Изобретение относится к обработке металлов давлением, в частности к горячей штамповке деталей из листовых заготовок труднодеформируемых сплавов.
Известен способ горячей штамповки листовых заготовок по а.с. СССР 1719130, в котором листовую заготовку закрепляют в зажимах, нагревают электроконтактным способом, отключают нагрев и осуществляют штамповку. Недостатком этого способа является то, что заготовку необходимо использовать с большим припуском по ширине, между пуансоном и матрицей достаточно большое пространство и при нагреве заготовки это способствует насыщению ее кислородом и водородом, что ведет к ухудшению качества детали.
Наиболее близким к заявляемому техническому решению является способ по патенту РФ 2021055, принятый за прототип. В этом способе штамповки деталей из листовых заготовок листовую заготовку устанавливают в зажимах между матрицей и пуансоном на расстоянии, минимально близком от них, натягивают листовую заготовку, нагревают ее и штампуют.
Недостатком данного способа является применение сложного механизма для натяжения заготовки, предотвращающего провисание заготовки, вызванное ее удлинением при нагревании. Минимальное расстояние выбирается с учетом того, чтобы листовая заготовка при нагревании не коснулась матрицы и заготовка не прожглась. Из-за удлинения листовой заготовки расстояние между пуансоном и заготовкой увеличивается, что приводит к насыщению поверхностного слоя заготовки кислородом и водородом и ухудшению качества отштампованной детали.
Задачей заявляемого изобретения является упрощение механизма крепления заготовки и уменьшение расстояния от поверхности заготовки до поверхности пуансона во время штамповки, благодаря чему улучшается качество детали за счет уменьшения насыщения поверхностного слоя заготовки водородом и кислородом.
Данная задача достигается тем, что в способе листовой штамповки с нагревом, включающем установку листовой заготовки в зажимах над матрицей, ее нагрев и штамповку пуансоном в матрице, согласно изобретению листовую заготовку устанавливают в зажимах над матрицей с зазором, большим линейного теплового расширения заготовки при ее нагреве до заданной температуры, при нагреве заготовки перемещают пуансон, сохраняя минимальное расстояние между ним и заготовкой, листовую заготовку крепят в зажимах с усилием, при котором при обтяжке заготовки по пуансону заготовка вытягивается из зажимов. Благодаря тому, что пуансон перемещают во время нагревания листовой заготовки, сохраняя минимальное расстояние между ним и заготовкой, снижается насыщение поверхности заготовки водородом и кислородом, что ведет к повышению качества отштампованной детали. Благодаря тому, что листовую заготовку устанавливают в зажимах над матрицей с зазором, большим линейного теплового расширения заготовки, отпадает необходимость в применении сложного механизма для натяжения листовой заготовки, исключается контакт части нагретой заготовки с матрицей, что исключает прожигание листовой заготовки. Благодаря тому, что листовую заготовку крепят в зажимах с усилием, при котором при обтяжки заготовки по пуансону заготовка вытягивается из зажимов, исключается утонение и порыв листовой заготовки, что исключает брак при штамповке.
Предлагаемый способ поясняется чертежом, на котором изображен формовочный штамп, где 1 - матрица, 2 - зажим, 3 - листовая заготовка, 4 - пуансон, 5 - трансформатор.
Способ осуществляется следующим образом. В зажимах 2 закрепляют заготовку 3 максимально близко к матрице на такое расстояние, чтобы при удлинении листовой заготовки во время нагрева она не коснулась поверхности матрицы. Это расстояние определяют экспериментально. Заготовку 3 закрепляют в зажимах 2 с таким усилием, чтобы при обтяжке заготовки по пуансону заготовка вытягивалась из зажимов. Величину усилия зажима определяют опытным путем. Пуансон 4 устанавливают на минимальном расстоянии от поверхности листовой заготовки 3, нагревают заготовку током от трансформатора 5. По мере нагрева листовой заготовки 3 до заданной температуры и ее прогибу за счет линейного удлинения перемещают пуансон 4, сохраняя минимальное расстояние между ним и листовой заготовкой 3. Отключают нагрев листовой заготовки 3, опускают пуансон 4 до смыкания с матрицей 1. Во время опускания пуансона происходит обтяжка заготовки 3 по пуансону 4 и вытягивание заготовки 3 из зажимов. Пуансон удерживают в матрице 1 под давлением до остывания отформованной детали, затем поднимают вверх и готовую деталь удаляют с матрицы 1.
Пример осуществления способа.
Изготовление детали из листового титанового сплава ОТ4-1 толщиной 0,8 мм и размером 1600•87 мм осуществляют следующим образом. Листовую заготовку закрепляют в зажимах с таким усилием, чтобы при обтяжке заготовки по пуансону заготовка вытягивалась из зажимов. Величину усилия зажима определяют опытным путем. Опытным путем определяют расстояние от листовой заготовки до поверхности матрицы. Для листовой заготовки данного материала и размеров оно составляет 60 мм. Включают нагрев и нагревают заготовку до 600-700oС. При этом расстояние между заготовкой и матрицей в нижней точке уменьшается до 20 мм. Во время нагрева листовой заготовки пуансон опускают вниз, сохраняя постоянное минимальное расстояние до заготовки. Отключают нагрев и осуществляют штамповку усилием 150 кг/см2.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК НА ПРЕССАХ | 2000 |
|
RU2211103C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ ПОЛИМОРФНОГО ПРЕВРАЩЕНИЯ В ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВАХ | 2002 |
|
RU2248539C2 |
| СПОСОБ ОБТЯЖКИ ДЛИННОМЕРНЫХ ОБШИВОК ЗНАКОПЕРЕМЕННОЙ КРИВИЗНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2123403C1 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ НА ГИДРОПРЕССАХ | 1999 |
|
RU2167017C2 |
| СПОСОБ ОБТЯЖКИ ЛИСТОВЫХ ЗАГОТОВОК | 1992 |
|
RU2057607C1 |
| ШТАМП ДЛЯ ФОРМОВКИ ТРУБЧАТЫХ ЗАГОТОВОК | 1996 |
|
RU2094155C1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ДЕТАЛЕЙ С ЭЛЕКТРОКОНТАКТНЫМ НАГРЕВОМ ЗАГОТОВОК | 1995 |
|
RU2087240C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСНАСТКИ ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2101124C1 |
| ЛИСТОВАЯ ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЗНАКОПЕРЕМЕННОЙ КРИВИЗНЫ | 1993 |
|
RU2095177C1 |
| ЗАГОТОВКА ДЛЯ ЛИСТОВОЙ ШТАМПОВКИ С ЭЛЕКТРОКОНТАКТНЫМ НАГРЕВОМ | 1995 |
|
RU2090287C1 |
Изобретение относится к горячей штамповке деталей из листовых заготовок труднодеформируемых сплавов. Изобретение направлено на повышение качества отштампованных деталей за счет уменьшения насыщения поверхностного слоя заготовок водородом и кислородом. Листовую заготовку устанавливают в зажимах над матрицей с зазором, большим линейного теплового расширения заготовки при ее нагреве до заданной температуры, при нагреве заготовки перемещают пуансон, сохраняя минимальное расстояние между ним и заготовкой, листовую заготовку крепят в зажимах с усилием, при котором при обтяжке заготовки по пуансону заготовка вытягивается из зажимов. Повышается качество деталей за счет уменьшения насыщения поверхностного слоя заготовок водородом и кислородом. 1 ил.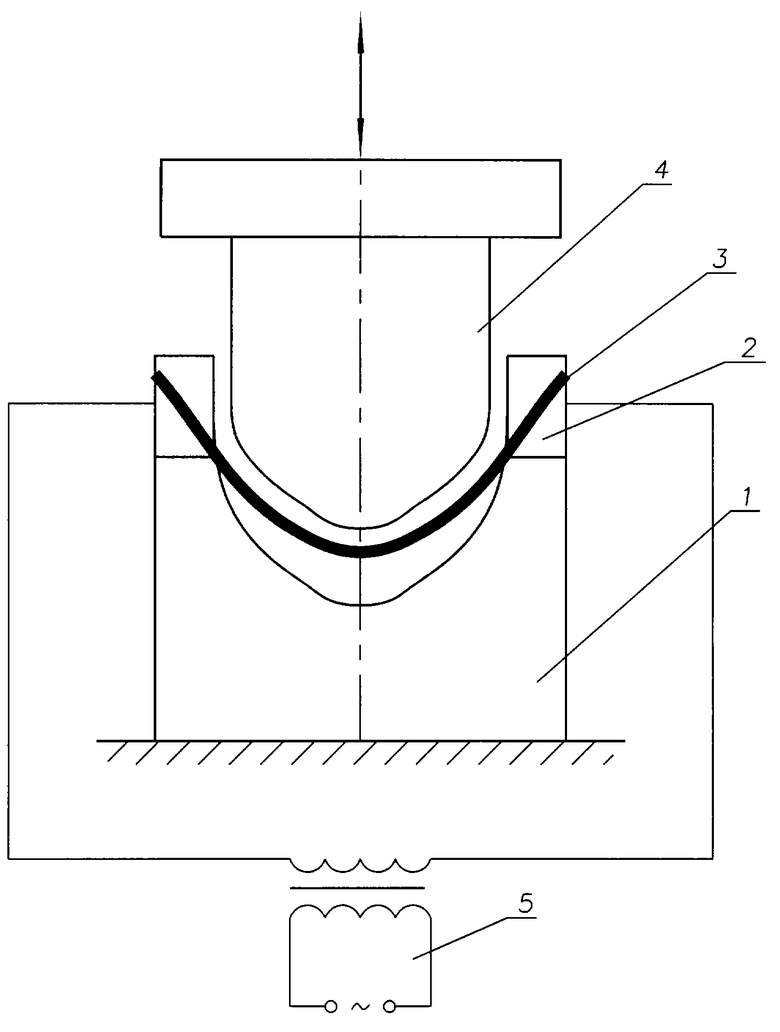
Способ листовой штамповки с нагревом, включающий установку листовой заготовки в зажимах над матрицей, ее нагрев и штамповку пуансоном, отличающийся тем, что листовую заготовку устанавливают в зажимах над матрицей с зазором, большим линейного теплового расширения заготовки при ее нагреве до заданной температуры, при нагреве заготовки перемещают пуансон, сохраняя минимальное расстояние между ним и заготовкой, при этом листовую заготовку крепят в зажимах с усилием, при котором при обтяжке заготовки по пуансону, заготовка вытягивается из зажимов.
| СПОСОБ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК НА ГИДРОПРЕССАХ | 1992 |
|
RU2021055C1 |
| Штамп для вытяжки с нагревом | 1978 |
|
SU764786A1 |
| ЗАГОТОВКА ДЛЯ ЛИСТОВОЙ ШТАМПОВКИ С ЭЛЕКТРОКОНТАКТНЫМ НАГРЕВОМ | 1993 |
|
RU2090286C1 |
| GB 1438207, 03.06.1976 | |||
| US 4176713, 04.12.1979. | |||

