Настоящее изобретение относится к способу и устройству для изготовления состоящих из слоев сотовых элементов, которые используются главным образом в автомобилестроении в качестве носителей каталитических нейтрализаторов, адсорберов и/или фильтров.
Из уровня техники известны самые разнообразные типы сотовых элементов, изготовленных путем свертывания в рулон или путем набора в пакет и скручивания слоев, прежде всего металлических слоев. Состоящие из слоев металлические сотовые элементы подразделяют главным образом на два основных конструктивных типа. К одному из них, который появился первым и примеры которого рассмотрены в DE 2902779 А1, относятся сотовые элементы спирального типа, при изготовлении которых в основном один гладкий и один гофрированный металлические листы накладывают друг на друга и затем совместно свертывают в рулон, в котором, если смотреть в его поперечном сечении, металлические листы свернуты по спирали. Сотовые элементы другого конструктивного типа изготавливают из множества попеременно чередуемых гладких и гофрированных или множества попеременно чередуемых по-разному гофрированных металлических листов, которые сначала набирают в один или несколько пакетов, которые затем совместно скручивают, начиная их изгибать с их середины. При этом концы всех металлических листов оказываются обращены наружу, и их можно соединить с корпусом или трубчатым кожухом с образованием многочисленных соединений, повышающих долговечность сотового элемента. Типичные примеры сотовых элементов этого конструктивного типа описаны в ЕР 0245737 В1 или WO 90/03220.
Слои для возможности изготовления из них сотового элемента необходимо соединять между собой. Для этого можно использовать различные методы соединения. В производстве сотовых элементов широко используются методы высокотемпературной пайки, при которой слои на по меньшей мере отдельных участках соединяют друг с другом пайкой твердым припоем. Для этого в сотовый элемент необходимо вводить дополнительный материал, называемый припоем, температура плавления которого ниже температуры плавления соединяемых слоев. При нагревании сотового элемента до температуры выше температуры плавления припоя он расплавляется и при охлаждении соединяет слои друг с другом.
Припой можно вводить в сотовый элемент в различных видах, например в виде фольги или порошка. Припой в виде фольги помещают или приклеивают в тех местах, где слои должны быть соединены друг с другом, а порошковый припой вводят в сотовый элемент без использования адгезива либо с использованием адгезива наносят на определенные отдельные участки сотового элемента.
При введении порошкового припоя в сотовый элемент без использования адгезива практически невозможно обеспечить соединение слоев друг с другом только на определенных, например, разнесенных друг от друга в осевом направлении, отдельных участках. При необходимости получения локально неоднородного соединения слоев друг с другом, т.е. соединения, не являющегося сплошным в направлении прохождения потока через сотовый элемент и/или в основном перпендикулярно направлению прохождения потока через сотовый элемент, или же их соединения с охватывающим сотовый элемент трубчатым кожухом при применении порошкового припоя необходимо использовать адгезив.
Известны различные методы нанесения адгезива. Так, например, в ЕР 0422000 В2 описан способ нанесения адгезива с помощью валиков. В данном случае адгезив наносят перед свертыванием слоев в рулон, соответственно перед их набором в пакет. Помимо этого из, например, DE 10151487 С1 известна технология нанесения жидкого адгезива с использованием капиллярных явлений. При этом после свертывания слоев в рулон или после их набора в пакет и его скручивания сотовый элемент вводят в контакт с жидким адгезивом, который под действием капиллярных сил поднимается по капиллярам, образованным участками контакта между собой гладких и гофрированных слоев.
Оба описанных выше метода имеют определенные недостатки. Так, например, нанесение адгезива валиками связано со сравнительно высокими затратами, а также связано прежде всего с возможными погрешностями позиционирования валиков относительно покрываемых адгезивом слоев. Нанесение же жидкого адгезива с использованием капиллярных явлений не позволяет достаточно гибко регулировать нанесение припоя, когда возникает необходимость в избирательном соединении соседних слоев только на их отдельных участках.
Исходя из вышеизложенного, в основу настоящего изобретения была положена задача разработать способ и устройство для изготовления сотовых элементов, которые (способ и устройство) позволяли бы простым путем соединять слои между собой и на их отдельных участках.
Указанная задача решается с помощью способа и устройства, отличительные признаки которых представлены в соответствующих независимых пунктах формулы изобретения. Предпочтительные варианты осуществления изобретения представлены в соответствующих зависимых пунктах формулы, приведенные в которых отличительные признаки могут использоваться в любых, технически реализуемых комбинациях между собой, образующих другие возможные варианты осуществления изобретения.
Предлагаемый в изобретении способ изготовления сотового элемента из слоев, предпочтительно из по меньшей мере частично металлических слоев, заключающийся в том, что
а) подготавливают по меньшей мере один по меньшей мере частично профилированный слой и при необходимости по меньшей мере один в основном гладкий слой,
б) на по меньшей мере один отдельный участок в основном гладкого слоя и/или по меньшей мере частично профилированного слоя наносят адгезив,
в) изготавливают сотовый элемент,
д) выполняют термическую обработку,
снабжая при этом слой припоем, который в основном прилипает к снабженным адгезивом отдельным участкам слоев, отличается тем, что адгезив наносят в виде капель.
Стадия в) заключается прежде всего в том, что по меньшей мере один по меньшей мере частично профилированный слой и по меньшей мере один в основном гладкий слой набирают в по меньшей мере один пакет.
Стадия г) в предпочтительном варианте заключается в том, что для формирования сотового элемента скручивают по меньшей мере один пакет слоев и/или свертывают в рулон по меньшей мере один по меньшей мере частично профилированный слой и при необходимости по меньшей мере один в основном гладкий слой.
Сотовый элемент предлагается также снабжать порошковым припоем после выполнения стадии б) и перед выполнением стадии д). Согласно изобретению припой также можно наносить в жидком состоянии, прежде всего в виде капель. При этом капли припоя предпочтительно должны по меньшей мере частично, а наиболее предпочтительно на максимально большой площади перекрывать капли адгезива на слоях. Помимо этого на стадии б) на слой или слои вместо чистого адгезива можно также наносить каплями пастообразный припой, прежде всего смесь порошкового припоя и вязкого адгезива.
Преимущество нанесения адгезива каплями по сравнению с известными из уровня техники методами нанесения адгезива состоит в возможности нанесения адгезива бесконтактным путем, т.е. без механического контакта между средствами для нанесения адгезива и слоями. Помимо этого адгезив согласно изобретению наносят перед свертыванием слоев в рулон или их набором в пакет, связанное с чем преимущество состоит в возможности наносить адгезив только на отдельные участки слоев и затем соединять их между собой только на этих отдельных участках. Таким способом можно, например, изготавливать сотовые элементы, соединенные пайкой друг с другом на некоторых своих отдельных участках и не соединенные пайкой на других своих отдельных участках, т.е. в этом случае можно простым путем изготавливать сотовые элементы с неоднородным соединением их слоев друг с другом. Так, в частности, подобным способом можно изготавливать сотовые элементы с неоднородной упругостью, т.е. сотовые элементы, которые на одних своих отдельных участках обладают большей или меньшей упругостью, чем на других своих отдельных участках. Таким способом можно, в частности, изготавливать предназначенные для применения в автомобильной системе выпуска ОГ сотовые элементы, оптимально согласованные с требованиями, определяемыми конкретным типом системы выпуска ОГ.
Помимо этого капельное нанесение адгезива обеспечивает нанесение адгезива на слой или слои с высокой локальной точностью, которая по меньшей мере не ниже величины, равной диаметру капли, и тем самым позволяет с исключительно высокой точностью локально ограничить те отдельные участки слоев, на которые наносится адгезив.
Термическая обработка может заключаться в пайке с нагревом сотового элемента в паяльной печи или с его индукционным либо радиационным нагревом или же с его нагревом отходящим теплом сварочного процесса.
Под применяемыми адгезивами преимущественно подразумеваются жидкотекучие контактные клеи, предпочтительно на основе поляризуемого растворителя, прежде всего воды или органического растворителя. При изготовлении сотовых элементов предпочтительно также использовать известные и хорошо зарекомендовавшие себя адгезивы.
В одном из предпочтительных вариантов осуществления предлагаемого в изобретении способа адгезив наносят на по меньшей мере частично профилированный слой в зоне боковых сторон его профильных элементов, предпочтительно вблизи экстремума его профильной структуры.
При изготовлении сотового элемента, например, путем свертывания в рулон одного в основном гладкого слоя и одного по меньшей мере частично профилированного слоя экстремумы, т.е. минимумы и максимумы, профильной структуры по меньшей мере частично профилированного слоя прилегают после свертывания в рулон к соответствующим участкам в основном гладких слоев. Поверхности такого прилегания образуют те участки контакта между слоями, на которых в последующем должны быть получены паяные соединения. Для этого порошковый припой необходимо нанести вблизи экстремумов профильной структуры, рядом с которыми затем при пайке образуется по меньшей мере один клиновидный спай, а предпочтительно два клиновидных спая. Эти клиновидные спаи могут иметь в сечении, например, приблизительно треугольный профиль. При нанесении на сотовый элемент адгезива перед свертыванием слоев в рулон, соответственно перед их скручиванием, а припоя - после свертывания слоев в рулон, соответственно после их скручивания, клиновидные спаи образуются непосредственно рядом с экстремумами профильной структуры, однако сам экстремум профильной структуры не участвует в образовании паяного соединения между слоями.
При нанесении адгезива на боковые стороны профильных элементов профильной структуры вблизи ее экстремума порошковый припой при последующем его нанесении прилипает именно к снабженным адгезивом участкам, на которых слои должны быть соединены между собой в последующем, и не прилипает к поверхности самого экстремума профильной структуры из-за отсутствия на нем адгезива. При свертывании слоя или слоев в рулон или же при скручивании в рулон одного или нескольких пакетов слоев в основном гладкий слой и по меньшей мере частично профилированный слой начинают перемещаться друг относительно друга. При этом оба слоя скользят один по другому в основном по экстремумам профильной структуры одного из них. При наличии же клея на экстремуме профильной структуры такой клей затруднил бы указанное перемещение слоев друг относительно друга и тем самым осложнил бы свертывание слоев в рулон, соответственно скручивание пакетов слоев. Именно по этим причинам адгезив, чтобы он не препятствовал свертыванию слоев в рулон, соответственно скручиванию пакетов слоев, наносят на боковые стороны профильного элемента профильной структуры, достигая, тем не менее, высокой надежности соединения слоев друг с другом.
В следующем предпочтительном варианте осуществления предлагаемого в изобретении способа адгезив наносят методом печати. При этом адгезив наиболее предпочтительно наносить методом капельно-импульсной печати, методом импульсно-пузырьковой печати и/или методом непрерывной струйной печати.
Методы капельно-импульсной печати относятся к методам печати, при которой капля адгезива аналогично капле краски формируется только тогда, когда ее необходимо нанести на определенную точку поверхности слоя. Иными словами, при наличии печатающего устройства, способного выбрасывать каплю адгезива, и соответствующего участка слоя, на который (участок) можно нанести эту каплю адгезива, капля адгезива формируется лишь тогда, когда на соответствующий участок слоя необходимо нанести адгезив. Если же на данный участок слоя адгезив наносить не требуется, то и капля адгезива соответственно не формируется.
В отличие от метода капельно-импульсной печати при нанесении адгезива методами непрерывной печати формируется непрерывная струя из капель адгезива, которая в том случае, когда на некоторый участок не требуется наносить адгезив, отклоняется отклоняющим устройством в сторону улавливающего устройства и поэтому не попадает на снабжаемую адгезивом поверхность.
В системах капельно-импульсной печати отдельные капли адгезива можно формировать, например, с использованием пьезоэлектрических исполнительных элементов. Под пьезоэлектрическими исполнительными элементами подразумеваются электромеханические преобразователи, работа которых основана на пьезоэлектрическом эффекте. При этом приложение переменного напряжения к пьезоэлектрическому элементу вызывает его механические колебания. При выполнении пьезоэлектрического преобразователя в виде сопла, в которое подается наносимое печатанием вещество, от него в результате подобных механических колебаний отделяются капли, выходящие из сопла с относительно высокой скоростью. Эти капли попадают на запечатываемый материал и прилипают к нему. Управляя положением печатающего устройства, содержащего, например, описанные выше пьезоэлектрические исполнительные элементы, можно запечатывать определенные отдельные участки слоя, а другие его отдельные участки оставлять незапечатанными. В настоящее время известно несколько методов капельно-импульсной печати, основанных на использовании пьезоэлектрических преобразователей. Такие пьезоэлектрические преобразователи могут иметь форму трубочек, дисков или пластинок.
Другой разновидностью метода капельно-импульсной печати является метод импульсно-пузырьковой печати. При использовании этого метода капли адгезива формируются не с помощью пьезоэлектрического преобразователя, а с помощью термических исполнительных элементов. При этом речь идет о нагревательных элементах, выполненных в сопле, в которое подается наносимое печатанием вещество, т.е. адгезив. Эти нагревательные элементы кратковременно локально повышают температуру в сопле до значения, которое значительно превышает температуру кипения адгезива. В результате адгезив начинает локально вскипать в виде пленки с образованием по истечении короткого промежутка времени замкнутого, заполненного паром пузырька. Этот заполненный паром пузырек выбрасывает из сопла каплю наносимого печатанием вещества под давлением, которое может превышать 10 бар, и со скоростью на выходе из сопла, которая может превышать 10 м/с. После этого заполненный паром пузырек "сдувается", что сопровождается всасыванием следующей порции адгезива под действием капиллярных сил. Подобные методы импульсно-пузырьковой печати подразделяются на различные типы, которые широко известны как импульсно-пузырьковая печать с боковым и прямым распылением.
Метод непрерывной струйной печати представляет собой известный метод печати, при котором формируется непрерывная струя капель краски (чернил), которая за счет управления положением печатающей головки и/или отклонения под действием электростатического поля попадает на заданные отдельные участки основы и запечатывает их.
При использовании подобного метода непрерывной струйной печати для нанесения адгезива формируется непрерывная струя капель адгезива, направляемая на покрываемые адгезивом отдельные участки слоев. Капли адгезива, попадая на слой, прилипают к нему. Преимущество, связанное с отклонением струи капель под действием электростатического поля, состоит в возможности печатать не только отдельные точки, но и прежде всего взаимно перекрывающиеся точки, которые в идеальном случае сливаются в линии.
В следующем предпочтительном варианте осуществления предлагаемого в изобретении способа адгезив наносят с помощью сопла с импульсным возбуждением. В данном контексте выражение "импульсное возбуждение" означает, что сопло не приводится в высокочастотное колебание, а вместо этого срабатывает под действием одного единственного импульса, подаваемого в тот момент, в который из сопла должна быть выброшена капля адгезива. Подобное импульсное возбуждение сопла можно обеспечить, например, путем подачи импульса электрического напряжения на соединенный с соплом пьезоэлектрический элемент либо путем создания импульса теплового потока соответствующим нагревательным элементом. При импульсном возбуждении возбуждение сопла происходит, таким образом, только в тот момент, когда на слой необходимо нанести каплю адгезива.
В другом предпочтительном варианте осуществления предлагаемого в изобретении способа адгезив наносят с помощью сопла, приводимого в высокочастотное колебательное движение. В отличие от метода капельно-импульсной печати при непрерывной струйной печати сопло приводится в постоянное колебательное движение и соответственно формирует непрерывную струю капель адгезива. В этом случае струя капель адгезива могла бы без принятия дополнительных мер попадать и на те отдельные участки слоя или слоев, которые не требуется запечатывать адгезивом, и поэтому во избежание попадания на не предназначенные для запечатывания адгезивом отдельные участки слоя или слоев должна заранее, т.е. еще до достижения слоя или слоев, отклоняться отклоняющим устройством в улавливающее капли адгезива устройство. Под высокочастотными колебаниями подразумеваются прежде всего колебания с частотой более 10 кГц, предпочтительно более 50 кГц, наиболее предпочтительно не менее 100 кГц.
В следующем предпочтительном варианте осуществления предлагаемого в изобретении способа давление адгезива в сопле должно составлять более 2 бар, предпочтительно более 2,5 бар.
В следующем предпочтительном варианте осуществления предлагаемого в изобретении способа для импульсного возбуждения сопла, соответственно для его приведения в колебательное движение, используют пьезоэлектрический элемент. При использовании, например, метода капельно-импульсной печати импульсное возбуждение сопла происходит за счет импульсного возбуждения пьезоэлектрического элемента, а при использовании метода непрерывной струйной печати приведение сопла в колебательное движение происходит в результате длительного высокочастотного возбуждения пьезоэлектрического элемента.
В предпочтительном варианте осуществления предлагаемого в изобретении способа частота возбуждения сопла, соответственно частота его колебаний, составляет по меньшей мере 50 кГц, предпочтительно по меньшей мере 60 кГц, наиболее предпочтительно по меньшей мере 100 кГц. Подобное высокочастотное возбуждение сопла позволяет при использовании метода непрерывной струйной печати исключительно быстро и непрерывно наносить адгезив на те участки слоев, на которых они должны соединяться друг с другом. Благодаря этому можно достичь высокой скорости изготовления сотовых элементов с коротким тактом.
В следующем предпочтительном варианте осуществления предлагаемого в изобретении способа капли адгезива статически электризуют и отклоняют под действием электростатического поля. Так, в частности, дополнительно к механическому отклонению печатающей головки или вместо него можно также предусмотреть прецизионное отклонение струи капель адгезива для его высокоточного нанесения на строго определенные отдельные участки слоев.
В следующем предпочтительном варианте осуществления предлагаемого в изобретении способа те капли адгезива, которые не должны попадать на слои, отклоняют под действием электростатического поля в улавливающее их устройство и возвращают в цикл. Преимущество этого варианта состоит в возможности отклонять, улавливать и затем возвращать в емкость с адгезивом те капли адгезива, которые не должны попадать на слой. Этот вариант позволяет, таким образом, эффективно уменьшить расход адгезива.
В следующем предпочтительном варианте осуществления предлагаемого в изобретении способа адгезив наносят на заданные места слоев по меньшей мере частично путем целенаправленного отклонения капель адгезива под действием электростатического поля перед их попаданием на слои. Преимущество этого варианта состоит в возможности высокоточного нанесения капель адгезива на заданные места слоев. Согласно изобретению нанесение адгезива на заданные места слоев может обеспечиваться и исключительно за счет отклонения капель адгезива под действием электростатического поля. Отклонение капель адгезива под действием электростатического поля обеспечивает высокоточное и высокоскоростное нанесение адгезива и благодаря этому позволяет изготавливать сотовые элементы с высоким качеством при короткой продолжительности производственного цикла.
В другом предпочтительном варианте осуществления предлагаемого в изобретении способа капли адгезива формируют, кратковременно нагревая в сопле адгезив до температуры выше температуры его кипения. Кратковременный нагрев постоянно заполняющего мелкое отверстие в сопле адгезива выше температуры его кипения приводит к образованию заполненного паром пузырька, выбрасывающего каплю адгезива из сопла. Эта капля адгезива может использоваться для его нанесения на слой.
В следующем предпочтительном варианте осуществления предлагаемого в изобретении способа по меньшей мере часть слоев выполняют в виде металлических слоев, предпочтительно слоев металлических листов и/или слоев из металлического волокна. Преимущество, связанное с изготовлением предлагаемых в изобретении сотовых элементов из металлических слоев, прежде всего из металлических листов и/или слоев из металлического волокна, состоит в получении сотовых элементов, обладающих исключительно высокой долговечностью и жаростойкостью. Такие сотовые элементы могут использоваться в качестве носителей каталитических нейтрализаторов для каталитического превращения по меньшей мере отдельных компонентов автомобильных ОГ. Помимо этого подобные сотовые элементы могут также использоваться в качестве несущих структур для адсорбирующих покрытий, т.е. могут использоваться, например, для накопления углеводородов или могут использоваться в автомобильной системе выпуска ОГ для накопления и последующего высвобождения, например, одного либо нескольких компонентов ОГ. Такие адсорберы известны, например, по их применению для временного накопления оксидов азота (NOx). Подобные сотовые элементы могут также использоваться в автомобилестроении в качестве фильтров, например, для отфильтровывания твердых частиц. Такие фильтры могут выполняться в виде фильтровальных систем открытого (безнапорного) типа, в которых через фильтр свободно могут проходить твердые частицы, размер которых больше размеров пор в фильтрующих материалах, или фильтровальных систем закрытого типа, в которых частицы указанных выше размеров не могут проходить через фильтр. Согласно изобретению возможно также усиливать слои из металлических волокон металлическими полосками.
В следующем предпочтительном варианте осуществления предлагаемого в изобретении способа по меньшей мере часть слоев выполнена из композиционного материала, предпочтительно из композиционного материала, состоящего из керамических волокон и металлического материала, предпочтительно в виде металлических волокон и/или металлических листов. Преимущество этого варианта состоит в возможности использовать, например, в фильтрующих элементах композиционные материалы, которые состоят из керамических волокон и/или металлических волокон и которые при необходимости можно усилить наложенными и соединенными с фильтрующим материалом металлическими листами. Равным образом можно также выполнять одну часть слоя из металлического листа, а другую - из слоя из волокнистой керамики.
В следующем предпочтительном варианте осуществления предлагаемого в изобретении способа средний диаметр капель наносимого на слой адгезива составляет от 0,05 до 0,7 мм, предпочтительно от 0,1 до 0,4 мм, наиболее предпочтительно от 0,1 до 0,3 мм. Из капель такого диаметра на слое образуются имеющие такой же диаметр точки адгезива или имеющие равную такому диаметру ширину линии адгезива, которыми исключительно точно ограничиваются пределы участков, на которых соседние слои должны соединяться между собой пайкой.
В следующем предпочтительном варианте осуществления предлагаемого в изобретении способа адгезив предпочтительно наносят в направлении, в основном перпендикулярном направлению перемещения слоев.
В следующем предпочтительном варианте осуществления предлагаемого в изобретении способа адгезив наносят в направлении, в основном перпендикулярном поверхности по меньшей мере одного снабжаемого адгезивом отдельного участка. В этом варианте при нанесении адгезива прежде всего на по меньшей мере частично профилированные листы фольги обеспечивается формирование строго определенных капель адгезива рядом с экстремумами профильной структуры профилированных листов фольги и тем самым предотвращается нанесение широкого слоя адгезива на боковые стороны профильных элементов профильной структуры профилированных листов фольги.
Следующим объектом настоящего изобретения является предлагаемое в нем устройство для изготовления сотового элемента, содержащее по меньшей мере следующие компоненты:
а) устройство для подготовки по меньшей мере одного по меньшей мере частично профилированного слоя и при необходимости по меньшей мере одного в основном гладкого слоя,
б) систему для нанесения адгезива на по меньшей мере один отдельный участок в основном гладкого слоя и/или по меньшей мере частично профилированного слоя,
в) устройство для формирования сотового элемента,
д) устройство для нанесения на сотовый элемент припоя, который прилипает в основном к покрытым адгезивом участкам, и
е) устройство для термической обработки, отличающееся тем, что система для нанесения адгезива содержит по меньшей мере одно печатающее устройство для нанесения адгезива на отдельные участки слоя печатным методом, емкость с адгезивом и подводящую линию для подачи адгезива в печатающее устройство.
В предпочтительном варианте компонент в) содержит, в частности, пакетировочное устройство для набора по меньшей мере одного по меньшей мере частично профилированного слоя и по меньшей мере одного в основном гладкого слоя в по меньшей мере один пакет.
В следующем предпочтительном варианте предусмотрен компонент г), содержащий скручивающее устройство для скручивания по меньшей мере одного пакета металлических слоев и/или свертывающее устройство для свертывания в рулон по меньшей мере одного по меньшей мере частично профилированного слоя и при необходимости по меньшей мере одного в основном гладкого слоя с образованием сотового элемента.
Преимущество предлагаемого в изобретении устройства состоит в обеспечиваемой им возможности нанесения адгезива, предназначенного для фиксации припоя на слоях для изготовления сотового элемента, методом печати. При этом с помощью печатающего устройства адгезив можно наносить и на в основном гладкие, и на по меньшей мере частично профилированные слои.
Под слоями в данном случае подразумеваются прежде всего металлические слои и/или слои из композиционного материала.
В одном из предпочтительных вариантов выполнения предлагаемого в изобретении устройства содержащееся в нем печатающее устройство представляет собой устройство для капельно-импульсной печати.
В следующем предпочтительном варианте выполнения предлагаемого в изобретении устройства содержащееся в нем печатающее устройство представляет собой устройство для импульсно-пузырьковой печати.
В другом предпочтительном варианте выполнения предлагаемого в изобретении устройства содержащееся в нем печатающее устройство представляет собой устройство для непрерывной струйной печати.
В принципе печатающие устройства всех трех указанных выше типов позволяют простым путем наносить на слои адгезив. Лежащая в основе работы подобных печатающих устройств технология печати относится к технологии струйной печати.
В следующем предпочтительном варианте выполнения предлагаемого в изобретении устройства печатающее устройство имеет сопло для нанесения адгезива, приводимое в высокочастотные или импульсные колебания. Преимущество, связанное с использованием в печатающем устройстве подобного приводимого в высокочастотные или импульсные колебания сопла, состоит в возможности формировать с его помощью отдельные капли или струи капель адгезива, которые можно наносить на запечатываемые отдельные участки металлических слоев.
В следующем предпочтительном варианте выполнения предлагаемого в изобретении устройства сопло снабжено пьезоэлектрическим элементом. Пьезоэлектрический элемент представляет собой элемент, работа которого основана на использовании пьезоэлектрического эффекта. Иными словами, такой элемент при приложении к нему электрического переменного напряжения начинает совершать колебания. При этом возможно импульсное возбуждение пьезоэлектрического элемента за счет подачи на него импульса напряжения или же приведение пьезоэлектрического элемента в высокочастотное колебание за счет подачи на него высокочастотного переменного напряжения.
В следующем предпочтительном варианте выполнения предлагаемого в изобретении устройства печатающее устройство имеет зарядное устройство для статической электризации адгезива и отклоняющее устройство для отклонения адгезива.
Отклоняющее устройство также наиболее предпочтительно выполнять в виде электростатического устройства, т.е. устройства, позволяющего отклонять статически наэлектризованные капли адгезива под действием электростатического поля.
В следующем предпочтительном варианте выполнения предлагаемого в изобретении устройства система для нанесения адгезива имеет улавливающее устройство для улавливания не наносимого на слои адгезива.
При использовании для нанесения адгезива на слои метода струйной печати, например метода непрерывной струйной печати, и имеющих соответствующее исполнение печатающих устройств те капли адгезива, которые не должны попадать на поверхность металлических слоев, необходимо улавливать. Адгезив можно, например, наносить только на определенные отдельные участки слоя. Так, в частности, в некоторых случаях адгезив предпочтительно "надпечатывать" только на боковые стороны профильных элементов профильной структуры по меньшей мере частично профилированных слоев. Для этого предпочтительно использовать печатающее устройство, длина которого соответствует длине профильных элементов профильной структуры по меньшей мере частично профилированных слоев. Когда же профильные элементы профильной структуры требуется "запечатывать" адгезивом не по всей их длине, а лишь на отдельных участках, некоторые капли, которые не должны попадать на те участки, на которые адгезив наносить не требуется, необходимо улавливать. Для этого используется улавливающее устройство. В соответствии со следующим предпочтительным вариантом выполнения предлагаемого в изобретении устройства уловленный адгезив возвращается в содержащую его емкость по возвратной линии, предусмотренной в системе для нанесения адгезива.
Все рассмотренные выше применительно к предлагаемому в изобретении способу отличительные особенности и преимущества равным образом относятся к предлагаемому в изобретении устройству и наоборот.
Другие преимущества и предпочтительные варианты осуществления изобретения более подробно рассмотрены ниже со ссылкой на прилагаемые чертежи, на которых конкретные варианты осуществления изобретения не ограничивают его объем и на которых, в частности, показано:
на фиг.1 - схема, иллюстрирующая стадию нанесения адгезива,
на фиг.2 - схематичный вид системы для нанесения адгезива,
на фиг.3 - схема, иллюстрирующая другой метод формирования капли адгезива,
на фиг.4 - схема, более детально иллюстрирующая нанесение адгезива в соответствии с предпочтительным вариантом осуществления предлагаемого в изобретении способа,
на фиг.5 - пример соединения двух слоев,
на фиг.6 - схема предлагаемого в изобретении устройства для изготовления сотовых элементов,
на фиг.7 - примеры, иллюстрирующие возможные методы нанесения адгезива на примере сотового элемента спирального типа, и
на фиг.8 - схема, более детально иллюстрирующая нанесение адгезива в соответствии с еще одним предпочтительным вариантом осуществления предлагаемого в изобретении способа.
На фиг.1 схематично проиллюстрирован принцип нанесения адгезива на слой, из которого вместе с другими слоями впоследствии изготавливается сотовый элемент. Подобный слой, прежде всего по меньшей мере частично профилированный слой 1 с условно обозначенными экстремумами 2, т.е. минимумами и максимумами, его профильной структуры, перемещают в направлении 3 относительно системы 4 для нанесения адгезива. Система 4 для нанесения адгезива состоит из пьезоэлектрического элемента 5, сопла 6, зарядного устройства 7, отклоняющего устройства 8 и улавливающего устройства 9.
В такой системе адгезив нагнетается через сопло 6 под давлением не ниже 2,5 бар. Сопло 6 приводится в колебательное движение пьезоэлектрическим элементом 5, к которому прикладывается высокочастотное переменное напряжение. При этом частота колебаний сопла предпочтительно превышает 50 кГц, более предпочтительно превышает 60 кГц, наиболее предпочтительно составляет не менее 100 кГц. Благодаря этому из сопла 6 выходит непрерывная струя капель адгезива. Эта капельная струя 35 статически электризуется в зарядном устройстве 7. Статически наэлектризованные таким путем капли адгезива отклоняются под действием электростатического поля, создаваемого отклоняющим устройством 8. На фиг.1 показана отклоняемая на различные углы капельная струя 35. Отклонение капельной струи позволяет наносить адгезив на слой 1 не только точками 10, но и штрихами 11. Адгезив, т.е. точки 10 или штрихи 11 адгезива, наиболее предпочтительно наносить непосредственно рядом с экстремумом 2 профильной структуры. Благодаря этому нанесенный адгезив оказывается не в зоне выпуклости профильного элемента и не в зоне его боковой поверхности, а непосредственно рядом с экстремумом 2 профильной структуры. Тем самым при последующем свертывании или скручивании в рулон по меньшей мере частично профилированных слоев 1 и в основном гладких слоев благодаря отсутствию адгезива на экстремуме 2 профильной структуры, которым по меньшей мере частично профилированный слой 1 скользит по в основном гладкому слою, уменьшается сила трения скольжения по сравнению с силой трения скольжения, характерной для процесса свертывания в рулон или скручивания слоев с нанесенным на экстремумы 2 их профильной структуры клеем.
На фиг.2 схематично показана выполненная по другому варианту система 4 для нанесения адгезива. При этом в основном гладкий слой 12 перемещают в направлении 3 мимо печатающего устройства 13, подающего на этот слой в направлении 41 наносимый на него адгезив 36 в виде капельной струи 35. Направление 41 нанесения адгезива ориентировано в основном перпендикулярно направлению 3 перемещения слоя 12. Печатающее устройство 13 содержит пьезоэлектрический элемент 5, зарядное устройство 7, отклоняющее устройство 8 и улавливающее устройство 9. Пьезоэлектрический элемент 5 под действием приложенного к нему высокочастотного переменного напряжения приводится в колебательное движение в направлении 14. Адгезив из содержащей его емкости 16 насосом 15 высокого давления подается под высоким давлением по подводящей линии 40 в сопло 6. Из адгезива из-за высокочастотных колебаний пьезоэлектрического элемента 5 формируется непрерывная или квазинепрерывная капельная струя 35. Отдельные капли в этой их струе 35 статически электризуются зарядным устройством 7 и отклоняются под действием электростатического поля, создаваемого отклоняющим устройством 8. На фиг.2 показана отклоняемая на различные углы капельная струя 35. Отклонение капельной струи обеспечивается за счет приложения различного по величине напряжения к отклоняющему устройству 8 и зарядному устройству 7. Таким путем капельную струю 35 можно перемещать относительно слоя 1, 12. В рассматриваемом примере на в основном гладкий металлический слой 12, который показан в перспективе, адгезив наносят штрихами 11. При этом адгезив можно наносить штрихами 11 самой различной длины. Адгезив можно далее наносить штрихами 11 в поперечном направлении 17, перпендикулярном направлению 3 перемещения слоя, различной длины и в различных местах в поперечном направлении 17. Нанесение адгезива штрихами в поперечном направлении обеспечивается за счет приложения соответствующего переменного напряжения к отклоняющему устройству 8. При необходимости нанесения адгезива не сплошным, а прерывистым штрихом 11 капли, которые попадали бы на поверхность слоя между отдельными штрихами, следует отклонять в улавливающее устройство 9. Благодаря этому такие капли адгезива не достигают слоя 1, 12. Уловленные улавливающим устройством 9 капли адгезива возвращаются по возвратной линии 18, при необходимости через фильтр 19, в емкость 16 с адгезивом. Рассмотренные выше возможные методы нанесения адгезива на в основном гладкие слои 12 относятся и к по меньшей мере частично профилированным слоям 1.
В рассмотренном выше со ссылкой на фиг.1 и 2 примере речь шла в основном о системе 4 для нанесения адгезива, которая работает по принципу непрерывной струйной печати. В показанном на фиг.3 втором примере используется печатающее устройство 13, которое работает по принципу системы капельно-импульсной печати. В подобной системе сопло не приводится в непрерывное высокочастотное колебательное движение и поэтому не формирует квазинепрерывную капельную струю, а вместо этого за счет отдельных импульсов формирует отдельные капли 22. На фиг.3 это печатающее устройство 13 показано в различные моменты 1-4. Печатающее устройство 13 содержит пьезоэлектрический элемент 5, на который через его выводы 20 может подаваться импульс электрического напряжения. Процесс формирования капель схематично проиллюстрирован на чертеже для четырех разных моментов 1-4. В момент 1 пьезоэлектрический элемент 5 находится в исходном положении. Сопло 6 и подводящий канал 21 заполнены адгезивом 36. В момент 2 на пьезоэлектрический элемент 5 через его выводы 20 подается импульс напряжения, под действием которого пьезоэлектрический элемент 5 деформируется (выгибается). В результате адгезив 36 всасывается в направлениях, обозначенных двумя направленными навстречу друг другу стрелками. В момент 3, в который подача импульса напряжения на пьезоэлектрический элемент 5 уже прекращена, он уже по меньшей мере частично восстановил свою исходную форму. Восстановление пьезоэлектрическим элементом своей исходной формы сопровождается вытеснением адгезива 36 в направлениях, обозначенных направленными во взаимно противоположные стороны стрелками. В момент 3 происходит выброс капли 22, которая, однако, еще не отделилась от остального находящегося в сопле 6 адгезива 36. Капля окончательно отделяется от остального адгезива лишь в момент 4, в который пьезоэлектрический элемент 5 окончательно возвращается в свое исходное положение, в котором он находился и в момент 1. Отделившаяся капля 22 адгезива окончательно выходит из сопла 6. Применение множества подобных печатающих устройств 13 позволяет при соответствующем выборе расстояния от сопла 6 до слоя 1, 12 и при учете соответствующего перекрытия отдельных печатающих устройств 13 напечатать на слое 1, 12 адгезивом 35 линию. В подобных линиях можно предусматривать разрывы, для чего в определенный момент отдельные печатающие устройства 13 не задействуются и в результате не выбрасывают капли 22 адгезива, а другие печатающие устройства 13 задействуются и выбрасывают капли 22 адгезива.
Другим методом капельного нанесения адгезива на слой является метод импульсно-пузырьковой печати, при которой в результате кратковременного нагрева сопла 6 образуется кипящая пленка адгезива 36. Такая пленка образует надутый паром пузырек, выбрасывающий каплю 22 адгезива 36 из сопла 6. Подобный метод известен из уровня техники и одновременно является разновидностью метода капельно-импульсной печати.
На фиг.4 показана схема, более детально иллюстрирующая нанесение адгезива в соответствии с предпочтительным вариантом осуществления предлагаемого в изобретении способа. При этом адгезив в виде капель 22 наносят на по меньшей мере частично профилированный слой 1. В этом варианте по меньшей мере частично профилированный слой 1 имеет профильную структуру синусоидальной формы, однако равным образом он может иметь гофрировку треугольного профиля или профильные структуры иного профиля. Адгезив наносят на по меньшей мере частично профилированный слой 1 с помощью соответствующей системы 4. Адгезив наносят при этом на участки, расположенные рядом с экстремумами 2 профильной структуры. Нанесение адгезива на эти участки обусловлено тем, что при изготовлении сотового элемента из по меньшей мере частично профилированных металлических слоев 1 и в некоторых случаях из в основном гладких слоев 12 в процессе свертывания слоев 1, 12 в рулон, соответственно в процессе их скручивания, слои 1, 12 перемещаются друг относительно друга. При этом по меньшей мере частично профилированные слои 1 скользят по в основном гладким слоям 12. Наличие же нанесенного непосредственно на экстремумы 2 профильной структуры адгезива привело бы к повышению трения скольжения между по меньшей мере частично профилированным слоем 1 и в основном гладким слоем 12 и в результате затруднило бы их свертывание в рулон, соответственно скручивание. Однако при изготовлении предлагаемого в изобретении сотового элемента по меньшей мере частично профилированные слои 1 и в основном гладкие слои 12 требуется соединять друг с другом. Обычно слои соединяют друг с другом пайкой, а точнее пайкой твердым припоем. Пайку выполняют в зоне экстремумов 2 профильной структуры, по обе стороны от каждого из которых при контакте между собой по меньшей мере частично профилированного слоя 1 и в основном гладкого слоя 12 образуются в основном треугольные клиновидные спаи. Сказанное означает, что для соединения между собой по меньшей мере частично профилированного слоя 1 и в основном гладкого слоя 12 припой необходимо наносить в зоне экстремумов 2 профильной структуры. С учетом этого одно из существенных преимуществ настоящего изобретения состоит в возможности нанесения адгезива непосредственно рядом с экстремумами 2 профильной структуры. Нанесение адгезива рядом с экстремумами профильной структуры обеспечивает снижение трения скольжения между слоями 1, 12 при их свертывании в рулон, соответственно скручивании. Так, в частности, нанесение адгезива рядом с экстремумами профильной структуры обеспечивает получение долговечного и высококачественного соединения слоев 1, 12 друг с другом, не затрудняя процесс их свертывания в рулон, соответственно скручивания. При этом адгезив наносят на слои предлагаемым в изобретении способом непосредственно рядом с экстремумами 2 их профильной структуры.
На фиг.5 в качестве примера показаны два соединенных друг с другом слоя 1, 12. При этом по меньшей мере частично профилированный слой 1 соединен с в основном гладким слоем 12. По меньшей мере частично профилированный слой 1 имеет профильную структуру с экстремумами 2, которыми по меньшей мере частично профилированный слой 1 прилегает к в основном гладкому слою 12. При осуществлении предлагаемого в изобретении способа между по меньшей мере частично профилированным слоем 1 и в основном гладким слоем 12 сформировались соединяющие их между собой треугольные клиновидные спаи 23.
На фиг.6 показана схема устройства для изготовления сотовых элементов. Показанное на фиг.6 устройство для изготовления сотовых элементов содержит устройство 23 для подготовки по меньшей мере одного по меньшей мере частично профилированного металлического слоя и в некоторых случаях по меньшей мере одного в основном гладкого металлического слоя. Подобное устройство для подготовки металлических слоев может, например, сматывать с рулонов гладкой металлической фольги и отрезать, а также при необходимости профилировать металлические листы или же соответственно подготавливать волокнистый материал, т.е. по меньшей мере резать его на куски определенной длины и при необходимости профилировать. На выходе этого устройства 23 получают необходимые для последующего изготовления сотового элемента по меньшей мере частично профилированные слои или же при необходимости в основном гладкие слои. При этом такое устройство может содержать не показанное на чертеже профилирующее устройство, которое позволяет изготавливать из гладкого слоя, сматываемого, например, с рулона, в основном профилированный слой. Помимо этого может быть предусмотрено микропрофилирующее устройство для снабжения в основном гладкого слоя микропрофильными структурами.
После устройства 23 для подготовки слоев расположена система 4 для нанесения адгезива. Система 4 для нанесения адгезива уже рассмотрена в приведенном выше описании. После системы 4 для нанесения адгезива расположено пакетировочное устройство 24, в котором в основном гладкие и по меньшей мере частично профилированные металлические слои набираются в пакет. После пакетировочного устройства 24 расположено скручивающее устройство 25, в котором один или несколько изготовленных в пакетировочном устройстве 24 пакетов совместно свертываются в рулон или скручиваются. В этом устройстве можно, например, изготавливать сотовые элементы с S-образной или эвольвентной скруткой слоев, т.е. сотовые элементы, в которых, если смотреть в их сечении, слои свернуты в рулон S-образно или по эвольвенте. Равным образом пакетировочное устройство 24 можно и не предусматривать, а вместо этого непосредственно свертывать в рулон или скручивать по меньшей мере частично профилированный слой или же несколько по меньшей мере частично профилированных слоев и в основном гладких слоев с получением, например, сотового элемента спирального типа.
После скручивающего устройства 25 расположено устройство 26 для нанесения припоя, в котором в скрученный сотовый элемент вводится порошковый припой. После устройства для нанесения припоя расположено устройство 27 для термической обработки сотового элемента, при которой находящийся в сотовом элементе припой расплавляется и соединяет между собой слои 1, 12. Все рассмотренные выше отдельные устройства 23, 4, 24, 25, 26, 27 соединены друг с другом соединительными устройствами 28, обеспечивающими перемещение исходных материалов и изготавливаемых из них изделий от одного устройства к следующему. В рассматриваемом примере припой наносят в соответствующем устройстве 26 после набора слоев в пакет в пакетировочном устройстве 24 и скручивания набранных пакетов в скручивающем устройстве 25. Однако равным образом порошковый припой можно согласно изобретению наносить и перед набором слоев в пакет, соответственно перед их свертыванием в рулон или скручиванием.
На фиг.7 на примере спирально свернутого в рулон сотового элемента проиллюстрированы различные возможности нанесения адгезива 36 предлагаемым в изобретении способом. Спирально свернутый в рулон сотовый элемент 29 образован по меньшей мере частично профилированным слоем 1 и в основном гладким слоем 12. Сотовый элемент 29 имеет проходящие через него каналы 30. Поток текучей среды может проходить через сотовый элемент 29 от первого его торца 37 до второго его торца 38 в направлении 39. На фиг.7 проиллюстрированы различные возможности нанесения предлагаемым в изобретении способом адгезива и на по меньшей мере частично профилированный слой 1, и на в основном гладкий слой 12. Так, например, адгезив 36 можно наносить в виде расположенной у торца сотового элемента полосы 31 или же в виде расположенной в его центральной части полосы 32. Адгезив 36 можно наносить и на по меньшей мере частично профилированный слой 1, и на в основном гладкий слой 12 сплошными полосами 33. При этом на по меньшей мере частично профилированный слой 1 адгезив наиболее предпочтительно наносить полосами, располагающимися непосредственно рядом с экстремумами 2 его профильной структуры. В этом случае на ту часть профильной структуры, которая соответствует ее экстремуму 2, адгезив 36 не наносится. Помимо этого адгезив можно наносить только на отдельные участки по меньшей мере частично профилированного слоя 1. Такие отдельные участки 34 с адгезивом 36 могут располагаться, если смотреть в направлении потока, с торцов сотового элемента и/или в его центральной части. На одном профильном элементе по его длине можно также предусматривать несколько участков с адгезивом 36. Во всех рассмотренных выше примерах адгезив наносят согласно изобретению в виде капель, предпочтительно в виде капельной струи, наиболее предпочтительно с помощью печатающего устройства, например устройства для непрерывной струйной печати.
При последующем нанесении порошкового припоя он прилипает к адгезиву 36, нанесенному на отдельные участки 31, 32, 33, 34, на которых соответственно слои 1,12 затем соединяются между собой.
На фиг.8 показан еще один пример, на котором иллюстрируется другой предпочтительный вариант осуществления предлагаемого в изобретении способа. В этом случае адгезив наносят на по меньшей мере частично профилированный слой 1 в виде капель 22. При этом адгезив 36 наносят на отдельные участки 43, подавая капли адгезива в направлении, в основном перпендикулярном поверхности 42 этих отдельных участков. Иными словами, капли наносимого адгезива подают в направлении, которое в основном соответствует нормали к снабжаемой адгезивом поверхности 42. Соблюдение этого условия обеспечивается путем соответствующей юстировки печатающих устройств 13. Покрываемые адгезивом 36 отдельные участки 42 располагается рядом с экстремумами 2 профильной структуры.
Преимущество предлагаемых в изобретении способа и устройства для изготовления сотовых элементов 29 состоит в возможности высокоточного нанесения адгезива 36 на те участки, на которых впоследствии соседние слои должны соединяться между собой. При этом для нанесения адгезива 36, прежде всего и на те участки боковых сторон профильных элементов, которые расположены непосредственно рядом с экстремумами 2 таких профильных элементов, наиболее предпочтительно использовать методы печати. Достигаемое в результате преимущество состоит в сохранении экстремумов 2 профильной структуры "чистыми", т.е. не покрытыми адгезивом 36, и тем самым в облегчении последующего свертывания слоев 1, 12 в рулон, соответственно их скручивания. Предлагаемые в изобретении способ и устройство позволяют изготавливать сотовые элементы 29 с неоднородной упругостью в направлении 39 прохождения через них потока текучей среды и/или в основном перпендикулярно направлению 39 прохождения через них потока текучей среды.
Способ и устройство могут быть использованы при изготовлении металлических сотовых элементов, применяемых для нейтрализации отработавших газов, образующихся при работе автомобильных и иных двигателей внутреннего сгорания. Компоненты сотового элемента снабжают перед пайкой адгезивом, который в виде капель наносят точно на заданные отдельные участки. Упомянутые участки расположены рядом с экстремумами профильной структуры, при этом на поверхность самого экстремума адгезив не наносят. Наиболее предпочтительно наносить адгезив методами струйной печати, импульсно-пузырьковой печати, капельно-импульсной печати. Подобный подход позволяет простым путем изготавливать формируемые, например, из листов фольги сотовые элементы, которые обладают неоднородной упругостью в направлении движения через них потока отработавших газов и/или в основном перпендикулярно направлению движения через них потока отработавших газов. 2 н. и 31 з.п. ф-лы, 8 ил.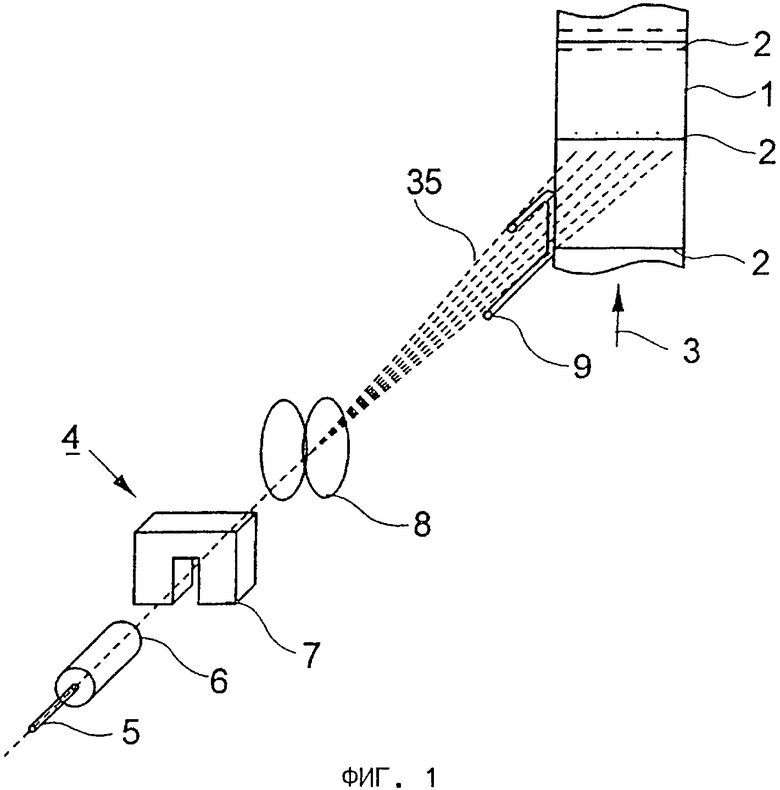
1. Способ изготовления сотового элемента (29) из слоев (1, 12), предпочтительно из по меньшей мере частично металлических слоев, заключающийся в том, что
а) подготавливают по меньшей мере один по меньшей мере частично профилированный слой (1) и при необходимости по меньшей мере один в основном гладкий слой (12),
б) на по меньшей мере один отдельный участок (10, 11, 31, 32, 33, 34, 43) в основном гладкого слоя (12) и/или по меньшей мере частично профилированного слоя (1) наносят адгезив (36),
в) изготавливают сотовый элемент,
д) выполняют термическую обработку,
при этом слой предварительно снабжают припоем, который в основном прилипает к снабженным адгезивом (36) отдельным участкам (10, 11, 31, 32, 33, 34, 43) слоев (1, 12), отличающийся тем, что адгезив (36) наносят в виде капель (22, 35), причем средний диаметр капель (10, 22) наносимого на слой (1, 12) адгезива составляет от 0,05 до 0,7 мм, предпочтительно от 0,1 до 0,4 мм, наиболее предпочтительно от 0,1 до 0,3 мм, отдельные участки (10, 11, 31, 32, 33, 34, 43) расположены рядом по меньшей мере с одним из множества экстремумов (2) профильной структуры, а на поверхность самого экстремума (2) профильной структуры адгезив не наносят.
2. Способ по п.1, отличающийся тем, что при изготовлении сотового элемента по меньшей мере один по меньшей мере частично профилированный слой (1) и по меньшей мере один в основном гладкий слой (12) набирают в по меньшей мере один пакет.
3. Способ по п.2, отличающийся тем, что при изготовлении сотового элемента скручивают по меньшей мере один пакет слоев (1, 12) и/или свертывают в рулон по меньшей мере один по меньшей мере частично профилированный слой (1) и при необходимости по меньшей мере один в основном гладкий слой (12) с получением сотового элемента (29).
4. Способ по п.1, отличающийся тем, что сотовый элемент (29) снабжают порошковым припоем после выполнения стадии б), но перед выполнением стадии г).
5. Способ по п.1, отличающийся тем, что адгезив (36) наносят на по меньшей мере частично профилированный слой (1) в зоне боковых сторон его профильных элементов, предпочтительно вблизи экстремума (2) его профильной структуры.
6. Способ по п.1, отличающийся тем, что адгезив (36) наносят методом печати.
7. Способ по одному из пп.1-6, отличающийся тем, что адгезив (36) наносят методом капельно-импульсной печати.
8. Способ по одному из пп.1-6, отличающийся тем, что адгезив (36) наносят методом импульсно-пузырьковой печати.
9. Способ по одному из пп.1-6, отличающийся тем, что адгезив (36) наносят методом непрерывной струйной печати.
10. Способ по п.1, отличающийся тем, что адгезив (36) наносят с помощью сопла (6) с импульсным возбуждением.
11. Способ по п.1, отличающийся тем, что адгезив (36) наносят с помощью сопла (6), приводимого в высокочастотное колебательное движение.
12. Способ по п.10 или 11, отличающийся тем, что давление адгезива в сопле (6) составляет более 2 бар, предпочтительно более 2,5 бара.
13. Способ по п.10 или 11, отличающийся тем, что для импульсного возбуждения сопла (6), соответственно для его приведения в колебательное движение, используют пьезоэлектрический элемент (5).
14. Способ по п.10 или 11, отличающийся тем, что частота возбуждения сопла (6), соответственно частота его колебаний, составляет по меньшей мере 50 кГц, предпочтительно по меньшей мере 60 кГц, наиболее предпочтительно по меньшей мере 100 кГц.
15. Способ по п.1, отличающийся тем, что капли (22, 35) адгезива статически электризуют и отклоняют под действием электростатического поля.
16. Способ по п.15, отличающийся тем, что те капли (22, 35) адгезива, которые не должны попадать на слои (1, 12), отклоняют под действием электростатического поля в улавливающее их устройство (9) и возвращают в цикл.
17. Способ по п.15 или 16, отличающийся тем, что адгезив (36) наносят на заданные места слоев (1, 12) по меньшей мере частично путем целенаправленного отклонения капель (22, 35) адгезива под действием электростатического поля перед их попаданием на слои (1, 12).
18. Способ по п.1, отличающийся тем, что капли (22) адгезива формируют, кратковременно нагревая в сопле (6) адгезив (35) до температуры выше температуры его кипения.
19. Способ по п.1, отличающийся тем, что по меньшей мере часть слоев (1, 12) выполняют в виде металлических слоев, предпочтительно слоев металлических листов и/или слоев из металлического волокна.
20. Способ по п.1, отличающийся тем, что по меньшей мере часть слоев (1, 12) выполнена из композиционного материала, предпочтительно из композиционного материала, состоящего из керамических волокон и металлического материала, предпочтительно в виде металлических волокон и/или металлических листов.
21. Способ по п.1, отличающийся тем, что адгезив (36) предпочтительно наносят в направлении (41), в основном перпендикулярном направлению (3) перемещения слоев (1, 12).
22. Способ по п.1, отличающийся тем, что адгезив (36) предпочтительно наносят в направлении (41), в основном перпендикулярном поверхности (42) по меньшей мере одного снабжаемого адгезивом (36) отдельного участка (10, 11, 31, 32, 33, 34, 43).
23. Устройство для изготовления сотового элемента (29), содержащее по меньшей мере следующие компоненты:
а) устройство (23) для подготовки по меньшей мере одного по меньшей мере частично профилированного слоя (1) и при необходимости по меньшей мере одного в основном гладкого слоя (12),
б) систему (4) для нанесения адгезива (36) на по меньшей мере один отдельный участок (10, 11, 31, 32, 33, 34, 43) в основном гладкого слоя (12) и/или по меньшей мере частично профилированного слоя (1),
в) устройство для формирования сотового элемента (29),
д) устройство (26) для нанесения на сотовый элемент (29) припоя, который прилипает в основном к покрытым адгезивом (36) участкам (10, 11, 31, 32, 33, 34,43), и
е) устройство (27) для термической обработки,
отличающееся тем, что система (4) для нанесения адгезива (36) содержит по меньшей мере одно печатающее устройство (13) для нанесения адгезива (36) на отдельные участки (10, 11, 31, 32, 33, 34) слоя (1, 12) печатным методом, емкость (16) с адгезивом и подводящую линию (40) для подачи адгезива (36) в печатающее устройство (13).
24. Устройство по п.23, отличающееся тем, что компонент в) содержит пакетировочное устройство (24) для набора по меньшей мере одного по меньшей мере частично профилированного слоя (1) и по меньшей мере одного в основном гладкого слоя (12) в по меньшей мере один пакет.
25. Устройство по п.24, отличающееся тем, что предусмотрен компонент г), содержащий скручивающее устройство для скручивания по меньшей мере одного пакета металлических слоев (1, 12) и/или свертывающее устройство для свертывания в рулон по меньшей мере одного по меньшей мере частично профилированного слоя (1) и при необходимости по меньшей мере одного в основном гладкого слоя (12) с образованием сотового элемента (29).
26. Устройство по п.23, отличающееся тем, что печатающее устройство (13) представляет собой устройство для капельно-импульсной печати.
27. Устройство по п.23, отличающееся тем, что печатающее устройство (13) представляет собой устройство для импульсно-пузырьковой печати.
28. Устройство по п.23, отличающееся тем, что печатающее устройство (13) представляет собой устройство для непрерывной струйной печати.
29. Устройство по п.23, отличающееся тем, что печатающее устройство (13) имеет сопло (6) для нанесения адгезива (36), приводимое в высокочастотные или импульсные колебания.
30. Устройство по п.29, отличающееся тем, что сопло (6) снабжено пьезоэлектрическим элементом (5).
31. Устройство по п.23, отличающееся тем, что печатающее устройство (13) имеет зарядное устройство (7) для статической электризации адгезива (36) и отклоняющее устройство (8) для отклонения адгезива (36).
32. Устройство по п.31, отличающееся тем, что система (4) для нанесения адгезива (36) имеет улавливающее устройство (9) для улавливания не наносимого на слои адгезива (36).
33. Устройство по п.32, отличающееся тем, что система (4) для нанесения адгезива (36) имеет возвратную линию (18) для возврата уловленного улавливающим устройством (9) адгезива (36) в содержащую его емкость (16).
| СПОСОБ ПАЙКИ МЕТАЛЛИЧЕСКИХ СТРУКТУР | 1995 |
|
RU2133176C1 |
| СПОСОБ НАНЕСЕНИЯ ПРИПОЯ НА МЕТАЛЛИЧЕСКУЮ СТРУКТУРУ, В ЧАСТНОСТИ НА ОТДЕЛЬНЫЕ УЧАСТКИ ЭЛЕМЕНТА С СОТОВОЙ СТРУКТУРОЙ | 1993 |
|
RU2096145C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИИ Н.Л Л\Е ГАЛЛЕ | 0 |
|
SU327687A1 |
| US 6371360 A, 16.04.2002. | |||

