Изобретение относится к контрольно-измерительной технике, а именно к способам неразрушающего контроля электромагнитными методами, и может быть использовано для определения марок сталей продольно-протяженных объектов, например прутков, стержней, трубок и. т.п.
В условиях производства необходимость определения марки стали возникает перед запуском материала в технологический процесс, в котором ошибочная замена одной марки стали другой приводит к неизбежному браку целой партии готовой продукции. Кроме того, необходимость в определении марки стали возникает также в складских помещениях, где хранятся прутковые материалы. Все это и повлекло за собой разработку заявляемого способа.
Известен химический способ анализа материала сосудов, трубопроводов и другого оборудования в виде стружки (не менее 2 г), которую отбирают с предварительно зачищенной от краски, смазки и различного рода загрязнений поверхности с помощью сверла, резца, шабера. Собранная стружка доставляется в лабораторию для проведения химического анализа [Краткий справочник по химии. И.Т.Гоноровский, Ю.П.Назаренко, Е.Ф.Некрич. Под ред. А.Т.Пилипенко. - Киев.: Изд. Академии наук Украинской ССР, 1962, с.419-475, 476-477].
В результате анализа определяется процентное содержание элементов в данной стали. После этого марка стали определяется путем сопоставления с содержанием элементов в различных сталях с использованием справочника [Марочник сталей и сплавов. Под ред. В.Г. Сорокина. - М.: Машиностроение, 1987 с.10-60; 130-309; 327-332; 363-372].
Однако этот способ относится к разрушающим методам контроля и не удовлетворяет современное производство. Разрушающим этот способ считается потому, что после взятия стружки данная деталь становится непригодной для продолжения дальнейшего технологического цикла и должна быть забракована.
Известен также способ определения химического состава сплава путем испарения этого сплава с поверхности образца с последующим спектральным анализом паров металла [Эмиссионный спектральный анализ атомных материалов. Под ред. проф. А.Н.Зайделя. Л.-М.,Физматгиз,1960, с.17-32]. В этом способе так же, как и в вышеуказанном, определяется процентное содержание элементов в анализируемом сплаве. Затем с использованием справочника [Марочник сталей и сплавов. Под ред. В.Г.Сорокина. - М.: Машиностроение, 1987, с.10-60; 130-309; 327-332; 363-372] определяется марка стали.
Недостатком этого способа является след от нагревания, оставляемый на поверхности образца. Как и вышерассмотренный - этот способ относится к разрушающим методам контроля и не удовлетворяет современное производство из-за сложности всей процедуры.
Наиболее близким к заявляемому по технической сущности является способ неразрушающего контроля продольно-протяженных объектов, включающий возбуждение в контролируемом образце электромагнитного поля и измерение параметров, характеризующих электромагнитные свойства материала контролируемого образца: магнитной проницаемости и удельной электрической проводимости и сопоставление измеренных значений с одноименными параметрами сталей известных марок [Сандовский В.А., Носальская Н.И. Исследование возможности разбраковки прутковой стали по маркам методом вихревых токов в двухпараметровом варианте. - Дефектоскопия, 1983, №6, с.30-34]. Этот способ позволяет дифференцировать образцы, значительно отличающиеся друг от друга по величине хотя бы одного из контролируемых параметров. Однако многие марки сталей имеют одно и то же значение магнитной проницаемости и удельной электрической проводимости, либо значения этих параметров достаточно близки, что делает невозможным определение или контроль марки стали исследуемого образца этим способом ввиду недостаточной информативности измеряемых в этом способе параметров.
В основу изобретения положена задача определения марки стали продольно-протяженных объектов за счет выбора более информативных параметров.
Поставленная задача решается тем, что в способе неразрушающего контроля продольно-протяженных объектов, включающем возбуждение в контролируемом образце электромагнитного поля, определение параметров, характеризующих электромагнитные свойства материала контролируемого образца, и обработку результатов измерения путем сопоставления их с пределами одноименных параметров сталей известных марок, согласно изобретению возбуждение электромагнитного поля в контролируемом образце осуществляют путем помещения его в катушку возбуждения, параметры, характеризующие электромагнитные свойства материала контролируемого образца, определяют посредством двух измерительных катушек, соосно с катушкой возбуждения размещенных на контролируемом образце, первая из которых размещена рядом с катушкой возбуждения, а вторая - отстоит от нее на величину заданного отрезка контролируемого образца, в качестве параметров, характеризующих электромагнитные свойства материала контролируемого образца, определяют величину, обратную скорости распространения электромагнитного поля путем измерения величины фазового угла между колебаниями значений эдс в измерительных катушках, и степень затухания электромагнитного поля на заданном отрезке образца - путем измерения величины напряжения на второй измерительной катушке.
При этом обработку результатов измерения выполняют программируемым микропроцессором.
Наши экспериментальные исследования показали, что в пределах одной и той же марки стали существует значительный разброс электромагнитных параметров. Поэтому с целью определения пределов изменения измеряемых параметров предварительно анализировалось большое количество образцов различных марок сталей. В качестве параметров, повышающих информативность способа и позволяющих определить марку стали, были выбраны величина, обратная скорости распространения электромагнитного поля, и степень затухания этого поля на заданном отрезке образца.
В изобретении используется физический принцип - зависимость скорости распространения электромагнитного поля в образце и степень его затухания на определенном отрезке от материала образца (марки стали). Эта связь обнаружена автором предлагаемого изобретения и доказывается результатами измерений, приведенными в таблицах 1 и 2.
Техническим результатом заявляемого способа является возможность определения марки стали продольно-протяженного объекта методом неразрушающего контроля.
На чертеже представлена схема устройства для реализации заявляемого способа.
Способ реализуют с помощью устройства (см. чертеж), включающего три катушки 1, 2 и 3, намотанные на один каркас. Все три катушки 1, 2, 3 имеют конфигурацию, соответствующую профилю контролируемого образца 4 (круглую для цилиндрических образцов, прямоугольную для образцов в форме брусков или пластин с прямоугольным сечением). Катушка 1 соединена с генератором 5 напряжения низкой частоты и предназначена для возбуждения в образце 4 электромагнитного поля. Катушки 2 и 3 являются измерительными, их сигнал пропорционален потоку индукции в месте расположения их на контролируемом образце 4. Катушка 2 примыкает непосредственно к катушке 1, а катушка 3 отстоит от нее на некотором расстоянии L=45±0,5 мм. (Это значение выбрано на основании экспериментальных исследований. Увеличение этого расстояния приводит к быстрому уменьшению измеряемого катушкой 3 сигнала. Уменьшение L приводит к уменьшению величины фазового угла. Поэтому оптимальная величина расстояния L выбирается из соображений обеспечения наиболее точных измерений приборами вольтметром и фазометром. Выбор L=45±0,5 мм означает и выбор соответствующей шкалы, по которой происходит сравнение измеряемых параметров с пределами одноименных параметров сталей известных марок. Другими словами, после выбора L составленная матрица предельных значений измеряемых параметров оказывается жестко привязанной к выбранной величине L).
Выходы катушек 3 и 2 соединены со входами фазометра 6, предназначенного для измерения фазового угла между сигналами катушек 3 и 2. Выход катушки 3 присоединен также к вольтметру 7 и детектору 8. Выход фазометра 6 соединен со входом аналого-цифрового преобразователя (АЦП) 9, а выход детектора 8 соединен с его вторым входом. Выходы АЦП 9 соединены со входами компьютера 10.
Способ осуществляют следующим образом.
На контролируемый образец 4 надевают скрепленные между собой катушки 1, 2 и 3. Испытуемый образец 4 перемагничивают в поле, создаваемом катушкой 1. С помощью фазометра 6 измеряют фазовый угол между сигналами катушек 2 и 3. Величина этого угла пропорциональна запаздыванию сигнала катушки 3 по сравнению с сигналом катушки 2. В то же время величина запаздывания (величина фазового угла φ) обратно пропорциональна скорости распространения электромагнитного поля в материале контролируемого образца 4. Напряжение U (амплитуду) сигнала на катушке 3 измеряют вольтметром 7. При постоянной величине амплитуды намагничивающего тока в катушке 1 величина напряжения U зависит от степени затухания магнитной индукции при прохождении участка длиной L, а степень затухания электромагнитного поля различна в разных материалах. Таким образом, в компьютер 10 вводятся два параметра: значение угла φ и напряжение U, пропорциональное амплитуде сигнала на катушке 3. А как следует из выше сказанного, оба эти измеряемые параметры, анализируемые программой компьютера, зависят от электродинамических свойств материала образца, то есть в конечном счете от марки стали.
Для ответа на вопрос, какой именно марке стали соответствуют два измеренных параметра, используется матричный анализ [В.А.Сандовский. Обработка многомерного сигнала при магнитном спектроскопическом методе. - Дефектоскопия, 1982, №4, с. 33-36]. Поскольку в пределах одной и той же марки стали допускаются изменения химического состава в определенных пределах, то и для измеренных параметров также устанавливается верхний и нижний пределы для каждой из марок сталей, подлежащих определению. Составленная таким образом матрица записывается в компьютерной программе. При запуске программы значения измеренных параметров «примеряются» для каждого из звеньев матрицы и в случае, если оба измеренных параметра укладываются в пределы какого-либо из звеньев, соответствующее название марки стали высвечивается на экране монитора. В качестве примера осуществления заявляемого способа были выбраны прутковые материалы диаметром 10 мм, наиболее широко распространенные в производстве. Расстояние L между катушками 1 и 3 выбрано равным 45±0,5 мм. В качестве генератора 5 используется прибор Г3-118, который питает катушку 1 током 100 мА частотой 20 Гц.
В качестве фазометра 6 использовали прибор Ф2-34, в качестве вольтметра 7 - прибор В7-65/2. В качестве аналого-цифрового преобразователя 9 использовали преобразователь Е 14-440 AD/DA Converter. Матричную обработку осуществляли по программе с помощью компьютера Пентиум 4.
В таблице 1 приведены данные по измерению фазового угла φ для образцов из различных марок сталей.
Из таблицы 1 видно, как изменяется фазовый угол φ в зависимости от марки стали.
В таблице 2 приводятся верхний и нижний пределы измеряемых параметров φ и U для различных марок сталей (участок матрицы).
Величина фазового угла φ обратно пропорциональна скорости распространения электромагнитного поля, а величина напряжения U определяется степенью затухания электромагнитного поля на заданном отрезке образца.
4,21
203
8,37
375
5,54
260
6,6
395
5,95
272
6,31
510
7,14
371
6,75
355
7,52
345
8,45
470
Таким образом, заявляемый способ неразрушающего контроля продольно-протяженных объектов позволяет определять марку стали этих объектов за счет измерения более информативных параметров, характеризующих электромагнитные свойства материала, из которого они изготовлены, таких как величина фазового угла (величина, обратная скорости распространения электромагнитного поля) и степень затухания электромагнитного поля на заданном отрезке образца с последующим сопоставлением этих параметров с пределами одноименных параметров сталей известных марок.
Изобретение относится к контрольно-измерительной технике, а именно к способам неразрушающего контроля электромагнитными методами, и может быть использовано для определения марок сталей продольно-протяженных объектов, например прутков, стержней, трубок и т.п. Способ неразрушающего контроля продольно-протяженных объектов включает возбуждение в контролируемом образце электромагнитного поля, измерение параметров, характеризующих электромагнитные свойства материала контролируемого образца, и обработку результатов измерения путем сопоставления их с пределами одноименных параметров сталей известных марок. В качестве параметров, характеризующих электромагнитные свойства материала образца, используют величину, обратную скорости распространения электромагнитного поля, и степень затухания электромагнитного поля на заданном отрезке образца. При этом обработку результатов измерения можно выполнять программируемым микропроцессором. Изобретение обеспечивает возможность определения марки стали продольно протяженного объекта методом неразрушающего контроля за счет выбора более информативных параметров. 1 з.п. ф-лы, 1 ил., 2 табл.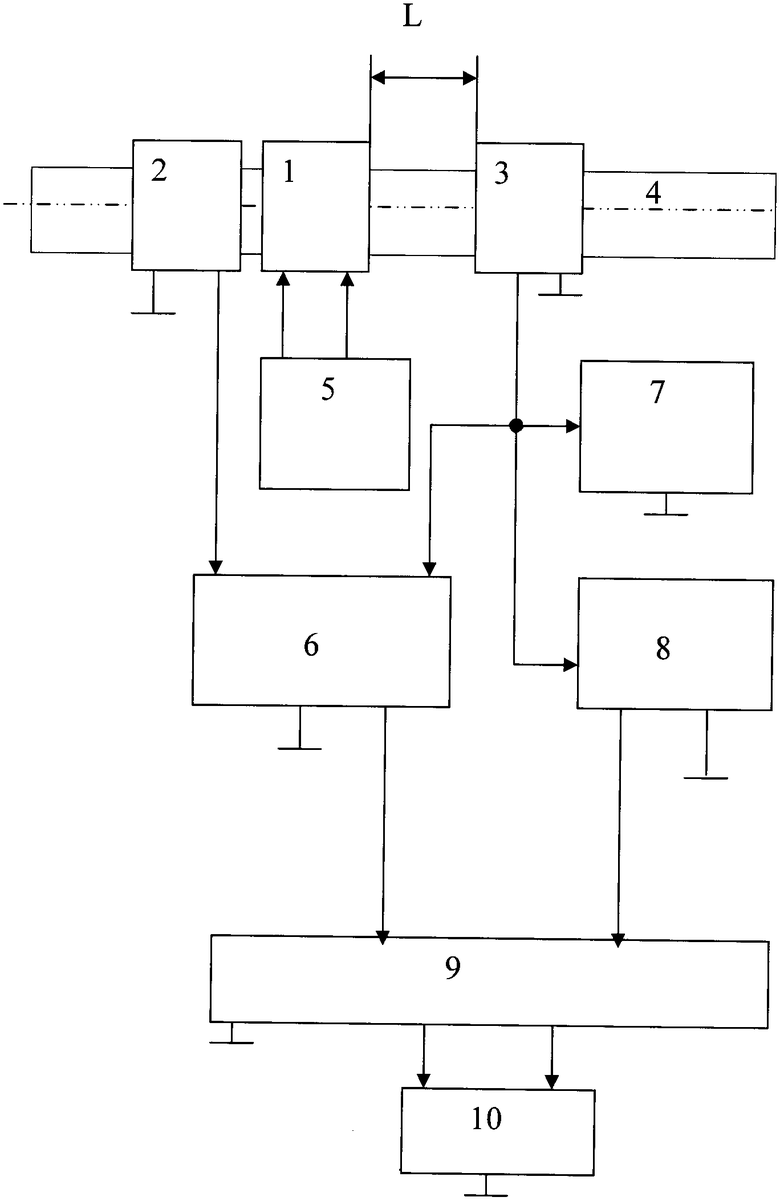
1. Способ неразрушающего контроля продольно-протяженных объектов, включающий возбуждение в контролируемом образце электромагнитного поля, измерение параметров, характеризующих электромагнитные свойства материала контролируемого образца и обработку результатов измерения путем сопоставления их с пределами одноименных параметров сталей известных марок, отличающийся тем, что в качестве параметров, характеризующих электромагнитные свойства материала образца измеряют величину, обратную скорости распространения электромагнитного поля в контролируемом образце, и степень его затухания на заданном отрезке образца.
2. Способ по п.1, отличающийся тем, что обработку результатов измерения выполняют программируемым микропроцессором.
| Сандовский В.А., Носальская Н.И | |||
| Исследование возможности разбраковки прутковой стали по маркам методом вихревых токов в двухпараметровом варианте | |||
| - Дефектоскопия, 1983, №6, с.30-34 | |||
| RU 2073234 C1, 10.02.1997 | |||
| Способ электрического сканирования для неразрушающего контроля электропроводящих изделий | 1990 |
|
SU1820314A1 |
| Способ контроля физико-механических свойств ферромагнитных изделий и устройство для его осуществления | 1987 |
|
SU1642363A1 |
| Способ электромагнитного контроля механических характеристик сталей ферромагнитных изделий | 1988 |
|
SU1613940A1 |
| Способ автоматизированного неразрушающего контроля протяженных изделий | 1977 |
|
SU696374A1 |
| Способ неразрушающего контроля протяжных ферромагнитных изделий | 1975 |
|
SU696366A1 |
| СПОСОБ НЕПРЕРЫВНОГО МАГНИТНОГО КОНТРОЛЯ | 0 |
|
SU278181A1 |

