ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к бумагоделательным машинам непрерывного типа. Конкретнее, настоящее изобретение относится к бумагоделательным лентам, пригодным для изготовления бумажных изделий.
УРОВЕНЬ ТЕХНИКИ
Одноразовые изделия, такие как салфетки для лица, санитарные салфетки, бумажные полотенца и т.п., обычно изготавливаются из одного или более слоев бумаги. Если изделия должны выполнять задачи, для которых они предназначены, бумажные полотна, из которых они изготовлены, должны обладать определенными физическими характеристиками. Среди самых важных из этих характеристик - прочность, мягкость и поглощающая способность. Прочность есть способность бумажного полотна сохранять свою физическую целостность во время использования. Мягкость есть приятное тактильное ощущение, воспринимаемое пользователем в то время, когда пользователь мнет бумагу в своей руке и контактирует различными частями своего тела с бумажным полотном. Мягкость в общем случае увеличивается по мере уменьшения жесткости бумажного полотна. Поглощающая способность есть характеристика бумажного полотна, которая позволят ему поглощать и удерживать в себе жидкости. В типичном случае мягкость и/или поглощающая способность бумажного полотна увеличивается за счет снижения прочности бумажного полотна. В соответствии с этим разработаны способы изготовления бумаги, обеспечивающие получение мягких и абсорбирующих бумажных полотен с желаемыми характеристиками прочности.
Процессы производства бумажных изделий в общем случае включают приготовление водной суспензии целлюлозных волокон и последующее удаление воды из суспензии с одновременным изменением расположения волокон в процессе образования полотна. В процессе удаления воды может использоваться различное оборудование. В типичном производственном процессе применяется непосредственно сеточная бумагоделательная машина Фурдринье, где бумажная масса подается на поверхность движущейся бесконечной сетки, где происходит первоначальное удаление воды. В традиционном процессе обезвоживания волокна переносятся непосредственно на ленту для капиллярного обезвоживания, где происходит дополнительное удаление воды. В процессе получения структурированного полотна волокнистое полотно затем переносится на бумагоделательную ленту, где происходит изменение расположения волокон.
Предпочитаемая бумагоделательная лента в структурированном процессе имеет перфорированный тканый элемент, окруженный структурой из отвержденной светочувствительной смолы. Структура из смолы может быть снабжена несколькими дискретными изолированными каналами, известными как отводящие каналы. Такая бумагоделательная лента может быть названа отводящим элементом, поскольку расположение бумажных волокон, отклоняющихся внутрь каналов, изменяется при приложении перепада давления жидкости. Применение ленты в процессе изготовления бумаги предоставляет возможность создания бумаги с определенными желаемыми характеристиками прочности, абсорбции и мягкости. Пример бумагоделательной ленты описан в пат. США №4,529,480.
Отводящие каналы могут обеспечивать средство для получения ориентация волокон в направлении Z путем создания возможности для отклонения волокон вдоль периферии отводящих каналов по мере того, как вода удаляется из водной суспензии целлюлозных волокон. Общее отклонение волокон зависит от размера и формы отводящих каналов по отношению к длине волокон. Каналы большого диаметра позволяют более мелким волокнам накапливаться на дне канала, что ограничивает отклонение последующих волокон, депонируемых в них. Напротив, меньшие каналы позволяют крупным волокнам располагаться поверх отверстия канала с минимальным отклонением волокон. Отводящие каналы, определяемые периферией, образующей острые углы или малые радиусы, увеличивают потенциал перекрытия волокнами, что минимизирует отклонение волокон. Пример форм каналов и их влияния на перекрытие волокнами описан в пат. США №5,679,222.
Когда формируется полотно из целлюлозных волокон, волокна преимущественно ориентированы в плоскости X-Y полотна и, следовательно, обеспечивают пренебрежимо малую структурную жесткость в направлении Z. При применении обезвоживающей машины, по мере того как волокна, ориентированные в плоскости X-Y, уплотняются механическим давлением, волокна спрессовываются, что повышает плотность бумажного полотна, в то же время уменьшая его толщину. В структурированном процессе, напротив, ориентация волокон в направлении Z по отношению к полотну улучшает структурную жесткость полотна в направлении Z и его соответствующее сопротивление механическому давлению. В соответствии с этим максимизация ориентации волокон в направлении Z максимизирует толщину листа.
Бумага, производимая как структурированное полотно, может характеризоваться двумя физически различными областями, распределенными по ее поверхностям. Одна область представляет собой непрерывную сетевую область с относительно высокой плотностью и высокой собственной прочностью. Другая область состоит из нескольких куполов, которые полностью окружены сетевой областью. Купола, принадлежащие ко второй области, имеют относительно низкие плотности и относительно низкую собственную прочность по сравнению с сетевой областью.
Купола образуются там, где волокна заполняют отводящие каналы бумагоделательной ленты в процессе изготовления бумаги. Отводящие каналы предупреждают уплотнение волокон напущенной на них бумажной массы при сжатии бумажного полотна во время сушки. В результате этого купола имеют большую толщину и меньшую плотность и собственную прочность по сравнению с уплотненными областями полотна. Следовательно, толщина листа бумажного полотна ограничена собственной прочностью куполов. Пример формованной бумаги описан в пат. США №4,637,859.
После первоначального формования полотна, которое позже становится целлюлозной волокнистой структурой, бумагоделательная машина транспортирует полотно к сухой части машины. В сухой части традиционной машины прессовое сукно уплотняет полотно в единую область целлюлозной волокнистой структуры с единообразной плотностью и основным весом перед окончательной сушкой. Окончательная сушка может осуществляться нагретым барабаном, таким как американский барабан, или традиционным отжимным прессом. Сушка проходящим воздухом может обеспечить существенное улучшение качества изделий для потребителя. При сушке проходящим воздухом сформированное полотно переносится на воздухопроницаемую ленту для сушки проходящим воздухом. Этот “мокрый перенос” в типичном случае происходит на съемном башмаке, где полотно может быть впервые помещено в форму, определяемую лентой для сушки проходящим воздухом. Другими словами, во время сушки образующееся полотно принимает конкретный рисунок или форму, придаваемую расположением и отклонением целлюлозных волокон. Сушка проходящим воздухом позволяет получить структурированную бумагу с областями различной плотности. Этот тип бумаги применен в коммерчески успешных изделиях, таких как бумажные полотенца Bounty® и салфетки для ванны Charmin®. Традиционная сушка сукном не дает возможности получить структурированную бумагу с этими преимуществами. Однако было бы желательно получать структурированную бумагу с применением традиционной сушки со скоростями, эквивалентными или большими, чем при сушке проходящим воздухом.
После завершения стадии сушки процесс изготовления бумаги закончен, расположение и отклонение волокон окончательно. Однако в зависимости от типа законченного продукта бумага может подвергаться дополнительным процессам, таким как каландрирование, применение пластификатора и конвертинг. Эти процессы имеют тенденцию уплотнять купольные области бумаги и уменьшать общую толщину. Следовательно, производство законченных бумажных изделий с большой толщиной листа, имеющих две физически различные области, требует формирования целлюлозных волокнистых структур в куполах, характеризующихся устойчивостью к механическому давлению.
Было бы желательно обеспечить обезвоженное прессованием бумажное полотно с повышенной прочностью и капиллярной способностью для данного уровня гибкости листа. Было бы также желательно получить нетисненое бумажное полотно паттерном с непрерывной сетью относительно высокой плотности, множеством куполов относительно низкой плотности, рассеянных по всей непрерывной сети, и переходной областью уменьшенной толщины, по меньшей мере частично окружающей каждый из куполов низкой плотности.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Первый вариант осуществления настоящего изобретения дает возможность получить бумагоделательную ленту с контактирующей с образующимся полотном поверхностью для переноса образующегося полотна, содержащего бумажные волокна, и не контактирующей с образующимся полотном поверхностью, противоположной по отношению к упомянутой контактирующей с образующимся полотном поверхности. Бумагоделательная лента содержит усиливающий элемент, состоящий из конструкции с паттерном. Конструкция с паттерном имеет непрерывную сетевую область и множество дискретных отводящих каналов. Отводящие каналы изолированы друг от друга непрерывной сетевой областью. Непрерывная сетевая область также содержит сформированный на ней паттерн с множеством мозаичных единичных ячеек. Каждая ячейка из множества единичных ячеек содержит центр, по меньшей мере две непрерывные области контакта, простирающиеся в по меньшей мере двух направлениях от центра, где каждый отводящий канал окружен частью по меньшей мере одной из непрерывных областей контакта. По меньшей мере одна из непрерывных областей контакта разветвляется на по меньшей мере две и образует непрерывную часть области контакта с первой шириной до разветвления и по меньшей мере две непрерывные части области контакта со второй шириной после разветвления. Каждая из по меньшей мере двух непрерывных частей области контакта имеет вторую ширину и непрерывно сообщается с непрерывной частью области контакта с первой шириной. Каждая из непрерывных частей области контакта с первой шириной имеет первую плотность в пределах ячейки. Каждая из по меньшей мере двух непрерывных частей области контакта со второй шириной имеет вторую плотность в пределах ячейки. Первая плотность меньше, чем вторая плотность.
Другой вариант осуществления настоящего изобретения дает возможность получить бумагоделательную ленту с контактирующей с образующимся полотном поверхностью для переноса образующегося полотна бумажных волокон и не контактирующей с образующимся полотном поверхностью, противоположной по отношению к упомянутой контактирующей с образующимся полотном поверхности. Бумагоделательная лента содержит усиливающий элемент с нанесенной на него конструкцией с паттерном. Конструкция с паттерном имеет непрерывную сетевую область и множество дискретных отводящих каналов. Отводящие каналы являются изолированными друг от друга непрерывной сетевой областью. Непрерывная сетевая область имеет сформированный на ней паттерн с множеством мозаичных единичных ячеек. Каждая ячейка из некоторого числа единичных ячеек содержит центр и по меньшей мере две непрерывные области контакта, простирающиеся в по меньшей мере двух направлениях от центра. Каждый отводящий канал окружен частью по меньшей мере одной из непрерывных областей контакта. По меньшей мере одна из непрерывных областей контакта разветвляется на по меньшей мере две и образует непрерывную часть области контакта с первой шириной до разветвления и по меньшей мере две непрерывные части области контакта. Первая из по меньшей мере двух непрерывных частей области контакта имеет вторую ширину, а вторая из по меньшей мере двух непрерывных частей области контакта имеет третью ширину после разветвления. Каждая из по меньшей мере двух непрерывных частей области контакта непрерывно сообщается с непрерывной частью области контакта с первой шириной. Каждая из непрерывных частей области контакта с первой шириной имеет первую плотность в пределах ячейки. Каждая из по меньшей мере двух непрерывных частей области контакта имеет вторую плотность в пределах ячейки. Первая плотность меньше, чем вторая плотность.
Еще один вариант осуществления настоящего изобретения предлагает бумагоделательную ленту с контактирующей с образующимся полотном поверхностью для переноса образующегося полотна бумажных волокон и не контактирующей с образующимся полотном поверхностью, противоположной контактирующей с образующимся полотном поверхности. Бумагоделательная лента содержит усиливающий элемент с нанесенной на него конструкцией с паттерном. Конструкция с паттерном имеет непрерывную область отводящего канала и множество дискретных областей контакта. Дискретные области контакта являются изолированными друг от друга непрерывной областью отводящего канала. Непрерывная область отводящего канала содержит сформированный на ней паттерн. Паттерн содержит множество мозаичных единичных ячеек. Каждая ячейка из множества числа мозаичных единичных ячеек содержит центр и по меньшей мере две непрерывные подушкообразные области, простирающиеся в по меньшей мере двух направлениях от центра. Каждая дискретная область контакта окружена частью по меньшей мере одной непрерывной области отводящего канала. По меньшей мере одна непрерывная область отводящего канала разветвляется на по меньшей мере две и образует непрерывную область отводящих каналов с первой шириной до разветвления и по меньшей мере две непрерывные части отводящего канала со второй шириной после разветвления. Каждая из по меньшей мере двух непрерывных частей отводящего канала со второй шириной непрерывно сообщается с непрерывной областью отводящих каналов с первой шириной. Каждая из непрерывных частей отводящего канала с первой шириной имеет первую плотность в пределах ячейки. Каждая из по меньшей мере двух непрерывных частей отводящего канала со второй шириной имеет вторую плотность в пределах ячейки. Первая плотность меньше, чем вторая плотность.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 представляет собой схематическое представление одного варианта осуществления изобретения бумагоделательной машины непрерывного типа, который может быть применен для реализации настоящего изобретения, и иллюстрирует перенос бумажного полотна с перфорированного формующего элемента на перфорированный впечатывающий элемент, перенос бумажного полотна на перфорированном впечатывающем элементе в компрессионный зазор и прессование полотна, выполняемое на перфорированном впечатывающем элементе между первым и вторым сушильными сукнами в компрессионном зазоре;
Фиг.2 представляет собой схематическую иллюстрацию вида сверху перфорированного впечатывающего элемента, сформированного из множества единичных ячеек с первой контактирующей с полотном поверхностью, содержащего макроскопически одноплоскостную, образующую паттерн в виде непрерывной сети поверхность для впечатывания полотна, определяющую в пределах перфорированного впечатывающего элемента множество дискретных изолированных не связанных между собой отводящих каналов;
Фиг.3 представляет собой схематическую иллюстрацию вида сверху альтернативного перфорированного впечатывающего элемента, сформированного из множества единичных ячеек с первой контактирующей с полотном поверхностью, содержащего макроскопически одноплоскостную, обладающую паттерном, непрерывную сеть отводящих каналов, определяющую в пределах перфорированного элемента множество дискретных изолированных поверхностей для впечатывания полотна;
Фиг.4 представляет собой схематическую иллюстрацию примера единичной ячейки, где области контакта обладают геометрическим паттерном, повторяющимся в сколь угодно более мелком масштабе;
Фиг.5 представляет собой фотографию бумажного полотна, сформованного с помощью перфорированного впечатывающего элемента, представленного на Фиг.2, на которой изображены область контакта и подушкообразная область;
Фиг.6 представляет собой фотографию бумажного полотна, изготовленного с применением бумагоделательной машины, представленной на Фиг.1, и перфорированного впечатывающего элемента, представленного на Фиг.2, на которой изображены купола относительно низкой плотности, которые укорочены крепированием и рассеяны по всей непрерывной сетевой области относительно высокой плотности;
Фиг.7 представляет собой фотографию противоположной стороны бумажного полотна, представленного на Фиг.5, на которой изображены купола относительно низкой плотности, рассеянные по всей непрерывной сетевой области относительно высокой плотности; и
Фиг.8-12 изображают пример схематических иллюстраций примера паттернов, применимых в качестве непрерывных сетевых поверхностей для впечатывания полотна.
На Фиг.8-9 показан пример паттернов куполов относительно низкой плотности, рассеянных по всей непрерывной сетевой области относительно высокой плотности с фрактальным геометрическим паттерном. На Фиг.10 показан пример паттерна куполов относительно низкой плотности, рассеянных по всей непрерывной сетевой области относительно высокой плотности с конструктальным геометрическим паттерном. На Фиг.11 показан пример паттерна областей относительно высокой плотности, рассеянных по всей непрерывной сетевой области относительно низкой плотности с фрактальным геометрическим паттерном. На Фиг.12 показан пример паттерна областей относительно высокой плотности, рассеянных по всей непрерывной сетевой области относительно низкой плотности с конструктальным геометрическим паттерном.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Бумагоделательная машина и способ
Фиг.1 иллюстрирует пример варианта осуществления изобретения бумагоделательной машины непрерывного типа, который может быть применен в реализации настоящего изобретения. Процесс настоящего изобретения содержит некоторое число шагов или операций, которые происходят в определенной последовательности. Хотя процесс настоящего изобретения предпочтительно выполняется непрерывно, настоящее изобретение может содержать серийные операции, такие как изготовление листов бумаги ручного отлива. Описывается предпочитаемая последовательность шагов, при этом подразумевается, что объем защиты настоящего изобретения определяется прилагаемыми пунктами формулы изобретения.
В соответствии с одним вариантом осуществления настоящего изобретения, образующееся полотно 120 бумажных волокон формируется из водной суспензии бумажных волокон на перфорированном формующем элементе 11. Образующееся полотно 120 затем переносится на перфорированный впечатывающий элемент 219 с первой контактирующей с полотном поверхностью 220, содержащей поверхность для впечатывания полотна и область отводящих каналов. Часть бумажных волокон в образующемся полотне 120 отводятся в область отводящих каналов перфорированного впечатывающего элемента 219 без увеличения плотности полотна, тем самым образуя промежуточное полотно 120А.
Промежуточное полотно 120А переносится на перфорированном впечатывающем элементе 219 с перфорированного, формующего элемента 11 к компрессионному зазору 300, образуемому обращенными друг к другу поверхностями сжатия на первом и втором валах 322 и 362. Первое сушильное сукно 320 помещается вплотную к промежуточному полотну 120А, а второе сушильное сукно 360 помещается вплотную к перфорированному впечатывающему элементу 219. Промежуточное полотно 120А и перфорированный впечатывающий элемент 219 затем сжимаются между первым и вторым сушильными сукнами 320 и 360 в компрессионном зазоре 300 для дополнительного отведения части бумажных волокон в область отводящих каналов впечатывающего элемента 219; для повышения плотности части промежуточного полотно 120А, соответствующей поверхности для впечатывания полотна; и для дальнейшего обезвоживания полотна путем удаления воды с обеих сторон полотна, тем самым образуя формованное полотно 120B, которое относительно суше, чем промежуточное полотно 120А.
Формованное полотно 120B переносится из компрессионного зазора 300 на перфорированном впечатывающем элементе 219. Формованное полотно 120В может быть подвергнуто предварительной сушке нагретым воздухом 400, направляемым сначала сквозь формованное полотно и затем сквозь перфорированный впечатывающий элемент 219, тем самым осуществляя дальнейшую сушку формованного полотна 120В. Поверхность для впечатывания полотна перфорированного впечатывающего элемента 219 может затем быть впечатана в формованное полотно 120В, например, в зазоре между валом 209 и сушильным барабаном 510, тем самым образуя впечатанное полотно 120С. Впечатывание поверхности для впечатывания полотна в формованное полотно может дополнительно повысить плотность части полотна, соответствующей поверхности для впечатывания полотна. Впечатанное полотно 120С может затем быть высушено на сушильном барабане 510 и крепировано с сушильного барабана счищающим ножом 524.
Если рассмотреть шаги процесса в соответствии с настоящим изобретением подробнее, первый шаг в реализации настоящего изобретения - получение водной суспензии бумажных волокон из древесной массы и формовка образующегося полотна 120. Бумажные волокна, применяемые для настоящего изобретения, обычно включают волокна, получаемые из древесной массы. Могут быть применяемы также волокна других целлюлозных волокнистых масс, такие как хлопковый пух, жмых и т.д., и они рассматриваются как находящиеся в пределах объема защиты настоящего изобретения. Синтетические волокна, такие как вискоза, полиэтиленовые, полиэфирные и полипропиленовые волокна, могут также быть применяемы в сочетании с природными целлюлозными волокнами. Один пример полиэтиленового волокна, которое может применяться - Pulpex™, поставляемый компанией Hercules, Inc. (Уилмингтон, Делавэр). Применимые древесные массы включают химические массы, такие как крафт, сульфитные и сульфатные массы, а также механические массы, включая, например, молотую древесину, термомеханическую массу и химически модифицированную термомеханическую массу. Могут применяться массы, получаемые как из лиственных деревьев (далее также упоминается как “твердых пород древесины”), так и хвойных деревьев (далее также упоминается как “мягких пород древесины”). Также применимы в контексте настоящего изобретения волокна, получаемые из вторично перерабатываемой бумаги, которые могут содержать любые или все из вышеперечисленных категорий, а также другие, неволокнистые материалы, такие как наполнители и клеи, используемые при изготовлении исходной бумаги.
В дополнение к бумажным волокнам бумажной массы, применяемой для изготовления структур бумажного изделия, могут добавляться другие компоненты или материалы, известные или такие, которые станут известны в будущем. Типы желательных добавок зависят от ожидаемого конкретного конечного использования листа бумажного изделия. Например, в изделиях, таких как туалетная бумага, бумажные полотенца, салфетки для лица и другие подобны изделия, высокая прочность во влажном состоянии представляет собой желательное свойство. Таким образом, часто желательно добавить к бумажной массе химические вещества, известные как “смолы прочности во влажном состоянии”.
Общие сведения о типах смол прочности во влажном состоянии, применяемых в производстве бумаг, можно найти в монографии TAPPI №29, Wet Strength in Paper and Paperboard, Technical Association of the Pulp and Paper Industry (New York, 1965). Наиболее полезные смолы прочности во влажном состоянии имеют в общем случае катионный характер. Полиамид-эпихлорогидриновые смолы представляют собой катионные прочные во влажном состоянии смолы, которые, как было установлено, особенно полезны. Применимые типы таких смол описаны в Пат. США №3,700,623 и 3,772,076. Один из коммерческих источников полезных полиамид-эпихлорогидриновых смол - компания Hercules, Inc. Уилмингтон, Делавэр, которая поставляет такие смолы под маркой Kymeme™ 557Н.
Полиакриламидные смолы также найдены полезными в качестве смол прочности во влажном состоянии. Эти смолы описаны в пат. США №3,556,932 и 3,556,933. один из коммерческих источников полиакриламидных смол - American Cyanamid Co., Стэнфорд, Коннектикут, которая предлагает одну такую смолу под маркой Parez™ 631 NC.
Еще одним типом водорастворимых катионных смол, находящих применение в данном изобретении, являются мочевино-формальдегидные и меламино-формальдегидные смолы. Наиболее общими функциональными группами у этих многофункциональных смол являются азотосодержащие группы, такие как аминогруппы и метилоловые группы, присоединенные к азоту. Полиэтилениминовые смолы могут также оказаться полезными в настоящем изобретении. В дополнение к этому в настоящем изобретении могут применяться смолы временной прочности во влажном состоянии, такие как Caldas 10 (производится компанией Japan Carlit) и CoBond 1000 (производится компанией National Starch and Chemical Company). Добавление химических соединений, таких как смолы прочности во влажном состоянии и смолы временной прочности во влажном состоянии, о которых идет речь выше, к бумажной массе является опциональным и не является необходимым для реализации настоящей разработки.
Образующееся полотно 120 предпочтительно готовится из водной суспензии бумажных волокон, хотя могут быть применены суспензии волокон в жидкостях, иных, чем вода. Волокна рассеяны в воде и образуют водную суспензию с сухостью от приблизительно 0,1 до приблизительно 0,3 процента. Процентное значение сухости в суспензии, дисперсии, полотне или другой системе определяется как умноженное на 100 частное от деления веса сухого волокна в системе на суммарный вес системы. Вес волокна всегда выражается в пересчете на сухие волокна.
Второй шаг в реализации настоящего изобретения - формование образующегося полотна 120 бумажных волокон. На Фиг.1 водная суспензия бумажных волокон подается в формующий ящик 18, который может быть любой применимой конструкции. Из формующего ящика 18 водная суспензия бумажных волокон напускается на перфорированный формующий элемент 11, и формуется образующееся полотно 120. Формующий элемент 11 может содержать непрерывную сетку Фурдринье. Альтернативно, перфорированный формующий элемент 11 может содержать несколько полимерных выпуклостей, соединенных в непрерывный усиливающий элемент, чтобы получить образующееся полотно 120 с двумя или более областями различного основного веса, такими как описаны в пат. США №5,245,025. Хотя одинарный формующий элемент 11 показан на Фиг.1, может применяться формующее устройство с одинарной или двойной сеткой. Могут быть применены и другие конфигурации формующей сетки, такие как S- или С-конфигурации.
Формующий элемент 11 поддерживается грудным валом 12 и некоторым числом возвратных валиков, из которых только два возвратных валика 13 и 14 показаны на Фиг. 1. Формующий элемент 11 приводится в движение в направлении, указанном стрелкой 81 при помощи привода (не показан). Образующееся полотно 120 формируется из водной суспензии бумажных волокон путем напуска суспензии на перфорированный формующий элемент 11 и удаления части содержащейся в суспензии воды. Образующееся полотно 120 имеет первую сторону полотна 122, контактирующую с перфорированным элементом 11, и вторую, обращенную в противоположную сторону от полотна 124.
Образующееся полотно 120 может быть сформовано в непрерывном процессе изготовления бумаги, как показано на Фиг.1, или альтернативно, процесс может быть применен в серийном процессе, например при изготовлении листов бумаги ручного отлива. В любом случае после того, как водная суспензия бумажных волокон напускается на перфорированный формующий элемент 11, образующееся полотно 120 формуется удалением части воды, содержащейся в водной суспензии, хорошо известными в отрасли методами. Отсасывающие ящики, формующие доски, гидропланки и т.п. полезны при осуществлении обезвоживания водной суспензии на перфорированном формующем элементе 11. Образующееся полотно 120 транспортируется формующим элементом 11 вокруг возвратного вала 13 и подносится к перфорированному впечатывающему элементу 219, описанному в подробностях ниже.
Третий шаг в реализации настоящего изобретения содержит перенос образующегося полотна 120 с перфорированного формующего элемента 11 на перфорированный впечатывающий элемент 219 и помещение второй стороны полотна 124 на первую контактирующую с полотном поверхность 220 перфорированного впечатывающего элемента 219. Хотя предпочитаемый вариант осуществления изобретения перфорированного впечатывающего элемента 219 настоящего изобретения имеет форму бесконечной ленты, он может быть применен в многочисленных других формах, которые включают, например, неподвижные пластины для использования в производстве листов бумаги ручного отлива или вращающихся барабанов для использования в других типах непрерывных процессов. Независимо от физической формы, которую перфорированный впечатывающий элемент 219 принимает для исполнения заявляемого изобретения, он в общем случае имеет физические характеристики, перечисленные ниже.
Четвертый шаг в реализации настоящего изобретения содержит отведение части бумажных волокон в образующемся полотне 120 в область отводящих каналов 230 контактирующей с полотном поверхности 220 перфорированного впечатывающего элемента 219, удаление воды из образующегося полотна 120 сквозь область отводящих каналов 230 перфорированного впечатывающего элемента 219, формование промежуточного полотна 120А бумажных волокон. Образующееся полотно 120 предпочтительно имеет сухость между примерно 10 и примерно 20 процентами в точке переноса для облегчения отклонения бумажных волокон в область отводящих каналов 230 перфорированного впечатывающего элемента 219.
Шаги переноса образующегося полотна 120 на впечатывающий элемент 219 и отведение части бумажных волокон в полотне 120 в область отводящих каналов 230 перфорированного впечатывающего элемента 219 могут быть обеспечены, по меньшей мере частично, применением дифференциального давления жидкости к образующемуся полотну 120. Например, образующееся полотно 120 может быть перенесено при помощи вакуума с формующего элемента 11 на впечатывающий элемент 219, например при помощи вакуумного ящика 126, показанного на Фиг.1, или альтернативно, вращающегося вакуумного съемного вала (не показан). Разница давления на разных сторонах образующегося полотна 120, обеспечиваемая источником вакуума (например, вакуумным ящиком 126), отклоняет волокна в область отводящих каналов 230 и предпочтительно удаляет воду из полотна сквозь область отводящих каналов 230 для увеличения сухости в полотне до между примерно 18 и примерно 30 процентами. Разница давления на разных сторонах образующегося полотна 120 может находиться в диапазоне между примерно 13,5 кПа и примерно 40,6 кПа (между примерно 4 и примерно 12 дюймами ртутного столба). Вакуум, обеспечиваемый вакуумным ящиком 126, позволяет осуществить перенос образующегося полотна 120 на перфорированный впечатывающий элемент 219 и отклонение волокон в область отводящих каналов 230 без уплотнения образующегося полотна 120. Дополнительные отсасывающие ящики (не показаны) могут быть включены для дополнительного обезвоживания промежуточного полотна 120А.
Пятый шаг в реализации настоящего изобретения содержит прессование мокрого промежуточного полотна 120А в компрессионном зазоре 300 и образование формованного полотна 120В. На Фиг.1 промежуточное полотно 120А переносится на перфорированный впечатывающий элемент 219 с перфорированного формующего элемента 11 и сквозь компрессионный зазор 300, образуемый обращенными друг к другу поверхностями сжатия валов 322 и 362. Первое сушильное сукно 320 показано поддерживаемым в компрессионном зазоре валом 322 и движущимся в направлении 321 вокруг нескольких сукноподдерживающих валов 324. Подобным же образом второе сушильное сукно 360 показано поддерживаемым в компрессионном зазоре 300 валом 362 и движущимся в направлении 361 вокруг нескольких сукноподдерживающих валов 364. Сукносушильное устройство 370, такое как вакуумный ящик Уле, может быть применено для каждого из сушильных сукон 320 и 360 для удаления воды, переносимой на сушильные сукна с промежуточного полотна 120А.
Валы 322 и 362 могут иметь в общем случае гладкие обращенные друг к другу поверхности сжатия, или альтернативно, валы 322 и 362 могут быть желобчатыми. В альтернативном варианте осуществления изобретения (не показаны) валы могут содержать отсасывающие валы с перфорированной поверхностью для облегчения обезвоживания промежуточного полотна 120А. Валы 322 и 362 могут иметь покрытые резиной поверхности сжатия или, альтернативно, между каждым валом и его сушильным сукном может быть пропущена резиновая лента. Валы 322 и 362 могут содержать сплошные валы с гладким покрытием из твердой резины или, альтернативно, один или оба из валов 322 и 362 могут содержать желобчатый рулон с покрытием из твердой резины.
Термин “сушильное сукно” при использовании в настоящей заявке относится к элементу абсорбентному, сжимаемому и гибкому настолько, что он восприимчив к деформации в достаточной степени, чтобы следовать контуру неплоского промежуточного полотна 120А на впечатывающем элементе 219, и способному принимать и удерживать воду, удаленную прессованием из промежуточного полотна 120А. Сушильное сукно 320 и 360 может быть изготовлено из природных материалов, синтетических материалов или их сочетаний.
Предпочитаемый, но не ограничивающий пример сушильного сукна 320, 360 может иметь толщину от приблизительно 2 мм до приблизительно 5 мм, основной вес от около 800 до приблизительно 2000 граммов на квадратный метр, среднюю плотность (основной вес деленный на толщину) между приблизительно 0,35 грамма на кубический сантиметр и приблизительно 0,45 грамма на кубический сантиметр и воздухопроницаемость между примерно 15 и примерно 110 кубических футов в минуту на квадратный фут, при разнице давления на разных сторонах сушильного сукна с толщиной 0,12 кПа (0,5 дюйма воды). Сушильное сукно 320 предпочтительно имеет первую поверхность 325 с относительно высокой плотностью и относительно небольшим размером пор и вторую поверхность 327 с относительно низкой плотностью и относительно большим размером пор. Аналогично сушильное сукно 360 предпочтительно имеет первую поверхность 365 с относительно высокой плотностью и относительно небольшим размером пор и вторую поверхность 367 с относительно низкой плотностью и относительно большим размером пор. Относительно высокая плотность и относительно небольшой размер пор первых поверхностей сукон 325, 365 способствуют быстрому впитыванию воды, выдавленной из полотна в зазоре 300. Относительно низкая плотность и относительно большой размер пор вторых поверхностей сукон 327, 367 предоставляют пространство в пределах сушильных сукон для хранения воды, выдавленной из полотна в зазоре 300. Применимые сушильные сукна 320 и 360 коммерчески доступны под названием SUPERFINE DURAMESH, style XY31620 от компании Albany International Company, Олбани, Нью-Йорк.
Промежуточное полотно 120А и поверхность для впечатывания полотна 222 расположены между первым и вторым слоями сукна 320 и 360 в компрессионном зазоре 300. Первый слой сукна 320 помещается вплотную к первой поверхности 122 промежуточного полотно 120А. Поверхность для впечатывания полотна 222 помещается вплотную ко второй поверхности 124 полотна 120А. Второй слой сукна 360 помещается в компрессионный зазор 300 таким образом, что второй слой сукна 360 находится в гидравлической связи с областью отводящих каналов 230.
На Фиг.1 первая поверхность 325 первого сушильного сукна 320 помещается вплотную к первой поверхности 122 промежуточного полотна 120А, когда первое сушильное сукно 320 приводится в движение вокруг вала 322. Подобным же образом первая поверхность 365 второго сушильного сукна 360 помещается вплотную к второй, контактирующей с сукном, поверхности 240 перфорированного впечатывающего элемента 219, когда второе сушильное сукно 360 приводится в движение вокруг вала 362. В соответствии с этим, когда промежуточное полотно 120А транспортируется сквозь компрессионный зазор 300 на перфорированной ткани для впечатывания 219, промежуточное полотно 120А, ткань для впечатывания 219 и первое и второе сушильные сукна 320 и 360 сдавливаются между обращенными друг к другу поверхностями валов 322 и 362. Прессование промежуточного полотна 120А в компрессионном зазоре 300 дополнительно отклоняет бумажные волокна в область отводящих каналов 230 впечатывающего элемента 219 и удаляет воду из промежуточного полотна 120А, образуя формованное полотно 120В. Вода, удаленная из полотна, впитывается и удерживается сушильными сукнами 320 и 360. Вода впитывается в сушильное сукно 360 сквозь область отводящих каналов 230 впечатывающего элемента 219.
Формованное полотно 120В предпочтительно прессуется до сухости по меньшей мере примерно 30 процентов на выходе из компрессионного зазора 300. Прессование промежуточного полотна 120А, как показано на Фиг.1, формует полотно так, чтобы обеспечить первую область относительно высокой плотности 1083, соответствующую поверхности для впечатывания полотна 222, и вторую область относительно низкой плотности 1084 полотна, соответствующую области отводящих каналов 230. Прессование промежуточного полотна 120А на ткани для впечатывания 219 макроскопически плоской непрерывной сетевой поверхностью с рисунком для впечатывания полотна 222, как показано на Фиг.2-4, дает формованное полотно 120В с макроскопически плоской непрерывной сетевой областью с паттерном 1083, характеризующейся относительно высокой плотностью, и с некоторым числом дискретных куполов относительно низкой плотности 1084, рассеянных по всей непрерывной сетевой области 1083 относительно высокой плотности. Такое формованное полотно 120В показано на Фиг.6 и 7. Такое формованное полотно имеет то преимущество, что непрерывная, относительно высокой плотности сетевая область 1083 предоставляет непрерывный путь передачи нагрузки для растягивающих нагрузок.
Шестой шаг в реализации настоящего изобретения может содержать предварительную сушку формованного полотна 120В, например, проходящим потоком воздуха 400, как показано на Фиг.1. Формованное полотно 120 В может быть подвергнуто предварительной сушке направлением сушильного газа, например нагретого воздуха, сквозь формованное полотно 120В. В одном варианте осуществления изобретения нагретый воздух направляется сначала сквозь формованное полотно 120В со стороны первой стороны полотна 122 ко второй стороне полотна 124 и в дальнейшем сквозь область отводящих каналов 230 впечатывающего элемента 219, на котором формованное полотно транспортируется. Воздух, направляемый сквозь формованное полотно 120В, частично высушивает формованное полотно 120В. В дополнение, не желая быть связанными теорией, заявители полагают, что воздух, проходящий сквозь часть полотна, соответствующую области отводящих каналов 230, может дополнительно отклонять полотно в область отводящих каналов 230 и уменьшать плотность области относительно низкой плотности 1084, тем самым повышая основной объем и кажущуюся мягкость формованного полотна 120В. В одном варианте осуществления изобретения формованное полотно 120В может иметь сухость между примерно 30 и примерно 65 процентами на входе воздушной сушилки 400 и сухость между примерно 40 и примерно 80 процентами на выходе воздушной сушилки 400.
На Фиг.1 воздушная сушилка 400 может содержать полый вращающийся барабан 410. Формованное полотно 120В может транспортироваться вокруг полого барабана 410 на впечатывающем элементе 219, и нагретый воздух может направляться радиально наружу из полого барабана 410 сквозь полотно 120В и впечатывающий элемент 219. Альтернативно, нагретый воздух может направляться радиально внутрь (не показано). Применимые воздушные сушилки для применения в реализации настоящего изобретения описываются в пат. США №3,303,576 и 5,274,930. Альтернативно одна или более воздушных сушилок 400 или других применимых сушильных устройств может находиться на входе в захват 300 для частичной сушки полотна перед прессованием полотна в захвате 300.
Седьмой шаг в реализации настоящего изобретения может содержать впечатывание поверхности для впечатывания полотна 222 перфорированного впечатывающего элемента 219 в формованное полотно 120В и образование впечатанного полотна 120С. Впечатывание поверхности для впечатывания полотна 222 в формованное полотно 120В служит для дальнейшего повышения плотности области относительно высокой плотности 1083 формованного полотна, тем самым повышая различие в плотности между областями 1083 и 1084. На Фиг.1 формованное полотно 120В переносится на впечатывающий элемент 219 и помещается между впечатывающим элементом 219 и поверхностью впечатывания в захвате 490. Поверхность впечатывания может содержать поверхность 512 нагретого сушильного барабана 510, и захват 490 может быть образован между валом 209 и сушильным барабаном 510. Впечатанное полотно 120С может затем быть закреплено к поверхности 512 сушильного барабана 510 с помощью клея для крепирования и окончательно высушено. Высушенное впечатанное полотно 120С может быть укорочено при снятии с сушильного барабана 510, например крепированием впечатанного полотна 120С с сушильного барабана счищающим ножом 524.
Одновременные операции впечатывания, удаления воды и переноса могут происходить и в иных вариантах осуществления изобретения, чем варианты с сушильным цилиндром, таким как американский барабан. Например, две плоские поверхности могут расположены рядом и образовывать между собой удлиненный зазор. Альтернативно могут применяться два ненагретых барабана. Барабаны могут быть, например, частью каландра или использоваться для операции печати на поверхность полотна функциональной добавки. Функциональные добавки могут включать: лосьоны, смягчители, диметиконы, размягчающие агенты, парфюмерные композиции, ментолы, их сочетания и т.п.
Способ, обеспечиваемый настоящим изобретением, в особенности полезен для изготовления бумажных полотен с основным весом между примерно 10 граммами на квадратный метр и приблизительно 65 граммами на квадратный метр. Такие бумажные полотна пригодны для применения в производстве таких изделий, как однослойные и многослойные салфетки и бумажные полотенца.
Перфорированный впечатывающий элемент
Перфорированный впечатывающий элемент 219 имеет первую контактирующую с полотном поверхность 220 и вторую поверхность, контактирующую с сукном 240. Поверхность, контактирующая с полотном 220, имеет поверхность для впечатывания полотна (или область контакта) 222 и область отводящих каналов 230, как показано на Фиг.2 и 4. Область отводящих каналов 230 образует по меньшей мере часть непрерывного прохода, идущего от первой поверхности 220 до второй поверхности 240 для переноса воды сквозь перфорированный впечатывающий элемент 219. В соответствии с этим, когда вода удаляется из полотна бумажных волокон в направлении перфорированного впечатывающего элемента 219, вода может быть отведена без повторного контакта с полотном бумажных волокон. Перфорированный впечатывающий элемент 219 может содержать бесконечную ленту, как показано на Фиг.1, и может поддерживаться несколькими валами 201-217. Перфорированный впечатывающий элемент 219 приводится в движение в направлении 281, как показано на Фиг.1, при помощи привода (не показан). Первая контактирующая с полотном поверхность 220 перфорированного впечатывающего элемента 219 может быть опрыскана эмульсией, содержащей примерно 90 весовых процентов воды, примерно 8 процентов нефтяного масла, примерно 1 процент цетилового спирта и примерно 1 процент поверхностно-активного вещества, такого как Adogen ТА-100. Такая эмульсия облегчает перенос полотна с впечатывающего элемента 219 на сушильный барабан 510. Естественно, перфорированный впечатывающий элемент 219 не обязательно содержит бесконечную ленту, если он используется в изготовлении листов бумаги ручного отлива партиями.
В одном варианте осуществления изобретения перфорированный впечатывающий элемент 219 может содержать текстильную ленту, сформированную из тканых филаментов. Перфорированный впечатывающий элемент 219 может содержать ткань. Ткани в типичном случае содержат филаменты основы и утка, причем филаменты основы расположены в продольном направлении, а уток расположен в поперечном направлении. Взаимно переплетенные филаменты основы и утка образуют прерывные выпуклости, где филаменты пересекаются один за другим. Эти прерывные выпуклости обеспечивают дискретные впечатанные области в формованном полотне 120В во время процесса изготовления бумаги. При использовании в настоящем описании термин “длинные выпуклости” применяется для обозначения прерывных выпуклостей, сформированных пересечением филаментами основы и утка двух или более филаментов утка или основы соответственно. Ленты из ткани, состоящей из филаментов, применимые в качестве перфорированного впечатывающего элемента 219, описываются в пат. США №3,301,746; 3,905,863; 4,191,609 и 4,239,065.
Область впечатывания выпуклостей ткани может быть улучшена абразивной обработкой поверхности филаментов в точках пересечения основы и утка. Примеры абразивно обработанных тканей описываются в пат. США №3,573,164 и 3,905,863.
Абсолютный пустой объем ткани можно определить путем измерения толщины листа и веса образца ткани известной площади. Толщина листа может быть измерена путем помещения образца ткани на горизонтальную ровную поверхность и заключения его между ровной поверхностью и грузом с горизонтальной опорной поверхностью, где опорная поверхность груза имеет форму круга с площадью 3,14 кв. дюйма и оказывает на образец давление около 15 г/см2 (0,21 фунта/кв.дюйм). Толщина листа есть получаемый зазор между ровной поверхностью и опорной поверхностью груза. Такие измерения могут быть получены с помощью прибора для измерения толщины VIR Electronic Thickness Tester Model II, поставляемого компанией Thwing-Albert, Филадельфия, Пенсильвания.
Плотность филаментов можно определить, принимая плотность пустого пространства за 0 г/см3. Например, филаменты полиэфира (PET) имеют плотность 1,38 г/см3. Образец известной площади взвешивается, что дает массу тестового образца.
В еще одном неограничивающем примере варианта осуществления изобретения, показанном на Фиг.2 и 4, первая контактирующая с полотном поверхность 220 перфорированного впечатывающего элемента 219 содержит макроскопически одноплоскостную, с рисунком, непрерывную сеть поверхности для впечатывания полотна 222. Плоскость перфорированного впечатывающего элемента 219 определяет его продольное и поперечное (X-Y) направления. Перпендикулярно продольному и поперечному направлениям и плоскости впечатывания ткани расположено направление Z ткани для впечатывания. Непрерывная сеть поверхности для впечатывания полотна 222 определяет в пределах перфорированного впечатывающего элемента 219 множество дискретных изолированных не связанных отводящих каналов 230. Отводящие каналы 230 имеют отверстия (подушкообразные области) 239, которые могут быть случайными по форме и распределению, но которые предпочтительно имеют единообразную форму и распределены в виде повторяющегося, предварительно выбранного паттерна на первой контактирующей с полотном поверхности 220. Такая непрерывная сетевая поверхность для впечатывания полотна 222 и дискретные отводящие каналы 230 полезны для образования структуры бумаги с непрерывной сетевой областью относительно высокой плотности 1083 и множеством куполов относительно низкой плотности 1084, рассеянных по всей непрерывной сетевой области относительно высокой плотности 1083, как показано на Фиг.5-7.
Применимые формы отверстия 239 включают, но не ограничены ими, формы круга, овала и многоугольников, сформированных границами, описанными частями, образующими поверхность для впечатывания полотна 222, как пояснено примером на Фиг.2 и 4 и описано ниже. Пример перфорированного впечатывающего элемента 219 с непрерывной сетевой поверхностью для впечатывания полотна 222 и дискретными изолированными отводящими каналами 230, пригодного для применения с настоящим изобретением, может быть изготовлен в соответствии с описанием пат. США №. 4,514,345; 4,528,239; 4,529,480; 5,098,522; 5,260,171; 5,275,700; 5,328,565; 5,334,289; 5,431,786; 5,496,624; 5,500,277; 5,514,523; 5,554,467; 5,566,724; 5,624,790; 5,714,041 и 5,628,876.
Как показано на Фиг.3, первая контактирующая с полотном поверхность 220а перфорированного впечатывающего элемента 219а содержит макроскопически одноплоскостные, с паттерном, непрерывные отводящие каналы 230а. Плоскость перфорированного впечатывающего элемента 219а определяет продольное и поперечное (X-Y) направления. Перпендикулярно продольному и поперечному направлениям и плоскости впечатывания ткани расположено направление Z ткани для впечатывания. Непрерывные отводящие каналы 230а определяет в пределах перфорированного впечатывающего элемента 219а множество дискретных изолированных не связанных поверхностей для впечатывания полотна 222а. Отводящие каналы 230а имеют непрерывное отверстие 239а, которое определяет форму полотна впечатывания поверхностей 222а. Поверхности для впечатывания полотна 222а предпочтительно распределены в виде повторяющегося, предварительно выбранного петтерна на первой контактирующей с полотном поверхности 220а.
Поверхность для впечатывания полотна
Возвращаясь к Фиг.2 и 4, непрерывная сетевая поверхность для впечатывания полотна 222 (и альтернативно непрерывные отводящие каналы 230а, представленные на Фиг.3, и их физические и числовые соответствующие компоненты) имеют геометрическую форму, которая может быть разделена на части, каждая из которых представляет собой (по меньшей мере приблизительно) уменьшенную копию целого. Это известно в отрасли как свойство самоподобия. Эти формы: 1. Имеют тонкую структуру в произвольно мелком масштабе. 2. В общем случае слишком нерегулярны, чтобы их было легко описать на традиционном языке Евклидовой геометрии. 3. Самоподобны (по меньшей мере приблизительно или стохастически). 4. Имеют хаусдорфову размерность больше, чем их топологическая размерность (хотя это требование не выполняется кривыми, заполняющими пространство, такими как кривая Гильберта). 5. Имеют простое рекурсивное определение. Геометрические формы предпочтительно обладают или точным самоподобием (оказываются идентичными в различных масштабах), или частичным самоподобием (оказываются приблизительно идентичными в различных масштабах).
Примеры геометрических форм, применимых для использования с настоящим изобретением и образующих непрерывную сетевую поверхность для впечатывания полотна 222, включают фракталы и конструкталы. Поскольку они оказываются подобны на всех уровнях увеличения, фракталы часто считаются бесконечно сложными (неформально). Изображения фракталов, применимых для использования с настоящим изобретением и способных обеспечивать необходимую непрерывную сетевую поверхность для впечатывания полотна 222, могут создаваться с применением программного обеспечения для генерации фракталов. Изображения, производимые таким программным обеспечением, обычно называются фракталами, хотя они и не имеют вышеуказанных характеристик, например, когда возможно увеличить масштаб области фрактала, которая не обладает фрактальными свойствами. Они также могут включать артефакты расчета или демонстрации, которые не характерны для истинных фракталов. Неограничивающие примеры методов генерации фракталов следующие: 1. Фракталы времени уклонения (также известные как орбитальные фракталы и определяющиеся формулой или рекурсивным отношением в каждой точке пространства, например множество Мандельброта, множество Жюлиа, фрактал “Горящий корабль”, фрактал Nova и фрактал Ляпунова). 2. Системы с итерацией функций (имеют фиксированное правило геометрической замены, например множество Кантора, треугольник Серпинского, ковер Серпинского, кривая Пеано, кривая Коха, дракон Хартера-Хейтуэя, фрактал T-Square, губка Менгера). 3. Случайные фракталы (Порождаемые стохастическими, а не детерминистскими процессами, например траектории броуновского движения, полеты Леви, фрактальные ландшафты и броуновское дерево). 4. Странные аттракторы (порождаемые повторами отображения или решением системы дифференциальных уравнений, зависящей от первоначального значения и имеющей хаотическое поведение).
Неограничивающий пример фрактала, множество Мандельброта, основан на умножении комплексных чисел. Для начала берется комплексное число z0. Из z0 определяется z1=(z0)2+z0. Принимая его как известное, zx+1 определяется как (zx)2+zx. Точки, входящие в множество Мандельброта, - это те точки, которые находятся относительно близко к точке 0+0i (в смысле, что они всегда находятся в пределах некоего фиксированного расстояния (0+0i) по мере повторения этого процесса. Оказывается, что если zx когда-либо находится вне круга с радиусом 2 от исходной точки для некоторого n, оно не будет входить в множество Мандельброта.
В противоположность фрактальным моделям явлений конструктальный закон является предиктивным и, следовательно, может быть проверен экспериментально. Конструктальная теория постулирует идею, что порождение конструкции (конфигурации, рисунка, геометрии) в природе представляет собой физическое явление, которое объединяет все одушевленные и неодушевленные системы. Например, в потоках точка-площадь и точка-объем конструктальная теория предсказывает древесные архитектуры, причем такие потоки демонстрируют по меньшей мере два режима: высокорезистивный и менее резистивный. Конструктальная теория может быть применена в любом масштабе: от макроскопических до микроскопических систем. Конструктальный способ распределения любого несовершенства системы состоит в том, чтобы установить более резистивный режим на более мелкий масштаб системы. Конструктальный закон есть принцип, порождающий совершенную форму, которая есть наименее несовершенная из всех возможных форм.
Для математического выражения конструктального закона для термодинамической системы были определены новые свойства, которые отличают термодинамическую систему от статической системы (равновесие, нулевые потоки), которая не имеет конфигурации. Свойства системы потоков:
(1) общий наружный размер, например шкала длин тела, омываемого древесным потоком L;
(2) общий внутренний размер, например суммарный объем каналов V;
(3) по меньшей мере одна общая мера эффективности, например общее сопротивление потоку для дерева R;
(4) конфигурация, рисунок, архитектура; и
(5) свобода формообразования, т.е. свобода изменения конфигурации.
Общие наружный и внутренний размеры (L, V) означают, что система потоков имеет по меньшей мере два масштаба длины L и V1/3. Они образуют неименованное отношение - стройность Sv - которая представляет собой новое общее свойство конфигурации потоков (Lorente и Bejan, 2005).
Sv = масштаб длины наружного потока/ масштаб длины внутреннего потока = L/V1/3
Конструктальный закон есть утверждение, обобщающее общее наблюдение, что структуры потоков, которые выживают, - это те, которые меняют форму (эволюционируют) в одном направлении с течением времени: по направлению к конфигурациям, которые облегчают течение потоков. Это утверждение относится строго к структурным изменениям в условиях ограничений конечного размера. Если структуры потоков могут свободно меняться, со временем они будут двигаться к постоянному L и постоянному V в направлении все более малого R. Конструктальный закон требует соотношения
R2≤R1 (постоянные L, V).
Если свобода формообразования сохраняется, структура потоков будет продолжать движение к меньшим значениям R. Любое подобное изменение характеризуется следующим:
dR≤0 (постоянные L, V).
В конце этого пути находится “равновесная структура потоков”, где геометрия потока пользуется полной свободой. Равновесие характеризуется минимальным R при постоянных L и V. В окрестностях равновесной структуры потоков мы имеем:
dR=0 и d2R>0 (постоянные L, V)
Сгенерированная кривая R(V) есть граница облака возможных архитектур потоков с одним и тем же общим размером L. Кривая имеет отрицательный наклон по причине физики потока: сопротивление уменьшается, когда каналы потоков открываются:
Эволюция конфигураций в срезе постоянного V (а также при постоянном L) представляет выживание через повышение эффективности - выживание наиболее приспособленного. Идея конструктального закона такова, что свобода формообразования хороша для эффективности.
Та же стрела времени может быть описана альтернативно с помощью среза трехмерного пространства с постоянной R. Архитектуры потоков с одинаковой общей эффективностью (R) и общим размером (L) развиваются в сторону компактности и стройности - меньших объемов, отведенных внутренним каналам, т.е. больших объемов, отведенных для рабочей “ткани” (промежутков). Общий наружный и внутренний размеры (L, V) означают, что система потоков имеет масштабы L и V1/3. Они образуют неименованное отношение (стройность, Sv), которое представляет собой свойство конфигурации потоков. Чтобы система с фиксированным общим размером и общей эффективностью могла сохраняться во времени (жить), она должна развиваться так, чтобы ее структура потоков занимала меньшую часть доступного пространства. Это выживание, основанное на максимальном использовании доступного пространства. Выживание путем повышения Sv (компактности) эквивалентно выживанию путем повышения эффективности.
Третье эквивалентное утверждение конструктального закона становится очевидным, если конструкция с постоянным L переносится в пространство с постоянным V. Учет формы и ориентации гиперповерхности неравновесных структур потоков дает возможность получить положительный наклон кривой на нижней плоскости (∂R/∂L). Это происходит потому, что сопротивление потоку увеличивается, когда расстояние, проходимое потоком, увеличивается. Структуры потоков определенного уровня эффективности (R) и объема внутреннего потока (V) превращаются в новые структуры потоков, которые покрывают все большие территории. Конфигурации потоков снова развиваются в сторону большего значения Sv.
Геометрии непрерывной сетевой поверхности для впечатывания полотна 222, показанные на Фиг.2, дают возможность получения множества мозаичных единичных ячеек (представительно показаны на Фиг.3). Каждая единичная ячейка имеет центроид, откуда исходит каждая первая область контакта с шириной (W1), которая образует непрерывную сетевую поверхность для впечатывания полотна 222. Каждая область контакта предпочтительно разветвляется на по меньшей мере две дополнительные области контакта (например, вторая область контакта, третья область контакта и т.д.), каждая обладает шириной (например, W2, W3, и т.д.), которая отлична от ширины первой области контакта (W1). Каждая дополнительная область контакта (например, вторая область контакта, третья область контакта и т.д.) может затем разветвляться на по меньшей мере еще две дополнительные области контакта с шириной, которая отлична от ширины дополнительной области контакта.
В примере, приведенном на Фиг.4, конструкция подобна таковой сосудистого ветвления. Аналитический способ, описанный Розеном (Optimality Principles in Biology, Robert Rosen, Butterworths, London, 1967, Гл.3), может быть применен для определения ширины и длины ветвей и углов между ними. Оптимизация радиусов (r) капиллярных каналов и их длины (L) путем учета капиллярного давления и сопротивления Хагена-Пуазейля приводит к соотношениям между Ln, rn, Ln+1, rn+1 и 0, показанным на Фиг.4.
Поскольку Ln, rn, Ln+1 и rn+1 в типичном случае используются для описания соотношений в природных капилляроподобных системах с 3 измерениями, следует заметить, что области контакта непрерывной сетевой области из настоящего описания используют параметр ширины (W), так как структуры настоящего описания являются по существу макроскопически плоскими в продольном и поперечном направлении. В таких обстоятельствах 2r = W. Для учета при выборе конструкции (например, линейной, трапециевидной, криволинейной и т.д.) и/или решения производственных вопросов ширина (W), показанная и используемая в основе настоящей заявки, является предпочтительно средней шириной области. Хотя примеры представительных капилляроподобных систем, описанных в данной заявке, показаны имеющими линейные характеристики, капилляроподобные системы настоящей заявки могут иметь любую форму, включая криволинейную или сочетание линейной и криволинейной конструкций и т.д.
Кроме того, в примере на Фиг.4 первая область контакта с шириной (W1) разветвляется на две дополнительные области контакта, каждая с соответствующей шириной (W2 и W3). Из происходящего таким образом разветвления первой области контакта с шириной (W1) на две дополнительные области контакта каждая с соответствующей шириной (W2 и W3) могут развиться четыре сценария. Эти сценарии следующие:
1. W1=W2+W3, где W2 и W3≠0;
2. W1<W2+W3, где W2 и W3≠0;
3. W1=W2+W3, где W2≠W3, и где W2, W3>0; и
4. W1<W2+W3, где W2≠W3, и где W2, W3>0.
Желательно, чтобы значения L, W и θ были выбраны так, чтобы обеспечить наилучшее соотношение между повторяющимися мозаичными единичными ячейками. Хотя можно предоставить любое значение L, W и θ соответствующим потребностям, было найдено, что L1 (до разветвления) и L2, L3 (после разветвления) могут принимать значения в интервале между приблизительно 0,005 дюйма и приблизительно 0,750 дюйма, и/или приблизительно 0,010 дюйма и приблизительно 0,400 дюйма, и/или приблизительно 0,020 дюйма и приблизительно 0,200 дюйма, и/или приблизительно 0,03 дюйма и приблизительно 0,100 дюйма, и/или приблизительно 0,05 дюйма и приблизительно 0,075 дюйма. Также было обнаружено, что W1 (до разветвления) и W2, W3 (после разветвления) могут принимать значения в интервале от приблизительно 0,005 дюйма до приблизительно 0,200 дюйма, и/или от приблизительно 0,010 дюйма до приблизительно 0,100 дюйма, и/или от приблизительно 0,015 дюйма до приблизительно 0,075 дюйма, и/или от приблизительно 0,020 дюйма до приблизительно 0,050 дюйма. Также было обнаружено, что θ может принимать значения в интервале от приблизительно 1 градуса до приблизительно 180 градусов, и/или от приблизительно 30 градусов до приблизительно 140 градусов, и/или от приблизительно 30 градусов до приблизительно 120 градусов, и/или от приблизительно 40 градусов до приблизительно 85 градусов, и/или от приблизительно 45 градусов до приблизительно 75 градусов, и/или от приблизительно 50 градусов до приблизительно 70 градусов.
К нашему удивлению было обнаружено, что изделие из полотна, сформированного путем применения поверхности для впечатывания полотна 222, с непрерывной сетевой поверхностью для впечатывания полотна 222 с геометрией, демонстрируемой уравнением 2 (см. выше) и значениями L, W, и θ, описанными выше, показало существенное улучшение нескольких характеристик.
Оно включает неожиданно большое увеличение наблюдаемой VFS и значения SST и неожиданно большое снижение наблюдаемого значения остаточной воды (Rw) по сравнению с другими протестированными коммерческими изделиями.
Возвращаясь к Фиг.2 и 4, перфорированный впечатывающий элемент 219 может включать тканый усиливающий элемент 243 для повышения прочности перфорированного впечатывающего элемента 219. Усиливающий элемент 243 может включать продольные усиливающие пряди 242 и поперечные усиливающие пряди 241, хотя любой удобный тканый рисунок может быть применен. Отверстия в тканом усиливающем элементе 243, образуемые промежутками между прядями 241 и 242, являются более мелкими, чем отверстие 239 отводящих каналов 230. Вместе отверстия в тканом усиливающем элементе 243 и отверстия 239 отводящих каналов 230 предоставляют непрерывный путь, простирающийся от первой поверхности 220 до второй поверхности 240 для переноса воды сквозь перфорированный впечатывающий элемент 219. Усиливающий элемент 243 может также предоставлять несущую поверхность для ограничения отклонения волокон в отводящие каналы 230 и тем самым помогать предупреждать образование отверстий в части полотна, соответствующей отводящим каналам 230, такой как купола относительно низкой плотности 1084. Такие отверстия могут быть вызваны потоком воды или воздуха сквозь отводящие каналы, когда между разными сторонами полотна существует разница давления. Если нежелательно применять ткань в качестве усиливающего элемента 243, нетканый элемент, экран, холст, сеть или пластина с некоторым количеством сквозных отверстий может обеспечивать надлежащую прочность и поддержку поверхности для впечатывания полотна 222 настоящего изобретения.
Площадь поверхности для впечатывания полотна 222 как процентная доля суммарной поверхности первой контактирующей с полотном поверхности 220 должна составлять от примерно 15 процентов до приблизительно 65 процентов, и более предпочтительно от примерно 20 процентов до приблизительно 50 процентов, чтобы обеспечить желаемое соотношение поверхности области относительно высокой плотности 1083 и куполов относительно низкой плотности 1084. Размер отверстий 239 отводящих каналов 230 в плоскости первой поверхности 220 может быть выражен в терминах эффективного свободного диаметра. Эффективный свободный диаметр определяется как частное от деления площади отверстия 239 в плоскости первой поверхности 220 на одну четвертую периметра отверстия 239. Эффективный свободный диаметр должен составлять от приблизительно 0,25 до приблизительно 3,0 средней длины бумажных волокон, применяемых для создания образующегося полотна 120, и предпочтительно от приблизительно 0,5 до приблизительно 1,5 от средней длины бумажных волокон. Отводящие каналы 230 могут иметь глубину между приблизительно 0,1 мм и примерно 1,0 мм.
Толщина листа ткани может быть разной, однако, чтобы облегчить гидравлическое соединение между формованным полотном 120B и сушильным сукном 320, 360, толщина листа ткани для впечатывания может находиться в диапазоне от приблизительно 0,011 дюйма (0,279 мм) до приблизительно 0,026 дюйма (0,660 мм).
Предпочтительно, непрерывная сетевая поверхность для впечатывания полотна 222 продолжается вовне (т.е., имеет перекрытие) относительно усиливающего элемента 243 более приблизительно 0,006 дюйма, и/или более примерно 0,010 дюйма, и/или более примерно 0,015 дюйма, и/или более примерно 0,020 дюйма, и/или более примерно 0,030 дюйма, и/или более примерно 0,050 дюйма. Однако может быть возможным обеспечить непрерывную сетевую поверхность для впечатывания полотна 222 с перекрытием менее приблизительно 0,15 мм (0,006 дюйма), более предпочтительно менее примерно 0,10 мм (0,004 дюйма), и еще более предпочтительно менее примерно 0,05 мм (0,002 дюйма), и наиболее предпочтительно менее примерно 0,1 мм (0,0004 дюйма). Заявители полагают, что непрерывная сетевая поверхность для впечатывания полотна 222 могла бы в основном совпадать (или даже совпадать) с возвышением усиливающего элемента 243.
Примеры непрерывной сетевой поверхности для впечатывания полотна 222 с фрактальный и конструктальный геометрией показаны на Фиг.8-10. Альтернативно поверхность для впечатывания полотна может представлять собой несколько прерывных областей впечатывания, окруженных непрерывным отводящим каналом. В этом случае отводящий канал имеет геометрическую форму, которая может быть разделена на части, каждая из которых представляет собой (по меньшей мере приблизительно) уменьшенную копию целого. Такие геометрии с фрактальными и конструктальными геометриями показаны на Фиг.11-12.
Изделия из полотна
Как показано на Фиг.5-7, бумажное изделие, производимое в соответствии с настоящим изобретением, является макроскопически плоским, где плоскость бумаги определяет его направления X-Y, а направление Z ортогонально им. Формованное полотно 120B, формируемое в результате этого процесса, показанного на Фиг.1, характеризуется относительно высокой прочностью на разрыв и гибкостью для определенного уровня основного веса полотна и толщины листа полотна Н. Эта относительно высокая прочность на разрыв и гибкость, как заявители полагают, вызвана, по меньшей мере частично, различием в плотности между областью относительно высокой плотности 1083 и областью относительно низкой плотности 1084. Прочность полотна повышается прессованием части промежуточного полотна 120А между первым сушильным сукном 320 и поверхностью для впечатывания полотна 220, причем образуется область относительно высокой плотности 1083. Одновременно уплотнение и удаление воды из части полотна создает связи между волокнами в области относительно высокой плотности для несения нагрузок.
Бумажное изделие, производимое в соответствии с устройством и процессом настоящего изобретения, имеет по меньшей мере две области. Первая область содержит впечатанную область, которая впечатана прижатием к поверхности для впечатывания полотна 220 перфорированного печатного элемента 219. Впечатанная область представляет собой предпочтительно по существу непрерывную сеть. Область относительно низкой плотности 1084, отведенная в область отводящих каналов 230 впечатывающего элемента 219, предоставляет основной объем для улучшения поглощающей способности.
К нашему удивлению, было обнаружено, что изделие из полотна, сформированного путем применения поверхности для впечатывания полотна 222 с непрерывной сетевой поверхностью для впечатывания полотна 222 с геометрией, демонстрируемой уравнением 2 (выше) (и альтернативно и соответственно поверхности для впечатывания полотна 222а, представленной на Фиг.3), показало существенное улучшение нескольких характеристик. Оно включает неожиданно большое увеличение наблюдаемой VFS и значения SST и неожиданно большое снижение наблюдаемого значения остаточной воды (Rw) по сравнению с другими протестированными коммерческими изделиями.
Различие в плотности между областью относительно высокой плотности 1083 и областью относительно низкой плотности 1084 обеспечивается, частично, путем отведения части образующегося полотна 120 в область отводящих каналов 230 впечатывающего элемента 219, с тем чтобы обеспечить неплоское промежуточное полотно 120А на входе в компрессионный зазор 300. Одноплоскостное полотно, проходящее сквозь компрессионный зазор 300, подвергается некоторому единообразному уплотнению, тем самым повышая минимальную плотность в формованном полотне 120В. Части неплоского промежуточного полотна 120А в области отводящих каналов 230 избегают такого единообразного уплотнения и, следовательно, сохраняют относительно низкую плотность. Однако, не желая быть связанными теорией, заявители полагают, что область относительно низкой плотности 1084 и область относительно высокой плотности 1083 могут иметь в общем случае эквивалентные основные веса. В любом случае плотность области относительно низкой плотности 1084 и области относительно высокой плотности 1083 могут быть измерены в соответствии с пат. США №5,277,761 и 5,443,691.
Формованное полотно 120В может также, как известно, быть укорочено. Укорочение может осуществляться путем крепирования формованного полотна 120В с жесткой поверхности, такой как поверхность сушильного цилиндра. Для этой цели может быть применен американский барабан. Во время укорочения по меньшей мере один гребень укорочения может возникать в областях относительно низкой плотности 1084 формованного полотна 120В. Такой по меньшей мере один гребень укорочения смещен относительно плоскости, образуемой продольным и поперечным направлениями формованного полотна 120В, в направлении Z. Крепирование может осуществляться с помощью счищающего ножа в соответствии с пат. США №4,919,756. Альтернативно или дополнительно укорочение может осуществляться путем мокрого микросокращения, как описано в пат. США №4,440,597, и/или хорошо известным тканевым крепированием.
ПРИМЕР
Пример 1
В данном примере применяется бумагоделательная машина Фурдринье пилотного масштаба. Водная суспензия с 3 вес.% крафт-массы (NSK) северных мягких пород древесины готовится с помощью традиционного шнека-разрывателя и может быть разбавлена до ≈0,1% сухости в камере смешения. Суспензия NSK осторожно рафинируется, и к массе NSK добавляется 2% раствор смолы постоянной прочности во влажном состоянии (т.е. Kymene 5221, предлагаемой компанией Hercules incorporated, Уилмингтон, Делавэр) в соотношении 1 вес.% в пересчете на сухое волокно. Адсорбция Kymene 5221 к NSK улучшается применением встроенного смесителя. 1% раствор карбоксиметилцеллюлозы (CMC) (т.е. FinnFix 700, предлагаемой компанией СР. Kelco U.S. Inc., Атланта, Джорджия) добавляется после встроенного смесителя в соотношении 0,2 вес.% в пересчете на сухое волокно для повышения прочности в сухом состоянии волокнистого субстрата. 3% по весу водная суспензия эвкалиптового волокна готовится с помощью традиционного шнека-разрывателя. 1% раствор ингибитора пенообразования (т.е. BuBreak 4330, предлагаемого компанией Buckman Labs, Мемфис, Теннесси) добавляется к массе волокон эвкалипта в соотношении 0,25 вес.% в пересчете на сухое волокно, и его адсорбция улучшается встроенным смесителем.
Бумажная масса NSK и эвкалиптовые волокна смешиваются в формующем ящике и равномерно напускаются на сетку Фурдринье, таким образом создавая образующееся полотно. Обезвоживание сетки Фурдринье происходит сквозь сетку Фурдринье с помощью дефлектора и отсасывающих ящиков. Сетка Фурдринье 5-зевная, атласного переплетения в конфигурации с 84 в продольном направлении и 76 в поперечном направлении монофиламентами на дюйм, соответственно. Мокрое образующееся полотно переносится при содержании волокна около 15% до приблизительно 25% в точке переноса с сетки Фурдринье на фотополимерную ткань с ячейками фрактального паттерна, с областью выпуклостей около 25 процентов и глубиной фотополимера 22 мил. Разность скоростей между сеткой Фурдринье и тканью для переноса с паттерном / впечатывания составляет от примерно -3% до приблизительно +3%. Дальнейшее обезвоживание осуществляется путем вакуумного дренажа до тех пор, пока полотно не будет иметь содержание волокна от приблизительно 20% до приблизительно 30%. Полотно с рисунком подвергается предварительной сушке продувкой воздуха до сухости около 65 вес.%. Полотно затем закрепляется путем адгезии к поверхности американского барабана с помощью распыляемого клея для крепирования, содержащего 0,25% водный раствор поливинилового спирта (PVA). Содержание волокна повышается до оценочного значения 96% перед сухим крепированием полотна счищающим ножом. Счищающий нож имеет угол заточки около 25 градусов и помещается по отношению к американскому барабану под углом около 81 градуса; американский барабан работает со скоростью около 600 футов в минуту (примерно 183 метра в минуту). Сухое полотно формируется в рулон со скоростью 560 футов в минуту (171 метр в минуту).
Два слоя полотна формируются в изделия бумажного полотенца путем тиснения и ламинирования их вместе с помощью клея PVA. Бумажное полотенце имеет основной вес примерно 53 г/м2 и содержит 65 вес.% северных мягких пород древесины (крафт) и 35 вес.% эвкалиптовой бумажной массы.
Пример 2
Бумажная масса NSK и эвкалиптовые волокна готовятся способом, подобным описанному для примера 1, смешиваются в формующем ящике, равномерно напускаются на сетку Фурдринье, движущуюся со скоростью V1, и образуют полотно.
Полотно затем переносится на ткань для переноса с паттерном и/или впечатывания в зоне переноса без ускорения существенного повышения плотности полотна. Полотно затем продвигается со второй скоростью V2 на ткани для переноса/впечатывания, движущейся по замкнутому пути в контакте с головкой переноса, расположенной в зоне переноса, причем вторая скорость от приблизительно 5% до приблизительно 40% меньше, чем первая скорость. Поскольку скорость сетки выше, чем скорость ткани для переноса/впечатывания, в точке переноса происходит мокрое укорочение полотна. Таким образом, мокрое укорочение полотна может составлять от приблизительно 3% до приблизительно 15%.
Полотно затем закрепляется путем адгезии к поверхности американского барабана с третьей скоростью, V3, способом, подобным описанному для примера 1. Содержание волокна повышается до оценочного значения 96%, и затем полотно крепируется с сушильного цилиндра счищающим ножом, расположенным под углом от приблизительно 90 градусов до приблизительно 130 градусов. После этого высушенное полотно наматывается на катушку с четвертой скоростью, V4, которая выше, чем третья скорость, V3, сушильного цилиндра.
Два слоя полотна, изготовленного в соответствии с примером 1, могут быть сложены вместе и образуют многослойное изделие путем соединения их тиснением и/или ламинированием с применением клея PVA. Бумажное полотенце имеет основной вес примерно 53 г/м2 и содержит 65 вес.% северных мягких пород древесины (крафт) и 35 вес.% эвкалиптовой бумажной массы.
Размеры и значения, описанные в данной заявке, не должны быть истолкованы как строго ограниченные приведенными точными численными значениями. Вместо этого, если не указано иное, каждый размер и/или значение предназначено для обозначения как приведенного значения, так и функционально эквивалентного диапазона, окружающего этот размер или значение. Например, измерение, приведенное как “40 мм”, подразумевает “около 40 мм”.
Каждый документ, цитируемый в данном документе, включая любые связанные ссылками или относящиеся к вопросу патенты или заявки, настоящим полностью добавляется в данное описание путем ссылки, если это не исключено явно или иным образом ограничено. Цитирование любого документа не является допущением, что он предшествует по отношению к любому изобретению, приведенному или включаемому в формулу изобретения в данном документе, или что он отдельно или в сочетании с любым другим упоминанием или упоминаниями обучает, предлагает или сообщает о таком изобретении. Далее, если значение или определение термина в данном документе конфликтует с любым значением или определением того же термина в документе, добавленном путем ссылки, значение или определение, присвоенное термину в настоящем документе, будет иметь преимущественную силу.
Хотя проиллюстрированы и описаны конкретные варианты осуществления настоящего изобретения, могут быть сделаны различные другие изменения и модификации без отклонения от духа и выхода за пределы объема защиты изобретения. Следовательно, прилагаемые пункты формулы изобретения покрывают все такие изменения и модификации как находящееся в пределах объема защиты настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПНЕВМАТИЧЕСКИЙ СПОСОБ ОБЕЗВОЖИВАНИЯ ДЛЯ ПОЛУЧЕНИЯ ПОГЛОЩАЮЩЕГО ЛИСТА, ОБЕСПЕЧИВАЮЩИЙ НЕЗНАЧИТЕЛЬНОЕ УПЛОТНЕНИЕ | 2005 |
|
RU2364671C2 |
| БУМАГОДЕЛАТЕЛЬНАЯ МАШИНА | 2008 |
|
RU2429322C1 |
| КРЕПИРОВАНИЕ НА ТКАНИ И ПРОЦЕСС СУШКИ В ТКАНИ ДЛЯ ИЗГОТОВЛЕНИЯ АДСОРБИРУЮЩЕГО БУМАЖНОГО ПОЛОТНА | 2005 |
|
RU2370587C2 |
| СТРУКТУРИРУЮЩАЯ СЕТКА ДЛЯ ИЗГОТОВЛЕНИЯ ТОНКОГО БУМАЖНОГО ПОЛОТНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2471908C2 |
| СПОСОБ КРЕПИРОВАНИЯ ПОСРЕДСТВОМ ТКАНИ ДЛЯ ИЗГОТОВЛЕНИЯ АБСОРБИРУЮЩЕЙ БУМАГИ | 2003 |
|
RU2329345C2 |
| КРЕПИРОВАННЫЙ С ИСПОЛЬЗОВАНИЕМ МАТЕРИАЛА ЛИСТ ДЛЯ ВЫДАЧНЫХ УСТРОЙСТВ | 2006 |
|
RU2402657C2 |
| ТУАЛЕТНАЯ БУМАГА ВЫСОКОЙ МЯГКОСТИ И ВЫСОКОЙ ПРОЧНОСТИ, СОДЕРЖАЩАЯ ЭВКАЛИПТОВОЕ ВОЛОКНО С ВЫСОКИМ СОДЕРЖАНИЕМ ЛИГНИНА | 2012 |
|
RU2602155C2 |
| СПОСОБЫ ИЗГОТОВЛЕНИЯ БУМАЖНЫХ ПРОДУКТОВ С ИСПОЛЬЗОВАНИЕМ ФОРМОВОЧНОГО БАРАБАНА | 2017 |
|
RU2738075C2 |
| СПОСОБ ВЫПОЛНЕНИЯ СКВОЗНОГО ОТВЕРСТИЯ В МНОГОСЛОЙНОЙ ЗАЩИЩЕННОЙ БУМАГЕ | 2010 |
|
RU2433217C1 |
| ТКАНЬ ДЛЯ БУМАГОДЕЛАТЕЛЬНОЙ МАШИНЫ, ПРЕДНАЗНАЧЕННАЯ ДЛЯ ПРОИЗВОДСТВА БУМАЖНЫХ САЛФЕТОК И БУМАЖНЫХ ПОЛОТЕНЕЦ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2526681C2 |
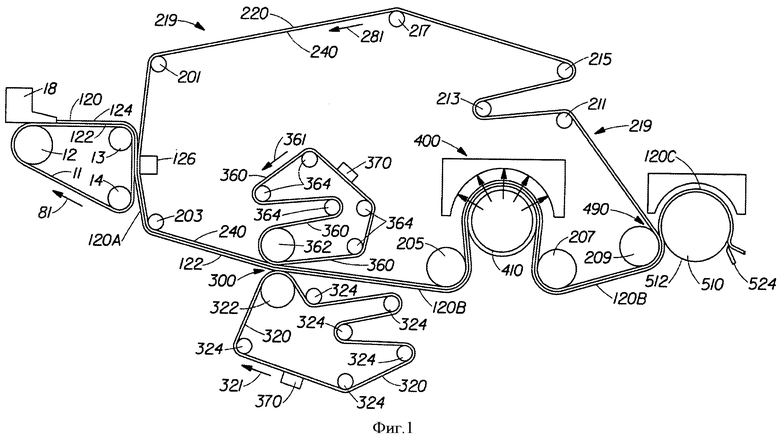
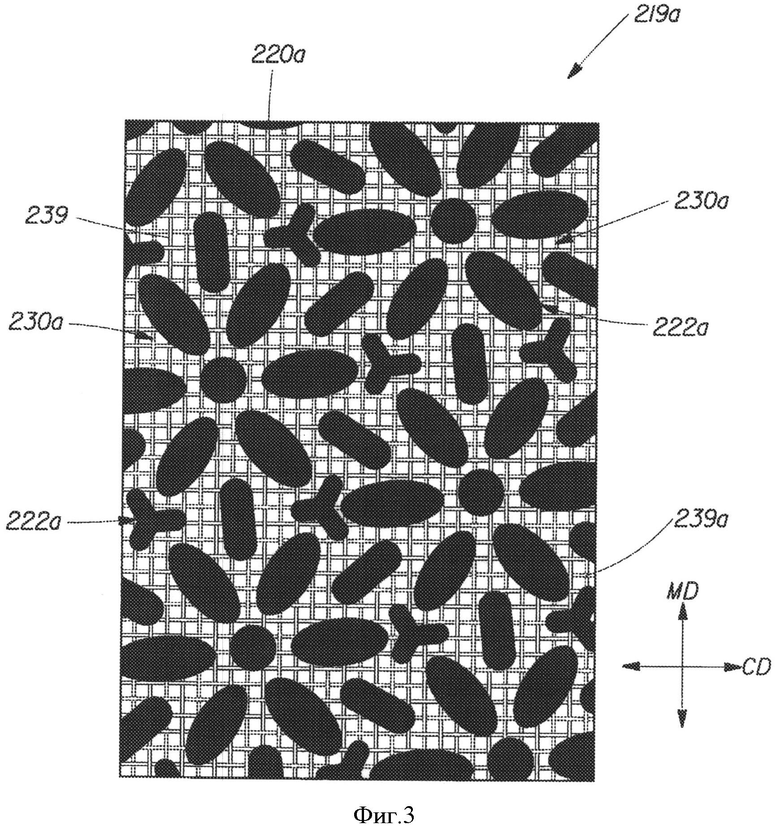
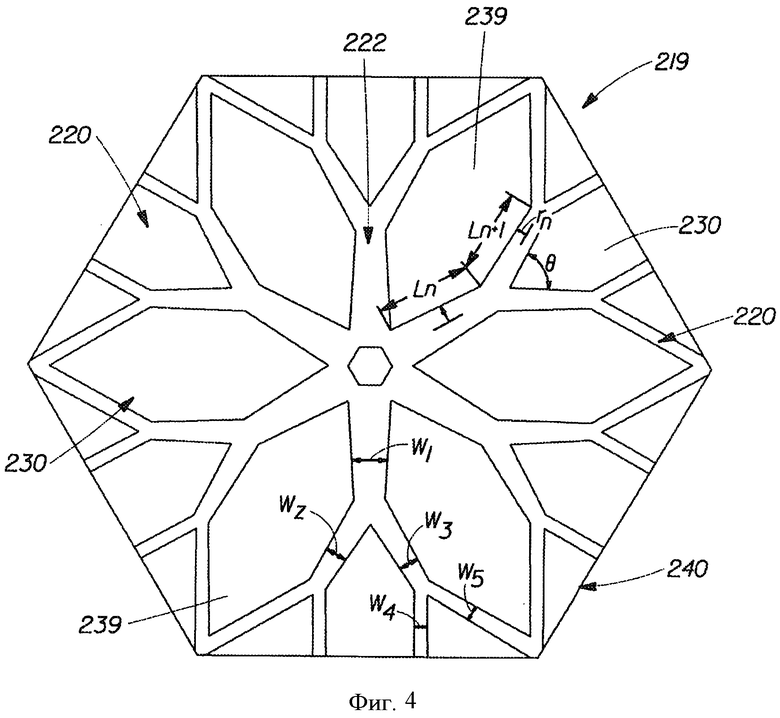
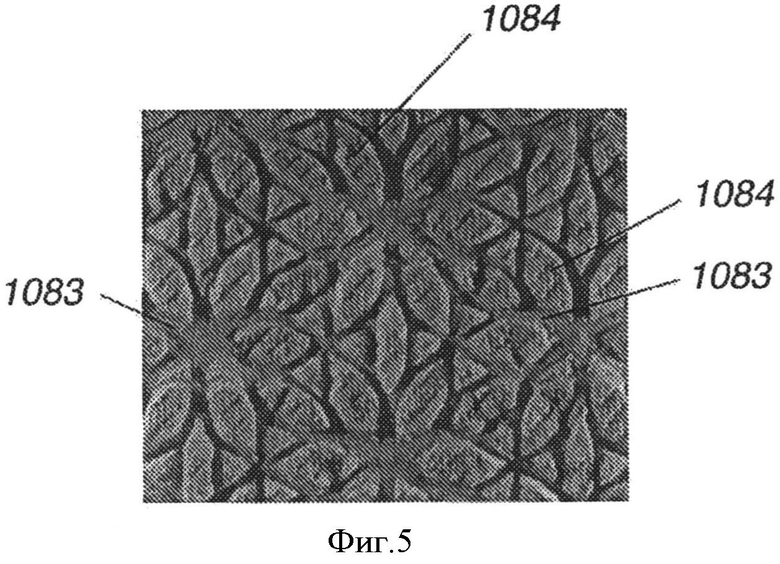
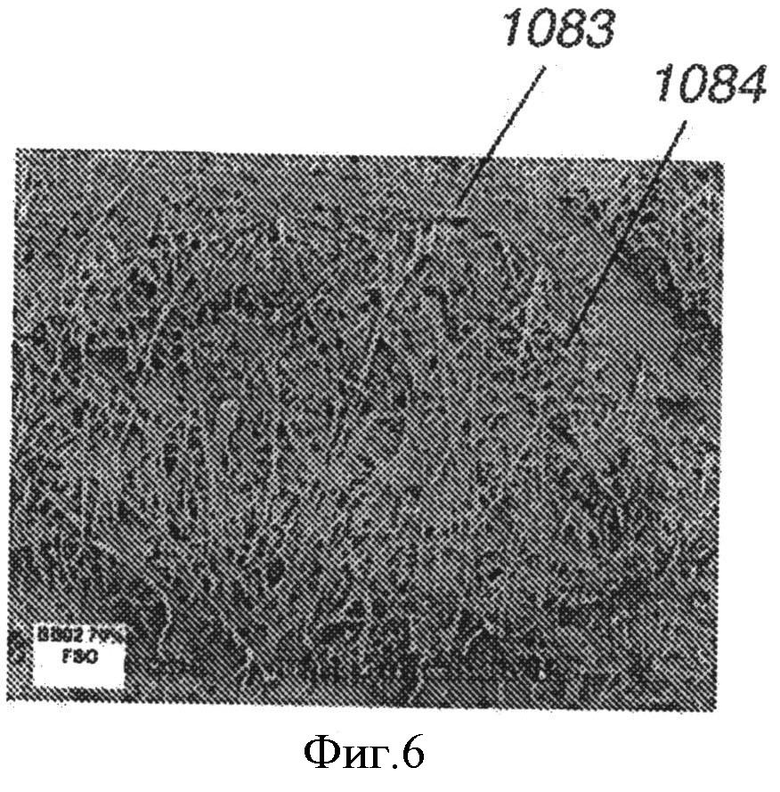
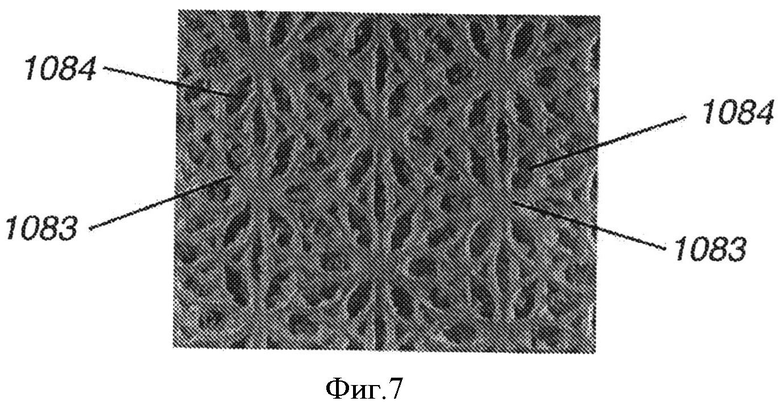
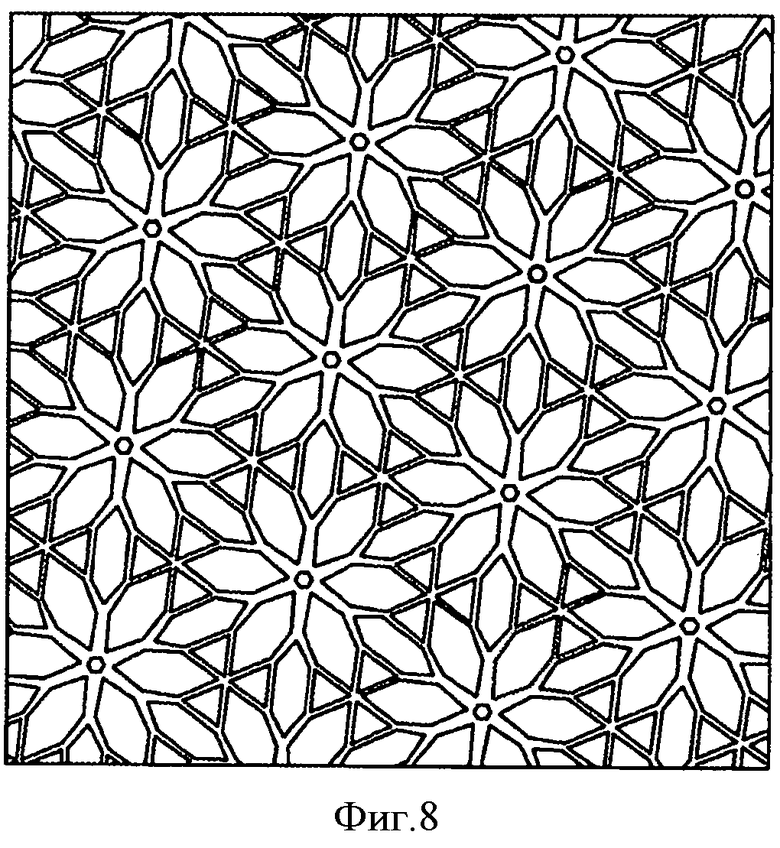
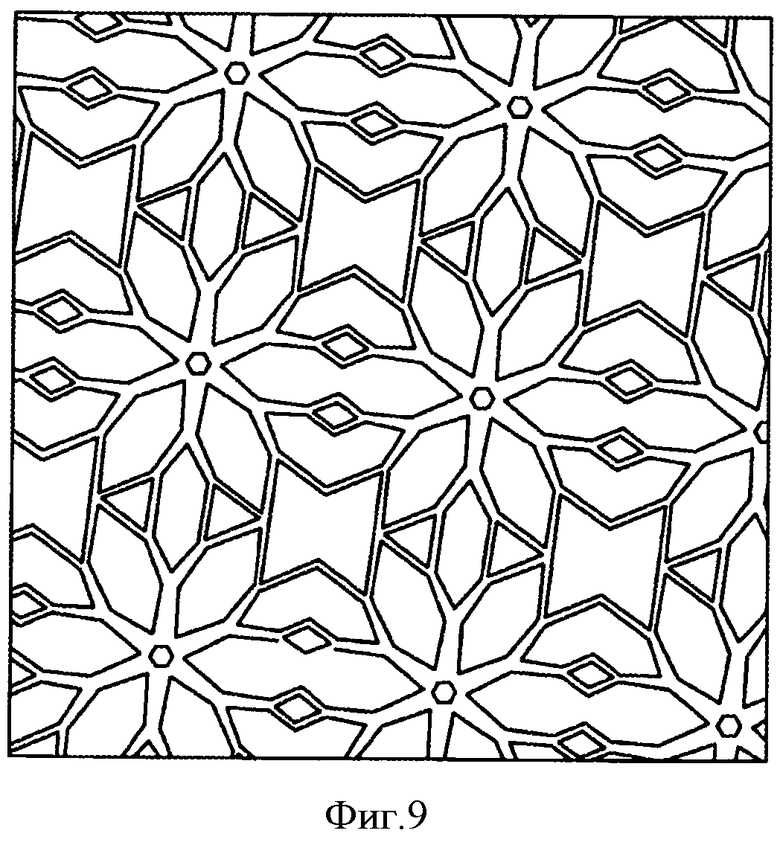
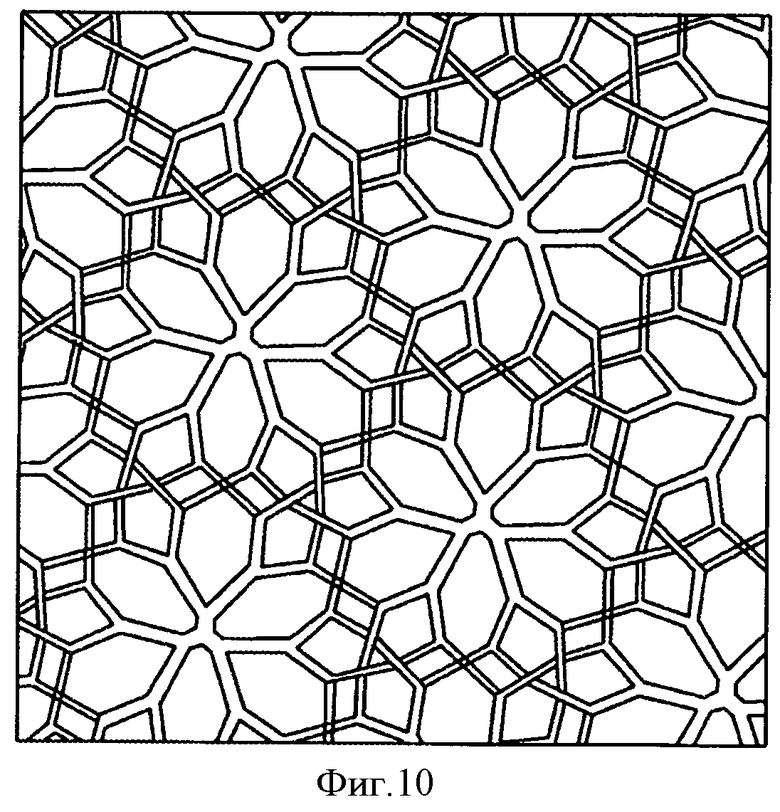
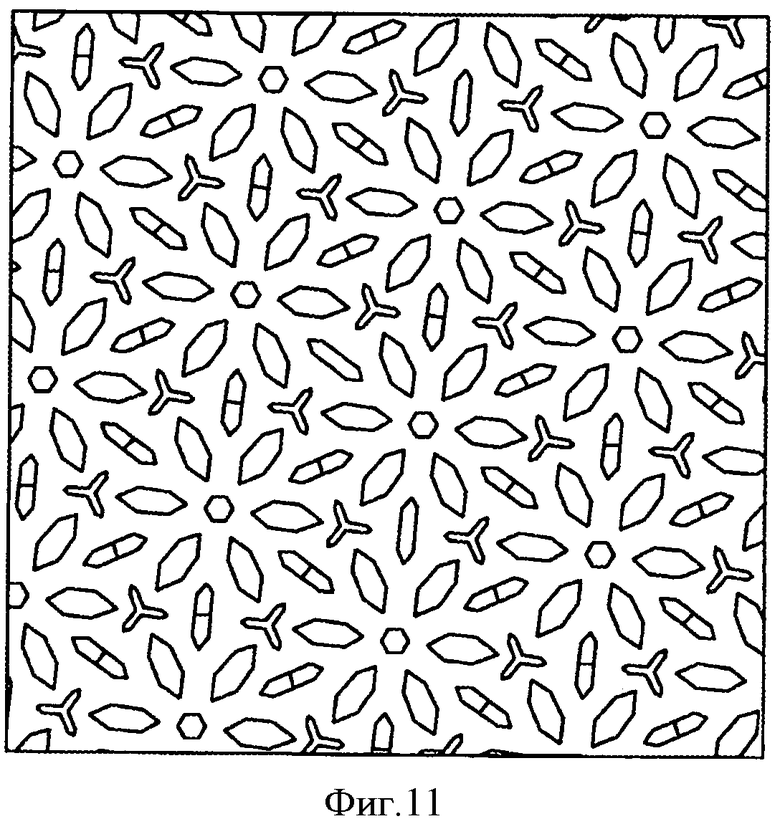
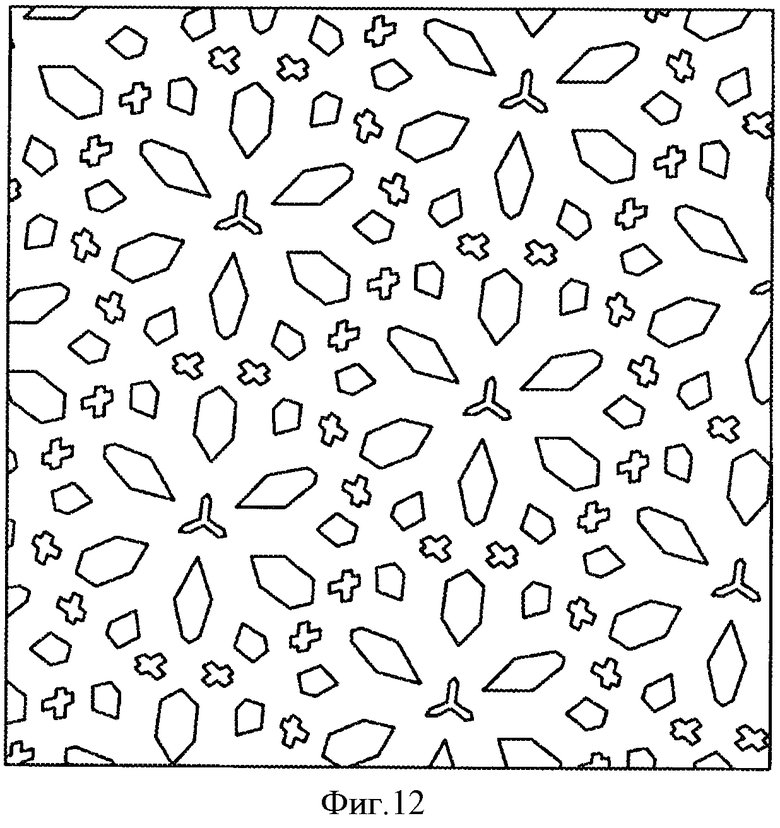
Настоящее изобретение относится к бумагоделательной ленте с контактирующей с образующимся полотном поверхностью для транспортировки образующегося полотна бумажных волокон и не контактирующей с образующимся полотном поверхностью, противоположной контактирующей с образующимся полотном поверхности. Бумагоделательная лента содержит конструкцию с непрерывной сетевой областью и множеством дискретных отводящих каналов, изолированных друг от друга непрерывной сетевой областью. Непрерывная сетевая область имеет паттерн, образованный на ней множеством мозаичных единичных ячеек. Каждая ячейка имеет центр и по меньшей мере две непрерывные области контакта, простирающиеся в по меньшей мере двух направлениях от центра. По меньшей мере одна из непрерывных областей контакта разветвляется на по меньшей мере две и образует непрерывную часть области контакта с первой шириной до разветвления и по меньшей мере две непрерывные части области контакта со второй шириной после разветвления. 3 н. и 17 з.п. ф-лы, 12 ил. 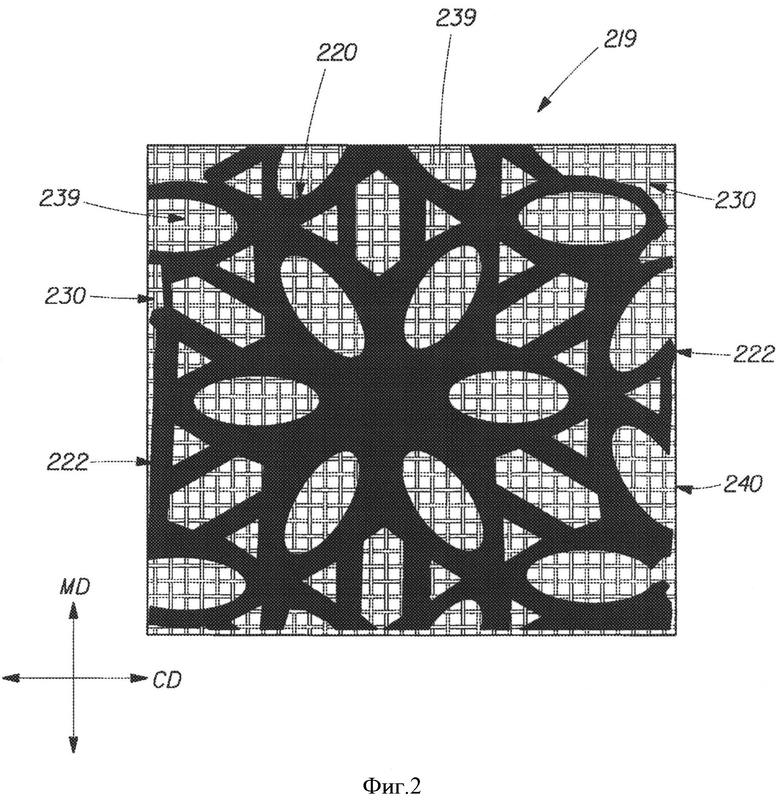
1. Бумагоделательная лента с контактирующей с образующимся полотном поверхностью для переноса образующегося полотна, содержащего бумажные волокна, и не контактирующей с образующимся полотном поверхностью, противоположной упомянутой контактирующей с образующимся полотном поверхности, причем упомянутая бумагоделательная лента содержит: усиливающий элемент, содержащий конструкцию с паттерном, при этом упомянутая конструкция с паттерном содержит непрерывную сетевую область и множество дискретных отводящих каналов, изолированных друг от друга упомянутой непрерывной сетевой областью, и при этом упомянутая непрерывная сетевая область содержит сформированный на ней паттерн, содержащий множество мозаичных единичных ячеек, при этом каждая ячейка из упомянутого множества единичных ячеек содержит центр и по меньшей мере две непрерывные области контакта, простирающиеся в по меньшей мере двух направлениях от упомянутого центра, причем каждый отводящий канал окружен частью по меньшей мере одной из упомянутых непрерывных областей контакта, при этом по меньшей мере одна из упомянутых непрерывных областей контакта разветвляется на по меньшей мере две и образует непрерывную часть области контакта с первой шириной до упомянутого разветвления и по меньшей мере две непрерывные части области контакта со второй шириной после упомянутого разветвления, причем каждая из упомянутых по меньшей мере двух непрерывных частей области контакта с упомянутой второй шириной непрерывно сообщается с упомянутой непрерывной частью области контакта с упомянутой первой шириной, при этом каждая из упомянутых непрерывных частей области контакта с упомянутой первой шириной имеет первую плотность в пределах упомянутой ячейки, причем каждая из упомянутых по меньшей мере двух непрерывных частей области контакта с упомянутой второй шириной имеет вторую плотность в пределах упомянутой ячейки, и при этом упомянутая первая плотность меньше упомянутой второй плотности.
2. Бумагоделательная лента по п.1, отличающаяся тем, что упомянутая первая ширина больше, чем упомянутая вторая ширина.
3. Бумагоделательная лента по п.1, отличающаяся тем, что упомянутая первая ширина меньше, чем упомянутая вторая ширина.
4. Бумагоделательная лента по п.1, отличающаяся тем, что упомянутый паттерн содержит геометрическую форму, которая может быть разделена на части, каждая из которых представляет собой уменьшенную копию целого.
5. Бумагоделательная лента по п.4, отличающаяся тем, что упомянутый паттерн выбран из группы, состоящей из фракталов, конструкталов и их сочетаний.
6. Бумагоделательная лента по п.5, отличающаяся тем, что упомянутый фрактал выбран из группы, состоящей из фракталов времени уклонения, фракталов множества Мандельброта, фракталов множества Жюлиа, фракталов “горящий корабль”, фракталов Nova, фракталов Ляпунова, системы с итерациями функций, случайных фракталов, странных аттракторов и их сочетаний.
7. Бумагоделательная лента по п.5, отличающаяся тем, что упомянутый фрактал представляет собой фрактал Мандельброта, где z1=(z0)2+z0 и где zx+1=(zx)2+zx.
8. Бумагоделательная лента с контактирующей с образующимся полотном поверхностью для переноса образующегося полотна бумажных волокон и не контактирующей с образующимся полотном поверхностью, противоположной упомянутой контактирующей с образующимся полотном поверхности, при этом упомянутая бумагоделательная лента содержит: усиливающий элемент, содержащий конструкцию с паттерном, при этом упомянутая конструкция с паттерном содержит непрерывную сетевую область и множество дискретных отводящих каналов, изолированных друг от друга упомянутой непрерывной сетевой областью, и при этом упомянутая непрерывная сетевая область содержит сформированный на ней паттерн, содержащий множество мозаичных единичных ячеек, при этом каждая ячейка из упомянутого множества единичных ячеек содержит центр и по меньшей мере две непрерывные области контакта, простирающиеся в по меньшей мере двух направлениях от упомянутого центра, причем каждый отводящий канал окружен частью по меньшей мере одной из упомянутых непрерывных областей контакта, при этом по меньшей мере одна из упомянутых непрерывных областей контакта разветвляется на по меньшей мере две и образует непрерывную часть области контакта с первой шириной до упомянутого разветвления и по меньшей мере две непрерывные части области контакта, причем первая из упомянутых по меньшей мере двух непрерывных частей области контакта имеет вторую ширину после упомянутого разветвления, а вторая из упомянутых по меньшей мере двух непрерывных частей области контакта имеет третью ширину после упомянутого разветвления, причем каждая из упомянутых по меньшей мере двух непрерывных частей области контакта непрерывно сообщается с упомянутой непрерывной частью области контакта с упомянутой первой шириной, при этом каждая из упомянутых непрерывных частей области контакта с упомянутой первой шириной имеет первую плотность в пределах упомянутой ячейки, при этом каждая из упомянутых по меньшей мере двух непрерывных частей области контакта имеет вторую плотность в пределах упомянутой ячейки, и при этом упомянутая первая плотность меньше упомянутой второй плотности.
9. Бумагоделательная лента по п.8, отличающаяся тем, что упомянутая первая ширина больше, чем упомянутая вторая ширина и упомянутая третья ширина.
10. Бумагоделательная лента по п.9, отличающаяся тем, что упомянутая вторая ширина больше, чем упомянутая третья ширина.
11. Бумагоделательная лента по п.8, отличающаяся тем, что упомянутая первая ширина меньше, чем упомянутая вторая ширина.
12. Бумагоделательная лента по п.11, отличающаяся тем, что упомянутая вторая ширина равна упомянутой третьей ширине.
13. Бумагоделательная лента по п.8, отличающаяся тем, что упомянутый паттерн содержит геометрическую форму, которая быть разделена на части, каждая из которых представляет собой уменьшенную копию целого.
14. Бумагоделательная лента по п.13, отличающаяся тем, что упомянутый паттерн выбран из группы, состоящей из фракталов, конструкталов и их сочетаний.
15. Бумагоделательная лента по п.14, отличающаяся тем, что упомянутый фрактал выбран из группы, состоящей из фракталов времени уклонения, фракталов множества Мандельброта, фракталов множества Жюлиа, фракталов “горящий корабль”, фракталов Nova, фракталов Ляпунова, системы с итерациями функций, случайных фракталов, странных аттракторов и их сочетаний.
16. Бумагоделательная лента по п.14, отличающаяся тем, что упомянутый фрактал представляет собой фрактал Мандельброта, где z1=(z0)2+z0 и где zx+1=(zx)2+zx.
17. Бумагоделательная лента с контактирующей с образующимся полотном поверхностью для переноса образующегося полотна бумажных волокон и не контактирующей с образующимся полотном поверхностью, противоположной упомянутой контактирующей с образующимся полотном поверхности, причем упомянутая бумагоделательная лента содержит: усиливающий элемент, содержащий конструкцию с паттерном, при этом упомянутая конструкция с паттерном содержит непрерывную область отводящего канала и множество дискретных областей контакта, причем упомянутые дискретные области контакта изолированы друг от друга упомянутой непрерывной областью отводящего канала; и при этом
упомянутая непрерывная область отводящих каналов содержит сформированный на ней паттерн, содержащий множество мозаичных единичных ячеек, при этом каждая ячейка из упомянутого множества мозаичных единичных ячеек содержит центр и по меньшей мере две непрерывные подушкообразные области, простирающиеся в по меньшей мере двух направлениях от упомянутого центра, при этом каждая дискретная область контакта окружена частью по меньшей мере одной из упомянутых непрерывных областей отводящего канала, при этом по меньшей мере одна из упомянутых непрерывных областей отводящего канала разветвляется на по меньшей мере две и образует непрерывную область отводящих каналов с первой шириной до упомянутого разветвления и по меньшей мере две непрерывные части отводящего канала со второй шириной после упомянутого разветвления, причем каждая из упомянутых по меньшей мере двух непрерывных частей отводящего канала с упомянутой второй шириной непрерывно сообщается с упомянутой непрерывной плоской областью отводящих каналов с упомянутой первой шириной, при этом каждая из упомянутых непрерывных частей отводящего канала с упомянутой первой шириной имеет первую плотность в пределах упомянутой ячейки, при этом каждая из упомянутых по меньшей мере двух непрерывных частей отводящего канала с упомянутой второй шириной имеет вторую плотность в пределах упомянутой ячейки; и при этом упомянутая первая плотность меньше упомянутой второй плотности.
18. Бумагоделательная лента по п.17, отличающаяся тем, что упомянутый паттерн выбран из группы, состоящей из фракталов, конструкталов и их сочетаний.
19. Бумагоделательная лента по п.18, отличающаяся тем, что упомянутый фрактал выбран из группы, состоящей из фракталов времени уклонения, фракталов множества Мандельброта, фракталов множества Жюлиа, фракталов “горящий корабль”, фракталов Nova, фракталов Ляпунова, системы с итерациями функций, случайных фракталов, странных аттракторов и их сочетаний.
20. Бумагоделательная лента по п.19, отличающаяся тем, что упомянутый фрактал представляет собой фрактал Мандельброта, где z1=(z0)2+z0 и где zx+1=(zx)2+zx.
| US 5245025 A, 14.09.1993 |

