 9 имеются, кроме того, штифты 38, которые при контакте профильных зубьев с фольгой 1 одновременно выполняют в ней разделительные кромки 2. Такие разделительные кромки выполняются в фольге, в частности, в то время, когда головка 51 одного из профильных зубьев 9 одного из валков располагается непосредственно напротив впадины между ножками 52 двух соседних профильных зубьев другого валка 50. При этом разделительные кромки 2 выполняются полностью сквозными, т.е. прорезаются насквозь на всю толщину материала фольги 1, или же только в виде надрезов намечаются на материале фольги, т.е. прорезаются лишь на глубину, соответствующую части толщины фольги.
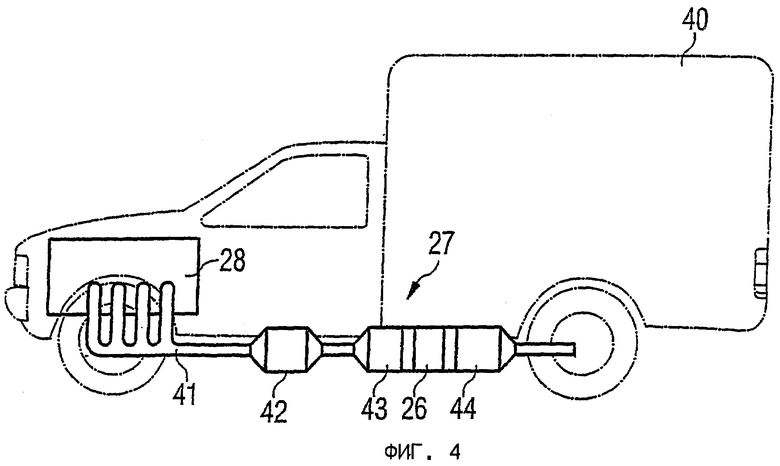
На фиг.4 схематично показана выполненная по одному из вариантов система 27 выпуска ОГ, которой оборудован автомобиль 40. Образующиеся при работе ДВС 28 отработавшие газы поступают на нейтрализацию по выпускному трубопроводу 41 в различные компоненты системы нейтрализации ОГ, встроенной в выпускной тракт. В показанной на чертеже системе 27 выпуска ОГ последовательно по ходу потока ОГ расположены предназначенный для каталитического превращения ОГ в режиме пуска и прогрева двигателя катализатор 42, в котором уже по истечении очень короткого промежутка времени после пуска холодного ДВС 28 начинается каталитическое превращение содержащихся в ОГ вредных веществ, фильтр 43 для улавливания содержащихся в ОГ твердых частиц, каталитический нейтрализатор 26, носитель которого изготовлен с использованием представленной в настоящем описании фольги 1, и завершающий каталитический нейтрализатор 44, прежде всего трехкомпонентный каталитический нейтрализатор ОГ.
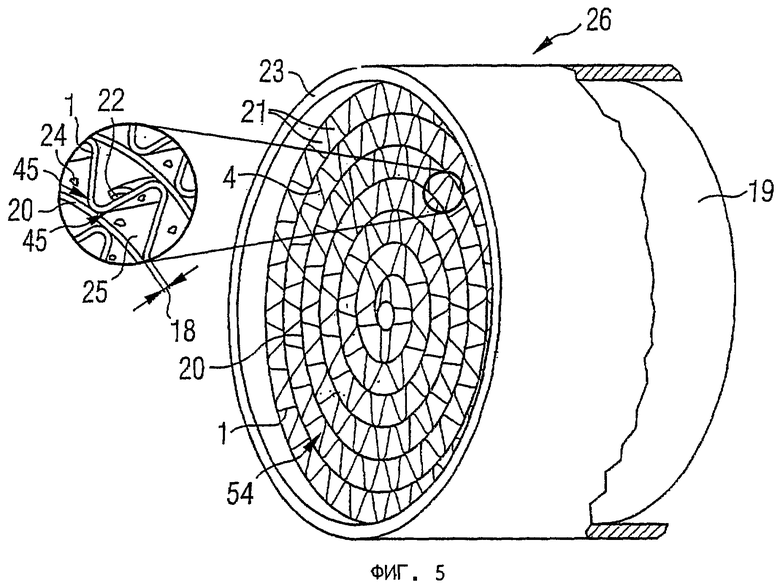
На фиг.5 в аксонометрии схематично показан выполненный по одному из вариантов носитель каталитического нейтрализатора 26. Такой носитель каталитического нейтрализатора 26 состоит из по меньшей мере сотового элемента 19, изготовленного из множества по меньшей мере частично профилированных листов фольги 1, 20, по меньшей мере один из которых представляет собой лист многократно профилированной фольги 1 с первичной 4 и вторичной 6 профильными структурами, и кожуха 23. Первичная профильная структура 4 хорошо видна с торцевой стороны 54 носителя каталитического нейтрализатора 26. В показанном на чертеже варианте лист многократно профилированной фольги 1 вместе с гладким промежуточным листом 20, который в предпочтительном варианте также представляет собой лист такой же фольги, свернут по спирали в цилиндрический сотовый элемент. В принципе же сотовый элемент 19 может иметь в поперечном сечении не только круглую, но и иную форму, например, многоугольную или эллиптическую. За счет смежного расположения листа фольги 1 и промежуточного листа 20 образуются каналы 21, которые проходят в основном параллельно друг другу предпочтительно по всей длине сотового элемента 19. Образованные листами фольги 1, 20 стенки каналов 21 снабжены каталитически активным покрытием 24, образованным слоем покрытия 25 из γ-оксида алюминия, пропитанного содержащим благородные металлы составом. На увеличенном изображении фрагмента сотового элемента видны, кроме того, клиновидные пазухи 45, которые при определенных условиях при соединении между собой листов фольги 1 и промежуточных листов 20, а также при последующем нанесении покрытия играют центральную роль.
Показанные на чертеже листы многократно профилированной фольги 1 имеют в основном волнистую первичную профильную структуру 4, которая при этом для наглядности показана относительно плоской. Вторичная профильная структура 6 образована, помимо прочего, отверстиями 22, которые обеспечивают возможность перетока через них проходящих через сотовый элемент 19 ОГ из одного канала 21 в другой. Плотность расположения каналов по поперечному сечению сотового элемента 19 предпочтительно превышает при этом 300 каналов на кв.дюйм, прежде всего превышает 650 каналов на кв.дюйм, при толщине 18 листа многократно профилированной фольги 1 и промежуточного листа 20, составляющей примерно от 0,01 до 0,05 мм.
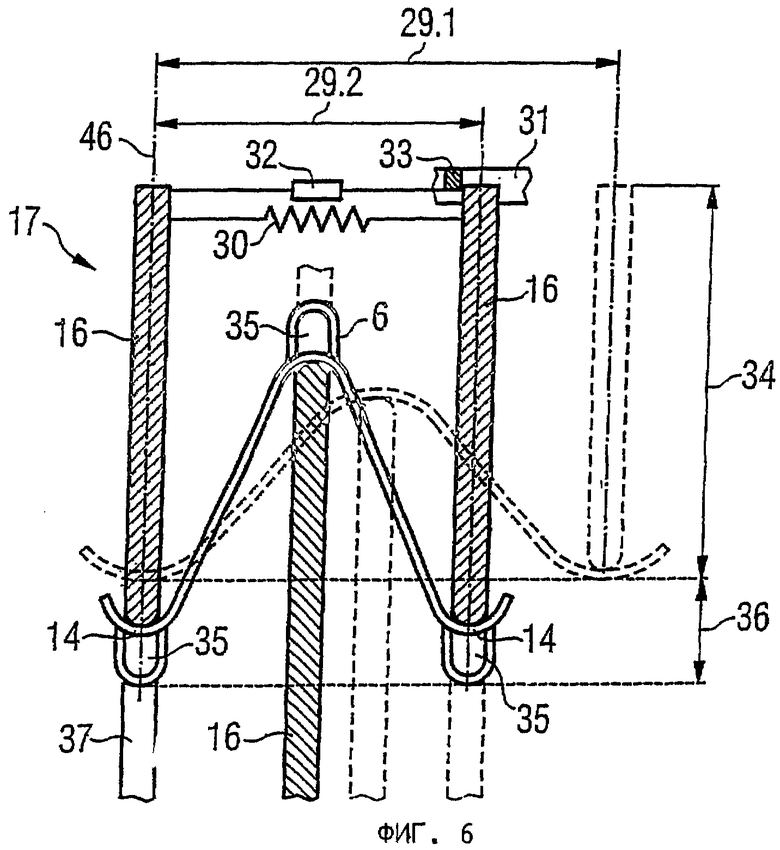
На фиг.6 схематично показана конструкция второго инструмента 17, предназначенного для выполнения стадий Б) и В). В соответствии с этим такой инструмент 17 служит для изготовления многократно профилированной фольги 1 при подаче в него фольги с первичной профильной структурой 4 (обозначенной на чертеже прерывистой линией). В показанный на чертеже момент три изображенных на чертеже сегмента 16 входят в углубления первичной профильной структуры 4 фольги 1, контактируя с экстремумами 14. Для уменьшения ширины первичной профильной структуры инструмент 17 имеет различные средства, позволяющие изменять расстояние 29 между двумя его соседними сегментами 16. Каким образом изменяется это расстояние 29, более подробно описано ниже. В показанном на чертеже варианте сегменты 16 выполнены относительно узкими и задают положение их средних осей 46. В показанном на чертеже варианте сегменты 16 по всей своей протяженности 34 расположены на одинаковом расстоянии 29 друг от друга, а их средние оси 46 расположены в основном параллельно друг другу. Для изменения расстояния 29 между сегментами служат привод 32, пружины 30, необязательно также амортизаторы, направляющая 31 и необязательно упоры 33 для ограничения величины изменения расстояния между сегментами.
Как указано выше, фольга 1 подается в инструмент 17 уже имеющей первичную профильную структуру 4 с первой шириной. Показанные на фиг.6 сверху сегменты 16 входят при этом в углубления между гофрами волнистой фольги 1. Другие показанные на фиг.6 снизу сегменты 16, смещенные относительно показанных на чертеже сверху сегментов, входят в углубления, образованные с обратной стороны вершинами гофров волнистой фольги 1. При этом находящиеся по одну сторону фольги 1 сегменты 16 удалены друг от друга на расстояние 29.1, которое в основном соответствует первой ширине 5 первичной профильной структуры. При уменьшении ширины первичной профильной структуры сегменты 16 смещаются навстречу друг другу или сближаются до тех пор, пока не окажутся друг от друга на новом расстоянии 29.2. В ходе этого процесса экстремумы первичной профильной структуры фольги 1 придвигаются ближе друг к другу, при этом под выражением "ближе" подразумевается уменьшение расстояния между экстремумами в направлении гофрировки или волнистости.
В показанном на чертеже варианте одновременно с уменьшением ширины первичной профильной структуры на фольге выполняются вторичные профильные структуры 6. Для этого сегменты 16 снабжены рельефно-формовочными элементами 35, которые при совершении ими своего рабочего хода 36 по меньшей мере частично проходят сквозь поверхность, описываемую первичной профильной структурой пластически деформированной фольги 1. Вторичные профильные структуры 6 выполняются при этом прежде всего в тех местах фольги, в которых ранее были выполнены разделительные кромки 2. Для этого с обращенной от рельефно-формовочных элементов 35 стороны фольги 1 в некоторых случаях требуется предусматривать форму 37, соответственно матрицу, обеспечивающую возможность соответствующего выполнения вторичной профильной структуры 6.
Описанный выше способ изготовления многократно профилированной фольги позволяет устранить рассмотренные выше при описании уровня техники проблемы и позволяет экономичным и, кроме того, технологически надежным путем обрабатывать исключительно тонкую фольгу. Для этого весь процесс обработки давлением, начиная от момента подачи на обработку в основном плоской фольги до момента получения готовой многократно профилированной фольги, необходимо разбить на несколько отдельных стадий во избежание образования на фольге замятых складок или надрывов. Такие замятые складки и надрывы могли бы сократить срок службы фольги как основного элемента с развитой поверхностью в носителе каталитического нейтрализатора, используемого для превращения содержащихся в ОГ вредных веществ в безвредные. В этом отношении предлагаемый в изобретении способ обеспечивает возможность изготовления прежде всего носителей каталитических нейтрализаторов, которым придана особая форма и у которых отношение ширины первичной профильной структуры к ее высоте меньше 2. При этом для уменьшения ширины первичной профильной структуры наиболее предпочтительно, как было установлено, использовать специальный инструмент, направленное перемещение в котором фольги обеспечивается ее профильной структурой. В совокупности все эти отдельные составляющие или факторы позволяют в конечном итоге получить носитель каталитического нейтрализатора ОГ, который уже вскоре после пуска холодного двигателя прогревается до такой температуры, при которой может начинаться эффективное превращение содержащихся в ОГ вредных веществ в безвредные вещества, и который создает низкий скоростной напор, требует малого расхода материала для нанесения покрытия и одновременно с этим имеет гораздо больший срок службы.

Изобретение может быть использовано в системах выпуска отработавших газов ДВС. Способ изготовления многократно профилированной фольги предусматривает выполнение, по меньшей мере, следующих стадий: А) обработку фольги давлением с получением первичной профильной структуры первой ширины; Б) обработку снабженной первичной профильной структурой фольги давлением с получением вторичной профильной структуры; В) обработку профилированной фольги давлением с приданием первичной профильной структуре второй ширины, которая меньше ее первой ширины, причем первая высота первичной профильной структуры после выполнения стадии А) составляет менее 80%, прежде всего 60%, от ее второй высоты после выполнения стадии В). Приведен способ изготовления металлического сотового элемента и инструмент для изготовления многократно профилированной фольги. Такое выполнение повышает экономичность. 3 н. и 19 з.п. ф-лы, 6 ил.
A) обработку фольги (1) давлением с получением первичной профильной структуры (4) первой ширины (5),
Б) обработку снабженной первичной профильной структурой (4) фольги (1) давлением с получением вторичной профильной структуры (6),
B) обработку профилированной фольги (1) давлением с приданием первичной профильной структуре второй ширины (7), которая меньше ее первой ширины (5), причем первая высота (13) первичной профильной структуры после выполнения стадии А) составляет менее 80%, прежде всего 60%, от ее второй высоты (15) после выполнения стадии В).
A) прорезанием,
Б) выдавливанием,
B) просечкой,
Г) сверлением,
Д) травлением,
получая при этом множество проходных отверстий (8).
| Способ хонингования | 1981 |
|
SU1301667A1 |
| Способ изготовления обечаек | 1988 |
|
SU1557780A1 |
| DE 20117873 U1, 21.03.2002 | |||
| US 4275581 A, 30.06.1981 | |||
| Огнетушитель | 0 |
|
SU91A1 |
| СОТОВЫЙ ЭЛЕМЕНТ С МНОЖЕСТВОМ ПРОХОДИМЫХ ДЛЯ ЖИДКОСТИ КАНАЛОВ И СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЭЛЕМЕНТА С МНОЖЕСТВОМ ПРОХОДИМЫХ ДЛЯ ЖИДКОСТИ КАНАЛОВ | 1991 |
|
RU2024299C1 |
| КАТАЛИТИЧЕСКИЙ БЛОК НЕЙТРАЛИЗАТОРА ОТРАБОТАВШИХ ГАЗОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1990 |
|
RU2028469C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО ЛИСТА С ГОФРИРОВКОЙ И ПРОХОДЯЩЕЙ ПОПЕРЕЧНО ЕЙ МИКРОСТРУКТУРОЙ | 1997 |
|
RU2201309C2 |

