Изобретения относятся к области машиностроения, а именно к обработке металлов давлением, и может быть использовано при производстве и ремонте деталей газонефтяного оборудования в газонефтяном и химическом машиностроении.
Известен способ гибки стального сортового профиля, состоящий в перемещении проката между неподвижными валками и подвижным гибочным валком (Рекламные материалы ООО «Вебер КоМеханикс» www.weber.ru).
Известен способ закрутки детали типа стержня квадратного сечения или полосы, состоящий в фиксации одного конца стержня и повороте другого конца относительно оси стержня (Мещерин В.Т. Листовая штамповка. Атлас схем, издание 3. М.: Машиностроение, 1975, с.95, рис.230).
Недостатком указанных способов является искажение профиля лопатки по сравнению с требуемым профилем вследствие нарушения условий деформирования.
Также известен способ изготовления профилированной лопатки, основанный на закрутке детали, состоящий в окружном перемещении заготовки относительно точки, совпадающей с центром масс концевого и каждого промежуточного сечения при фиксированном базовом сечении детали (RU 2284240, B21D 53/78, 2004).
Известно устройство изготовления профилированной лопатки, включающее фиксатор для базового сечения лопатки, опорные узлы для концевого и промежуточного сечения пера лопатки и механизм перемещения указанных опорных узлов в окружном направлении, выполненный в виде пары зубчатых реек и зубчатых колес (RU 2284240, B21D 53/78, 2004).
Недостаток известных способа и устройства заключается в том, что они не обеспечивают высокого качества изготавливаемой лопатки, что объясняется нарушением режима деформирования детали в процессе ее обработки, поскольку процессы деформирования при гибке и закрутке детали разделены во времени их протекания.
Задачей изобретений является повышение качества и производительности изготовления спрофилированной по винтовой линии лопатки колена стального трубопровода за счет обеспечения непрерывного упругопластического деформирования стальной полосы, что достигается путем одновременной обработки стальной полосы в режиме гибки и закрутки.
Поставленная задача решается тем, что способ изготовления спрофилированной по винтовой линии лопатки колена стального трубопровода включает подачу стальной полосы посредством валков узла подачи с профилем, идентичным профилю получаемой лопатки, под заданным углом гибки в изгибающе-закручивающий валковый узел, установленный под углом закрутки, большим угла гибки, при этом подачу стальной полосы в изгибающе-закручивающий валковый узел производят на расстоянии от поверхности полосы до оси валка упомянутого узла не менее 0,5 радиуса валка.
Поставленная задача решается также тем, что устройство для изготовления спрофилированной по винтовой линии лопатки колена стального трубопровода содержит валковый узел подачи стальной полосы, валковый изгибающе-закручивающий узел, держатель изгибающе-закручивающего узла с фиксаторами углов гибки и закрутки стальной полосы и механизм перемещения держателя в направлении Y подачи полосы и в перпендикулярном направлении Х на величины Y и X, выполненный из условия обеспечения связи величин перемещения Y и Х между собой соотношением: Y/X=sinα//(1-cos α), где α - угол гибки.
Сущность изобретений поясняется чертежами, где на фиг.1 изображено реализующее предлагаемый способ устройство, на фиг.2 - сечение А-А на фиг.1, на фиг.3 приведена расчетная схема расположения изгибающе-закручивающих (И-З) валков.
Устройство содержит держатель 1 изгибающе-закручивающего валкового узла 2, размещенный на механизме перемещения держателя 3. Держатель 1 сориентирован по осям Х и Y относительно валков 4 узла подачи 5 стальной полосы 7 и снабжен фиксаторами 6 угла закрутки стальной полосы 7 и фиксаторами 8 угла ее гибки.
Сущность способа заключается в следующем.
Держатель 1 механизмом перемещения 3 устанавливают на расстоянии Х и Y от оси валка 4 до центра среднего сечения по ширине изгибающе-закручивающего валка под углом гибки α относительно осей валков 4 узла подачи 5 и фиксируют фиксаторами 8. Изгибающе-закручивающий валковый узел 2 устанавливают под углом закрутки ω в держателе 1 и фиксируют фиксаторами 6. Стальная полоса 7 захватывается валками 4 узла подачи 5 с профилем, идентичным профилю получаемой лопатки, и поступает в изгибающе-закручивающий валковый узел 2, где формируется лопатка колена стального трубопровода.
Соответствие углов гибки и закрутки при реализации способа, а именно выбор угла закрутки больше угла гибки, обеспечивает требуемый профиль лопатки колена стального трубопровода. Превышение расстояния, равного 0,5 радиуса валка, приводит к нарушению условия захвата стальной полосы валками изгибающе-закручивающего узла и к смятию и гофрированию стальной полосы. Выполнение условия одновременности упругопластического деформирования стальной полосы в режиме гибки и закрутки способствует релаксации остаточных напряжений в лопатке, и, соответственно, минимизации деформаций последействия. А с учетом эмпирического коэффициента пружинения стальной полосы способ и устройство позволяют получить наиболее близкий к теоретическому профиль лопатки колена стального трубопровода.
Обоснование соотношения величин Y и Х представлено в нижеприведенном расчете позиционирования изгибающе-закручивающих валков (см. фиг.3). На фиг.3 приняты следующие условные обозначения: О - центр радиуса оси стандартного крутоизогнутого отвода; R - радиус оси стандартного крутоизогнутого отвода; О'- центр подающего валка гибочного станка; O1 - центр окружности в среднем по ширине сечении И-З валка; О2 - центр окружности верхнего торца И-З валка; RB - радиус подающего или И-З валка; В, δ - ширина и толщина стальной полосы; α - угол гибки; ω - угол закрутки; Lω - смещение O1O2 по радиусу гибки вследствие наклона валка на текущий угол закрутки; Хω - проекция смещения O1O2 на ось X; X, Y - координаты позиционирования И-З устройства.
Взаимное расположение по осям Х и Y изгибающе-закручивающих (И-З) валков устройства и подающих валков гибочного станка определяется для лопатки стандартного крутоизогнутого 90° отвода условием захвата стальной полосы И-З валками в виде значения расстояния между обращенной к И-З валку плоскостью стальной полосы и центром О2 окружности верхнего торца этого валка, равного 0,5RB.
Угол поворота держателя валкового узла, соответствующий углу гибки α, относительно подающих валков определяется из уравнения:

Вследствие наклона И-3 валков на текущий угол закрутки ω смещение

а его проекция

Рассматривая оптимальный вариант исполнения лопатки, т.е. общий угол гибки лопатки, равный углу крутоизогнутого 90° отвода, и общий угол закрутки лопатки Ω=180°, причем значения данных углов связаны ω=2α, имеем

После подстановки (4) в (1) имеем

Для решения данного уравнения относительно α введены следующие дополнительные обозначения
 ;
;  и
и  .
.
С этими обозначениями уравнение (5) представляется квадратным

которое имеет приближенное (пренебрегая значениями С, в степени выше второй) решение в виде

Учитывая, что в практическом диапазоне угла α для данного устройства  , имеем искомое решение:
, имеем искомое решение:

В результате при наличии угла α получаем координаты позиционирования:

A-X=A cos α или

По формулам (7), (8), (9) и (10) для стандартного крутоизогнутого отвода 90° 89×6 ГОСТ 17375-83 расчетные координаты позиционирования изгибающе-закручивающего устройства на гибочном станке мод. DS 60 HV при RB=30 мм, R=120 мм, В=70 мм, δ=4 мм составили X=23 мм, Y=81 мм. Эти значения следует корректировать с учетом эмпирического коэффициента пружинения стальной полосы-заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗНОСОСТОЙКИЙ КРУТОИЗОГНУТЫЙ ОТВОД "ИГР" | 2014 |
|
RU2580854C1 |
| Способ гибки длинномерных полых изделий с профилем открытого типа | 2018 |
|
RU2691478C1 |
| СПОСОБ ГИБКИ ТРУБ МНОГОКОЛЕННОЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ НА ТРУБОГИБОЧНЫХ СТАНКАХ НАМОТОЧНОГО ТИПА | 1993 |
|
RU2076009C1 |
| СПОСОБ ГИБКИ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2095174C1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ГИБКИ ТРУБЧАТЫХ ЗАГОТОВОК | 2000 |
|
RU2181642C2 |
| ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 2002 |
|
RU2224611C2 |
| Валковый узел клети кварто | 1983 |
|
SU1138199A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
| ВАЛКОВАЯ ГИБОЧНАЯ МАШИНА | 2006 |
|
RU2308340C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УСТРАНЕНИЯ ПОГРЕШНОСТЕЙ ПЛАНШЕТНОСТИ МЕТАЛЛИЧЕСКОГО ПЛОСКОГО ПРОДУКТА | 2016 |
|
RU2703743C2 |
Изобретение относится к области обработки давлением и может быть использовано для изготовления лопатки колена стального трубопровода, спрофилированной по винтовой линии. Стальную полосу подают посредством валков узла подачи с профилем, идентичным профилю лопатки, под заданным углом гибки в изгибающе-закручивающий валковый узел, установленный под углом закрутки, прямо пропорциональным углу гибки. Производят подачу стальной полосы в изгибающе-закручивающий валковый узел на определенном расстоянии от поверхности полосы до оси ближайшего валка упомянутого узла. При этом механизм перемещения держателя в направлении подачи полосы и в перпендикулярном направлении выполнен из условия обеспечения связи величин перемещения между собой определенным соотношением. Повышается качество и производительность. 2 н.п. ф-лы, 3 ил.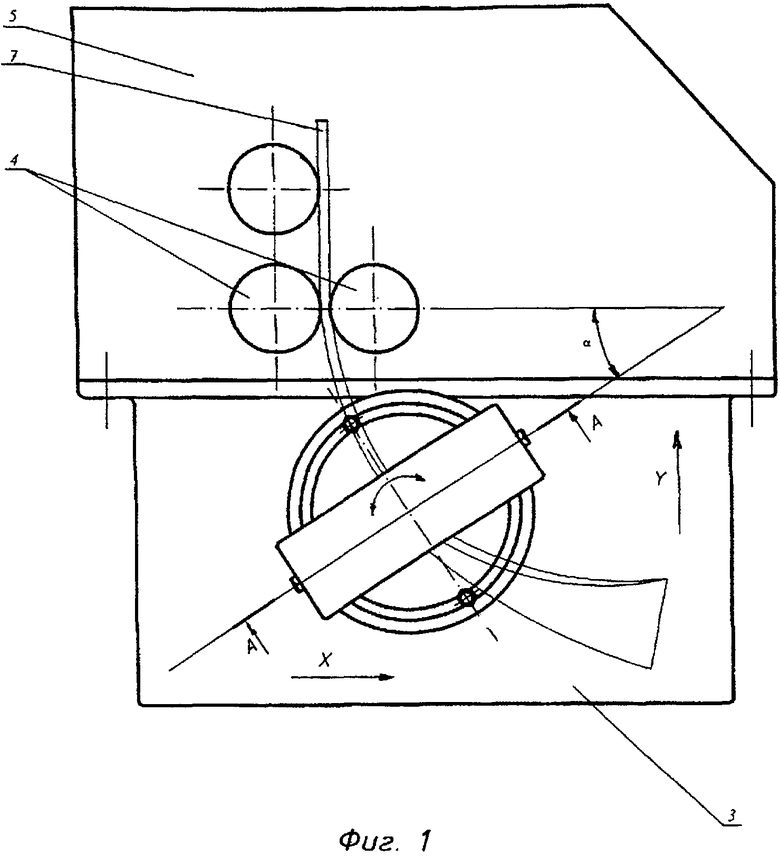
1. Способ изготовления спрофилированной по винтовой линии лопатки колена стального трубопровода, включающий подачу стальной полосы посредством валков узла подачи с профилем, идентичным профилю получаемой лопатки, под заданным углом гибки в изгибающе-закручивающий валковый узел, установленный под углом закрутки, большим угла гибки, при этом подачу стальной полосы в изгибающе-закручивающий валковый узел производят на расстоянии от поверхности полосы до оси валка упомянутого узла не менее 0,5 радиуса валка.
2. Устройство для изготовления спрофилированной по винтовой линии лопатки колена стального трубопровода, содержащее валковый узел подачи стальной полосы, валковый изгибающе-закручивающий узел, держатель изгибающе-закручивающего узла с фиксаторами углов гибки и закрутки стальной полосы и механизм перемещения держателя в направлении Y подачи полосы и в перпендикулярном направлении Х на величины Y и X, выполненный из условия обеспечения связи величин перемещения Y и Х между собой соотношением: Y/X=sinα/(1-cosα), где α - угол гибки.
| Способ получения рабочего профиля секторной вставки для вальцовки лопаток турбомашин | 1979 |
|
SU919798A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ЛОПАТОК ДЛЯ ОСЕВЫХ ЛОПАТОЧНЫХ МАШИН | 0 |
|
SU252067A1 |
| КОЛЕНО СТАЛЬНОГО ТРУБОПРОВОДА | 1996 |
|
RU2118737C1 |
| US 3981646 А, 21.09.1976. | |||

